Способ относится к металлургическому производству, в частности к способам получения непрерывного стального профиля, и может быть использован в металлургии.
Известен способ получения стали восстановлением из окалины, используемый в технологии термитной сварки, при котором соединяемые концы деталей, установленные с некоторым зазором, заформовывают огнеупорной массой и подогревают. Термитной смесью из алюминиевого порошка и окалины (Fe3O4), содержащей не менее 25% О и 70% Fe, заполняют тигель, расположенный над формой. Зажигание термита в тигле производят дугой, специальным запалом или термоспичками; начавшееся горение протекает быстро, в течение нескольких секунд распространяясь на весь объем термитной смеси, и проходит по реакции
3Fe3O4+8Al+4Al2O3+9Fe.
После окончания в тигле окислительно-восстановительной реакции и некоторой выдержки термитный металл выпускают из тигля и заливают в межстыковое пространство. Через несколько часов форму снимают и срубают литники и прибыли [Сварка в машиностроении. Справочник в 4-х т. / Редкол.: Г.А.Николаев (пред.) и др. - М.: Машиностроение, 1978. Т.1. / Под ред. Н.А.Ольшанского. 1978. 504 с., ил., см. стр.477].
Реализация метода позволяет рационально использовать железную окалину, являющуюся технологическим отходом металлургического производства, получать металлоизделия большого сечения.
Однако рассматриваемый способ имеет ряд недостатков. Процесс получения стального изделия энергозатратный, периодический, поэтому производительность невысока, получение непрерывного профильного металлоизделия невозможно.
Наиболее близким по технической сути и достигаемому результату является способ, используемый в устройстве непрерывного горизонтального литья [Специальные способы литья: Справочник. / В.А.Ефимов, Г.А.Анисович, В.Н.Бабич и др. Под общ. ред. В.А.Ефимова. - М.: Машиностроение, 1991. - См. стр.500]. Получение металлоизделия при помощи данного устройства осуществляется следующим образом: расплав заливают в металлоприемник, из которого он попадает в полость охлаждаемого кристаллизатора и затвердевает, образуя металлоизделие, которое циклически извлекают из кристаллизатора затягивающим устройством.
Рассмотренный способ обладает рядом недостатков. При реализации процесса возможность непрерывного получения металлоизделия отсутствует, процесс характеризуется высокими затратами энергии на получение расплава металла.
Эти и другие недостатки устраняются заявленным способом. Задача, решаемая заявленным способом, заключается в возможности утилизации металлоотходов машиностроительного производства и получении непрерывной профильной заготовки с различным профилем сечения из термитной стали без использования энергозатратного процесса печного переплава компонентов стали. При этом обеспечивается возможность получения стального расплава в результате экзотермической восстановительной реакции и изготовления из расплава непрерывной профильной заготовки.
Указанный результат достигается тем, что в способе получения непрерывной профильной заготовки из термитной стали, включающем приготовление расплава металла и формирование непрерывной профильной заготовки, предварительно прессуют термитную шихту в стержень плотностью 3300-4500 кг/м3, который непрерывно подают в расплав металла.
Причинно-следственная связь между существенными признаками и достигаемым техническим решением обеспечивается посредством подачи прессованного термитного стержня плотностью 3300-4500 кг/м3 в металлоприемник, откуда получаемый в металлоприемнике посредством экзотермической реакции расплав стали поступает в профильный кристаллизатор, в результате чего образуется непрерывная стальная профильная заготовка.
В данном случае исключается возможность неполного прохождения окислительно-восстановительной реакции и появления структурных различий тела получаемого стального профиля. Экономичность процесса обеспечивается исключением из процесса получения расплава стали традиционных металлургических печей и отсутствием необходимости дополнительного нагрева стальной заготовки для получения непрерывного стального профиля.
Получение термитного стержня плотностью более 4500 кг/м3 нецелесообразно, т.к. такой стержень имеет сколы поверхности, образующиеся вследствие высоких внутренних напряжений. Получение термитного стержня прессованием порошка термитной смеси до плотности 3300 кг/м3 нецелесообразно вследствие низкой прочности такого стержня.
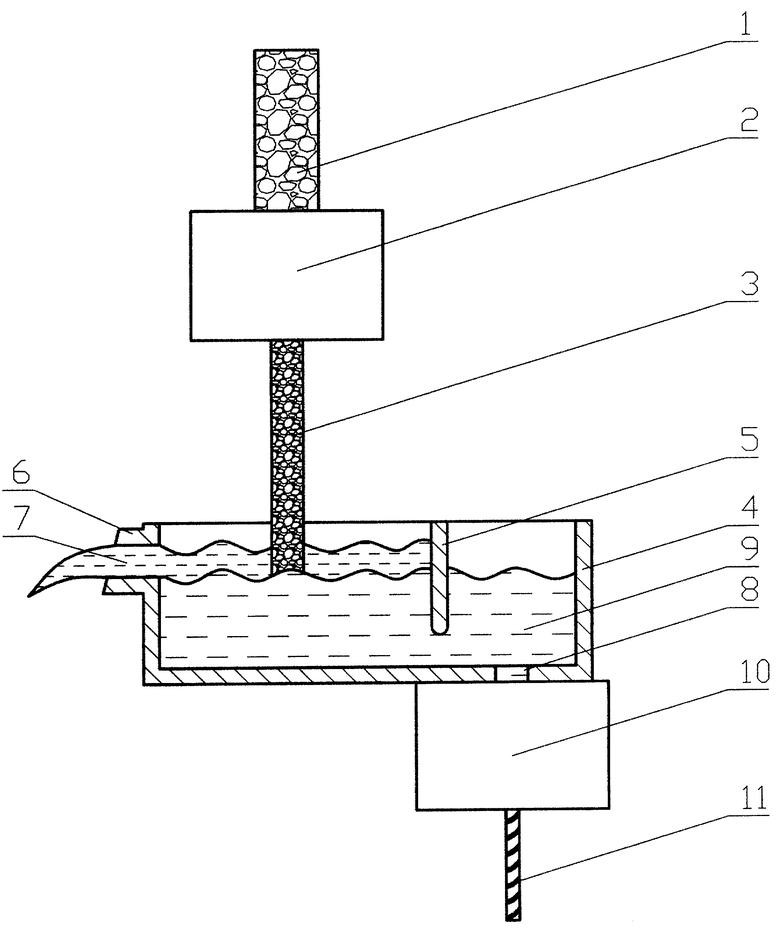
Способ получения непрерывной профильной заготовки из термитной стали может быть осуществлен при помощи установки, указанной на чертеже. На чертеже показана установка с вертикальным сечением металлоприемника.
Реализация способа осуществляется при помощи установки, состоящей из бункера-дозатора 1, в котором происходит перемешивание фракционного термитного материала, прессующего устройства 2, в донной части которого расположено калибрующее отверстие для выхода термитного стержня 3, свободным концом погружаемого в металлоприемник 4, снабженный разделительной перегородкой 5, леткой 6 для скачивания шлака 7. Металлоприемник 4 в донной части снабжен леткой 8 для выливания образующегося в результате экзотермической реакции металла 9, поступающего в профилирующий кристаллизатор 10, из которого выходит непрерывная стальная заготовка с сечением, определяемым профилирующим кристаллизатором. Профилирующий кристаллизатор может формировать профильную заготовку как в гравитационном состоянии, так и воздействием давления - прокаткой или штамповкой.
Способ получения непрерывной профильной заготовки из термитной стали осуществляют следующим образом.
В бункере-дозаторе 1 происходит смешивание компонентов термитного материала с его дозированием в прессующее устройство 2. Термитная смесь состоит из алюминиевого порошка и окалины (Fe3O4), содержащей не менее 25% О и 70% Fe. Из донной части прессующего устройства 2, снабженного реверсом для устранения возможных аварийных ситуаций, выходит уплотненный термитный материал в виде прессованного стержня 3 плотностью 3900 кг/м3 сечением, определяемым калибрующим отверстием прессующего устройства. Стержень 3 из прессующего устройства 2 свободным концом подается в металлоприемник 4. В металлоприемнике 4 стержень 3 из термитной смеси воспламеняют активатором. В качестве активатора реакции может использоваться дуга, специальный запал или термоспички. Процесс горения протекает в металлоприемнике 4 быстро, последовательно распространяясь на весь объем термитной смеси, и проходит по реакции
3Fe3O4+8Al+4Al2O3+9Fe.
Реакция осуществляется в непрерывном режиме по мере горения прессованного стержня из термитной смеси. Реверс необходим для осуществления возможности остановки процесса, при этом можно регулировать скорость подачи стержня в зону реакции. В процессе прохождения термитной реакции образуется шлак 7, который всплывает в полном объеме к поверхности образующегося металла 9. Шлак непрерывно скачивается из металлоприемника через летку 6, а металл 9 - через летку 8. Разделительная перегородка 5 установлена в металлоприемнике 4 для предотвращения перемешивания шлака 7 с расплавом стали 9, который через летку для скачивания расплава образующейся термитной стали непрерывно подается в профилирующий кристаллизатор 10. Из кристаллизатора 10 выходит непрерывная стальная профильная заготовка, сечение которой определяется профилем кристаллизатора при гравитационном формировании или его конструкцией при прессовании заготовки.
Таким образом, предлагаемый способ позволяет в непрерывном режиме получать стальной профиль однородной структуры без применения плавильных печей.
Заявленный способ позволяет получать непрерывную профильную стальную заготовку с прогнозируемыми физико-механическими свойствами и структурой из отходов металлургического производства без использования традиционных печей периодического действия, что приводит к снижению себестоимости и повышению качества стальной заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ | 2014 |
|
RU2551336C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 2017 |
|
RU2658682C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2366722C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2366723C2 |
| Способ получения огнеупорного изделия при алюмотермитном восстановлении металла | 2019 |
|
RU2706402C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СТАЛИ | 2009 |
|
RU2425153C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ | 2007 |
|
RU2366721C2 |
| Устройство для получения стали | 2018 |
|
RU2675809C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПРОДУКЦИИ С ВЫСОКИМ КАЧЕСТВОМ ПОВЕРХНОСТИ | 2004 |
|
RU2351658C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2006 |
|
RU2367539C2 |
Способ включает непрерывную подачу в металлоприемник спрессованного из термитной шихты стержня, имеющего плотность 3300-4500 кг/м3, образование расплава термитной стали путем воспламенения стержня, подачу расплава из металлоприемника в профильный кристаллизатор. Затем в нем происходит формирование непрерывной профильной заготовки. Обеспечивается получение непрерывной профильной заготовки с прогнозируемыми физико-механическими свойствами и структурой из отходов металлургического производства без использования традиционных печей периодического действия. 1 ил.
Способ получения непрерывной профильной заготовки из термитной стали, включающий непрерывную подачу в металлоприемник спрессованного из термитной шихты стержня с плотностью 3300-4500 кг/м3, образование расплава термитной стали путем воспламенения стержня, подачу расплава из металлоприемника в профильный кристаллизатор и формирование в нем непрерывной профильной заготовки.
| ЕФИМОВ В.А | |||
| Специальные способы литья | |||
| Справочник | |||
| - М.: Машиностроение, 1991, с.500 | |||
| Брикет из термитной смеси с сульфитным щелоком или иным связующим для разогрева прибылей стальных отливок | 1937 |
|
SU57120A1 |
| Способ нагревания прибыльной части отливки или слитка | 1955 |
|
SU112267A1 |

