Изобретение относится к способу изготовления пакета, в частности, предназначенного для обработки при консервировании и выполняемого по меньшей мере из одной пленки, содержащей два пластмассовых слоя, верхний и нижний, которые образуют наружную и внутреннюю поверхности пакета, и центральный слой из легкого металла, размещенный между верхним и нижним слоями.
Кроме того, оно относится также к гибкому пакету, в частности, предназначенному для обработки его при консервировании, в особенности после того, как он был заполнен и запечатан, и содержащему две боковые стороны, соединенные между собой по своим поперечным кромкам, причем каждая боковая сторона содержит пластмассовые внутреннюю и наружную поверхности и центральный слой из легкого металла, размещенный между этими двумя - внутренней и наружной - поверхностями, при этом пакет изготавливают, в частности, таким способом.
С обеспечением особых преимуществ данное изобретение используется в производстве сумочек и мешочков, содержащих пищевые вещества, в частности пищевые вещества для животных, причем такие сумочки или мешочки предназначаются для герметичного их запечатывания посредством сварки и для термообработки после заполнения и запечатывания.
В настоящее время такие пакеты имеют разную форму.
Они могут быть плоскими с тремя или четырьмя сварными швами либо выполняться с вставными клиньями, имея при этом три привариваемые друг к другу боковые стороны или же три привариваемые друг к другу боковые стороны и дно в форме клина, привариваемое к ним.
Такие пакеты могут также содержать два боковых вставных клина или же два вставных клина, расположенных сверху и снизу пакета, имеющего свариваемые друг с другом поперечные кромки.
Эти пакеты могут подвергаться стерилизации посредством нагревания их во влажной атмосфере или же под давлением.
Для того чтобы они выдерживали такую термообработку, их изготавливают из одной или более пленок, имеющих особую структуру.
Более конкретно, их обычно изготавливают из одной или более пленок, причем каждая пленка содержит верхний слой и нижний слой, которые предназначаются для образования из них наружной и внутренней поверхностей пакетов, при этом наружная и внутренняя поверхности выполняются из пластмассы, и центральный слой, размещенный между верхним и нижним слоями, при этом центральный слой выполняется из легкого металла.
В основном верхний слой представляет собой полиэтилентерефталатовый слой, скомбинированный или же не скомбинированный с полиамидным слоем. Центральный слой выполняется из алюминия, а нижний слой представляет собой полипропиленовый слой, скомбинированный или не скомбинированный с полиамидным слоем.
Между каждым слоем предусматривается клейкое покрытие, обеспечивающее возможность соединения различных слоев друг с другом.
Кроме того, на внутренней поверхности полиэтилентерефталатового слоя может выполняться печатное изображение.
Полиэтилентерефталатовый слой служит, как правило, в качестве подложки для печати и придает пакету привлекательный внешний вид.
Алюминиевый центральный слой представляет собой средство защиты против газа, в частности кислорода и водяного пара, обеспечивая изоляцию от внешней среды тех веществ, которые содержатся в пакете.
Полиамидный слой представляет собой противопрокалывающий слой, когда такой слой необходим в соответствии с особенностями последующего применения пакета, а полипропиленовый слой служит в качестве вещества, обеспечивающего сваривание при изготовлении пакета, придает пакету общую механическую стойкость и обеспечивает герметизацию сварных швов упомянутого пакета.
Такие пакеты могут содержать в себе твердые вещества влажной природы, жидкости или же твердое вещество в сочетании с жидкостью.
Такие пакеты могут иметь начальный надрез для разрывания пакета на своих поперечных кромках. В этом случае такой надрез выполняется в поперечном сварном шве пакета, что позволяет распечатать последний, надрывая его.
Эти уже известны пакеты имеют некоторые недостатки, в частности, относящиеся к способу их распечатывания.
Фактически, весьма непрактично было бы пользоваться с этой целью режущим инструментом типа ножниц или ножа, поскольку такой инструмент может, например, загрязняться при этом продуктом, содержащимся в пакете.
Когда пакет можно распечатать, надрывая его, начиная его надрывание с соответствующего надреза, требующееся для этого усилие разрыва может быть сравнительно большим, что иногда приводит к необходимости воспользоваться каким-либо инструментом.
Фактически, усилие разрыва многослойной пленки обычно зависит от усилия разрыва материалов, образующих пакет, и от силы сцепления между различными слоями, образующими упомянутый пакет, и величина этих усилий может в значительной мере измениться после прохождения последним соответствующей обработки при консервировании.
Направление разрыва обычно распространяется на боковых сторонах пакета непредсказуемо без сохранения какой-либо ориентации. Таким образом, либо распечатывание пакета при этом происходит лишь частично, либо разрыв приходится ниже уровня продукта, содержащегося в пакете, что приводит к нежелательному вытеканию этого продукта оттуда наружу.
В попытке преодолеть вышеупомянутые недостатки, относящиеся главным образом к распечатыванию этих пакетов, уже предлагались такие пакеты, у которых на наружных поверхностях их боковых сторон заранее предусматриваются надрезы, выполняемые с помощью лазера.
Такие пакеты раскрыты, в частности, в документах ЕР 540184, ЕР 473517, US 5158499 и US 5630308.
Однако основной недостаток этого заранее предусматриваемого надреза, выполняемого наведением лазерного луча на наружную поверхность боковых сторон пакета, заключается в том, что такой надрез в значительной мере ухудшает внешний вид пакета, после того как последний будет закончен производством.
Кроме того, в документе US 5000321 раскрывается пакет, который имеет на своих наружных и внутренних поверхностях ослабленные зоны, получаемые с помощью лазерного луча. Эти ослабленные зоны образуются за счет уменьшения толщины слоев, представляющих собой наружные и внутренние поверхности упомянутого пакета.
Однако такая система не является полностью удовлетворительной, потому что ослабление слоев, образующих наружные и внутренние поверхности пакета, может быть недостаточным для того, чтобы обеспечить точный и направленный разрыв пакета при его распечатывании.
Настоящее изобретение, таким образом, представляет собой новый способ изготовления пакета, в частности, предназначенного для прохождения им обработки при консервировании, который позволяет получить пакет, легко и направленно распечатываемый с получением при этом отверстия на полную его ширину.
Более конкретно, в соответствии с настоящим изобретением создан способ изготовления пакета, в частности, предназначенного для прохождения им обработки при консервировании и выполняемого по меньшей мере из одной пленки, содержащей два пластмассовых слоя, верхний и нижний, которые образуют наружную и внутреннюю поверхности пакета, и центральный слой из легкого металла, размещенный между верхним и нижним слоями. Он отличается тем, что перед выполнением операций изготовления пакета осуществляют наведение лазерного луча только лишь на нижний слой пленки, образующий собой внутреннюю поверхность пакета, чтобы получить, по существу, на всю толщину нижнего слоя по меньшей мере одну перфорацию, представляющую собой по меньшей мере одну линию предварительно выполненного надреза.
В пределах объема настоящего изобретения под обработкой при консервировании будет подразумеваться любая обработка, известная среднему специалисту в данной области техники, в особенности различные виды тепловой обработки, такие как обычная стерилизация, импульсная стерилизация и пастеризация.
Таким образом, в соответствии с настоящим изобретением нижний слой пленки, образующий собой внутреннюю поверхность пакета, делается хрупким по определенной линии посредством обработки его лазерным лучом. Лазерный луч поглощается пластмассами, образующими нижний слой пленки, и отражается полностью центральным слоем из легкого металла. В зоне попадания падающего луча происходит нагревание, расплавление и испарение материалов. В результате образуется в нижнем слое перфорация, доходящая вплоть до слоя легкого металла и проходящая вдоль всей линии наведения лазерного луча.
Когда пакет, изготовленный в соответствии с настоящим изобретением, распечатывают, разрыв распространяется вдоль линии предварительно выполненного надреза и продолжает осуществляться вдоль этой линии в пределах всей ширины пакета.
Таким образом, при этом получают направленное и точное распечатывание пакета.
В соответствии с одним из вариантов осуществления способа согласно настоящему изобретению каждая перфорация представляет собой сплошную перфорацию, которая простирается в пределах части ширины пленки.
В соответствии с другим предпочтительным вариантом осуществления способа согласно настоящему изобретению каждая перфорация представляет собой ряд последовательно расположенных микроперфораций, образующих линию предварительно выполненного надреза.
Выполнение перфорации на нижнем слое пленки, образующем собой внутреннюю поверхность пакета, позволяет с обеспечением соответствующих преимуществ избежать в значительной мере отрицательного влияния на центральный слой и на наружную поверхность пакета и сохранить в течение длительного срока стерилизационные показатели полученного при этом пакета.
Выполнение микроперфораций в виде точек позволяет в значительной мере избежать отрицательного их влияния на прочность полученного при этом пакета.
Кроме того, выполнение микроперфораций в виде точек позволяет защитить центральный слой из легкого металла.
Фактически сплошная перфорация, выполненная на всю ширину пленки, привела бы впоследствии к возможному складыванию пленки по линии предварительно выполненного надреза, что в результате привело бы к разрыву центрального слоя из легкого металла из-за превышения предела упругости, следствием чего явилась бы потеря эффективности этого центрального слоя, который должен представлять собой средство защиты против кислорода и водяных паров, а также к возникновению опасности последующего полного разрыва многослойной пленки, из которой выполнен пакет.
В соответствии с предпочтительным вариантом осуществления способа согласно настоящему изобретению, посредством которого по меньшей мере один ряд последовательно расположенных микроперфораций, образующих по меньшей мере одну линию предварительно выполненного надреза, выполняют на всю толщину нижнего слоя пленки, может предусматриваться выполнение этой линии предварительно выполненного надреза на всю ширину пленки.
В альтернативном варианте каждая линия предварительно выполненного надреза может проходить в пределах только лишь части ширины пленки, причем оставлены без микроперфораций могут быть две продольные кромки пленки, которые предназначаются для сваривания друг с другом для того, чтобы изготовить пакет.
Если каждая линия предварительно выполненного надреза простирается в пределах всей ширины пленки, то тогда в связи с тем, что эта линия предварительно выполненного надреза состоит из микроперфораций, образующих ряд последовательно расположенных точек, обеспечивается возможность благодаря прерывистому характеру этой линии на микроскопическом уровне выполнить герметичную сварку кромок пленки друг с другом для того, чтобы изготовить пакет.
Вариант исполнения, в соответствии с которым линия предварительно выполненного надреза представляет собой микроперфорации, образующие ряд последовательно расположенных точек, проходящий в пределах только лишь части ширины пленки таким образом, что две продольные кромки пленки остаются без микроперфораций, предназначен, в частности, для такого случая, когда для материалов, образующих нижний слой пленки, требуется обеспечить плотность расположения микроперфораций, находящуюся в таких пределах, при которых не может уже больше быть обеспечена герметичность сварных швов, выполняемых на продольных кромках пленки.
Таким образом, в данном случае предпочтительно было бы, чтобы линия предварительно выполненного надреза не выходила в область расположения кромок с тем, чтобы выполняемые впоследствии сварные швы не были ослаблены линией предварительно выполненного надреза и была сохранена герметичность пакета.
В соответствии с еще одним вариантом осуществления способа согласно настоящему изобретению предусматривается выполнение одновременно двух перфораций на всю толщину нижнего слоя пленки, проходящих параллельно друг другу и образующих две параллельные линии предварительного выполненного надреза, расположенные с небольшим промежутком одна относительно другой.
Эти две перфорации представляют собой с обеспечением соответствующих преимуществ два ряда последовательно расположенных микроперфораций.
В этом случае промежуток между двумя параллельными линиями предварительно выполненного надреза может в предпочтительном варианте исполнения находиться в пределах приблизительно 2-5 мм.
Для того чтобы выполнять эти по меньшей мере две параллельные линии предварительно выполненного надреза одновременно, может использоваться одиночный лазерный источник в сочетании с оптическим устройством для разделения лазерного луча, исходящего из источника, по меньшей мере на два идентичных луча.
Могут также использоваться и два лазерных источника, обеспечивающие наличие двух идентичных лазерных лучей с тем, чтобы выполнять эти две параллельные линии предварительно выполняемого надреза одновременно.
Если в соответствии с настоящим изобретением выполняется ряд последовательно расположенных микроперфораций, плотность расположения микроперфораций выдерживается постоянной в пределах всей длины каждой линии предварительно выполняемого надреза и в предпочтительном варианте исполнения находится в пределах 3-6 микроперфораций на 1 мм.
Мощность используемого лазерного луча устанавливают в зависимости от характеристик материалов, образующих пленку.
Разумеется, что в варианте осуществления способа согласно настоящему изобретению, в котором пленка наматывается на катушки и подается непрерывно, после этого наводят на нее лазерный луч в определенных местоположениях на пленке единственно лишь на нижнем слое последней с тем, чтобы получить в каждом таком определенном местоположении, по существу, на всю толщину нижнего слоя по меньшей мере одну перфорацию, образующую по меньшей мере одну линию предварительно выполняемого надреза.
С обеспечением соответствующих преимуществ эта перфорация представляет собой ряд последовательно расположенных микроперфораций, образующих эту по меньшей мере одну линию предварительно выполняемого надреза.
В способе согласно настоящему изобретению после сварки кромок каждого пакета друг с другом может выполняться на последнем также и начальный надрез для разрывания пакета, причем начальный надрез может располагаться по меньшей мере на одной из поперечных кромок пакета между двумя параллельными линиями предварительно выполняемого надреза.
Таким образом, начальное место разрыва становится заметным по наличию соответствующего надреза, выполняемого в области поперечного сварного шва пакета, что способствует разрыванию материалов, образующих пакет.
В этом случае разрыв сначала распространяется в зоне сварного шва по направлению к противоположному сварному шву пакета, при этом нет необходимости контролировать это направление. Затем разрыв распространяется по боковой стороне пакета, на которой имеются две параллельные линии предварительно выполняемого надреза до тех пор, пока не дойдет до одной из этих двух линий предварительно выполняемого надреза.
Разрывание затем продолжается вдоль этой линии предварительно выполняемого надреза, которая обеспечивает направленное образование отверстия при распечатывании пакета до тех пор, пока разрыв не дойдет до противоположной стороны пакета. В результате образуется прямоугольное отверстие, простирающееся от одного поперечного сварного шва на пакете до другого, что позволяет легко извлечь содержимое из пакета.
Настоящее изобретение направлено также на создание гибкого пакета, в частности, предназначенного для прохождения им обработки при консервировании, в особенности после того как он был заполнен и запечатан, и содержащего две боковые стороны, соединенные между собой по своим поперечным кромкам, причем каждая боковая сторона содержит пластмассовые внутреннюю и наружную поверхности и центральный слой из легкого металла, размещенный между этими двумя - внутренней и наружной - поверхностями, отличающегося тем, что по меньшей мере одна внутренняя поверхность упомянутого пакета содержит в пределах всей своей толщины по меньшей мере одну перфорацию, представляющую собой по меньшей мере одну линию предварительно выполненного надреза, расположенную в верхней части пакета.
С обеспечением соответствующих преимуществ каждая перфорация представляет собой ряд последовательно расположенных микроперфораций, образующих линию предварительно выполненного надреза.
Что касается сплошной перфорации, то она простирается в пределах части ширины пленки.
В варианте исполнения пакета согласно настоящему изобретению этот пакет имеет сварные швы на своих поперечных кромках, а каждая линия предварительно выполненного надреза, состоящая из ряда последовательно расположенных микроперфораций, простирается в пределах всей ширины пакета.
В альтернативном варианте возможно, чтобы каждая линия предварительно выполненного надреза простиралась в пределах лишь только части ширины пакета, прерываясь в области расположения его поперечных сварных швов.
Пакет согласно настоящему изобретению может по меньшей мере на одной из своих внутренних поверхностей иметь две параллельные линии предварительно выполненного надреза, проходящие на расстоянии приблизительно 2-5 мм одна относительно другой. В этом случае он содержит по меньшей мере один начальный надрез для разрывания пакета при его распечатывании, расположенный на одной из сваренных вместе друг с другом поперечных кромок пакета между двумя параллельными линиями предварительно выполненного надреза.
С обеспечением соответствующих преимуществ пакет согласно настоящему изобретению содержит выполненную на каждой своей внутренней поверхности на всю толщину этой внутренней поверхности по меньшей мере одну перфорацию, образующую по меньшей мере одну линию предварительно выполняемого надреза.
Центральный слой каждой боковой стороны пакета согласно настоящему изобретению выполняется в предпочтительном варианте исполнения из алюминия. Внутренняя поверхность каждой боковой стороны пакета согласно настоящему изобретению содержит полипропиленовый слой, который может быть скомбинирован или же не скомбинирован с полиамидным слоем. Наружная поверхность каждой боковой стороны пакета согласно настоящему изобретению содержит полиэтилентерефталатовый слой, скомбинированный или же не скомбинированный с дополнительным полиамидным слоем.
Пакет согласно настоящему изобретению в предпочтительном варианте своего исполнения изготавливается способом, осуществляемым в соответствии с настоящим изобретением.
Представленное ниже описание, которое ведется со ссылками на прилагаемые чертежи, приведенные для примера, но не ограничивающие объема данного изобретения, позволит легче понять существо изобретения и то, как оно может быть осуществлено.
На прилагаемых чертежах:
фигуры 1а и 1б представляют собой соответственно вид спереди и вид в разрезе сбоку на пакет типа плоского мешочка;
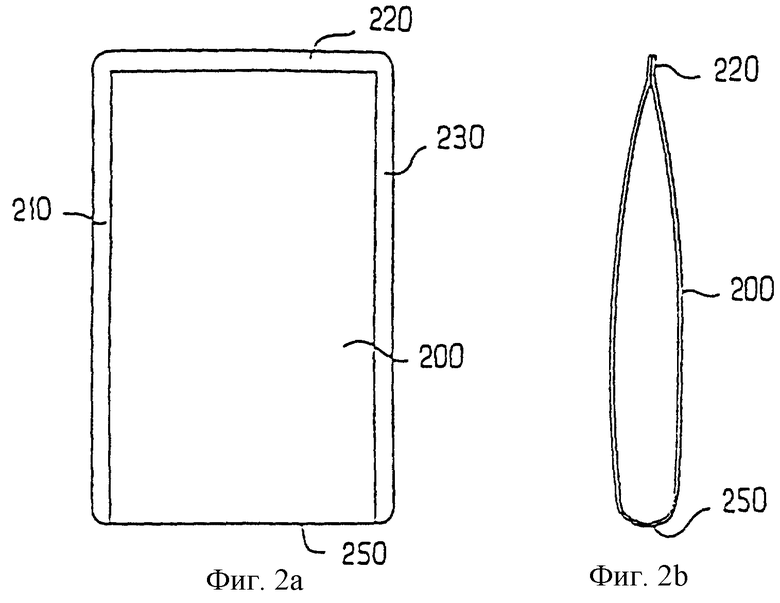
фигуры 2а и 2б - вид спереди и вид в разрезе сбоку на другой пакет типа плоского мешочка;
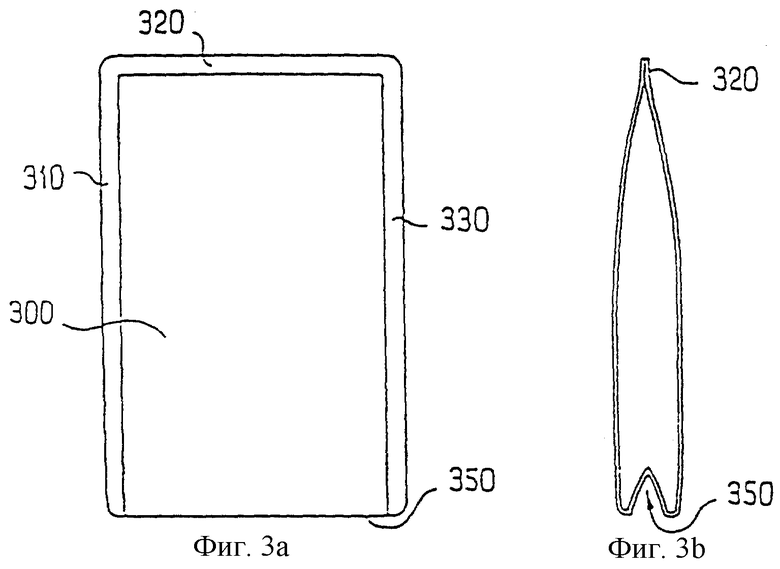
фигуры 3а и 3б показывают соответственно вид спереди и вид в разрезе сбоку на пакет типа плоского мешочка с вставным клином;
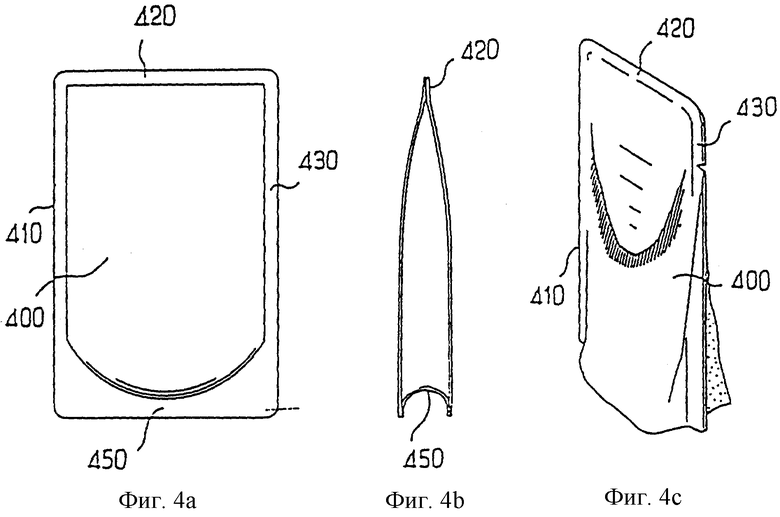
фигуры 4а, 4б и 4в - вид спереди, вид в разрезе сбоку и изображенный в перспективе с разворотом на три четверти вид на другой пакет типа плоского мешочка с вставным клином;
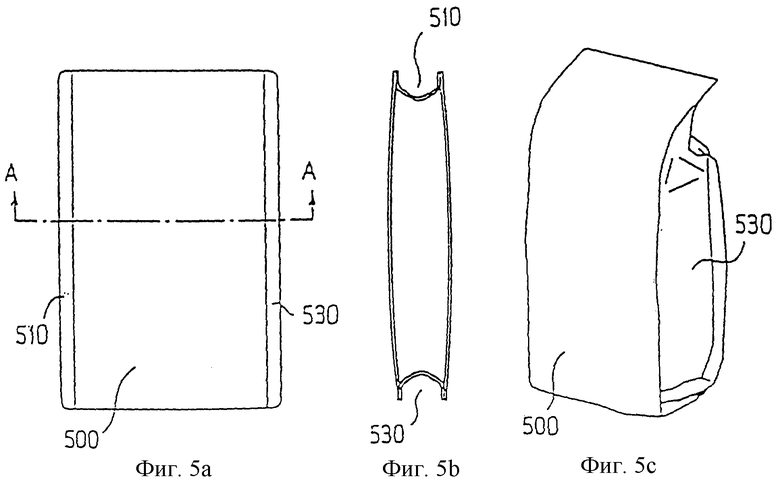
фигуры 5а, 5б и 5в - вид спереди, вид в плоскости А-А и изображенный схематично в перспективе с разворотом на три четверти вид на пакет типа мешочка с двумя боковыми вставными клиньями;
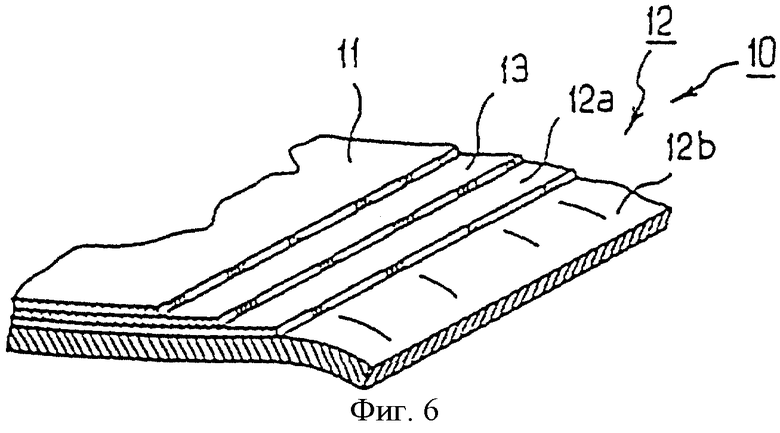
фигура 6 представляет собой вид, показывающий детально часть пленки, из которой изготавливается пакет согласно настоящему изобретению;
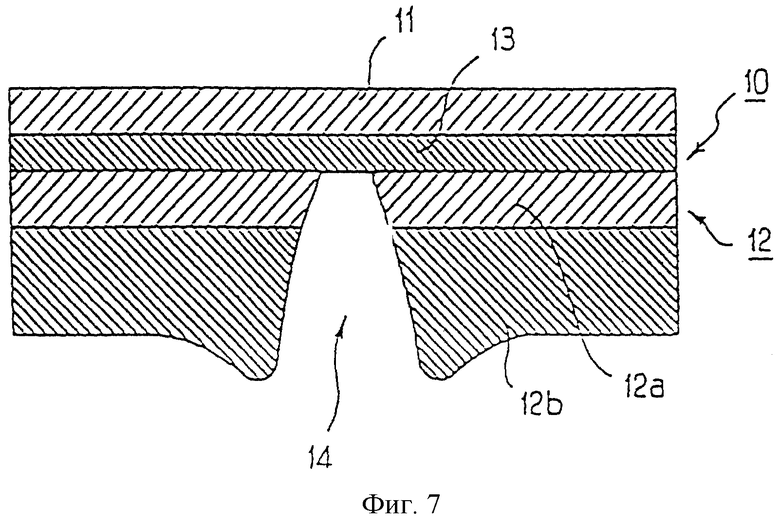
фигура 7 - вид в разрезе, показывающий детально пленку, изображенную на фигуре 6, перфорированную способом, осуществленным в соответствии с настоящим изобретением;
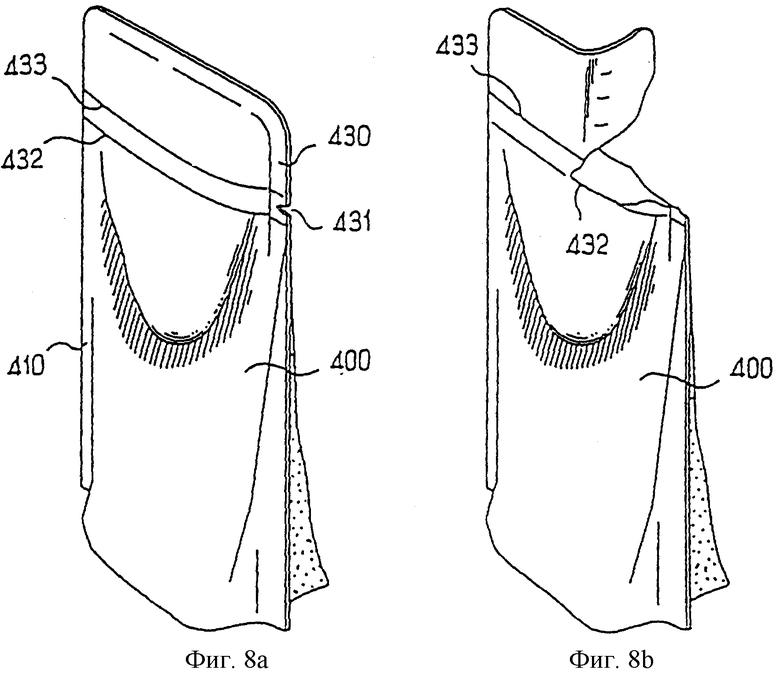
фигура 8а представляет собой изображенный в перспективе с разворотом на три четверти вид на один из вариантов исполнения пакета согласно настоящему изобретению в запечатанном состоянии;
фигура 8б представляет собой изображенный в перспективе с разворотом на три четверти вид на пакет, показанный на фигуре 8а, но в наполовину распечатанном состоянии;
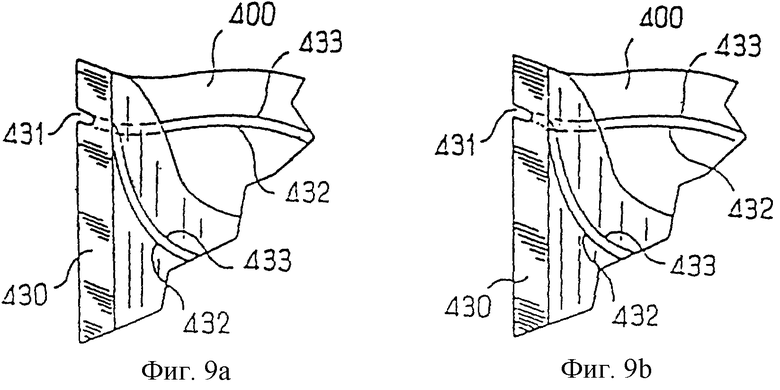
фигура 9а - вид, показывающий детально сваренную кромку пакета, изображенного на фигуре 8а;
фигура 9б представляет собой вид, показывающий детально сваренную кромку альтернативного варианта исполнения пакета согласно настоящему изобретению;
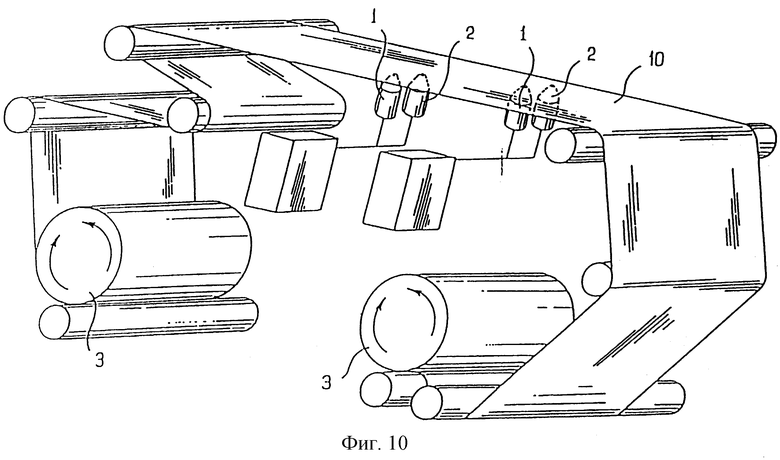
фигура 10 - схематичное изображение устройства для осуществления способа в соответствии с настоящим изобретением;
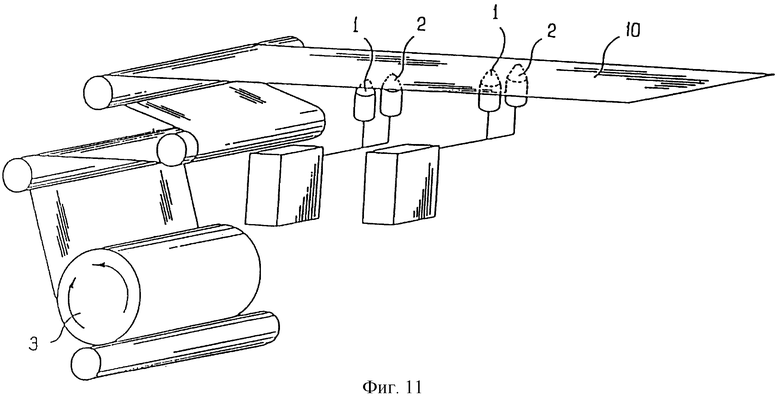
фигура 11 - схематичное изображение другого устройства для осуществления способа в соответствии с настоящим изобретением.
На фигурах 1а и 1б показан пакет 100, имеющий форму сумочки или мешочка, герметично запечатанного с помощью сварки.
Этот пакет 100 представляет собой плоский мешочек, то есть он состоит, так сказать, из двух боковых сторон, сваренных одна с другой по четырем их краям 110, 120, 130, 140.
На фигурах 2а и 2б показан другой пакет 200 типа плоского мешочка, который состоит из двух боковых сторон, сваренных между собой только по трем своим краям 210, 220 и 230 из четырех. Он имеет непривариваемое дно 250, как показано более конкретно на фигуре 2б.
На фигурах 3а, 3б, 4а, 4б, 4в и 5а, 5б, 5в показаны пакеты 300, 400 и 500 типа плоского мешочка с вставным клином или вставными клиньями.
Более конкретно, на фигурах 3а и 3б показан пакет 300, содержащий три сварных края 310, 320, 330 и дно 350, представляющее собой вставной клин, изготовленный посредством сгибания в складку.
На фигурах 4а, 4б и 4в показан другой тип пакета с вставным клином, содержащего три сварных края 410, 420, 430 и выполненное в виде вставного клина дно 450, имеющее две параллельные свариваемые кромки.
На фигурах 5а, 5б и 5в показан пакет 500, который имеет две поперечные кромки 510, 530, свариваемые таким образом, чтобы обеспечить получение вставного клина у каждой кромки 510, 530, как показано более конкретно на фигурах 5б и 5в.
Эти пакеты 100, 200, 300, 400 и 500, показанные соответственно на фигурах 1а-5в, рассчитаны на проведение в них стерилизации, после того как они будут заполнены и запечатаны.
В общем эти пакеты, выполняемые в виде мешочка или сумочки, предназначаются для содержания в них пищевых веществ, например пищевых веществ для животных.
Таким образом, они обычно изготавливаются из таких материалов, которые должны выдерживать условия стерилизации, проводимой во влажной атмосфере и под давлением.
Более конкретно, эти пакеты 100, 200, 300, 400 и 500 изготавливаются из одной или более пленок, часть которой показана более подробно на фигуре 6. Как видно из этого чертежа, данная пленка 10 содержит три слоя 11, 12, 13, а именно два пластмассовых слоя, верхний 11 и нижний 12, которые образуют наружную и внутреннюю поверхности пакетов, и центральный слой 13 из легкого металла, размещенный между упомянутыми верхним 11 и нижним 12 слоями.
В соответствии с вариантом осуществления настоящего изобретения, показанным на фигуре 6, верхний слой 11 изготавливается из полиэтилентерефталата, центральные слой 13 выполняется из алюминия, а нижний слой 12, образующий внутреннюю поверхность пакета, составлен последовательно из полиамидного слоя 12а и полипропиленового слоя 12b.
Полиэтилентерефталат, из которого изготовлен слой, образующий наружную поверхность пакета, служит в качестве подложки для печати и обеспечивает возможность придать изготавливаемому пакету подобающий внешний вид, например блестящую или тусклую наружность.
Центральный слой 13, выполняемый из алюминия, представляет собой защиту против внешнего газа, в частности кислорода и водяных паров, обеспечивая эффективную изоляцию от них пищевого вещества, содержащегося в пакете.
Первый слой 12а нижнего слоя 12 пленки 10 изготавливается в данном случае из полиамида, что обеспечивает возможность механического упрочнения пакета и позволяет избежать прокалывания его снаружи. Второй слой 12б, выполненный из полипропилена, служит в качестве вещества, обеспечивающего сваривание, что позволяет осуществить сваривание кромок пакета. Полипропилен придает пакету некоторую механическую стойкость и обеспечивает хорошую герметичность сварных швов.
В общих чертах полиэтилентерефталатовый слой имеет толщину приблизительно 10-20 мкм, полиамидный слой имеет толщину также 10-20 мкм, алюминиевый центральный слой имеет толщину приблизительно 7-12 мкм, а полипропиленовый слой имеет толщину 30-100 мкм.
Разумеется, может также предусматриваться, чтобы верхний слой пленки, образующий наружную поверхность боковых сторон пакета, составлен был последовательно из двух слоев, а именно наружного полиэтилентерефталатового слоя и внутреннего полиамидного слоя, при этом центральный слой опять же выполняется из алюминия, а нижний слой, образующий внутреннюю поверхность боковых сторон упомянутого пакета, тогда изготавливается только лишь из полипропилена.
Кроме того, может также предусматриваться, чтобы в соответствии с другим вариантом осуществления настоящего изобретения наружный слой пленки, образующий наружную поверхность боковых сторон пакета, изготавливался из полиэтилентерефталата, центральный слой выполнялся из алюминия, а нижний слой пленки, образующий внутреннюю поверхность пакета, изготавливался только лишь из полипропилена.
Предусматривается наличие клейкого покрытия между каждым слоем пленки 10 для того, чтобы обеспечить возможность скрепления слоев, образующих пленку, друг с другом.
Кроме того, может также предусматриваться выполнение на внутренней поверхности полиэтилентерефталатового слоя какого-либо печатного изображения.
В соответствии с настоящим изобретением при осуществлении способа изготовления пакета одного из показанных типов, например, на фигурах 1а, 1б, 2а, 2б, 3а, 3б, 4а, 4б, 4в и 5а, 5б, 5в, выполняемого из одной или более пленок типа показанной на фигуре 6, перед выполнением фактических операций изготовления пакета осуществляют наведение лазерного луча только лишь на нижний слой пленки, образующий собой внутреннюю поверхность пакета, чтобы получить на всю толщину нижнего слоя по меньшей мере одну перфорацию, представляющую собой по меньшей мере одну линию предварительно выполненного надреза.
Используемый лазерный луч имеет мощность приблизительно 200 Вт, а диаметр лазерного луча, сфокусированного в точке падения его на пленку, составляет приблизительно 1/10 мм.
Таким образом, когда получают по меньшей мере одну линию предварительно выполняемого надреза, лазерный луч поглощается пластмассами, образующими нижний слой 12, в данном случае полиамидом и полипропиленом, и отражается полностью алюминиевым центральным слоем 13.
В зоне попадания падающего лазерного луча происходит нагревание, расплавление и испарение пластмасс. В результате образуется в пластмассовых слоях перфорация, доходящая вплоть до алюминиевого слоя и проходящая вдоль всей линии наведения лазерного луча.
В одном из вариантов осуществления способа изготовления согласно настоящему изобретению может предусматриваться, чтобы эта перфорация простиралась сплошь в пределах только лишь части ширины пленки, впоследствии составляющей ширину упомянутого пакета.
В предпочтительном варианте исполнения предусматривается выполнение по меньшей мере одного ряда последовательно расположенных микроперфораций, образующих по меньшей мере одну линию предварительно выполняемого надреза благодаря наведению только лишь на нижний слой пульсирующего лазерного луча.
На фигуре 7 показан вид в разрезе на микроперфорацию 14.
Как показано более детально на фигуре 7, в способе, осуществляемом согласно настоящему изобретению, перфорация 14 уходит вглубь на всю толщину нижнего слоя 12 пленки, который в данном случае составлен из полиамидного слоя 12а и полипропиленового слоя 12b.
Плотность расположения микроперфораций выдерживается одинаковой в пределах длины линий предварительно выполняемого надреза, составляя в предпочтительном варианте исполнения порядка 3-6 микроперфораций на каждый миллиметр предварительно выполняемого надреза. Обеспечивается это при осуществлении способа в соответствии с настоящим изобретением посредством синхронизации действия лазерного луча (его частоты пульсации) в функции от движения подачи пленки.
На фигурах 8а и 8б показан более конкретно пакет в соответствии с настоящим изобретением типа мешочка с вставным клином, представленный на фигурах 4а, 4б и 4в и содержащий три сварных края и вставной клин, образующий собой дно пакета.
Как показано на фигуре 8а, пакет 400 имеет в верхней своей части на каждой внутренней поверхности своих боковых сторон по две параллельные линии предварительно выполняемого надреза 432, 433, расположенные с небольшим промежутком одна относительно другой.
В способе, осуществляемом в соответствии с настоящим изобретением, эти линии могут выполняться одновременно и на всю толщину нижнего слоя пленки, из которой изготавливается пакет.
В частности, для получения двух рядов последовательно расположенных параллельных микроперфораций, образующих параллельные линии предварительно выполняемого надреза, расположенные с небольшим промежутком одна относительно другой, наводят соответственно лазерный луч на нижний слой пленки. Промежуток между двумя параллельными линиями предварительно выполненного надреза находится в пределах приблизительно 2-5 мм.
В проиллюстрированном варианте осуществления настоящего изобретения каждая внутренняя поверхность боковых сторон пакета 400 имеет по две линии 432, 433 предварительно выполняемого надреза, но может также предусматриваться выполнение двух параллельных линий предварительно выполняемого надреза только лишь на одной внутренней поверхности.
В соответствии с одним из вариантов осуществления настоящего изобретения линия предварительно выполняемого надреза простирается в пределах всей ширины пленки, то есть, так сказать, на всю ширину пакета, как показано более конкретно на фигуре 8а и более детально на фигуре 9а.
Таким образом, как видно из этих чертежей, линии предварительно выполняемого надреза находят на свариваемые кромки 430, 410 пакета 400.
В соответствии с вариантом, показанным более конкретно на фигуре 9б, может предусматриваться при осуществлении способа согласно настоящему изобретению получение линии предварительно выполняемого надреза в пределах только лишь части ширины пленки, то есть, так сказать, части ширины пакета, причем оставлены без микроперфораций могут быть две продольные кромки 430 пленки, которые предназначаются для сваривания друг с другом для того, чтобы изготовить пакет.
Таким образом, как показано на фигуре 9а, каждая линия предварительно выполняемого надреза простирается в пределах лишь части ширины пакета 400, прерываясь в области расположения поперечных сварных швов 430 последнего.
В способе согласно настоящему изобретению прерывание каждой линии предварительно выполняемого надреза может быть осуществлено либо за счет использования изображения, напечатанного на пленке для контроля с целью определения того момента, когда лазерный луч должен быть направлен на нижний слой последней, либо посредством синхронизации действия лазерного луча с перемещением пленки.
Как показано на фигурах 8а, 9а и 9б, может предусматриваться в соответствии с настоящим изобретением наличие по меньшей мере на одной из сваренных поперечных кромок 430 пакета 400 начального надреза 431 для распечатывания пакета, расположенного между двумя линиями предварительно выполняемого надреза.
В соответствии с вариантом осуществления изобретения, показанным на фигуре 9а, линии 432, 433 предварительно выполняемого надреза начинаются непосредственно от начального надреза 431 для распечатывания пакета, в то время как в соответствии с вариантом осуществления изобретения, показанным на фигуре 9б, линии 432, 433 предварительно выполняемого надреза начинаются от сваренной кромки 430, и, следовательно, в этом случае существует не имеющий предварительно выполняемого надреза интервал между начальным надрезом 431 для распечатывания пакета и линиями 432, 433 предварительно выполняемого надреза.
Наличие начального надреза 431 для распечатывания пакета способствует разрыванию материалов, образующих пакет.
Более конкретно, разрыв, начинающийся в месте расположения начального надреза 431 для распечатывания пакета, распространяется в зоне 430 сварного шва по направлению к противоположному сварному шву 410. Этот разрыв распространяется по каждой из боковых сторон пакета до тех пор, пока не дойдет до одной из двух линий 432 или 433 предварительно выполняемого надреза, предусмотренных на внутренней поверхности каждой боковой стороны пакета.
Разрывание пакета затем продолжается вдоль этой линии предварительно выполняемого надреза с обеспечением направленного образования отверстия при распечатывании пакета до тех пор, пока разрыв не дойдет до противоположной его стороны, как показано более конкретно на фигуре 8б.
При проведении соответствующих испытаний имелась возможность показать, что благодаря наличию линий предварительно выполняемого надреза, состоящих из рядов последовательно расположенных микроперфораций, полученных наведением лазерного луча на нижний слой пленки, из которой изготавливается пакет, материал, имевший, как полагали, низкое разрывающее усилие порядка 4 Н, разрывался при распечатывании пакета по идеальной прямолинейной линии от одного поперечного сварного шва до другого в 98% случаев.
Когда материал имеет среднее разрывающее усилие порядка 8 Н, то благодаря наличию линии предварительно выполняемого надреза, получаемой при применении способа согласно настоящему изобретению, обеспечивается уменьшение разрывающего усилия этого материала до порядка всего лишь в 5 Н, и распечатывание пакета в этом случае также происходит по идеальной прямолинейной линии, как показано более конкретно на фигуре 8б.
И наконец, когда материал, образующий боковые стороны пакета, как полагают, имеет приемлемое разрывающее усилие, но показывает отклонения по адгезионной силе, возникающей между отдельными слоями его образующими (разрывающее усилие составляет порядка от 20 до 80 Н), то при наличии линии предварительно выполняемого надреза это разрывающее усилие находится на приемлемом уровне порядка 8 Н, и распечатывание пакета в этом случае также происходит по идеальной прямолинейной линий.
В способе согласно настоящему изобретению, как показано более конкретно на фигуре 10, лазерный луч может быть наведен на пленку, которая наматывается на катушки 3 и которая подается непрерывно с целью изготовления нескольких пакетов.
В этом случае лазерный луч 1, 2 наводят в определенных местоположениях на пленку единственно лишь на нижнем слое последней с тем, чтобы получить в каждом таком определенном местоположении на пленке 10 на всю толщину нижнего слоя по меньшей мере один ряд последовательно расположенных микроперфораций или же одну сплошную перфорацию, которые образуют по меньшей мере одну линию предварительно выполняемого надреза.
Как показано на фигуре 10, пленка 10, как только на ней в определенных местоположениях будут нанесены предварительно выполняемые надрезы, будет намотана на катушку 3 с тем, чтобы впоследствии использовать ее в упаковочных машинах или же в машинах, предназначенных для изготовления пустых пакетов.
Кроме того, может также предусматриваться, как показано более конкретно на фигуре 11, нанесение этих линий предварительно выполняемых надрезов непосредственно на упаковочной машине или же на машине, предназначенной для изготовления пустых пакетов, на участке такой машины между постами, где выполняется операция разматывания катушек 3 с пленкой и где выполняется сварка боковых сторон пакета.
Нанесение множества параллельных линий предварительно выполняемого надреза, расположенных с небольшими промежутками друг относительно друга, а более конкретно, двух линий предварительно выполняемого надреза, расположенных с небольшим промежутком одна относительно другой, как в случае для пакета, представленного на фигурах 8а и 8б, может осуществляться в соответствии с настоящим изобретением с использованием лазерного источника в сочетании с оптическим устройством, которое обеспечивает возможность разделения лазерного луча, исходящего из этого источника, по меньшей мере на два идентичных луча.
Как показано на фигурах 10 и 11, может также использоваться и некое множество лазерных источников 1, 2, которые обеспечивают получение идентичных и параллельных лазерных лучей, что обеспечивает возможность выполнения соответствующего числа рядов последовательно расположенных микроперфораций или же такого же числа сплошных перфораций, представляющих собой эти линии предварительно выполняемого надреза.
Разумеется, что используемый лазерный луч имеет такую мощность, которая устанавливается в зависимости от характеристик материалов, образующих пленку.
В общем применяться будет углекислотный лазер, но возможно также в рамках способа согласно настоящему изобретению применение и других типов лазеров.
Кроме того, возможно также в рамках способа согласно настоящему изобретению получать линии предварительно выполняемого надреза на всех видах пакетов типа мешочка, показанных на фигурах 1а-5в.
Настоящее изобретение ни в коей мере не ограничивается вариантами его осуществления, рассмотренными в приведенном выше описании и проиллюстрированными прилагаемыми чертежами, причем специалист средней квалификации в данной области техники способен будет предложить любой другой вариант, соответствующий существу данного изобретения.
В частности, может предусматриваться в соответствии с настоящим изобретением изготовление каждого пакета из пленки, выполненной в виде одного или более отдельных листов, на нижний слой которых перед выполнением фактических операций по изготовлению пакета наводят лазерный луч, чтобы получить по меньшей мере одну перфорацию, представляющую собой по меньшей мере одну линию предварительно выполняемого надреза.
Изобретение относится к способу изготовления пакета, в частности, предназначенного для прохождения им обработки при консервировании и выполняемого по меньшей мере из одной пленки (10), содержащей два пластмассовых слоя, верхний (11) и нижний (12), которые образуют наружную и внутреннюю поверхности упомянутого пакета, и центральный слой (13), выполненный из легкого металла и размещенный между упомянутыми верхним и нижним слоями. В соответствии с изобретением, перед выполнением операций по изготовлению упомянутого пакета осуществляют наведение лазерного луча только на нижний слой упомянутой пленки, образующий собой внутреннюю поверхность упомянутого пакета, чтобы получить, по существу, на всю толщину упомянутого нижнего слоя по меньшей мере одну перфорацию (14), представляющую собой по меньшей мере одну линию предварительно выполняемого надреза. Таким образом обеспечивается точный и направленный разрыв пакета при его распечатывании. 2 с. и 25 з.п. ф-лы, 11 ил.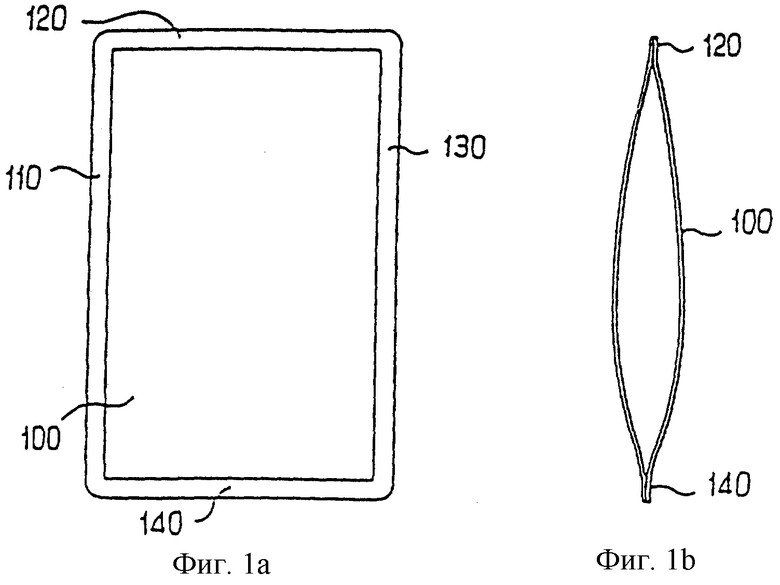
| US 5000321 А, 19.03.1991 | |||
| Валковая дробилка | 1972 |
|
SU473517A1 |
| Штамм Escherichia coli - продуцент L-треонина | 2019 |
|
RU2728242C1 |
| Стенд для испытания изделий покачиванием в двух плоскостях | 1974 |
|
SU540184A1 |

