ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к пакетам для использования при хранении продуктов, таких как, но не ограничиваясь приведенными, порошкообразное или гранулированное моющее средство, пища для домашних животных, кофе, крупа и т.п., где пакет имеет линию наименьшего сопротивления, которая предназначена для легкого открывания пакета, и средство для повторного закрывания.
УРОВЕНЬ ТЕХНИКИ
Гибкие пакеты используются сегодня для упаковки широкого разнообразия потребительских продуктов, включая гранулированные моющие средства. Для использования в качестве упаковки эти пакеты должны быть устойчивы к вскрытию при перевозке и обработке на складе. В настоящий момент представленные на рынке пакеты для моющих средств имеют некоторые недостатки. Во-первых, такие пакеты трудно открыть без помощи ножниц, ножа или других инструментов. Часто потребитель пытается разрезать пакет, в результате чего содержимое рассыпается. Кроме того, пакет и любой текст, напечатанный на пакете, может стать искаженным в результате натяжения и растягивания при открывании.
Во-вторых, единожды открытые существующие пакеты для моющих средств не предлагают никакого рационального и эффективного средства для повторного закрывания пакета. Способность повторно закрыть пакет является желаемой для многих потребителей. Это особенно актуально для пакетов больших размеров. До настоящего времени способы повторного закрывания таких пакетов были неудовлетворительными. Эти способы включают застежки-молнии и клейкие ленты, а также простые механизмы складывания. Главным недостатком вышеупомянутых способов является то, что загрязнение средства для повторного закрывания содержимым пакета препятствует средству надежно многократно скрепляться. Дополнительно простые механизмы складывания не обеспечивают никакой защиты от потери продукта.
Соответственно, остается потребность в гибком пакете для упаковки потребительских продуктов, который легко открывается, т.е. без помощи ножа, ножниц или других инструментов. Сохраняется дополнительная потребность в механизме, с помощью которого пакет может безопасно повторно закрываться после открытия потребителем. Механизм повторного закрывания предпочтительно должен не подвергаться любому загрязнению.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение отвечает вышеупомянутым требованиям путем обеспечения пакета, содержащего линию наименьшего сопротивления для легкого открывания и средство для повторного закрывания, при этом пакет содержит переднюю панель, заднюю панель и противоположные боковые панели, причем панели скреплены вместе, обеспечивая верхнюю секцию и нижнюю секцию, и линия наименьшего сопротивления расположена вокруг всей передней, задней и боковых панелей таким образом, что верхняя секция является полностью удаляемой от остальной части пакета, и при этом средство для повторного закрывания присоединено к передней, задней и боковым панелям в непосредственной близости к линии наименьшего сопротивления.
Настоящее изобретение, кроме того, обеспечивает способ изготовления пакетов из ленты пленки, в котором ленту пленки перемещают вдоль одного или более станков в направлении резания, при этом перпендикулярное направление в плоскости пленки является поперечным направлению резания, содержащий стадии, на которых:
(a) обеспечивают линию наименьшего сопротивления поперек, по существу, всей ширины пленки, по существу, в направлении, поперечном направлению резания;
(b) прикрепляют средство для повторного закрывания в непосредственной близости к линии наименьшего сопротивления;
(c) отрезают и скрепляют пленку, формируя пакет, содержащий линию наименьшего сопротивления и средство для повторного закрытия;
причем стадии (а), (b) и (с) осуществляют в любом порядке, на одном и том же или на отдельных станках, предпочтительно стадии (а) и (b) завершают перед стадией (с); и повторяют стадии (а), (b) и (с) с равными интервалами вдоль ленты, таким образом изготавливая множество пакетов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
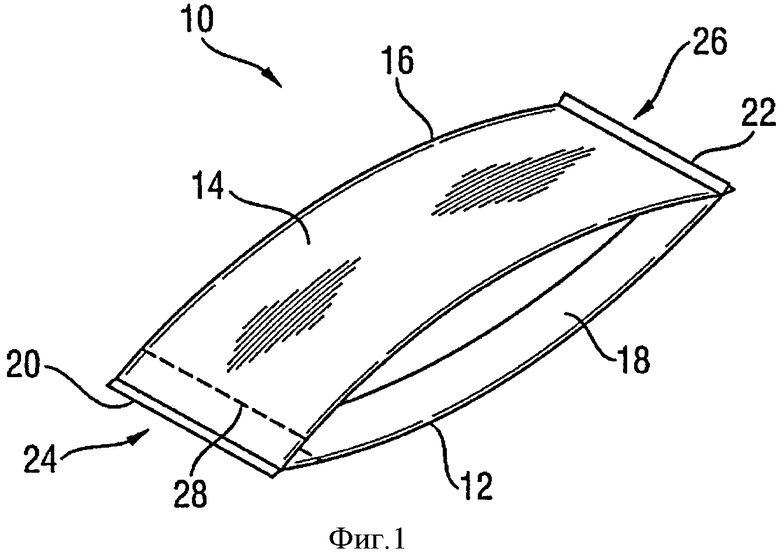
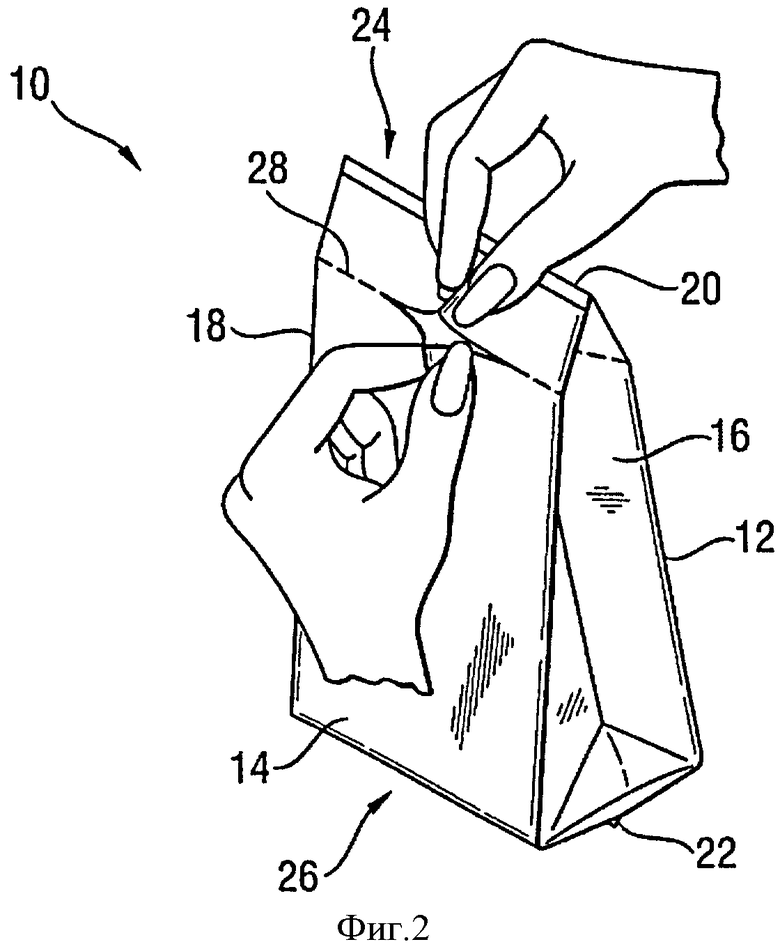
На Фигурах 1 и 2 приведены виды в перспективе пакета в соответствии с настоящим изобретением.
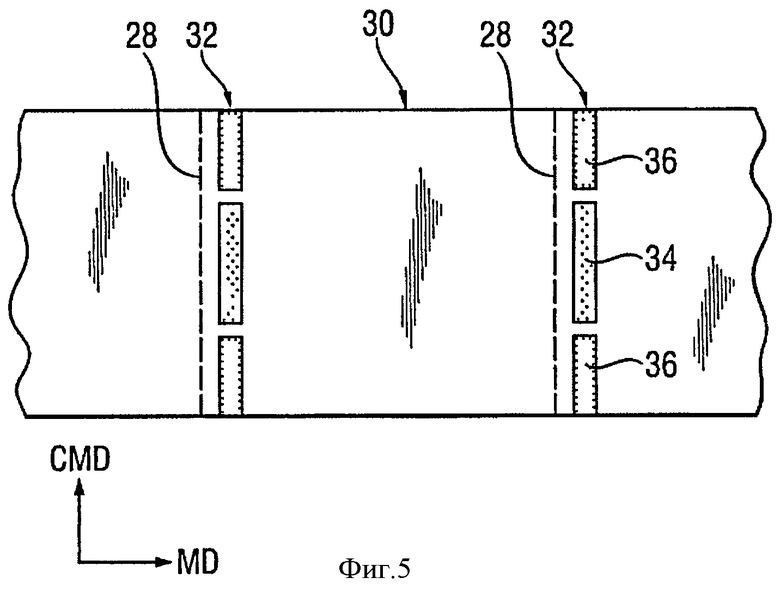
На Фигуре 3 приведен вид в перспективе пакета в соответствии с настоящим изобретением после того, как верхняя секция была полностью удалена.
На Фигуре 4 приведен схематический вид сегмента ленты пленки, иллюстрирующий осуществление способа в соответствии с настоящим изобретением.
На Фигуре 5 приведен схематический вид сегмента ленты пленки, иллюстрирующий альтернативное осуществление способа в соответствии с настоящим изобретением.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Сделана подробная ссылка на настоящие предпочтительные осуществления изобретения, примеры которых проиллюстрированы на сопроводительных фигурах. Как станет понятно, термины «передняя» и «задняя», используемые в данной заявке для описания панелей пакета, служат только для ориентационных целей и в других случаях являются взаимозаменяемыми. Как будет обсуждаться более полно в дальнейшем, настоящее изобретение относится к гибкому пакету для вмещения гранулированного, порошкообразного или другого содержимого, предпочтительно гранулированного моющего средства, который обеспечен линией наименьшего сопротивления для облегчения открывания. Особенно предпочтительный пакет 10, изготовленный в соответствии с настоящим изобретением, проиллюстрирован на Фигурах 1 и 2. Проиллюстрированный пакет 10 имеет переднюю панель 12, заднюю панель 14 и боковые панели 16 и 18, где каждая панель имеет верхний край 20 и нижний край 22. Пакет 10 также имеет верхнюю секцию 24 и нижнюю секцию 26, которые скрепляются путем присоединения передней панели 12 к задней панели 14 вдоль верхних краев 20 и нижних краев 22. Пакет 10 обеспечен линией наименьшего сопротивления 28 на каждой передней, задней и боковых панелях 12, 14, 16, 18. На Фигуре 3 проиллюстрирован пакет после того, как верхняя секция 24 была полностью удалена, и продемонстрировано средство для повторного закрывания 32.
Материалы пакета
Пакеты в соответствии с настоящим изобретением изготавливают из материалов, включающих, но не ограничиваясь ими, полимерную пленку, тканые материалы, нетканые материалы, предпочтительно полиэтиленовую пленку, более предпочтительно монослои, соэкструзии, двухслойные наслоения, трехслойные наслоения и металлизированные наслоения, все материалы с или без лакокрасочных покрытий. Пакеты в соответствии с настоящим изобретением могут быть изготовлены любым способом, известным из уровня техники. Один способ изготовления гибких пакетов из непрерывной ленты материала хорошо известен из уровня техники и описан в патенте US 5,054,619, выданном Muckenfuhs. Согласно предпочтительному осуществлению в соответствии с настоящим изобретением, описанному более подробно ниже, непрерывная лента материала 30, показанная на Фигуре 4, перемещается в направлении резания (HP) и обеспечена линией наименьшего сопротивления 28 поперек, по существу, всей ширины ленты 30, по существу, в направлении, поперечном направлению резания (ПНР), и средство для повторного закрывания 32 прикрепляют в непосредственной близости к линии наименьшего сопротивления 28, по существу, в направлении, поперечном направлению резания, ПНР. Средство для повторного закрывания 32, продемонстрированное на Фигуре 4, включает одну полоску петель 34 и две полоски крючков 36.
Линия наименьшего сопротивления
Свойство легкого открывания пакетов в соответствии с настоящим изобретением происходит в результате ослабления пленочного материала в желаемой траектории разрыва или разъединения пакета.
Линия наименьшего сопротивления располагается на каждой из передней, задней и боковых панелей пакета. Это предоставляет возможность отделить при открывании весь верх пакета.
Линия наименьшего сопротивления будет ослаблять прочность пленки таким образом, что пакет может выдерживать нормальное наполнение, операцию упаковки и обработки и еще легко открываться потребителем. Это свойство достигается с помощью снижения трапецеидальной прочности на разрыв исходной пленки. Снижение трапецеидальной прочности на разрыв также наиболее вероятно сопровождается потерей прочности при растяжении.
Линия наименьшего сопротивления характеризуется следующими методами исследования: a) ASTM D-882 Стандартный метод исследования механических свойств при растяжении на тонкой полимерной пленке и b) ASTM D-5733 Стандартный метод исследования прочности на разрыв нетканых материалов с помощью трапецеидальной процедуры. В соответствии с ASTM D-882 и ASTM D-5733 линия наименьшего сопротивления должна быть параллельной самой короткой стороне образца (т.е. ширине). Линия наименьшего сопротивления должна покрывать всю ширину образца и должна располагаться в центре относительно длины образца. Прорезь для инициации разреза трапецеидального разрыва образца должна находиться сверху линии наименьшего сопротивления.
Линия наименьшего сопротивления характеризуется тремя параметрами, полученными в результате вышеприведенных стандартных исследований. Первым параметром является значение предела прочности. Предпочтительно значение предела прочности ослабленной пленки в исследовании на прочность при растяжении ASTM D-882 должно быть не менее чем 90% значения предела прочности неослабленной пленки. Во-вторых, значение установившегося напряжения или напряжения при разрыве ослабленной пленки предпочтительно должно быть не ниже чем 90% значения предела прочности неослабленной пленки Y1.
В-третьих, средняя трапецеидальная сила прочности на разрыв согласно ASTM D-5733 ослабленной пленки предпочтительно должна быть менее чем 4 кг·сила.
Дополнительно линия наименьшего сопротивления может иметь рельеф. Эти рельефы могут принимать форму непрерывной линии, пунктирной линии или их комбинации. Однако наиболее предпочтительным рельефом является пунктирная линия, где пунктирная линия состоит из множества шероховатых сегментов. Длина каждого шероховатого сегмента изменяется от приблизительно 0,12 мм до 4,4 мм, предпочтительно изменяется от приблизительно 0,3 мм до 2 мм и наиболее предпочтительно изменяется от приблизительно 0,6 мм до 1 мм. Расстояние между соседними шероховатыми сегментами изменяется от приблизительно 0,4 мм до 4 мм, предпочтительно изменяется от приблизительно 1 мм до 3 мм и наиболее предпочтительно изменяется от приблизительно 1,5 мм до 2 мм. Глубина отметки будет изменяться в зависимости от толщины пленки.
Начальная метка может обеспечиваться в некоторой точке вдоль линии наименьшего сопротивления. Начальная метка обеспечивает область, которая является более легкой для разрыва, поскольку шероховатость является более глубокой. Если линия наименьшего сопротивления охватывает заднюю панель, где также есть вертикальное скрепление, начальная метка обеспечивает легкий разрыв через множественные сгибы вертикального скрепления к линии наименьшего сопротивления.
Способ изготовления линии наименьшего сопротивления
Линия наименьшего сопротивления может быть нанесена, используя способы, включая, но не ограничиваясь ими, формирование шероховатости, перфорирование, химическую обработку, предпочтительно лазерное формирование шероховатости, лазерное перфорирование, механическое формирование шероховатости, механическое перфорирование, способы тиснения или комбинации этих способов. Линия наименьшего сопротивления предпочтительно наносится на пленку перед тем, как она будет сформирована в пакет.
В одном способе формирования линии наименьшего сопротивления в эластичной пленке используется, по крайней мере, один лазер. Для начала луч лазера с мощностью, достаточной для выпаривания части пленочного материала, фокусируется на пленку. Использование лазерной технологии позволяет очень точный контроль глубины или проникновения от незначительного формирования шероховатости до полного перфорирования пленки. Может применяться лазер, использующий любую форму электромагнитного излучения. Подходящие лазеры для использования в настоящем изобретении включают лазеры, основанные на газе СО2.
Скорость пленки и движение луча лазера зависят от рельефа и глубины желаемой отметки, а также вида используемой пленки. Подходящие способы лазерного формирования шероховатости пленок раскрыты в патентах US 3,626,143, 3,790,744, 3,909,582, все принадлежат American Can Company, и в патентах US 5,158,499 и 5,229,180, которые принадлежат American National Can Company, в патенте US 5,001,325, который принадлежит LPF Verpakkingen B.V., в патенте US 4,743,123, который принадлежит Wavin B.V., патентах Японии 09133018, 07008283 и 06103200, все принадлежат Dainippon Printing Company.
Другим подходящим способом формирования линии наименьшего сопротивления является использование режущих пластин. Режущие пластины устанавливают на гравировальный цилиндр, который установлен непосредственно на оборудовании, обрабатывающем пленку таким образом, что разрезы делаются до формирования пакета. Для получения различных рельефов в линии наименьшего сопротивления могут использоваться различные образцы режущих пластин. Нажим, примененный к режущим пластинам, также изменяется во время способа для того, чтобы управлять размерами и глубиной разрезов для обеспечения легкого открывания пакета.
Тиснение является другим альтернативным способом изготовления линии наименьшего сопротивления. Технология тиснения ослабляет пленку в определенных областях с помощью средств давления, температуры, времени и деформирующего профиля. Желаемые результаты достигаются с помощью изменения толщины и/или структуры материала по траектории тиснения. Основное оборудование, используемое для тиснения, состоит из сварочных тисков, способных к прессованию, напротив распорной пластины. Деформирующий профиль или образец прикрепляется к тискам и нагревается. Пленка зажимается между деформирующим профилем и распорной пластиной. Главными параметрами, которые, как известно, влияют на этот способ, являются: температура нагревания, температура охлаждения, давление, время нагревания, время охлаждения, натяжение пленки во время тиснения, натяжение пленки после тиснения, материал распорной пластины, толщина распорной пластины, температура распорной пластины, модель тисков и толщина тисков. Элемент тиснения будет установлен после места разматывания пленки, предпочтительно вмонтирован в линию упаковочного оборудования. Подходящие примеры тиснения описаны в патенте US 5,878,549, который принадлежит American National Can Company.
Средство для повторного закрывания
Средство для повторного закрывания предпочтительно является устойчивым к загрязнению содержимым пакета. Его главной задачей является защита гранулированных продуктов, содержащихся в пакетах, от рассыпания, влажности и других внешних факторов, которые могут воздействовать на сохранность продукта. Это средство для повторного закрывания предпочтительно содержит механическую соединительную деталь, более предпочтительно крючок и петлю или крючок и тип крючка, присоединенные к гибкому пакету, что позволяет потребителям открывать и безопасно закрывать пакеты так много раз, сколько продукт используется в пакете.
Средство состоит из размещенных на противоположных панелях пакета соединительных материалов. В предпочтительном осуществлении панелями являются передняя и задняя панели, хотя рассматриваются и другие конфигурации. Соединительные детали могут быть или доступными, или промышленными материалами. Желательно использовать доступные материалы, чтобы оптимизировать затраты. Механические соединительные детали могут иметь любую форму и размер и могут находиться в любом размещении. Особая конфигурация компонентов средства для повторного закрывания должна быть такой, чтобы пакет можно было скреплять по всей длине в течение всего времени потребления продукта, содержащегося в нем. Под «скреплением» подразумевается, что продукт не рассыпается, когда пакет наклоняется на сторону. Особенно средство для повторного закрывания характеризуется энергией, необходимой для отделения одной составляющей соединительной детали от другой составляющей. Эта энергия предпочтительно не должна быть менее чем 2,4 кг·сила/мм на каждый кг продукта, содержащегося в пакете.
В предпочтительном осуществлении материалы петли имеют основную массу менее чем 40 грамм на квадратный метр и более предпочтительно менее чем 30 г/м2. Предпочтительно основная масса материала крючка составляет менее чем 200 г/м2. В частности, было найдено, что материалы петли, такой как N29, поставляемой Aplix, Франция, будут особенно эффективными. Для крючков предпочтительным является низкая основная масса экструдированных полипропиленовых крючков, таких как Aplix 963, поставляемых Aplix, Франция.
Средство для повторного закрытия предназначено для работы со свойством легкого открывания, описанным выше, которое облегчает открывание пакета. По меньшей мере, одна деталь механической соединительной детали размещена на одной панели пакета, в то время как деталь соответствующей соединительной детали размещена на противоположной панели пакета. Предпочтительно одной деталью механической соединительной детали является горизонтальная полоска, прикрепленная к внутренней стороне пакета, более предпочтительно две взаимодействующие горизонтальные полоски, прикрепленные к внутренним сторонам передней панели и задней панели только ниже линии наименьшего сопротивления.
Эти механические соединительные детали могут быть прикреплены к пакету посредством клейких веществ. Клейкое вещество может быть или термоклеем, или самоклеющимся материалом. Термоклей наносится на механическую соединительную деталь непосредственно перед тем, как деталь должна быть приложена к пакету. Самоклеющийся материал прикрепляют к соединительной детали как одну деталь.
Накладывание этих механических соединительных деталей на пакет может достигаться различными способами. Одним способом является прикрепление этих соединительных деталей к пленке перед изготовлением пакета. В данном случае детали механических соединительных деталей присоединяют к пленке или при получении ленты пленки, или при разматывании ленты пленки с вращающегося цилиндра станка. В альтернативном осуществлении в соответствии с настоящим изобретением пакеты могут быть предварительно изготовлены и механические соединительные детали могут быть прикреплены к пакету после того, как он так изготовлен.
Однако в предпочтительном осуществлении в соответствии с настоящим изобретением крючок и петли прикрепляют к ровной пленке. Наиболее предпочтительно одна полоска петель и две полоски крючков или одна полоска крючков и две полоски петель накладывают на ровную пленку в непосредственной близости к линии наименьшего сопротивления. Это позволяет средству для повторного закрывания предохранять пакет от скрепления по длине, в то время как расположение средства для повторного закрывания, по существу, целиком вокруг отверстия пакета позволяет потребителю полностью закрывать пакет. Это обеспечивает существенное преимущество исходя из устойчивости вращающегося цилиндра перед преобразованием пленки в пакет, если способ прикрепления средства для повторного закрывания является отдельным от способа изготовления пакета, и осуществляется на различных станках.
Согласно этому осуществлению в соответствии с настоящим изобретением обеспечен способ изготовления пакетов из ленты пленки, в котором ленту пленки перемещают вдоль одного или более формующих станков в направлении резания, при этом перпендикулярное направление в плоскости пленки является направлением, поперечным направлению резания, включающий стадии, на которых:
(a) обеспечивают линию наименьшего сопротивления поперек, по существу, всей ширины пленки, по существу, в направлении, поперечном направлению резания;
(b) прикрепляют средство для повторного закрывания в непосредственной близости к линии наименьшего сопротивления;
(c) отрезают и скрепляют пленку, формируя пакет, содержащий линию наименьшего сопротивления и средство для повторного закрытия;
причем стадии (а), (b) и (с) осуществляют в любом порядке, на одном и том же или на отдельных станках, предпочтительно стадии (а) и (b) завершают перед стадией (с); и повторяют стадии (а), (b) и (с) с равными интервалами вдоль ленты, таким образом изготавливая множество пакетов.
В первом осуществлении крючки прикрепляют, по существу, в направлении, поперечном направлению резания ленты пленки, в то время как полосы петель прикрепляют, по существу, в направлении резания ленты пленки.
На Фигуре 5 показано второе предпочтительное осуществление. Ряд участков или крючков 36 и/или петель 34 накладывается на ленту пленки 30 в непосредственной близости к линии наименьшего сопротивления 28. Такое расположение имеет преимущество, допуская образование промежутков между соседними участками, чтобы сократить использование крючков или петель, чтобы сократить стоимость, при все еще допустимом эффективном закрывании пакета.
Альтернативно использование участков позволяет осуществлять накладывание крючков в виде серии накладываний в направлении резания ленты пленки. Это является, в общем, более легким для выполнения по сравнению с накладыванием в направлении, поперечном направлению резания, как описано выше, а также позволяет ориентирование крючков и петель, которые подобраны относительно друг друга в пакете, чтобы оптимизировать выполнение закрывания. Действительно, участки могут наноситься на ленту пленки под любым углом между направлением, поперечным направлению резания, и направлением резания, чтобы контролировать выполнение закрывания.
В одном предпочтительном способе один станок используют для выполнения стадий (а) и (b) и отдельный станок в другом месте используют для выполнения стадии (с).
В другом предпочтительном способе используют три отдельных станка для того, чтобы независимо выполнять стадии (а), (b) и (с) в трех отдельных местах. В обоих случаях станки, выполняющие стадии (а) и (b), будут разматывать пленку в начале стадии, а затем сматывать пленку в рулон в конце стадии так, что пленка может легко перемещаться к следующему станку для выполнения следующей стадии способа. Эти два предпочтительных способа имеют преимущество разделения различных стадий способа для изготовления окончательного пакета. Это разделение позволяет использование меньшего количества станков большой скорости для выполнения стадий (а) и (b), изготавливая заранее меченую пленку с материалами для повторного закрывания и с линиями наименьшего сопротивления, которая потом может обрабатываться на станках, изготавливающих ряд пакетов, которые обычно двигаются с более медленной скоростью, чем оборудование для выполнения стадий (а) и (b). Это приводит к более низкой инвестиции капитала, так как требуется только небольшое количество станков для выполнения стадий (а) и (b). Это также приводит к лучшей эффективности способа, так как стадии (а) и (b) не мешают способу комплексного создания пакета на стадии (с). Это также предоставляет возможность создавать автономный запас заранее меченой пленки с материалами для повторного закрывания для обеспечения пленки, всегда доступной для стадии (с). Также это позволяет выполнять стадии (а), (b) и (с) независимо, разрешая легкое изготовление пакетов без какой-либо линии наименьшего сопротивления или материалов для повторного закрывания, или пакетов только с линией наименьшего сопротивления или с материалами для повторного закрывания, или пакетов как с линией наименьшего сопротивления, так и с материалами для повторного закрывания без значительных изменений в станке и способе.
Предпочтительно стадия формирования пакета (с) включает стадии складывания пленки, формируя переднюю панель, заднюю панель и противоположные боковые панели, скрепления соседних противоположных краев пленки, формируя заднее уплотнение, и отрезания и скрепления пленки, формируя верхнее и нижнее уплотнения.
В предпочитаемом осуществлении в соответствии с настоящим изобретением стадии способа (b) и (с) выполняют таким образом, что средство для повторного закрывания расположено вокруг, по существу, всей передней, задней и боковых панелей с внутренней стороны пакета.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАРА С НАПРАВЛЯЮЩИМ ЭЛЕМЕНТОМ ДЛЯ КЛЕЯЩЕГО ВЕЩЕСТВА | 2013 |
|
RU2652553C2 |
| ТАРА С МНОГОСЛОЙНОЙ САМОКЛЕЯЩЕЙСЯ ПОВТОРНО ЗАКРЫВАЕМОЙ НАКЛЕЙКОЙ | 2015 |
|
RU2688901C2 |
| КОНТЕЙНЕР С ОТКИДНОЙ КРЫШКОЙ И С ЗУБЧАТЫМИ БОКОВЫМИ ПЕРФОРАЦИЯМИ | 2015 |
|
RU2673347C2 |
| ЗАГОТОВКА ДЛЯ ПОВТОРНО ЗАКРЫВАЕМОГО КОНТЕЙНЕРА | 2015 |
|
RU2666511C1 |
| ПОВТОРНО ГЕРМЕТИЗИРУЕМАЯ ТАРА, СОДЕРЖАЩАЯ ВКЛАДЫШ, И СПОСОБ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2709919C2 |
| КОНТЕЙНЕР С ОТКИДНОЙ КРЫШКОЙ С ПОВЫШЕННОЙ СОПРОТИВЛЯЕМОСТЬЮ К РАЗРЫВУ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2015 |
|
RU2680941C1 |
| ПОВТОРНО ЗАСТЕГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2002 |
|
RU2283638C2 |
| УПАКОВОЧНЫЙ ПАКЕТ ИЗ ПЛЕНКИ | 2007 |
|
RU2422342C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2670331C1 |
| УПАКОВКА, СОДЕРЖАЩАЯ ПОДДАЮЩУЮСЯ ПОВТОРНОМУ ЗАКРЫТИЮ ЗАСТЕЖКУ НА КЛЕЕВОЙ ОСНОВЕ, И СПОСОБЫ ЕЕ ФОРМИРОВАНИЯ | 2011 |
|
RU2561893C2 |

Изобретение относится к пакетам для использования при хранении продуктов. Задачей изобретения является обеспечение пакета с возможностью его повторного закрывания, обеспечивающего при этом защиту от потери продукта. Пакет (10) содержит линию наименьшего сопротивления (28) для легкого открывания и средство для повторного закрывания, при этом пакет (10) содержит переднюю панель (12), заднюю панель (14) и противоположные боковые панели (16, 18). Указанные панели скреплены вместе, обеспечивая верхнюю секцию и нижнюю секцию, и линия наименьшего сопротивления (28) расположена вокруг всей передней (12), задней (14) и боковых (16, 18) панелей таким образом, что верхняя секция является полностью удаляемой от остальной части пакета. Средство для повторного закрывания присоединено к передней (12), задней (14) и боковым (16, 18) панелям в непосредственной близости к линии наименьшего сопротивления. Техническим результатом изобретения является обеспечение пакета, устойчивого к вскрытию при перевозке и обработке. 3 н. и 13 з.п. ф-лы, 5 ил.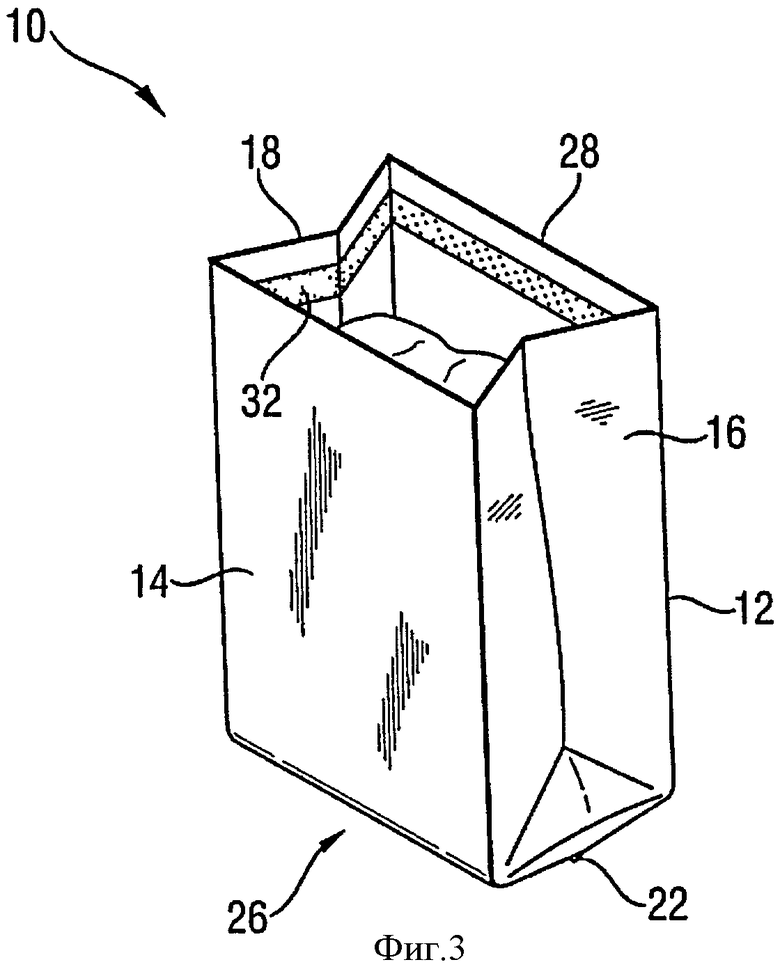
1. Пакет, содержащий линию наименьшего сопротивления для легкого открывания и средство для повторного закрывания, при этом пакет содержит переднюю панель, заднюю панель и противолежащие боковые панели, причем панели скреплены вместе, обеспечивая верхнюю секцию и нижнюю секцию, а линия наименьшего сопротивления расположена вокруг всей передней, задней и боковых панелей таким образом, что верхняя секция является полностью удаляемой от остальной части пакета, при этом средство для повторного закрывания присоединено к передней, задней и боковым панелям в непосредственной близости к линии наименьшего сопротивления.
2. Пакет по п.1, отличающийся тем, что содержит переднюю панель, заднюю панель и противолежащие боковые панели, при этом боковые панели образуют угловые соединения между передней и задней панелями, а передняя, задняя и боковые панели, образующие угловые соединения, скреплены вместе с противоположных краев, образуя верхнее уплотнение и нижнее уплотнение, при этом линия наименьшего сопротивления расположена вокруг всей передней, задней и боковых панелей, образующих угловые соединения, таким образом, что верхнее уплотнение является полностью удаляемым от остальной части пакета.
3. Пакет по п.1, отличающийся тем, что средство для повторного закрывания расположено вокруг, по существу, всей передней, задней и боковых панелей с внутренней стороны пакета, при этом средство для повторного закрывания прикреплено к передней, задней и боковым панелям в непосредственной близости к линии наименьшего сопротивления таким образом, что пакет может быть повторно закрыт после того, как верхняя секция полностью удалена от остальной части пакета.
4. Пакет по п.1, отличающийся тем, что средство для повторного закрывания содержит механическую соединительную деталь, при этом механическая соединительная деталь содержит взаимодействующие крючки и/или петли.
5. Пакет по п.4, отличающийся тем, что материалы петли имеют основную массу менее чем 40 грамм на квадратный метр, и основная масса материала крючка составляет менее чем 200 грамм на квадратный метр.
6. Пакет, содержащий линию наименьшего сопротивления для легкого открывания и средство для повторного закрывания, при этом пакет содержит переднюю панель, заднюю панель и противолежащие боковые панели, при этом боковые панели образуют угловые соединения между передней и задней панелями, а передняя, задняя и боковые панели, образующие угловые соединения, скреплены вместе с противоположных краев, образуя верхнее уплотнение и нижнее уплотнение, при этом линия наименьшего сопротивления расположена вокруг всей передней, задней и боковых панелей, образующих угловые соединения, таким образом, что верхнее уплотнение является полностью удаляемым от остальной части пакета, причем средство для повторного закрывания содержит механическую соединительную деталь, которая содержит взаимодействующие крючки и/или петли, прикрепленные к передней, задней и боковым панелям в непосредственной близости к линии наименьшего сопротивления.
7. Пакет по п.6, отличающийся тем, что материал петли имеет основную массу менее чем 40 грамм на квадратный метр.
8. Пакет по п.6, отличающийся тем, что материал крючка имеет основную массу менее чем 200 грамм на квадратный метр.
9. Способ формирования пакетов из ленты пленки, по которому ленту пленки перемещают вдоль одного или более станков в направлении резания, при этом перпендикулярное направление в плоскости пленки является направлением, поперечным к направлению резания, включающий стадии, на которых:
(a) обеспечивают линию наименьшего сопротивления поперек, по существу, всей ширины пленки, по существу, в направлении, поперечном к направлению резания;
(b) прикрепляют средство для повторного закрывания в непосредственной близости к линии наименьшего сопротивления; и
(c) отрезают и скрепляют пленку, формируя пакет, содержащий линию наименьшего сопротивления и средство для повторного закрывания;
при этом стадии (а), (b) и (с) осуществляют в любом порядке, на одном и том же или отдельных станках; причем повторяют стадии (а), (b) и (с) с равными интервалами вдоль ленты пленки для формирования множества пакетов, причем пленку складывают таким образом, что средство для повторного закрывания расположено вокруг, по существу, всей передней, задней и боковых панелей с внутренней стороны пакета.
10. Способ формирования пакетов по п.9, отличающийся тем, что стадии (а) и (b) завершают перед стадией (с).
11. Способ формирования пакетов по п.9, отличающийся тем, что стадия (с) включает стадии, на которых
складывают пленку для формирования передней панели, задней панели и противолежащих боковых панелей;
скрепляют участки пленки, близлежащие к противолежащим краям пленки,
для формирования заднего уплотнения; и
отрезают и скрепляют пленки для формирования верхнего и нижнего уплотнения.
12. Способ формирования пакета по п.9, отличающийся тем, что средство для повторного закрывания содержит механическую соединительную деталь, которая содержит взаимодействующие крючки и/или петли.
13. Способ формирования пакета по п.12, отличающийся тем, что материал петли имеет основную массу менее чем 40 грамм на квадратный метр.
14. Способ формирования пакета по п.12, отличающийся тем, что материал крючка имеет основную массу менее чем 200 грамм на квадратный метр.
15. Способ формирования пакета по п.9, отличающийся тем, что линию наименьшего сопротивления формируют посредством формирования шероховатости, перфорирования, химической обработки или способов тиснения.
16. Способ формирования пакета по п.15, отличающийся тем, что линию наименьшего сопротивления формируют посредством лазерного формирования шероховатости, лазерного перфорирования, механического формирования шероховатости или механического перфорирования.
| US 5172980, 22.12.1992 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| DE 10352019 A, 06.09.2005 | |||
| US 5001325 A, 19.03.1991 | |||
| US 5878549 A, 09.03.1999 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТА, ГИБКИЙ ПАКЕТ | 1997 |
|
RU2192376C2 |

