ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области соединения деталей, в частности, в ситуациях, когда имеется доступ только с одной стороны соединения.
В частности, изобретение касается болта для крепления вслепую, позволяющего соединить две или несколько деталей при доступе только с одной стороны соединения, либо когда доступ к другой стороне затруднен.
При установке деталей или листов на суппорте часто приходится оперировать вслепую, так как доступ осуществляется только с одной стороны соединения. Это может быть случай, например, прикрепления листов к перегородке, или к шасси, когда трудно работать с двух сторон перегородки, или, по меньшей мере, это требовало бы работы второго человека.
Существуют известные решения соединения гвоздями, заклепкой или свинчиванием в массе, которые позволяют обеспечить соединение с одной стороны. Тем не менее, в зависимости от материала, эти варианты соединения могут не быть достаточно прочными, и может быть необходимо или желательно разместить с другой стороны перегородки гайку или вставку из необходимого материала.
Для этого известно размещение такой гайки путем скрепления. Оно заключается в использовании вставки, содержащей головку и резьбовую часть, во введении резьбовой части с доступной стороны, затем в осуществлении стягивания между резьбовой частью и головкой, в деформации промежуточной части, зенкования, так, чтобы резьбовая часть и головка зажимали перегородку. Вставка, таким образом, становится притянутой к перегородке и может взаимодействовать с винтом для крепления детали к перегородке.
Однако такой тип соединения обладает несколькими недостатками.
В частности, стягивание между головкой винта и гайкой может быть недостаточным для того, чтобы помешать вставке проворачиваться под действием завинчивания в процессе введения винта в гайку для соединения детали с перегородкой. Соединение становится, таким образом, весьма затруднительным, так как никакого средства не предусмотрено для того, чтобы помешать проворачиванию гайки.
В документе FR 2515283 описана соединительная гайка, содержащая рифления под головкой, которые вдавливаются в перегородку в процессе скрепления, мешая, таким образом, ее проворачиванию.
Однако инструмент, который осуществляет притягивание гайки и головки вставки, может повредить резьбовую часть гайки, и ее соединение с соединительным винтом может стать затруднительным.
В документе FR 2642802 описана соединительная гайка со штоком, предусмотренным для осуществления стягивающего усилия без контакта с резьбой гайки. Таким образом, эта резьба не повреждается при соединении.
Однако эти решения из известного уровня техники имеют значительные недостатки. Действительно, проходит некоторое время между моментом, когда гайка устанавливается на место, и моментом, когда винт в нее входит, и в это время в гайку могут попасть загрязнения, которые могут нарушить свинчивание. Поэтому следует предусмотреть две отдельных операции, одну - для крепления гайки и вторую - для введения винта, что увеличивает стоимость монтажа. Кроме того, не всегда легко выровнять винт по оси резьбы вставки, что также увеличивает сложность и риски при монтаже. Введение винта в резьбовую вставку может вызвать разрушение этих компонентов соединения. Однако, оператор, который обязан ввести винт, очень часто не является оператором, который должен установить на место вставку, что ослабляет ответственность и вредит эффективности производства. Наконец, когда резьба не используется для установки на место вставки, теряется возможность контроля наличия резьбы; действительно, может случиться, что вставки выйдут с производственной линии без резьбы, при этом соединение будет прекращено, что может быть обнаружено только после изготовления нескольких вставок. Таким образом, перегородка, снабженная одной или несколькими вставками с плохой резьбой или без нее, требует отбраковки.
Документ ЕР 1961976 описывает соединительный болт, для которого скрепление вставки и привинчивание винта осуществляется за одну операцию, при этом головка вставки содержит деформируемую часть, которая при деформации позволяет головке болта опираться через шайбу на прикрепляемую деталь. Однако это решение позволяет компенсировать только малое изменение толщины и требует наличия точного размера болта для каждого типа соединения. Более того, последующий демонтаж такого соединения является весьма затруднительным.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является, по меньшей мере, устранение части недостатков известного уровня техники.
Для решения этой задачи в изобретении предлагается болт, содержащий винт и вставку, устанавливаемую в отверстие перегородки, при этом упомянутая вставка содержит головку вставки и ствол с зенкованием, причем упомянутая головка вставки и упомянутое зенкование выполнены таким образом, чтобы после операции зенкования обеспечить закрепление упомянутой вставки на упомянутой перегородке.
Устройство отличается тем, что упомянутый винт содержит разрывное кольцо, предназначенное для того, чтобы после его упора в упомянутую головку вставки прямо или косвенно обеспечить неподвижность упомянутого винта относительно упомянутой головки вставки для того, чтобы осуществить путем вращения винта деформацию зенкования и обеспечить упомянутое скрепление, а также предназначенное для того, чтобы после осуществления скрепления осуществить разъединение для того, чтобы освободить винт от упомянутой головки вставки, обеспечивая, таким образом, притягивание детали к перегородке.
Это разъединение может осуществляться механическим разрывом в разрывном кольце или в распорных средствах.
Благодаря такой конструкции винт может быть введен во вставку перед скреплением, что позволяет, с одной стороны - исключить риск попадания загрязнений во вставку между скреплением и свинчиванием, и, с другой стороны - позволяет осуществить скрепление и свинчивание за одну операцию. Кроме того, один и тот же размер винта позволяет осуществить соединение деталей различной толщины или также нескольких наложенных одна на другую деталей, также осуществить демонтаж узла простым развинчиванием.
В соответствии с другими характеристиками:
- упомянутый разрыв может осуществляться в разрывном кольце,
- вставка может содержать средства блокирования упомянутой вставки; это позволяет исключить вращение вставки, когда нужно затянуть винт; гарантируется также, что свинчивание возможно всегда, когда прикладывается момент вращения к винту; это средство блокирования может быть получено путем использования трения сопротивления либо также иной не кольцевой формы поперечного сечения; это могут быть также выступы или рифления снаружи вставки овальной или многоугольной формы,
- упомянутое средство блокирования от вращения может быть внешней шестиугольной формы; эту форма может быть легко изготовлена, ее может иметь ствол вставки, блокированный таким образом относительно перегородки; или может касаться головки вставки, которая может быть блокирована относительно перегородки или относительно детали,
- упомянутый болт может содержать, кроме того, распорное средство, расположенное между упомянутым разрывным кольцом и головкой вставки и содержащее шайбу; такая шайба может иметь меньший диаметр разрывного кольца, его наружный диаметр должен быть больше внутреннего диаметра шайбы, так как без такой шайбы его наружный диаметр должен быть достаточным, чтобы опираться на головку вставки; такая шайба может также содержать рассеченную часть, при этом разрывное кольцо вызывает разрыв этой рассеченной части и остается само соединенным с корпусом винта,
- упомянутый болт, кроме того, может содержать распорные средства, расположенные между упомянутым разрывным кольцом и головкой вставки и содержащие трубчатый элемент, снабженный радиальным расширением для опоры на головку вставки; в этом случае можно предусмотреть разрыв, происходящий в разрывном кольце и/или разрыв, разделяющий, по меньшей мере, часть радиального расхождения трубчатого элемента; можно также предусмотреть только разрыв, разделяющий части радиального расхождения трубчатого элемента, в частности, когда разрывное кольцо образовано собственно головкой винта,
- винт может содержать винтовую головку, снабженную юбкой, предназначенной для опоры на деталь непосредственно или через шайбу, обеспечивая, таким образом, лучшее приложение опорных усилий головки винта к детали,
- под упомянутой юбкой может быть расположена полость для того, чтобы разместить в ней, по меньшей мере, частично, упомянутое разрывное кольцо и/или распорные средства,
- упомянутая головка вставки, упомянутое разрывное кольцо и, в необходимом случае, упомянутые распорные средства могут быть выполнены таким образом, чтобы в собранном положении головка винта опиралась на вставку через разрывное кольцо и/или распорные средства без опоры на упомянутую деталь для того, чтобы образовать крепление, позволяющее упомянутой детали подвижно поворачиваться или перемещаться относительно перегородки,
- упомянутый винт может содержать часть без винтовой резьбы, снабженную расширением, предназначенным для обеспечения неподвижности разрывного кольца скольжением с усилием к упомянутому расширению в процессе фазы завинчивания, следующей за разрывом, что позволяет исключить любые помехи, в частности, звуковые, которые могли бы быть вызваны из-за подвижности этого кольца относительно винта, в особенности, когда осуществляют завинчивание большого количества таких болтов. Такое расширение можно осуществлять различными способами: увеличением диаметра канавками или иным,
- упомянутая вставка может иметь ослабление зенкования для облегчения ее деформации в процессе стягивания, это ослабление, предпочтительно, осуществляется полостями, в частности, тремя полостями; эти полости могут быть распределенными по окружности зенкования и могут быть слепыми или открытыми,
- вставка может иметь смазку, предпочтительно, жировую; эта смазка облегчает ввинчивание и уменьшает трение и, кроме того, защищает болт от коррозии, в частности, в зоне, где происходит разрыв, который может влиять на состояние поверхности и увеличивать сопротивление коррозии,
- упомянутый болт может содержать часть без резьбы между головкой винта и резьбовой частью, которая не взаимодействует с улавливающей частью вставки, для того, чтобы придать необходимую упругость при приложении вращательного усилия к упомянутому болту в положении стягивания, даже когда толщины деталей и перегородки являются весьма малыми.
Настоящее изобретение касается также способа крепления детали на перегородке с помощью болта по изобретению, причем упомянутая деталь содержит отверстие, предназначенное для прохода головки вставки, а упомянутая перегородка содержит отверстие для прохода ствола вставки. Этот способ примечателен тем, что он включает следующие этапы:
а) размещение детали на перегородке так, чтобы совместить отверстия в детали и в перегородке,
b) введение болта в совмещенные таким образом отверстия в направлении детали к перегородке до касания головкой вставки перегородки,
с) осуществление вращения винта, при этом винтовая резьба винта взаимодействует с резьбовой частью вставки, разрывное кольцо опирается на головку вставки, в необходимом случае, через распорные средства, обеспечивая, таким образом, деформацию зенкования под перегородкой и закрепление вставки на перегородке,
d) увеличение момента вращения до обеспечения разрыва, освобождающего винт от головки вставки,
е) продолжение вращения винта до обеспечения стягивания детали с перегородкой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
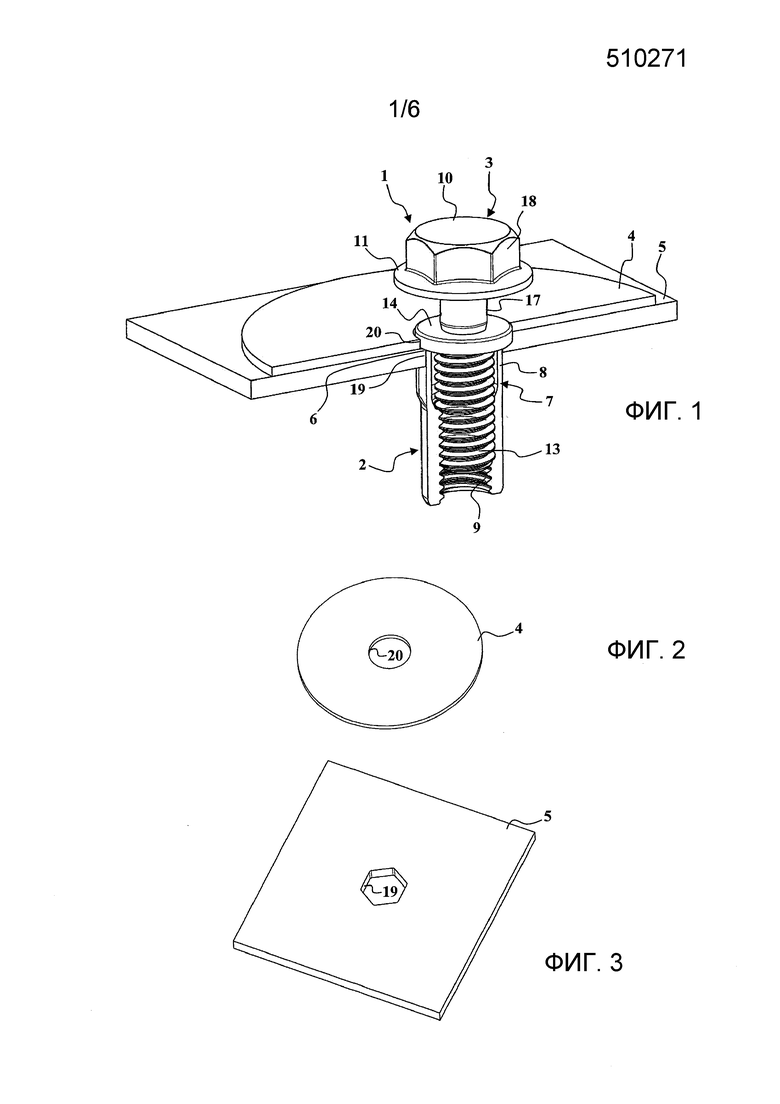
- фиг. 1 изображает вид в изометрии и в частичном разрезе болтового соединения по первому варианту воплощения изобретения,
- фиг. 2 представляет вид в изометрии, схематично изображающий деталь,
- фиг. 3 изображает вид в изометрии, схематично представляющий перегородку,
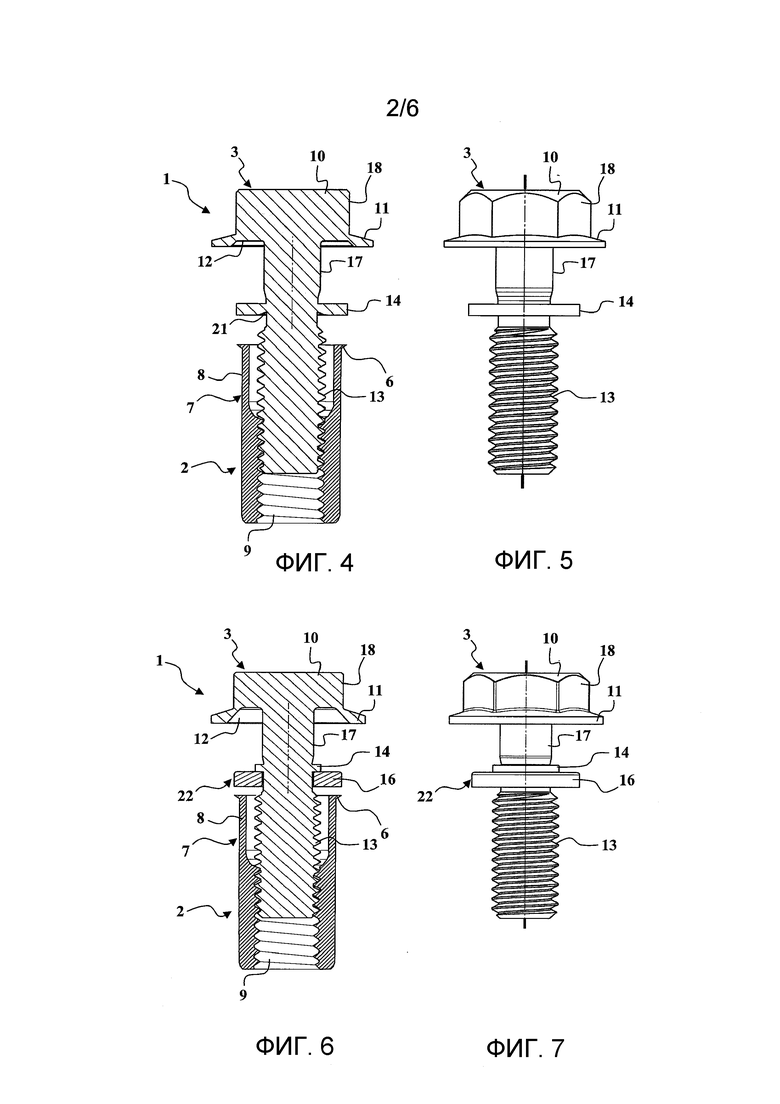
- фиг. 4 изображает вид в разрезе болта по фиг. 1,
- фиг. 5 изображает вид сбоку болта по фиг. 4,
- фиг. 6 изображает вид в разрезе болта по второму варианту воплощения изобретения,
- фиг. 7 изображает вид сбоку болта по фиг. 6,
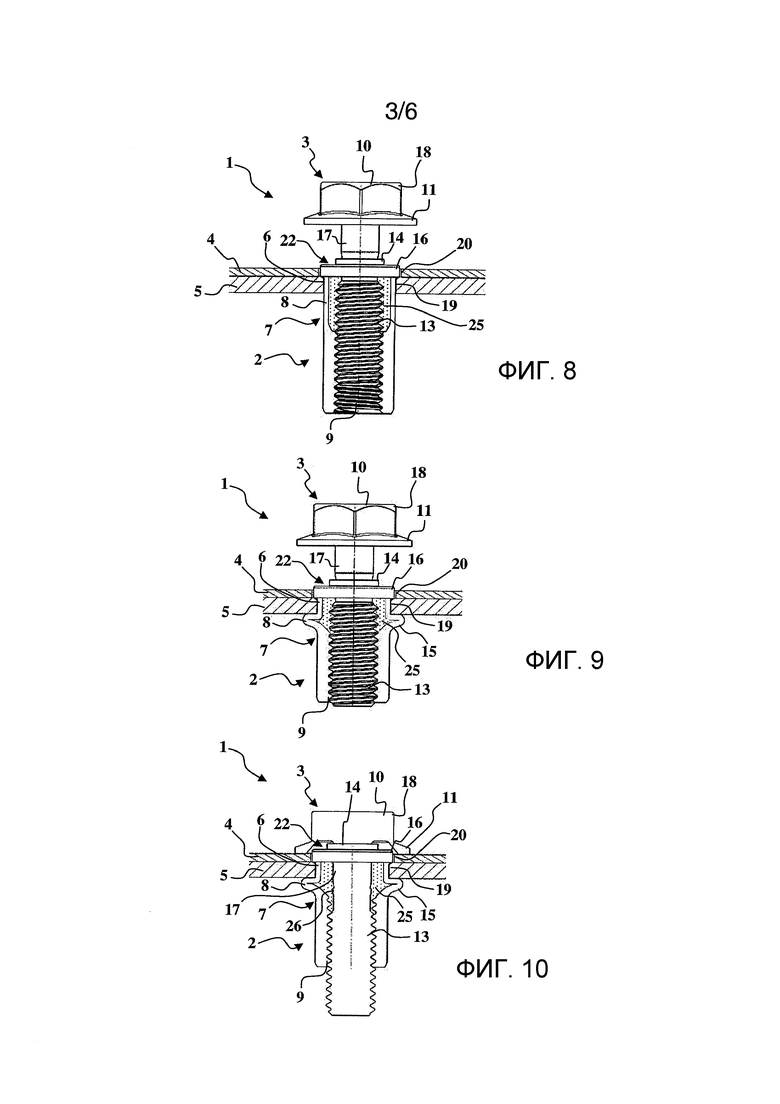
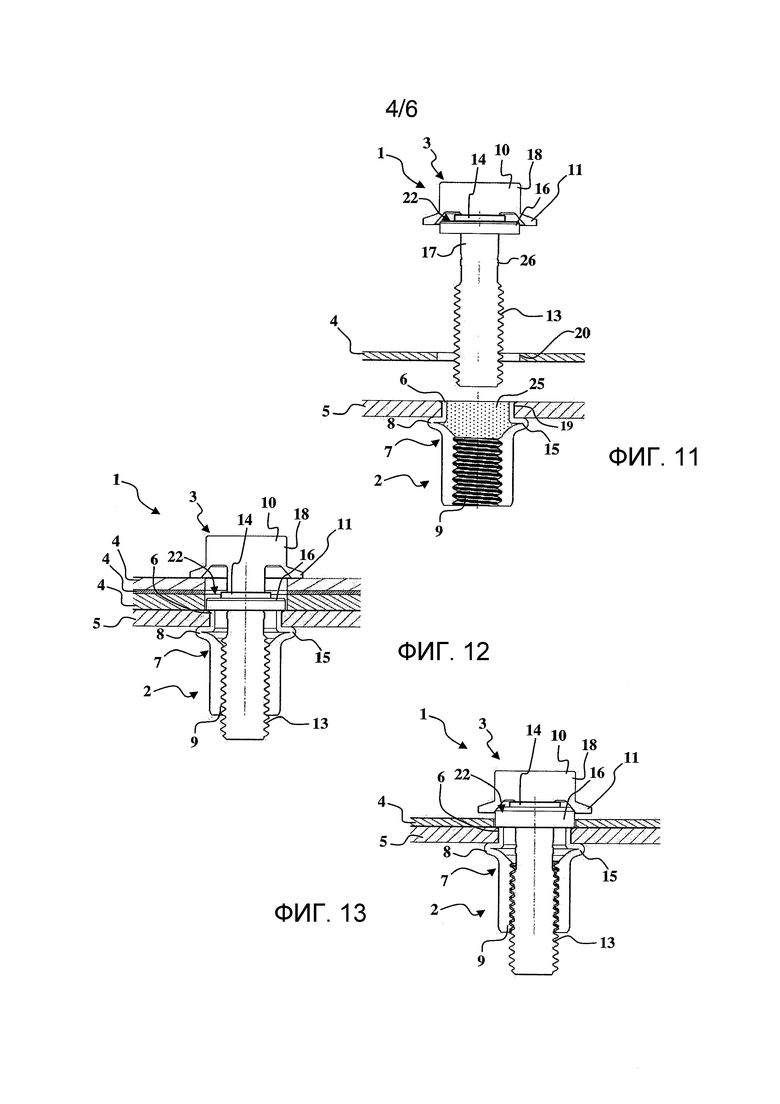
- фиг. 8-11 изображают виды в частичном разрезе, иллюстрирующие использование болта по второму варианту воплощения изобретения для соединения детали с перегородкой,
- фиг. 12 и 13 изображают виды в разрезе двух вариантов соединений с болтами по второму варианту воплощения изобретения,
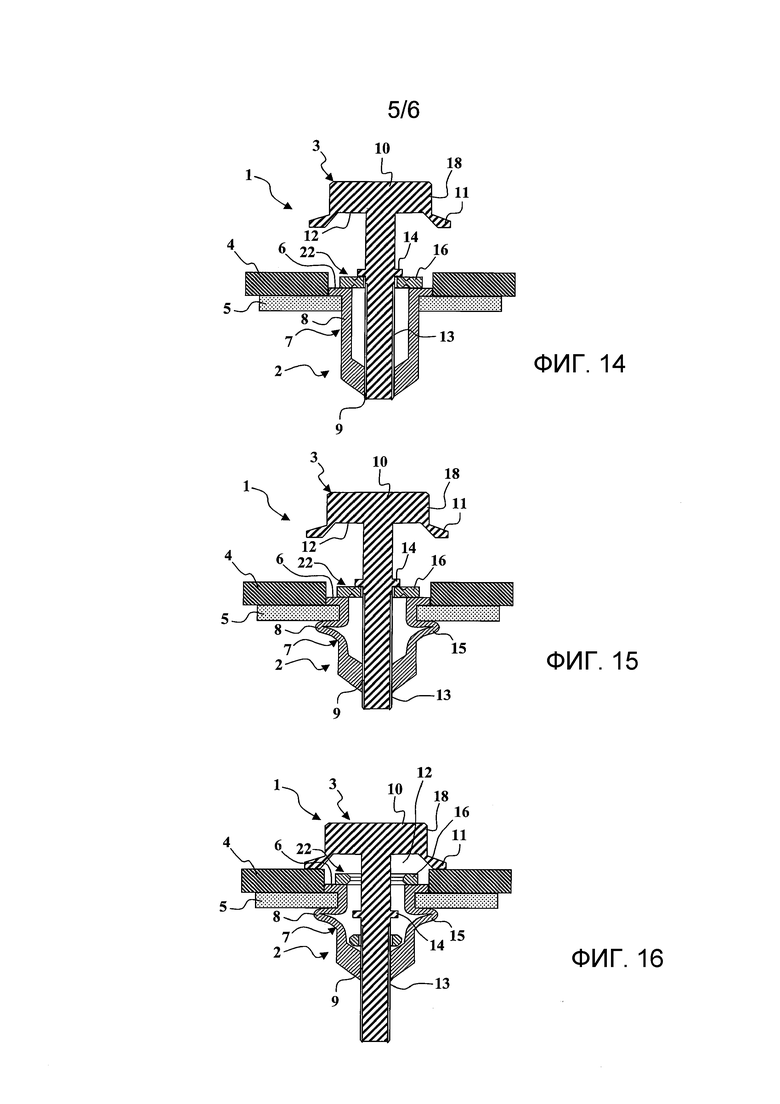
- фиг. 14-16 изображают виды в разрезе примера второго варианта воплощения изобретения,
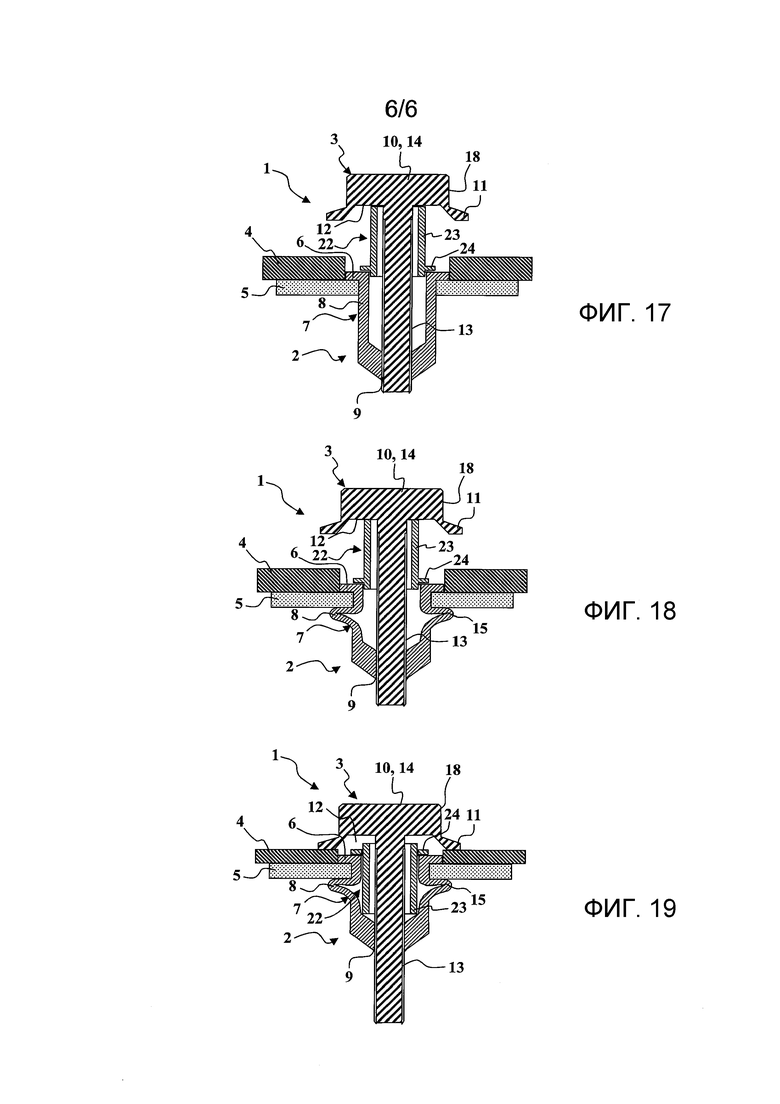
- фиг. 17-19 изображают виды в разрезе болта по третьему варианту воплощения изобретения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Фиг. 1, 4 и 5 изображает первый вариант изобретения воплощения изобретения, в котором болт 1 образован вставкой 2 и винтом 3.
Болт 1 позволяет крепить деталь 4 (фиг. 2) на перегородке 5 (фиг. 3) в положении, в котором доступ возможен только с одной стороны перегородки 5.
Вставка 2 содержит головку 6 и ствол 7, содержащий зенкование 8 и резьбовую часть 9 с внутренней резьбой.
Винт 3 содержит винтовую головку 10 с гранями 18, юбку 11 с полостью 12 (фиг. 4), наружную резьбовую часть 13, и разрывное кольцо 14.
Резьбовая часть 13 винта 3 обеспечивает ввинчивание винта 3 в резьбовую часть 9 вставки 2 болта 1.
Функцией головки 6 вставки является, прежде всего, обеспечение устойчивости к удалению упорной шайбы, пока винтовая часть 3 не обеспечит примыкания детали 4 к перегородке 5, и усилие будет направлено на вдвигание вставки 2 в недоступную часть перегородки 5.
В процессе работы функцией головки 6 вставки является обеспечение поступательного перемещения болта 1. Головка 6 вставки начинает опираться на доступную сторону перегородки 5, что означает, что можно начинать ввинчивание. Головка 6 вставки должна иметь достаточно малые диаметр и высоту для обеспечения хорошей опоры головки 10 винта на деталь 4. В определенных случаях, когда толщина детали является значительной, можно увеличить высоту головки вставки в упомянутых выше границах для выполнения функции направления при осуществлении нового соединения детали и/или усилить разрывание и/или усилить устойчивость к касательному напряжению. Головка вставки имеет также достаточные размеры, чтобы выдерживать усилия стягивания узла, передаваемые через разрывное кольцо 14, а также разрывное усилие в упомянутом разрывном кольце 14, которое опирается на головку 6 вставки.
Ствол 7 может иметь внешнюю шестиугольную форму, которая обеспечивает угловое удержание вставки 2 в отверстии перегородки шестиугольной формы. Это противодействующее вращению угловое удержание, осуществляемое взаимодействием этих двух дополняющих одна другую шестиугольных форм, позволяет вставке 2 противостоять усилиям момента вращения, которое передается им винтом 3 в процессе скрепления, стягивания и отпускания. Разумеется, в рамках изобретения возможны другие не кольцевые формы поперечного сечения, такие как один или несколько выступов или желобков, расположенных снаружи вставки 2, или овальной или многоугольной форм, эти формы могут быть расположены на стволе 7 и/или головке 6 вставки.
Ствол 7 содержит зону, в которой его стенка является тонкой, называемую зенкованием 8, внутренней кольцевой или шестиугольной формы (как наружная форма). Любая форма ослабления стенки или полости, например, три отрытых или слепых полости, распределенных по окружности, может быть использована для обеспечения более легкой деформации зенкования 8 при скреплении, и быть затем достаточно жесткой для того, чтобы выдерживать усилия, прикладываемые к вставке 2. Толщина и внутренняя форма зенкования 8 калиброваны для того, чтобы деформироваться при усилии, передаваемом осевым давлением момента, прикладываемого к головке 10 болта. Деформация зенкования 8 позволяет закреплять вставку 2 на перегородке 5. Зенкование 8 после деформации принимает форму валика 15, который сжимает перегородку 5 между упомянутым валиком 15, размещенным с недоступной стороны перегородки 5 головкой 6 вставки - с недоступной стороны. Скрепляющий валик 15 выдерживает, таким образом, большое количество усилий; торсионный момент вращения на этапе скрепления, стягивания или отпускания, извлекающее усилие при скреплении и стягивании. При определении размеров зенкования 8 необходимо принимать во внимание эти параметры.
Ствол 7 содержит, таким образом, резьбовую часть 9, размеры которой рассчитаны для приема резьбовой части винта 3 и для оказания сопротивления усилиям вращающего момента, создаваемого винтом 3, а также для того, чтобы противостоять извлекающим усилиям, которые прикладываются к резьбовой части вставки 2 в процессе скрепления, стягивания системы и приложения напряжения к системе.
Конец ствола 7 может быть открытым или слепым в зависимости от варианта реализации. Слепая форма позволяет герметизировать соединение.
Винт 3 лучше изображен на фиг. 4 и 5.
Винтовая головка 10 содержит выступающую или приемную грань 18 (шестиугольную, например, 6 полых граней или 6 лепестков), обеспечивающих передачу вращающего момента стягивающего инструмента (ключ, гайковерт, специальные инструменты) на винт 3.
Юбка 11 обеспечивает опору на деталь 4, осуществляя соединение с усилием. Юбка 11 снабжена полостью 12 под головкой 10 винта. Эта полость 12 предназначена для приема части или всего разрывного кольца 14 для того, чтобы обеспечить примыкание детали 4 к перегородке 5. Эта полость 12 может также содержать, по меньшей мере, частично, необходимые распорные средства, которые будут описаны ниже.
Разрывное кольцо 14 рассчитано таким образом, чтобы обеспечить неподвижность винта 3 относительно головки 6 вставки при передаче усилия, необходимого для деформации зенкования 8, то есть образования валика 15 скрепления вставки 2.
В первом варианте воплощения, изображенном на фиг. 1, 4 и 5, разрывное кольцо 14 предназначено для непосредственной опоры на головку 6 вставки и рассчитано таким образом, чтобы оторваться под нагрузкой, превышающей нагрузку, необходимую для скрепления, и меньшей нагрузки, которая может принять винт 3 без пластической деформации, вредной для работы соединительного винта. Разрыв в разрывном кольце 14 позволяет винту 3 войти в фазу стягивания соединения, которому до этих пор мешало наличие разрывного кольца 14, препятствовавшего сближению между головкой 10 винта и поверхностью детали 4. Разрывное кольцо 14 характеризуется тремя размерами, его толщиной, позволяющей осуществить калиброванный разрыв с заданным усилием, его диаметром для осуществления достаточной опоры на вершину головки 6 вставки и его расстоянием относительно нижней поверхности винта 10, изменения которого позволяет адаптироваться к весьма разным толщинам деталей 4, крепящихся к перегородке 5.
Разрывное кольцо 14 может также содержать разрывную насечку 21, которая облегчает разрыв. Разрывная насечка выполнена путем уменьшения толщины разрывного кольца 14 вблизи диаметра корпуса болта 3, как изображено на фиг. 4.
В первом варианте воплощения, когда разрывное кольцо 14 разрывается и не создает никакого радиального выступа по периферии стержня болта 3, ничто не мешает проникновению винта 3 путем ввинчивания во вставку 2. Отсюда следует, что при одинаковой конструкции болта 1 можно соединять перегородки 5 и детали 4 с размерами, могущими изменяться в широком диапазоне толщин. Например, болтом 1, снабженным винтом 3 калибра Мб, можно оперировать с толщины 1 мм (перегородка 5 в 0,5 мм и деталь 4 в 0,5 мм) до толщины в 8 мм (перегородка 5 в 3 мм и деталь 4 в 5 мм).
В соответствии со вторым вариантом воплощения болта 1 по изобретению последний, кроме того, содержит распорное средство 22, содержащее шайбу 16 (фиг. 6 и 7).
Распорное средство 22 предназначено для того, чтобы располагаться между головкой вставки 6 и разрывным кольцом 14. Разрывное кольцо 14 рассчитано таким образом, чтобы обеспечить неподвижность винта 3 при перемещении во вставке 2 в процессе передачи усилия, необходимого для деформации зенкования 8, то есть формирования скрепляющего валика 15 вставки 2 с учетом наличия шайбы 16.
В первом примере второго варианта воплощения разрывное кольцо 14 также рассчитано таким образом, чтобы разрываться под нагрузкой, превышающей нагрузку, необходимую для скрепления, и меньшей нагрузки, которую может выдержать винт 3 без пластической деформации, вредной для работы соединительного болта. Разрыв в разрывном кольце 14 позволяет винту 3 войти в фазу стягивания соединения, которая была невозможна вследствие наличия разрывного кольца 14, которое мешало сближению между головкой 10 винта и поверхностью детали 4. Разрывное кольцо 14 характеризуется тремя размерами, его толщиной, обеспечивающей калиброванный разрыв при заданном усилии, его диаметром, обеспечивающим достаточную опору на шайбу 16 и его расстоянием относительно нижней поверхности головки 10 винта, изменение которого позволяет приспособиться к различным толщинам детали 4, скрепляемым перегородкой 5.
Шайба 16 распорных средств 22 позволяет осуществить механическую связь между головкой 6 вставки и разрывным кольцом 14. Эта шайба 16 характеризуется своим наружным диаметром, который должен обеспечить опору на головку 6 вставки так, чтобы передать усилие скрепления; внутренним диаметром, который обеспечивает опору разрывного кольца 14 в зоне, наиболее близкой к стержню болта 3; толщиной, которая не должна препятствовать операции соединения, а также воздействию механического давления. Ее прочность при разрыве должна обеспечивать отрыв в разрывном кольце 14, которое полностью или частично отсоединяется от винта 3.
Шайба 16 позволяет лучше локализовать усилие отрыва разрывного кольца 14 вблизи стержня винта 3; кроме того, в фазе крепления она позволяет уменьшить усилия трения разрывного кольца 14 благодаря уменьшению среднего диаметра приложения усилий трения.
Этот первый пример второго варианта воплощения имеет те же преимущества, что и первый вариант воплощения, позволяющие обеспечить адаптацию к широкому диапазону толщин перегородки 5 и детали 4.
Во втором примере второго варианта воплощения, изображенном на фиг. 14-16, разрывное кольцо 14 опирается на головку 6 вставки через шайбу 16 в фазе скрепления, затем вызывает отрыв шайбы 16. что освобождает винт 3 от головки 6 вставки таким образом, что притягивание детали 4 может осуществляться продолжением стягивания винта 3. Разрывное кольцо 14 остается, таким образом, соединенным с корпусом винта 3.
Фиг. 8-11 изображает четыре этапа осуществления первого примера второго варианта воплощения изобретения.
Необходимо прикрепить одну или несколько деталей 4 к перегородке 5 без возможности доступа с другой стороны перегородки 5, либо с возможным, но затрудненным доступом. В качестве перегородки 5 можно рассматривать любой суппорт, на котором необходимо закрепить деталь. Вся операция должна быть выполнена с одной доступной стороны перегородки 5. Для крепления таких деталей 4 обычно необходимо несколько точек крепления. Для упрощения изложения ниже будет описано размещение детали 4 на перегородке 5 с помощью единственного болта 1. Специалисту будет легче выполнить операцию с несколькими деталями 4, перегородками 5 и/или болтами 1, или с креплением на других суппортах, чем на одной перегородке.
Прежде всего, следует выполнить отверстие в перегородке 5, например, шестиугольное, как изображено на фиг. 3. Это отверстие можно получить вырезанием, штамповкой или любым другим средством. Его можно получить также непосредственно литьем.
Получают то, что мы будем называть отверстием 19 в перегородке.
Далее следует выполнить отверстие в детали 4. Это отверстие может быть получено вырезанием, штамповкой или литьем, а также сверлением отверстия, которое мы будем называть отверстием 20 детали, которое может быть кольцевым (см. фиг. 2). Это отверстие 20 детали может иметь также шестиугольную форму для предотвращения вращения головки во вставке. Отверстие 20 может также иметь удлиненную форму, например, овальную, для облегчения размещения детали 4 на перегородке 5, что, в противном случае может быть осложнено наличием множества болтов 1. Действительно, для уменьшения стоимости производства можно не задаваться очень жесткими требованиями. Следствием является то, что позиционирование отверстий одних относительно других может также допускать некоторые расхождения, которые скрадываются удлиненными формами отверстий 20 детали.
Деталь 4 может быть, таким образом, расположена на перегородке 5. В зависимости от веса и габаритных размеров детали 4, она может быть размещена оператором, который ее несет, или габаритом, или монтажным инструментом. Важным является выравнивание отверстий 20 детали и 19 перегородки для обеспечения введения болта 1.
Болт 1 образован вставкой 2 и винтом 3, предварительно установленным во вставке 2, ввинченным до положения, в котором разрывное кольцо 14 входит в упор в головку 6 вставки с помощью шайбы 16 (см. фиг. 8). Вставка 2 содержит смазку 25, такую как жир. Смазка 25 предпочтительно может быть заложена во вставку 2 и/или нанесена на винт 3 перед их соединением.
Болт 1 может быть также предварительно собран с винтом 3, вставленным неглубоко во вставку 2, и разрывное кольцо 14 не опирается на головку 6 вставки. Контакт между разрывным кольцом 14 с помощью распорных средств 22 с шайбой 16 и головкой 6 вставки получают на месте после первых оборотов винта, выполняемых гайковертом.
Можно также несоединенный болт 1 снабдить, с одной стороны, вставками 2, винтами 3 и, в необходимом случае, с другой стороны - распорными средствами 22.
Болт 1 далее подводится к наконечнику специального гайковерта или любого другого инструмента для установки, затем он вводится в отверстие, начиная с отверстия 20 детали, затем в отверстие 19 перегородки. В отверстия вводится болт 1 вставкой 2, которая входит в отверстия, при этом головка 10 винта остается в наконечнике установочного инструмента для последующего осуществления ввинчивания. Болт 1 считается находящимся в установленном положении, когда внутренняя поверхность головки 6 вставки находится в плоском контакте с перегородкой 5 (см. фиг. 8). Головка 6 вставки, таким образом, проходит в отверстие 20 детали, которое имеет размер, позволяющий головке 6 вставки пройти сквозь него.
Далее начинают ввинчивать винт 3. Момент вращения прикладывается гайковертом к головке 10 винта благодаря граням 18. Ввинчивание приводит к подъему улавливающей зоны вставки 2, вызывая формирование валика 15 на уровне ствола 7 (см. фиг. 9). Выполненный таким образом валик 15 образует поверхность, которая упирается в заднюю плоскость перегородки 5. Вставка 2 закрепляется, таким образом, на перегородке 5.
Продолжаемое далее завинчивание вызывает усилие разрыва в разрывном кольце 14 до осуществления отрыва, по меньшей мере, части, последнего. Оторванная часть разрывного кольца 14 скользит далее с перемещением вдоль нерезьбовой части винта 3 и не мешает больше ввинчиванию винта 3 во вставку 6.
Далее ввинчивание продолжается до прижатия винтовой головки 10 к детали 4 (см. фиг. 10). Деталь 4 и перегородка 5, таким образом, стянуты под давлением между валиком 15 и головкой винта 10. Благодаря расширению диаметра 17 не резьбовой части винта 3, расположенной между разрывным кольцом 14 и внутренней поверхности головки 10 винта, резьбовое кольцо 14 в фазе ввинчивания, которая следует за его разрывом, начинает скользить с силой по увеличенному диаметру. Так, разрывное кольцо 14 становится неподвижным на винте 3 и исключает любые помехи, в частности, звуковые, которые могут появиться вследствие вибраций при манипуляциях после монтажа.
В конце ввинчивания (фиг. 10) зона 26, с которой было связано разрывное кольцо 14 перед разрывом, покрыта жиром и защищена, таким образом, от коррозии.
Для демонтажа детали 4 достаточно вывинтить винт 3 из посадочного места, затем разместить деталь 4. Вставка 2 остается на месте, соединенной с перегородкой 5 (см. фиг. 11), и может вновь служить для осуществления другого соединения, чтобы принимать другой винт 3 или вновь тот же самый.
Фиг. 12 изображает крепление нескольких деталей 4 к перегородке 5.
Фиг. 13 изображает пример второго варианта воплощения, где головка 6 вставки, разрывное кольцо 14 и распорные средства 22 с шайбой 16 имеют такие размеры, что головка 10 винта опирается на головку 6 вставки через распорные средства 22 (в данном случае, шайбу 16). Такое расположение позволяет выполнить монтаж, например, поворотного типа, при котором деталь 4 поворотно подвижна относительно перегородки 5, так как юбка 11 головки 10 винта не опирается на деталь 4.
Альтернативно, удержание юбки 11 с зазором от детали 4 может быть обеспечено упором головки 10 винта на головку 6 вставки через шайбу 16 и разрывное кольцо 14 или, когда отсутствуют распорные средства 22, с помощью только разрывного кольца 14.
В соответствии с другими вариантами головка 6 вставки, разрывное кольцо 14 и, в необходимом случае, распорные средства 22 выполнены таких размеров для того, чтобы головка 10 винта опиралась на деталь 4, но после легкой и калиброванной деформации детали 4, при этом головка 10 винта опирается на головку 6 вставки через разрывное кольцо 14 и/или распорные средства 22. Для обеспечения такого расположения можно привести в соответствие толщину распорных средств 22, толщину разрывного кольца 14, толщину головки 6 вставки и/или геометрию головки 10 винта (например, уменьшение или исключение полости 12 под юбкой 11). Такое расположение позволяет использовать болт 1 по изобретению с функцией ограничения давления, используемой для крепления определенных деталей 4, в частности, из пластического материала, которые в противном случае разрушились бы под действием усилия, оказываемого головкой 10 винта, что могло бы вызвать нарушение соединения.
На фиг. 17-19 изображен третий вариант воплощения изобретения. Как во втором варианте воплощения изобретения, он содержит распорные средства 22. В третьем варианте воплощения разрывное кольцо 14 образовано винтовой головкой 10. Распорные средства 22 расположены, таким образом, между головкой 6 вставки и разрывным кольцом 14 винта 3. Разрывное кольцо 14, таким образом, непосредственно опирается на головку 6 вставки через распорные средства 22.
Распорные средства 22 содержат трубчатый элемент 23, снабженный радиальным фланцем 24 для опоры в головку 6 вставки.
При использовании третьего варианта воплощения изобретения болт 1 вначале размещают, как изображено на фиг. 17. Винт 3 далее ввинчивают с помощью инструмента. Винт 3 удерживается неподвижным относительно головки 6 вставки и перегородки 5 с помощью распорных средств 22 и разрывного кольца 14, при этом ввинчивание вызывает деформацию зенкования 8 и подъем улавливающей зоны вставки 2 до скрепления вставки 2 с перегородкой 5 (фиг. 18).
Ввинчивание продолжают далее, что вызывает усилие среза в распорных средствах 22, вызывающее разрыв, отделяющий трубчатый элемент 23, и трубчатый фланец 24. Трубчатый элемент 23 проникает далее в деформированную вставку 2 зенкования 8. Винт 3 не является более неподвижным относительно перегородки 5 и может, таким образом, посредством ввинчивания в скрепляющую вставку 2 прижимать головкой 10 винта деталь 4 к перегородке 5.
Третий вариант воплощения изобретения позволяет использовать стандартный и, следовательно, более дешевый винт 3: разрывное кольцо 14 вместо размещения на его промежуточном участке, как в вариантах воплощения, изображенных на фиг. 1 и 4-16, образовано собственно головкой 10 винта.
Во всяком случае, следует уточнить, что винт 3, как изображено на фиг. 1 и 4-16, снабженный разрывным кольцом 14, расположенным на промежуточном участке стержня винта 3, может быть использован вместо и на месте винта, изображенного на фиг. 17-19. В этом случае можно предусмотреть, чтобы разрыв осуществлялся либо в разрывном кольце 14, либо в распорных средствах 22 (путем разделения трубчатого элемента 23 и радиального фланца 24).
Во всех вариантах воплощения изобретения разрывное кольцо 14 выполнено в виде кольцевого плечика, закрепленного на винте 3 (моноблочного или присоединенного), входящего в контакт с головкой 6 вставки или распорными средствами 22 в соответствии с опорной кольцевой поверхностью или в форме кольцевой короны.
В случае, когда используют распорные средства 22, предназначенные для разрыва, разрывное кольцо 14 может быть выполнено в форме плечика между ближним участком винта 3, простирающимся от головки 10 винта, и дальним резьбовым отрезком с внешним диаметром, меньшим диаметра ближнего участка. Для этого можно использовать стандартный плечевой винт.
Вставка 2, винт 3 и распорные средства 22 могут быть изготовлены по известной технологии, такой как холодная штамповка, обрубка или резка с вытяжкой, либо литье, в частности, деталей из пластического материала. В соответствии с вариантами изготовления далее следует нарезать внутреннюю резьбу во вставке 2 и накатать резьбу 13 винта 3, затем, при необходимости, осуществить тепловую обработку и/или поверхностную обработку. Можно также предусмотреть, чтобы винт 3 осуществлял нарезку резьбы 9 вставки 2 в процессе его введения во вставку 2.
Вставка 2 и/или винт 3 может быть выполнен из углеродистой стали, нержавеющей стали, титана, алюминия, полимера или любого другого материала для деталей или крепежных компонентов.
Перегородка 5 может быть выполнена листовой или полой из стали, нержавеющей стали, алюминия, меди, титана, латуни, углеродного волокна, пластика, дерева или иного материала.
Деталь 4 может быть выполнена из стали, нержавеющей стали, алюминия, меди, латуни, титана, углеродных волокон, пластика, дерева или иного материала. Этой деталью может быть панель или электрический шкаф.
Изобретение обладает следующими преимуществами:
а) обеспечение свинчивания двух элементов вслепую единственным компонентом и за одну операцию соединения, тогда как в настоящее время необходимо вначале разместить гайку для скрепления вслепую или любое другое резьбовое устройство, которое может быть встроено вслепую в перегородку 5, затем во второй фазе закончить соединение путем ввинчивания винта, проходящего через присоединяемую деталь 4 и размещаемого в резьбе резьбовой вставки, которой снабжена перегородка 5.
Возможно также инверсное соединение путем использования выступающей вставки для соединения вслепую и гайки.
Следует отметить, что во многих случаях существующего состояния техники монтаж резьбовой вставки и винт осуществляется двумя различными операторами, тогда как болт 1 по изобретению при таком монтаже осуществляется одним оператором,
b) оптимизация времени соединения путем уменьшения операций соединения и управление, таким образом, приростом производительности, позволяющим уменьшить стоимость производства, связанную с операциями соединения. Исключается наиболее дорогостоящая и наиболее затратная по времени операция, связанная с установкой вставки,
с) облегчение процессов соединения путем исключения совокупности проблем, связанны с завинчиванием:
- отсутствие проблемы свинчивания, связанной с нанесением краски на наружную/внутреннюю резьбу вставки,
- отсутствие проблемы свинчивания, связанной с разбрызгиванием при сварке по наружной/внутренней резьбе вставки, если последняя является сварочным компонентом или компонентом, используемым в дальнейшем сварщиком около зоны концентрации при установке вставки,
- отсутствие проблемы свинчивания, связанной с разрушением зоны наружной или внутренней резьбы сварки, вызванных способом установки: деформация вставки под прессом, деформация винтовой резьбы, проявляющейся при установке (например, вставка для установки вслепую утопленной или выступающей),
- отсутствие проблемы свинчивания, связанной с неправильной коаксиальностью наружной или внутренней резьбы устанавливаемого винта,
- отсутствие проблемы соединения, связанной с отсутствием внутренней или наружной резьбы устанавливаемого винта,
- отсутствие проблемы соединения, связанной с отсутствием внутренней или наружной резьбы устанавливаемой вставки,
- отсутствие проблемы отсоединения вставки от суппорта при установке винта, когда последний соединен одним из соответствующих средств соединения (скрепление, сварка и т.д.),
- отсутствие проблемы отсоединения вставки от суппорта в процессе технического обслуживания перегородки, снабженной этой вставкой, когда последняя была соединена одним из подходящих средств соединения (скрепление, сварка, и т.д.),
- отсутствие проблемы напряжения при соединении, связанной с несовместимостью вставки с винтом,
- отсутствие проблемы напряжения присоединения, связанной с разницей в классе (позволяющей классифицировать детали болтовых соединений в соответствии с их механическим сопротивлением) между вставкой и винтом,
- отсутствие проблемы устойчивости момента вставки в процессе ввинчивания винта (например, отсутствие проблемы заклинивания),
d) устранение операций контроля, вызванных устранением причин, обусловленных их установкой. Таким образом, уменьшается себестоимость производства и качественная оптимизация. Действительно, качественными операциями контроля являются только паллиативные решения, более обоснованным будет удаление причин,
e) отсутствие проблемы развития коррозии, связанной с несовместимостью обработки поверхности вставки и винта,
f) отсутствие проблемы заклинивания, обусловленной несовместимостью обработки поверхности винта и вставки,
g) хорошее примыкание двух соединяемых поверхностей из - за отсутствия выступов на детали 4 и перегородке 5 как в опорной гайке, так и в гайке для крепления вслепую,
h) значительная и управляемая сила примыкания, соответствующая классу части винта 3 (пример: 8.8, 10.9, …),
i) повышенная устойчивость к растрескиванию, вызванная значительной силой примыкания, ограничивающей скольжение детали 4 и перегородки 5 одна относительно другой,
j) устойчивость к вибрациям, оптимизированная усилиям примыкания, гарантированным напряжением соединения, вызванным калиброванным и управляемым моментом стягивания, и вследствие минимально гарантированного расстояния между головкой 10 винта и началом резьбы 13, придающим винту 3 минимум упругости,
k) отсутствие проблемы отвинчивания дополнительной комплектующей детали, связанной с несовместимостью коэффициентов трения,
l) отсутствие проблемы отвинчивания дополнительной комплектующей детали, связанной с плохим управлением моментами стягивания,
m) становится возможным после изготовления сварных швов, входящих в технологический процесс изготовления перегородок 5,
n) становится возможным после осуществления обработки поверхности перегородок 5 (окраска, гальваническое нанесение, катафорез и т.д.),
о) ограничение капиталовложений, связанных с внедрением вставки 2 благодаря простому или скоростному гайковерту (несколько тысяч евро) против нескольких десятков или сотен для некоторых сварочных или скрепляющих установок,
р) установка без использования такого инструмента как зажимные извлекатели, которые ломаются от усталости после нескольких тысяч установок,
q) установка без значительного употребления энергии, например, для сварки (электричество, газ, инструментарий и т.д.).
Все эти преимущества описаны для вставки 2 как первого элемента крепления в перегородке 5 или в суппорте, и винта 3 как элемента дополнительного крепления для фиксации детали 4. Они также реальны для любого другого первого элемента крепления, закрепленного в перегородке 5 или суппорте, и дополнительного элемента крепления для фиксации детали 4.
Хотя изобретение было описано только для частного варианта воплощения, оно им не ограничено, так как могут быть использованы варианты или комбинации описанных вариантов изобретения без выхода за рамки настоящего изобретения.
Список ссылочных позиций
1. болт
2. вставка
3. винт
4. деталь
5. перегородка
6. головка вставки
7. ствол
8. зенкование
9. нарезная часть
10. головка винта
11. юбка
12. полость
13. резьбовая часть
14. разрывное кольцо
15. стягивающий фланец
16. шайба
17. расширение
18. грань головки
19. отверстие в перегородке
20. отверстие в детали
21. насечка разрыва
22. распорные средства
23. трубчатый элемент
24. радиальное расширение
25. смазка
26. зона.
Изобретение относится к области соединения деталей, когда имеется доступ только с одной стороны соединения и направлено на повышения универсальности болта. Болт содержит винт и вставку, устанавливаемую в отверстии перегородки, при этом вставка содержит головку вставки и ствол, содержащий зенкование. Головка вставки и зенкование выполнены таким образом, чтобы после деформации зенкования обеспечить скрепление вставки с перегородкой. Винт содержит разрывное кольцо, предназначенное для того, чтобы после непосредственной или косвенной опоры на головку вставки обеспечить неподвижность винта относительно головки вставки для обеспечения деформации зенкования и получения крепления вследствие вращения винта, служащего после осуществления скрепления для разрыва с целью освобождения винта относительно головки вставки, обеспечивая, таким образом, притягивание детали к перегородке. 2 н. и 14 з.п. ф-лы, 19 ил.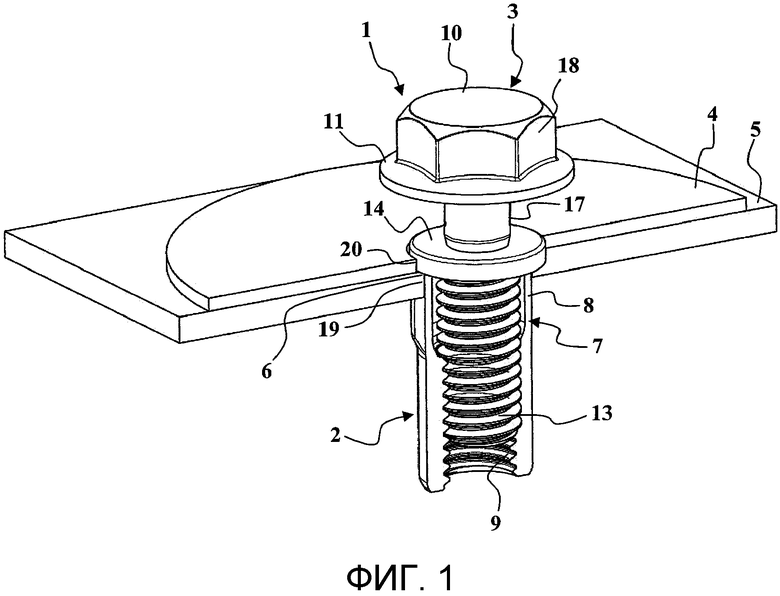
1. Болт (1), содержащий винт (3) и вставку (2), устанавливаемую в отверстии перегородки (5), при этом упомянутая вставка (2) содержит головку (6) вставки и ствол (7), содержащий зенкование (8), причем упомянутая головка (6) вставки и упомянутое зенкование (8) выполнены таким образом, чтобы после деформации зенкования (8) обеспечить скрепление упомянутой вставки (2) с упомянутой перегородкой (5), отличающийся тем, что упомянутый винт (3) содержит разрывное кольцо (14), предназначенное для того, чтобы после непосредственной или косвенной опоры на упомянутую головку (6) вставки обеспечить неподвижность упомянутого винта (3) относительно упомянутой головки (6) вставки для обеспечения деформации зенкования (8) и получения упомянутого крепления вследствие вращения винта, служащего после осуществления скрепления для разрыва с целью освобождения винта (3) относительно упомянутой головки (6) вставки, обеспечивая, таким образом, притягивание детали (4) к перегородке (5).
2. Болт (1) по п. 1, в котором разрывное кольцо (14) непосредственно опирается на головку (6) вставки.
3. Болт (1) по п. 1, в котором разрывное кольцо (14) опирается на головку (6) вставки косвенно через распорные средства (22).
4. Болт (1) по п. 3, в котором распорные средства (22) содержат шайбу (16), расположенную между упомянутым разрывным кольцом (14) и головкой (6) вставки.
5. Болт (1) по п. 3, в котором распорные средства (22) содержат трубчатый элемент (23), выполненный с радиальным расширением (24), предназначенным для опоры на головку (6) вставки.
6. Болт (1) по п. 5, в котором упомянутое разрывное кольцо (14) образовано головкой (10) винта.
7. Болт (1) по одному из пп. 1-5, в котором упомянутый разрыв осуществляется в разрывном кольце (14).
8. Болт (1) по одному из пп. 3-5, в котором упомянутый разрыв осуществляется в распорных средствах (22).
9. Болт (1) по одному из пп. 1-6, в котором вставка (2) содержит средство блокирования от вращения упомянутой вставки (2), предпочтительно, благодаря наружной некольцевой форме поперечного сечения.
10. Болт (1) по одному из пп. 1-6, в котором упомянутый винт (3) содержит головку (10) винта, включающую юбку (11), предназначенную для опоры на деталь (4), а также, предпочтительно, полость (12), расположенную под упомянутой юбкой (11) для размещения в ней, по меньшей мере, частично, упомянутого разрывного кольца (14) и/или упомянутых распорных средств (22).
11. Болт (1) по одному из пп. 1-6, в котором упомянутая головка (6) вставки, упомянутое разрывное кольцо (14) и, в необходимом случае, упомянутые распорные средства (22) выполнены таким образом, чтобы в соединенном положении головки (10) винта опираться на вставку (2) через разрывное кольцо (14) и/или распорные средства (22) без опоры на упомянутую деталь (4) таким образом, чтобы образовать крепление, позволяющее упомянутой детали (4) быть подвижной во вращении и/или в перемещении относительно перегородки (5).
12. Болт (1) по одному из пп. 1-6, в котором упомянутый винт (3) содержит нерезьбовую часть между головкой (10) винта и резьбовой частью (13), которая не взаимодействует с резьбовой частью (9) вставки (2) для придания необходимой упругости при осуществлении давления на винт (3) упомянутого болта в положении стягивания даже тогда, когда толщины деталей и стенок являются весьма малыми.
13. Болт (1) по одному из пп. 1-6, в котором упомянутая вставка (2) содержит ослабление зенкования (8) для облегчения ее деформации при стягивании, причем это ослабление, предпочтительно, выполнено в виде полостей.
14. Болт (1) по п. 7, в котором упомянутый винт (3) содержит нерезьбовую часть, размещенную между головкой (10) винта и резьбовой частью (13), которая не взаимодействует с резьбовой частью (9) вставки (2), при этом упомянутая часть выполнена с расширением (17), предназначенным для обеспечения неподвижности разрывной части разрывного кольца (14) путем скольжения с усилием к упомянутому расширению (17) в процессе фазы завинчивания, который вызывает ее разрыв.
15. Болт (1) по одному из пп. 1-6, отличающийся тем, что вставка (2) содержит смазку (25), предпочтительно, жировую.
16. Способ крепления детали (4) на перегородке (5) с помощью болта (1) по одному из пп. 1-6, при этом упомянутая деталь (4) содержит отверстие (20) детали, предназначенное для прохода головки (6) вставки, а упомянутая перегородка (5) содержит отверстие (19) перегородки, предназначенное для введения ствола (7) вставки (2), включающий следующие операции:
a) размещение детали (4) на перегородке (5) для выравнивания отверстий (20) перегородки и (19) стенки,
b) введение болта (1) в выровненные таким образом отверстия в направлении детали (4) к перегородке (5) до прижатия головки (6) вставки к перегородке (5),
c) вращение винта (3), при котором резьба (13) винта (3) взаимодействует с резьбой (9) вставки (2), а разрывное кольцо (14) опирается на головку (6) вставки, в необходимом случае, через распорные средства (22), осуществляя, таким образом, деформацию зенкования (8) под перегородкой (5) и, следовательно, скрепление вставки (2) с перегородкой (5),
d) увеличение момента вращения до получения разрыва, освобождающего винт (3) относительно головки (6) вставки,
e) продолжение вращения винта (3) до получения стягивания детали (4) перегородки (5).
| DE 10253888 A1, 18.12.2003 | |||
| Устройство для резки прутков на мерные заготовки | 1985 |
|
SU1269924A1 |
| УСТРОЙСТВО ПЕРЕДАЧИ MIMO И СПОСОБ ПЕРЕДАЧИ MIMO | 2009 |
|
RU2515283C2 |
| EP 1961976 A2, 27.08.2008 | |||
| АНКЕРНЫЙ БОЛТ | 0 |
|
SU333300A1 |

