Область техники, к которой относится изобретение
Настоящее изобретение относится к компрессору, и в частности, к компрессору, который имеет уменьшенный размер (уменьшенный в диаметре).
Уровень техники
Ранее был предложен метод, в котором "объединенную поверхность между корпусом и зафиксированной спиральной камерой разделяли на герметизированную поверхность и приваренную поверхность, которые были образованы в ступенчатом образовании, и для соединения вместе кожуха и зафиксированной спиральной камеры лазерную сварку выполняли по всей внешней периферии приваренной поверхности" (см., например, патентный документ №1). В прошлом также был предложен метод выполнения лазерной сварки, в котором "тонкую пленку из чистого никеля прокладывали между чугуном и сталью, и стальную сторону облучали лазерным излучением для выполнения сварки чугуна и стали" (см., например, патентный документ №2).
<Патентный документ №1>
Японская выложенная патентная заявка №2002-195171
<Патентный документ №2>
Японская выложенная патентная заявка №2001-334378
Раскрытие сущности изобретения
Проблемы, которые должно решить изобретение
В последнее время, в частности, в японском обществе, появился спрос на устройства кондиционирования воздуха, водоподогреватели и другие такие устройства, имеющие уменьшенный размер, из-за трудности в обеспечении пространства для их размещения и т.п. Для достижения этого уменьшения размера неизбежно потребуется уменьшить размер компрессора, который принадлежит к классу наиболее крупных из элементных компонентов.
Ввиду этого пример рассматриваемого способа соединения составляющих элементов заключается в переключении от "скрепления болтами", выполнявшегося в прошлом, на "лазерную сварку". Если способ соединения переключается от "скрепления болтами" на "лазерную сварку", участки, обеспечиваемые для цели скрепления болтами, могут быть полностью исключены, и поэтому становится возможным уменьшить размер (уменьшить диаметр) компрессора. Кроме того, поскольку больше нет необходимости в материалах, используемых прежде в участках, обеспечиваемых для цели скрепления болтами, этот способ также имеет положительное качество сокращения затрат на материалы. Однако, когда лазерную сварку выполняют, как в описанном выше методе, если герметизированная поверхность и приваренная поверхность разделены, из-за механической обработки в приваренной поверхности будут неизбежно образовываться промежутки в несколько десятков микрон. Поэтому возникают проблемы, связанные с образованием подрезок и с нестабильным качеством сварки, если стыковая прокладка не используется. Однако, если используется никель или другая такая стыковая прокладка, сам никель является дорогостоящим, и поэтому может оказаться невозможным заметить достаточное уменьшение в затратах на материалы, как описано выше.
В случаях, в которых сваривают углеродистую сталь, обычно выбирают углеродистую сталь, имеющую содержание углерода 0,3% по весу или меньше. Однако, поскольку компрессор имеет много скользящих элементов, существуют обстоятельства, при которых предпочтительными являются материалы, имеющие высокое содержание углерода, чтобы гарантировать скользящую способность. Содержание углерода также предпочтительно настолько высокое, насколько возможно, потому что если содержание углерода низкое, обрабатываемость материалов является недостаточной.
Задачей настоящего изобретения является обеспечение компрессора, который можно изготавливать с уменьшенным размером, который можно делать коммерчески доступным по низкой цене, и который не теряет обычную скользящую способность и обрабатываемость.
Средство для решения проблемы
Компрессор в соответствии с первым объектом содержит первый составляющий элемент и первый скользящий элемент. Первый составляющий элемент можно подвергать лазерной сварке. Первый скользящий элемент состоит из чугуна, который можно подвергать лазерной сварке и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше. Фраза "чугун, который можно подвергать лазерной сварке и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше", как используется в данном описании, относится, например, к чугуну или подобному материалу, который быстро остывает и полностью охлаждается, и затем подвергается термической обработке так, чтобы предел прочности на растяжение составлял от 600 МПа или больше до 900 МПа или меньше, приводя к образованию рафинированной структуры металла. Другими словами, этот первый скользящий элемент эквивалентен компоненту, который образован посредством литья под давлением полурасплавленного металла, литья под давлением полутвердого металла или посредством другого такого способа, и который затем подвергнут термической обработке. Поскольку этот тип первого скользящего элемента демонстрирует высокий предел прочности на растяжение и долговечность, степень свободы в конструировании может быть улучшена, и компрессор может быть уменьшен в диаметре. Если твердость отрегулирована до величины, находящейся в диапазоне от свыше HRB 90 до менее HRB 100, когда компрессор работает, "приработка" может происходить так быстро, как это возможно, и заедание во время неправильной работы может быть предотвращено. Кроме того, поскольку этот тип первого скользящего элемента имеет более высокую прочность по сравнению с материалом FC (медленно охлажденным в печи), менее вероятно образование повреждения в связи со включением постороннего вещества и внезапным увеличением внутреннего давления. Даже если повреждение должно было бы произойти, вряд ли будут производиться небольшие соскабливания, и трубы очищать не потребуется. Термин "рафинированный", используемый в данном описании, относится к структуре металла, являющейся более тонкой, чем структура чугуна с пластинчатым графитом. Этот первый скользящий элемент соединяют с первым составляющим элементом с помощью лазерной сварки без использования стыковой прокладки. Составляющий элемент может быть скользящим элементом, отличающимся от первого скользящего элемента, а также может быть нескользящим элементом. Используемый в данном описании термин "скользящий элемент" относится, например, к зафиксированной спиральной камере или кожуху (опорному участку) компрессора со спиральной камерой, блоку цилиндра ротационного компрессора или к подобному устройству. Во время лазерной сварки лазерное излучение предпочтительно регулируют так, чтобы количество подводимой теплоты на единицу длины в направлении, в котором протекает сварка, составляло от 10 (Дж/мм) или больше до 70 (Дж/мм) или меньше. Это обусловлено тем, что если количество подводимой теплоты меньше, чем 10 (Дж/мм), глубина сплавления является слишком маленькой, чтобы получить достаточное соединение, а если количество подводимой теплоты больше, чем 70 (Дж/мм), сталкиваются с проблемами, состоящими в том, что предел прочности на растяжение чугуна уменьшается примерно на 30-40 процентов, и усталостная прочность также уменьшается. В соответствии с результатами экспериментов изобретателей предел прочности на растяжение чугуна в участках лазерной сварки может поддерживаться на 80 процентах или больше, если количество подводимой теплоты находится в пределах этого диапазона, и при испытании на изгиб плоскости было обнаружено, что может быть достигнуто отношение предела усталости к пределу прочности чугуна, составляющее 0,4-0,5. Лазерное излучение также предпочтительно представляет собой излучение волоконного лазера. Это обусловлено тем, что во время лазерной сварки может быть достигнуто глубокое проплавление, и поэтому возможно получение соединения с низкой подводимой теплотой. Лазерное излучение также предпочтительно имеет диаметр следа луча от 0,2 мм или больше до 0,7 мм или меньше. Это обусловлено тем, что если диаметр следа луча составляет менее 0,2 мм, проплавление, вероятно, будет неудовлетворительным из-за отклонений положений при сварке, а если диаметр следа луча больше 0,7 мм, требуемая глубина проплавления не будет достигнута. Скорость обработки должна быть уменьшена для достижения требуемой глубины проплавления. Однако, если скорость обработки уменьшается, подвергающийся тепловому воздействию участок становится больше, и возникает проблема, заключающаяся в том, что предел прочности на растяжение этого участка снижается.
В этом компрессоре первый скользящий элемент, который состоит из чугуна, способного подвергаться лазерной сварке и имеющего содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше, соединяют с первым составляющим элементом посредством лазерной сварки. Следовательно, с этим компрессором скрепление болтами не нужно, можно получить уменьшение размера (уменьшение диаметра), и обычные скользящая способность и обрабатываемость не теряются. Затраты на материалы могут быть в достаточной степени уменьшены, потому что участки, обеспечиваемые для цели скрепления болтами, могут быть исключены, и потому что стыковая прокладка, такая как никель, в лазерной сварке не используется. Следовательно, этот компрессор может быть уменьшен в размере, его можно делать коммерчески доступным по низкой цене, и при этом не теряется обычная скользящая способность или обрабатываемость.
Компрессор в соответствии со вторым объектом представляет собой компрессор в соответствии с первым объектом, в котором первый составляющий элемент имеет первую поверхность соединения. Первый скользящий элемент имеет вторую поверхность соединения. Первая поверхность соединения и вторая поверхность соединения предпочтительно имеют шероховатость (Ra) поверхности центровой линии, составляющую 1,2 мкм или меньше, и степень плоскостности, составляющую 0,3 мм или меньше. Это обусловлено тем, что образование промежутков между первой поверхностью соединения и второй поверхностью соединения может быть предотвращено, как и возникновение дефектов сварного соединения. Если поверхности соединения спрессовывают вместе с большой силой, чтобы уменьшить промежутки, возникают проблемы, состоящие в том, что в первом скользящем элементе и первом составляющем элементе возникает деформация, и эксплуатационные параметры и надежность компрессора снижаются. 50% или больше от участка контакта между первой поверхностью соединения и второй поверхностью соединения подвергаются лазерной сварке без использования стыковой прокладки. Более предпочтительным является подвергать лазерной сварке по существу весь участок контакта между первой поверхностью соединения и второй поверхностью соединения. Это обусловлено тем, что точки усталостного разрушения могут быть исключены. Для лазерной сварки предпочтительно использовать лазерное излучение, имеющее диаметр следа луча от 0,2 мм или больше до 0,7 мм или меньше. Это обусловлено тем, что дефекты проплавления, возникающие в результате отклонений положений при сварке, могут быть вследствие этого предотвращены.
В этом компрессоре 50% или больше от участка контакта между первой поверхностью соединения и второй поверхностью соединения подвергаются лазерной сварке. Другими словами, в этом компрессоре приваренная поверхность и герметизированная поверхность являются одной и той же поверхностью. Поэтому компрессор может быть уменьшен в размере (уменьшен в диаметре), и качество сварки между первым составляющим элементом и первым скользящим элементом может быть улучшено. С этим компрессором лазерную сварку выполняют без использования стыковой прокладки. Поэтому этот компрессор может быть сделан коммерчески доступным по низкой цене. Следовательно, этот компрессор может быть уменьшен в размере, качество сварки между кожухом или другими составляющими элементами и зафиксированной спиральной камерой или подобным устройством может быть улучшено, и компрессор может быть сделан коммерчески доступным по низкой цене.
Компрессор в соответствии с третьим объектом представляет собой компрессор в соответствии со вторым объектом, в котором лазерная сварка включает в себя сварку участка контакта между первой поверхностью соединения и второй поверхностью соединения по всей его периферии.
С этим компрессором во время лазерной сварки участок контакта между первой поверхностью соединения и второй поверхностью соединения сваривают по всей его периферии. Поэтому с этим компрессором может быть достигнуто надежное уплотнение по сравнению со скреплением болтами, и может ожидаться улучшение эксплуатационных параметров.
Компрессор в соответствии с четвертым объектом представляет собой компрессор в соответствии со вторым или третьим объектом, в котором первый составляющий элемент подвергнут снятию фасок в концевом участке первой поверхности соединения на стороне, облучаемой лазерным излучением, причем снятие фасок является больше 0 мм и составляет 1/4 или меньше от диаметра следа луча лазерного излучения. Первый скользящий элемент также подвергнут снятию фасок в концевом участке второй поверхности соединения на стороне, облучаемой лазерным излучением, причем снятие фасок является больше 0 мм и составляет 1/4 или меньше от диаметра следа луча лазерного излучения.
В некоторых случаях камерой фотографируется определенная линия, и эта линия используется как начало отсчета, чтобы определять положения, облучаемые лазерным излучением. В этом компрессоре снятие фасок выполняется в концевом участке первой поверхности соединения на стороне, облучаемой лазерным излучением в первом составляющем элементе. В первом скользящем элементе снятие фасок выполняется в концевом участке второй поверхности соединения на стороне, облучаемой лазерным излучением. Поэтому линия на верхней части или на нижней части скошенной поверхности соединения может использоваться в качестве линии начала отсчета. В этом компрессоре степень снятия фасок является больше 0 мм и составляет 1/4 или меньше от диаметра следа луча лазерного излучения. Поэтому в этом компрессоре возможно предотвращать отклонения положений лазерного излучения или отклонения от фокальной точки.
Компрессор в соответствии с пятым объектом представляет собой компрессор в соответствии с любым из второго - четвертого объектов, в котором первый составляющий элемент имеет первую часть пластины и первую часть окружающей стенки. Первая часть окружающей стенки образована вертикально на первой части пластины. Первая поверхность соединения представляет собой торцевую поверхность первой части окружающей стенки на стороне, противоположной стороне первой части пластины. Первый скользящий элемент имеет вторую часть пластины и вторую часть окружающей стенки. Вторая часть окружающей стенки образована вертикально на второй части пластины. Вторая поверхность соединения представляет собой торцевую поверхность второй части окружающей стенки на стороне, противоположной стороне второй части пластины.
В этом компрессоре первая поверхность соединения представляет собой торцевую поверхность первой части окружающей стенки на стороне, противоположной стороне первой части пластины, а вторая поверхность соединения представляет собой торцевую поверхность второй части окружающей стенки на стороне, противоположной стороне второй части пластины. Поэтому компрессор может быть уменьшен в размере (уменьшен в диаметре) без беспокойства относительно крутящего момента прикрепления болтами, пропущенных скреплений болтами, внутреннего загрязнения болтов или подобных ситуаций.
Компрессор в соответствии с шестым объектом представляет собой компрессор в соответствии с пятым объектом, дополнительно содержащий второй скользящий элемент. Второй скользящий элемент размещен в пространстве, образованном первой частью окружающей стенки и второй частью окружающей стенки в состоянии, в котором первая поверхность соединения и вторая поверхность соединения сделаны обращенными друг к другу. Первый составляющий элемент дополнительно имеет третью часть стенки. Третья часть стенки имеет поверхность, которая пересекает направление распространения лазерного излучения во время лазерной сварки. Третья часть стенки также обеспечена между внутренней поверхностью стенки первой части окружающей стенки и вторым скользящим элементом в состоянии, в котором первая поверхность соединения и вторая поверхность соединения сделаны обращенными друг к другу.
В этом компрессоре третья часть стенки обеспечена между внутренней поверхностью стенки первой части окружающей стенки и вторым скользящим элементом в состоянии, в котором первая поверхность соединения и вторая поверхность соединения сделаны обращенными друг к другу. Поэтому в этом компрессоре, когда первый составляющий элемент и первый скользящий элемент подвергаются лазерной сварке, может быть предотвращено распыление капель во внутреннее пространство первой части окружающей стенки и их осаждение на втором скользящем элементе.
Компрессор в соответствии с седьмым объектом представляет собой компрессор в соответствии с пятым объектом, дополнительно содержащий второй скользящий элемент. Второй скользящий элемент размещен в пространстве, образованном первой частью окружающей стенки и второй частью окружающей стенки в состоянии, в котором первая поверхность соединения и вторая поверхность соединения сделаны обращенными друг к другу. Первый скользящий элемент дополнительно имеет четвертую часть стенки. Четвертая часть стенки имеет поверхность, которая пересекает направление распространения лазерного излучения во время лазерной сварки. Четвертая часть стенки также обеспечена между внутренней поверхностью стенки второй части окружающей стенки и вторым скользящим элементом.
В этом компрессоре четвертая часть стенки обеспечена между внутренней поверхностью стенки второй части окружающей стенки и вторым скользящим элементом в состоянии, в котором первая поверхность соединения и вторая поверхность соединения сделаны обращенными друг к другу. Поэтому, в этом компрессоре, когда первый составляющий элемент и первый скользящий элемент подвергаются лазерной сварке, может быть предотвращено распыление капель во внутреннее пространство второй части окружающей стенки и их осаждение на втором скользящем элементе.
Компрессор в соответствии с восьмым объектом представляет собой компрессор в соответствии с первым объектом, дополнительно содержащий коленчатый вал и ролик. Термин "ролик", используемый в данном описании, включает в себя участок ролика поршня в компрессоре с "плавающим" ротором, ролик ротационного компрессора или подобное устройство. Коленчатый вал имеет участок вала эксцентрика. Ролик установлен поверх участка вала эксцентрика. Первый скользящий элемент представляет собой блок цилиндра. Блок цилиндра имеет отверстие цилиндра. Участок вала эксцентрика и ролик размещены в отверстии цилиндра. Первый составляющий элемент представляет собой головную часть. Головная часть закрывает по меньшей мере одну сторону отверстия цилиндра, причем головная часть присоединена к блоку цилиндра посредством лазерной сварки в положениях, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия цилиндра. Термин "головная часть", используемый в данном описании, включает в себя передние головные части, задние головные части, средние пластины и т.п.
В обычных компрессорах с плавающим ротором и ротационных компрессорах блок цилиндра, передняя головная часть, задняя головная часть и другие такие компоненты соединены болтами, чтобы образовывать механизм сжатия (см., например, японскую выложенную патентную заявку №6-307363).
Однако в случаях, в которых скрепление болтами используется таким образом, в механизме сжатия происходит деформирование, если там имеется небольшое количество болтов. В частности, в случаях, в которых в качестве хладагента используется диоксид углерода, который широко применяется в последнее время, или другой такой естественный хладагент, должно быть обеспечено сопротивление нарастанию потока при повышении давления, и поэтому прочность соединения должна быть увеличена, и легко происходит деформирование соединения. Конечно, такие проблемы решаются с помощью большого количества болтов, но это нежелательно, потому что стоимость болтов быстро возрастает.
В последнее время, в частности в японском обществе, появился спрос на устройства кондиционирования воздуха, водоподогреватели и другие такие устройства, которые имеют уменьшенный размер, из-за трудности в обеспечении пространства для их размещения и т.п. Для достижения этого уменьшения размеров неизбежно потребуется уменьшить размер компрессора, который принадлежит к классу наиболее крупных из элементных компонентов.
Для преодоления таких проблем в этом компрессоре головная часть присоединена к блоку цилиндра посредством лазерной сварки в положениях, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия цилиндра. Поэтому в этом компрессоре для создания механизма сжатия головная часть может быть присоединена к блоку цилиндра без использования болтов. Следовательно, первая головная часть может быть присоединена ближе к отверстию цилиндра, чем возможно в тех случаях, в которых используется скрепление болтами. В результате с этим компрессором проявление деформации соединения из-за скрепления болтами может быть предотвращено, и компрессор может быть уменьшен в размере. Следовательно, с этим компрессором, деформация в механизме сжатия может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
Компрессор в соответствии с девятым объектом представляет собой компрессор в соответствии с восьмым объектом, в котором головная часть сделана более тонкой, чтобы обеспечить возможность ее соединения посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия цилиндра. Термин "сделана более тонкой" описывает уменьшение толщины до 3 мм или меньше в случаях, в которых головная часть изготовлена посредством литья под давлением полурасплавленного металла, а выходная мощность лазера во время лазерной сварки с проплавлением основного металла составляет 4-5 кВт.
В этом компрессоре головная часть сделана более тонкой, чтобы обеспечить возможность соединения посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия цилиндра. Поэтому в этом компрессоре головная часть может быть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла.
Компрессор в соответствии с десятым объектом представляет собой компрессор в соответствии с первым объектом, дополнительно содержащим коленчатый вал и ролик. Термин "ролик", используемый в данном описании, включает в себя участок ролика поршня в компрессоре с плавающим ротором, ролик ротационного компрессора или подобное устройство. Коленчатый вал имеет участок вала эксцентрика. Ролик установлен поверх участка вала эксцентрика. Первый скользящий элемент представляет собой блок цилиндра. Блок цилиндра имеет отверстие цилиндра и теплоизоляционное пространство. Отверстие цилиндра вмещает участок вала эксцентрика и ролик. Теплоизоляционное пространство образовано во внешней периферии отверстия цилиндра. Теплоизоляционное пространство предпочтительно образовано в виде выемок в первой поверхности в направлении, проходящем через отверстие цилиндра, в положениях, разнесенных по направлению наружу больше чем на 4 мм от внутренней периферийной поверхности отверстия цилиндра, и образованных так, что образуется соединительная часть во второй стороне поверхности, которая является торцевой поверхностью на стороне, противоположной первой поверхности. Это обусловлено тем, что блок цилиндра таким образом может быть легко присоединен к головной части. В это время блок цилиндра предпочтительно присоединен ко второй головной части посредством лазерной сварки с проплавлением основного металла соединительной части. В таких случаях соединительная часть должна быть сделана более тонкой, чтобы обеспечить возможность соединения посредством лазерной сварки с проплавлением основного металла. Первый составляющий элемент представляет собой головную часть. Головная часть закрывает отверстие цилиндра и теплоизоляционное пространство. Эта головная часть приварена с помощью лазерной сварки к блоку цилиндра в положении, соответствующем областям между отверстием цилиндра и теплоизоляционным пространством. Головная часть предпочтительно также приварена с помощью лазерной сварки к блоку цилиндра в положении, соответствующем положению, которое находится дальше, чем теплоизоляционное пространство. Это обусловлено тем, что тогда теплоизоляционное пространство может быть удовлетворительно герметизировано.
Блок цилиндра и головная часть предпочтительно образованы посредством литья под давлением полурасплавленного металла. Это обусловлено тем, что блоку цилиндра и ролику придаются хорошие характеристики приработки, получают достаточное сопротивление сжатию в блоке цилиндра и головной части, также как другие эксплуатационные параметры; во время образования может быть получена почти чистая форма, и легче образовывать теплоизоляционное пространство, чем с помощью обычного литья в песчаные формы.
Ранее было предложено, чтобы теплоизоляционное пространство было образовано дальше по направлению наружу, чем цилиндрическая камера в компрессоре с плавающим ротором, ротационном компрессоре или в подобном устройстве, для цели сокращения количества теплоты, которого достигает низкотемпературный газ, вводимый через блок цилиндра, от газа хладагента, сжимаемого до высокой температуры в цилиндрической камере; и для улучшения коэффициента подачи компрессора (см., например, японскую выложенную патентную заявку №5-99183).
Однако в случаях, в которых теплоизоляционное пространство образовано таким образом дальше по направлению наружу, чем цилиндрическая камера, среди готовой продукции может встречаться некоторая неоднородность в коэффициенте подачи, в зависимости от степени воздухонепроницаемости между головной частью и блоком цилиндра.
Для преодоления таких проблем в этом компрессоре головную часть с помощью лазерной сварки приваривают к блоку цилиндра в положении, соответствующем областям между отверстием цилиндра и теплоизоляционным пространством. Поэтому в этом компрессоре достигнуто по существу полное уплотнение между отверстием цилиндра и теплоизоляционным пространством. Поскольку лазерная сварка исключает необходимость в болтах, цилиндр может быть сделан меньше, и площадь теплообмена также уменьшается. Поэтому этот компрессор делает возможным уменьшение неоднородности в коэффициенте подачи среди готовой продукции.
Компрессор в соответствии с одиннадцатым объектом представляет собой компрессор в соответствии с десятым объектом, в котором головная часть приварена с помощью лазерной сварки к блоку цилиндра в положении, соответствующем областям между отверстием цилиндра и теплоизоляционным пространством, и в положении, соответствующем областям, находящимся дальше, чем теплоизоляционное пространство.
В этом компрессоре головная часть приварена с помощью лазерной сварки к блоку цилиндра в положении, соответствующем областям между отверстием цилиндра и теплоизоляционным пространством, и в положении, соответствующем областям, находящимся дальше, чем теплоизоляционное пространство. Поэтому в этом компрессоре не только может быть обеспечена герметизация между отверстием цилиндра и теплоизоляционным пространством, но также может быть обеспечена воздухонепроницаемость в теплоизоляционном пространстве.
Компрессор в соответствии с двенадцатым объектом представляет собой компрессор в соответствии с любым из восьмого - одиннадцатого объектов, в котором лазерная сварка проплавляется сквозь головную часть. В таких случаях головная часть должна быть сделана более тонкой, чтобы обеспечить возможность соединения посредством лазерной сварки с проплавлением основного металла в участках, соединенных с блоком цилиндра. Термин "сделана более тонкой" описывает уменьшение толщины до 3 мм или меньше, в случаях, в которых выходная мощность лазера во время лазерной сварки с проплавлением основного металла составляет 4-5 кВт.
В этом компрессоре лазерная сварка проплавляется сквозь головную часть. Поэтому в этом компрессоре между отверстием цилиндра и теплоизоляционным пространством достигается удовлетворительное уплотнение.
Компрессор в соответствии с тринадцатым объектом представляет собой компрессор в соответствии с первым объектом, содержащий коленчатый вал и ролик. Коленчатый вал имеет участок вала эксцентрика. Ролик установлен поверх участка вала эксцентрика. Первый скользящий элемент представляет собой блок цилиндра. Блок цилиндра имеет отверстие цилиндра. Участок вала эксцентрика и ролик размещены в отверстии цилиндра. Первый составляющий элемент представляет собой головную часть. Головная часть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла, и головная часть закрывает по меньшей мере одну сторону отверстия цилиндра.
В этом компрессоре головная часть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла, и головная часть закрывает по меньшей мере одну сторону отверстия цилиндра. Поэтому с этим компрессором головная часть может быть присоединена к блоку цилиндра без использования болтов, и может быть создан механизм сжатия. Следовательно, с этим компрессором, можно предотвращать возникновение деформации соединения, вызываемой скреплениями болтами, и компрессор может быть уменьшен в диаметре. В результате с этим компрессором в механизме сжатия деформация может быть исключена, в то время как производственные затраты уменьшены, и, кроме того, компрессор может быть уменьшен в диаметре.
Компрессор в соответствии с четырнадцатым объектом представляет собой компрессор в соответствии с любым из восьмого - тринадцатого объектов, в котором головная часть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла по осевому направлению коленчатого вала.
В этом компрессоре головная часть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла по осевому направлению коленчатого вала. Поэтому в этом компрессоре первая головная часть может быть легко присоединена к блоку цилиндра.
Компрессор в соответствии с пятнадцатым объектом представляет собой компрессор в соответствии с любым из восьмого - тринадцатого объектов, в котором головная часть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла по направлению, которое пересекает осевое направление коленчатого вала (исключая направление, ортогональное осевому направлению коленчатого вала).
В этом компрессоре головная часть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла по направлению, которое пересекает осевое направление коленчатого вала (исключая направление, ортогональное осевому направлению коленчатого вала). Поэтому в этом компрессоре головная часть может быть легко присоединена к блоку цилиндра.
Компрессор в соответствии с шестнадцатым объектом представляет собой компрессор в соответствии с любым из первого - пятнадцатого объектов, в котором сжимается диоксид углерода.
В случаях, в которых диоксид углерода или другой такой хладагент высокого давления сжимается в компрессоре, в котором первый составляющий элемент и первый скользящий элемент в обычном объекте скреплены болтами, хладагент или подобное вещество просачивается из соединяющихся частей, потому что прочность соединения недостаточна, и в случаях, в которых компрессор является компрессором со спиральной камерой, происходит неравномерная деформация в участке спиральной камеры в спиральной камере. Однако в компрессоре согласно настоящему изобретению первый составляющий элемент и первый скользящий элемент плотно соединены посредством лазерной сварки. Поэтому с этим компрессором такие проблемы не возникают даже в случаях, в которых в качестве хладагента используется диоксид углерода. Первый составляющий элемент и первый скользящий элемент предпочтительно подвергаются лазерной сварке по всей их периферии.
Способ изготовления компрессора в соответствии с семнадцатым объектом представляет собой способ изготовления компрессора, имеющего коленчатый вал, который имеет участок вала эксцентрика; ролик, установленный поверх участка вала эксцентрика; блок цилиндра, который имеет отверстие цилиндра для вмещения участка вала эксцентрика и ролика; и головную часть для закрывания отверстия цилиндра; причем способ содержит этап приведения в контакт и этап лазерной сварки. На этапе приведения в контакт головную часть приводят в контакт с блоком цилиндра таким образом, чтобы закрыть отверстие цилиндра. На этапе лазерной сварки головную часть приваривают с помощью лазерной сварки к блоку цилиндра в положениях, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия цилиндра.
В этом способе изготовления компрессора на этапе лазерной сварки головную часть приваривают с помощью лазерной сварки к блоку цилиндра в положениях, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия цилиндра. Поэтому, когда реализуют этот способ изготовления компрессора, для создания механизма сжатия первая головная часть может быть присоединена к блоку цилиндра без использования болтов. Следовательно, когда реализуют этот способ изготовления компрессора, может быть предотвращено проявление деформации соединения, вызываемое скреплением болтами, и компрессор может быть уменьшен в диаметре. В результате, когда реализуют этот способ изготовления компрессора, деформация в механизме сжатия может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
Способ изготовления компрессора в соответствии с восемнадцатым объектом представляет собой способ изготовления компрессора, имеющего коленчатый вал, который имеет участок вала эксцентрика, ролик, установленный поверх участка вала эксцентрика, блок цилиндра, имеющий отверстие цилиндра для вмещения участка вала эксцентрика и ролика, и головную часть для закрывания отверстия цилиндра; причем способ содержит этап приведения в контакт и этап лазерной сварки с проплавлением основного металла. На этапе приведения в контакт головную часть приводят в контакт с блоком цилиндра таким образом, чтобы закрыть отверстие цилиндра. На этапе лазерной сварки с проплавлением основного металла головную часть присоединяют посредством лазерной сварки с проплавлением основного металла к блоку цилиндра.
В этом способе изготовления компрессора на этапе лазерной сварки с проплавлением основного металла головную часть присоединяют к блоку цилиндра посредством лазерной сварки с проплавлением основного металла. Поэтому, когда реализуют этот способ изготовления компрессора, первая головная часть может быть присоединена к блоку цилиндра без использования болтов для создания механизма сжатия. Следовательно, когда реализуют этот способ изготовления компрессора, проявление деформации соединения, вызываемое скреплением болтами, может быть предотвращено, и компрессор может быть уменьшен в диаметре. В результате, когда реализуют этот способ изготовления компрессора, деформация в механизме сжатия может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
Способ изготовления компрессора в соответствии с девятнадцатым объектом содержит первый этап введения, первый этап соединения, второй этап соединения, третий этап соединения, второй этап введения, третий этап введения, четвертый этап соединения и пятый этап соединения. На первом этапе введения первую головную часть, первый блок цилиндра, имеющий отверстие цилиндра, и первую среднюю пластину вводят через коленчатый вал, имеющий первый участок вала эксцентрика и второй участок вала эксцентрика, таким образом, чтобы первый участок вала эксцентрика был размещен в отверстии цилиндра, а первая средняя пластина установлена между первым участком вала эксцентрика и вторым участком вала эксцентрика. На первом этапе соединения первую головную часть присоединяют посредством лазерной сварки с проплавлением основного металла к первому блоку цилиндра. На втором этапе соединения первую среднюю пластину присоединяют посредством лазерной сварки с проплавлением основного металла к первому блоку цилиндра. Любой один из первого этапа соединения и второго этапа соединения можно выполнять перед первым этапом введения. На третьем этапе соединения вторую среднюю пластину присоединяют посредством лазерной сварки с проплавлением основного металла ко второму блоку цилиндра, и образуют второй блок цилиндра, соединенный со средней пластиной. На втором этапе введения второй блок цилиндра, соединенный со средней пластиной, вводят со стороны второго участка вала эксцентрика таким образом, чтобы первая средняя пластина и вторая средняя пластина были обращены друг к другу. На третьем этапе введения вторую головную часть вводят со стороны второго участка вала эксцентрика. На четвертом этапе соединения вторую головную часть присоединяют посредством лазерной сварки с проплавлением основного металла ко второму блоку цилиндра. На пятом этапе соединения первую среднюю пластину и вторую среднюю пластину подвергают лазерной сварке и соединяют вместе. Пятый этап соединения можно выполнять перед третьим этапом введения или четвертым этапом соединения.
При реализации этого способа изготовления компрессора на первом этапе введения первую головную часть, первый блок цилиндра, имеющий отверстие цилиндра, и первую среднюю пластину вводят через коленчатый вал, имеющий первый участок вала эксцентрика и второй участок вала эксцентрика, таким образом, чтобы первый участок вала эксцентрика был размещен в отверстии цилиндра, а первая средняя пластина была установлена между первым участком вала эксцентрика и вторым участком вала эксцентрика. На первом этапе соединения первую головную часть присоединяют посредством лазерной сварки с проплавлением основного металла к первому блоку цилиндра. На втором этапе соединения первую среднюю пластину присоединяют посредством лазерной сварки с проплавлением основного металла к первому блоку цилиндра. На третьем этапе соединения вторую среднюю пластину присоединяют посредством лазерной сварки с проплавлением основного металла ко второму блоку цилиндра и образуют второй блок цилиндра, соединенный со средней пластиной. На втором этапе введения второй блок цилиндра, соединенный со средней пластиной, вводят со стороны второго участка вала эксцентрика таким образом, чтобы первая средняя пластина и вторая средняя пластина были обращены друг к другу. На третьем этапе введения вторую головную часть вводят со стороны второго участка вала эксцентрика. На четвертом этапе соединения вторую головную часть присоединяют посредством лазерной сварки с проплавлением основного металла ко второму блоку цилиндра. На пятом этапе соединения первую среднюю пластину и вторую среднюю пластину подвергают лазерной сварке и соединяют вместе. Поэтому, когда реализуют этот способ изготовления компрессора, может быть образован механизм сжатия двухцилиндрового типа без использования болтов. Когда реализуют этот способ изготовления компрессора, проявление деформации соединения, вызываемое скреплением болтами, может быть предотвращено, и компрессор может быть уменьшен в диаметре. Следовательно, когда реализуют этот способ изготовления компрессора, деформация в механизме сжатия может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
Эффекты изобретения
Компрессор в соответствии с первым объектом может быть уменьшен в размере, может быть сделан коммерчески доступным по низкой цене, и он не теряет обычную скользящую способность или обрабатываемость.
Компрессор в соответствии со вторым объектом может быть уменьшен в размере, качество сварки корпуса и других составляющих элементов и зафиксированной спиральной камеры и т.п. может быть улучшено, и компрессор может быть сделан коммерчески доступным по низкой цене.
В компрессоре в соответствии с третьим объектом может быть достигнуто более надежное уплотнение, чем со скреплением болтами, и может ожидаться улучшение эксплуатационных параметров.
В компрессоре в соответствии с четвертым объектом линия на верхней части или на нижней части скошенной поверхности соединения может использоваться в качестве линии начала отсчета. В этом компрессоре степень снятия фасок является больше 0 мм и составляет 1/4 или меньше от диаметра следа луча лазерного излучения. Поэтому в этом компрессоре отклонения положений лазерного излучения или отклонения положений фокальной точки могут быть предотвращены.
Компрессор в соответствии с пятым объектом может быть уменьшен в размере (уменьшен в диаметре) без беспокойства относительно крутящего момента прикрепления болтами, пропущенных скреплений болтами, внутреннего загрязнения болтов или подобных ситуаций.
В компрессоре в соответствии с шестым объектом, когда первый составляющий элемент и первый скользящий элемент подвергаются лазерной сварке, может быть предотвращено распыление капель во внутреннее пространство первой части окружающей стенки и их осаждение на втором скользящем элементе.
В компрессоре в соответствии с седьмым объектом, когда первый составляющий элемент и первый скользящий элемент подвергаются лазерной сварке, может быть предотвращено распыление капель во внутреннее пространство второй части окружающей стенки и их осаждение на втором скользящем элементе.
В компрессоре в соответствии с восьмым объектом для образования механизма сжатия головная часть может быть присоединена к блоку цилиндра без использования болтов. Следовательно, в этом компрессоре головная часть может быть присоединена ближе к отверстию цилиндра, чем в случаях, в которых используется скрепление болтами. В результате с этим компрессором проявление деформации соединения, вызываемое скреплением болтами, может быть предотвращено, и компрессор может быть уменьшен в диаметре. Следовательно, с этим компрессором деформация в механизме сжатия может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
В компрессоре в соответствии с девятым объектом головная часть может быть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла.
В компрессоре в соответствии с десятым объектом достигнуто по существу полное уплотнение между отверстием цилиндра и теплоизоляционным пространством. Поскольку лазерная сварка исключает необходимость в болтах, цилиндр может быть сделан меньше, и поверхность теплообмена также уменьшается. Поэтому этот компрессор делает возможным уменьшение неоднородности в коэффициенте подачи среди готовой продукции.
В компрессоре в соответствии с одиннадцатым объектом мало того, что может быть обеспечено уплотнение между отверстием цилиндра и теплоизоляционным пространством, но также может быть обеспечена воздухонепроницаемость в теплоизоляционном пространстве.
В компрессоре в соответствии с двенадцатым объектом достигается удовлетворительная герметизация между отверстием цилиндра и теплоизоляционным пространством.
В компрессоре в соответствии с тринадцатым объектом первая головная часть может быть присоединена к блоку цилиндра без использования болтов для образования механизма сжатия. Поэтому с этим компрессором проявление деформации соединения, вызываемое скреплением болтами, может быть предотвращено, и компрессор может быть уменьшен в диаметре. В результате с этим компрессором деформация в механизме сжатия может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
В компрессоре в соответствии с четырнадцатым объектом головная часть может быть легко присоединена к блоку цилиндра.
В компрессоре в соответствии с пятнадцатым объектом первая головная часть может быть легко присоединена к блоку цилиндра.
В компрессоре в соответствии с шестнадцатым объектом, поскольку первый составляющий элемент и первый скользящий элемент плотно соединены посредством лазерной сварки, хладагент или подобное вещество из соединительных частей не просачивается, и нет никакой неравномерной деформации или подобного явления в участке спиральной камеры в спиральной камере даже в случаях, в которых в качестве хладагента используется диоксид углерода.
При реализации способа изготовления компрессора в соответствии с семнадцатым объектом для образования механизма сжатия первая головная часть может быть присоединена к блоку цилиндра без использования болтов. Следовательно, когда реализуют этот способ изготовления компрессора, проявление деформации соединения, вызываемое скреплением болтами, может быть предотвращено, и компрессор может быть уменьшен в диаметре. В результате, когда реализуют этот способ изготовления компрессора, деформация в механизме сжатия может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
При реализации способа изготовления компрессора в соответствии с восемнадцатым объектом для образования механизма сжатия первая головная часть может быть присоединена к блоку цилиндра без использования болтов. Следовательно, когда реализуют этот способ изготовления компрессора, проявление деформации соединения, вызываемое скреплением болтами, может быть предотвращено, и компрессор может быть уменьшен в диаметре. В результате, когда реализуют этот способ изготовления компрессора, деформация в механизме сжатия может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
При реализации способа изготовления компрессора в соответствии с девятнадцатым объектом механизм сжатия двухцилиндрового типа может быть образован без использования болтов. Когда реализуют этот способ изготовления компрессора, проявление деформации соединения, вызываемое скреплением болтами, может быть предотвращено, и компрессор может быть уменьшен в диаметре. Следовательно, когда реализуют этот способ изготовления компрессора, деформация в механизме сжатия может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
Краткое описание чертежей
Фиг.1 - вид в продольном разрезе компрессора куполообразного типа высокого-низкого давления в соответствии с первым вариантом осуществления.
Фиг.2 - увеличенное изображение местоположения, в котором корпус и зафиксированная спиральная камера соединены в компрессоре куполообразного типа высокого-низкого давления в соответствии с первым вариантом осуществления.
Фиг.3 - увеличенное изображение местоположения, в котором корпус и зафиксированная спиральная камера соединены в компрессоре куполообразного типа высокого-низкого давления в соответствии с первым вариантом осуществления.
Фиг.4 - увеличенное изображение местоположения, в котором корпус и зафиксированная спиральная камера соединены в компрессоре куполообразного типа высокого-низкого давления в соответствии с модифицированным примером (N) первого варианта осуществления.
Фиг.5 - вид в продольном разрезе компрессора с плавающим ротором в соответствии со вторым вариантом осуществления.
Фиг.6 - вид сверху блока цилиндра, составляющего компрессор с плавающим ротором, в соответствии со вторым вариантом осуществления.
Фиг.7 - вид в разрезе по линии A-A механизма компрессора, составляющего компрессор с плавающим ротором, в соответствии со вторым вариантом осуществления.
Фиг.8 - чертеж, показывающий направление лазерного излучения в лазерной сварке с проплавлением основного металла в соответствии со вторым вариантом осуществления.
Фиг.9 - чертеж, показывающий участок головной части, приваренный лазерной сваркой с проплавлением основного металла, в соответствии со вторым вариантом осуществления (головная часть изображена частично).
Фиг.10 - вид сверху блока цилиндра, составляющего ротационный компрессор, в соответствии с модифицированным примером (A) второго варианта осуществления.
Фиг.11 - вид в поперечном разрезе механизма компрессора в ротационном компрессоре в соответствии с модифицированным примером (A) второго варианта осуществления.
Фиг.12 - чертеж, показывающий участок головной части, приваренный лазерной сваркой с проплавлением основного металла, в соответствии с модифицированным примером (B) второго варианта осуществления (головная часть изображена частично).
Фиг.13 - чертеж, показывающий направление лазерного излучения в соответствии с модифицированным примером (C) второго варианта осуществления.
Фиг.14 - чертеж, показывающий объект сварки угловым швом в соответствии с модифицированным примером (D) второго варианта осуществления.
Фиг.15 - чертеж, показывающий лазерную сварку головной части в соответствии с модифицированным примером (H) второго варианта осуществления.
Фиг.16 - вид в продольном разрезе компрессора с плавающим ротором в соответствии с третьим вариантом осуществления.
Фиг.17 - вид сверху блока цилиндра, составляющего компрессор с плавающим ротором, в соответствии с третьим вариантом осуществления.
Фиг.18 - вид в поперечном разрезе механизма сжатия, составляющего компрессор с плавающим ротором, в соответствии с третьим вариантом осуществления.
Фиг.19 - чертеж, показывающий направление лазерного излучения в лазерной сварке с проплавлением основного металла в соответствии с третьим вариантом осуществления.
Фиг.20 - чертеж, показывающий участки соединительных частей, приваренные лазерной сваркой с проплавлением основного металла, в головной части и блоке цилиндра в соответствии с третьим вариантом осуществления (головная часть изображена частично).
Фиг.21 - вид сверху блока цилиндра, составляющего ротационный компрессор, в соответствии с модифицированным примером (A) третьего варианта осуществления.
Фиг.22 - вид в поперечном разрезе механизма сжатия ротационного компрессора в соответствии с модифицированным примером (A) третьего варианта осуществления.
Фиг.23 - чертеж, показывающий участки головной части, приваренные лазерной сваркой с проплавлением основного металла, в соответствии с модифицированным примером (B) третьего варианта осуществления (головная часть изображена частично).
Фиг.24 - чертеж, показывающий способ сборки механизма сжатия с плавающим ротором в соответствии с модифицированным примером (J) третьего варианта осуществления.
Фиг.25 - чертеж, показывающий способ сборки механизма сжатия с плавающим ротором в соответствии с модифицированным примером (J) третьего варианта осуществления.
Описание ссылочных позиций
1 - Компрессор высокого-низкого давления куполообразного типа (компрессор)
23 - Корпус (первый составляющий элемент)
23a - Часть пластины (первая часть пластины)
23b - Первая внешняя периферийная стенка (первая часть окружающей стенки)
23c - Защищающая от капель стенка (третья часть стенки)
24 - Зафиксированная спиральная камера (первый скользящий элемент)
24a - Торцевая пластина (вторая часть пластины)
24c - Вторая внешняя периферийная стенка (вторая часть окружающей стенки)
24d - Защищающая от капель стенка (четвертая часть стенки)
26 - Подвижная спиральная камера (второй скользящий элемент)
101, 301 - Компрессор с плавающим ротором (компрессор)
117, 217, 317, 417 - Коленчатый вал
117a, 217a, 317a, 317b, 417a - Участок вала эксцентрика
121a, 321a - Участок ролика
123, 323 - Передняя головная часть (головная часть)
124, 224, 324, 324A, 326, 326A, 424 - Блок цилиндра
124a, 224a, 324a, 326a, 424a - Отверстие цилиндра
124f, 224f, 324f, 326f, 424f - Теплоизоляционные отверстия (теплоизоляционное пространство)
125, 325 - Задняя головная часть (головная часть)
201, 401 - Ротационный компрессор (компрессор)
221, 421 - Ролик
327, 327A, 327B - Средняя пластина (вторая головная часть, средняя пластина)
Ps1 - Верхняя торцевая поверхность корпуса (первая поверхность соединения)
Ps2 - Нижняя торцевая поверхность зафиксированной спиральной камеры (вторая поверхность соединения)
Лучший способ выполнения изобретения
Первый вариант осуществления
Компрессор 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления составляет схему циркуляции хладагента вместе с испарителем, конденсатором, механизмом расширения и т.п.; действует для сжимания газообразного хладагента в схеме циркуляции хладагента; и главным образом состоит из герметично уплотненного продолговатого цилиндрического куполообразного кожуха 10, механизма 15 сжатия спиральной камеры, кольца 39 Олдема, приводного электродвигателя 16, нижнего коренного подшипника 60, всасывающего патрубка 19 и нагнетательного патрубка 20, как показано на фиг.1. Составляющие элементы компрессора 1 высокого-низкого давления куполообразного типа со спиральной камерой будут подробно описаны ниже.
<Детали составляющих элементов компрессора высокого-низкого давления куполообразного типа>
(1) Кожух
Кожух 10 имеет по существу цилиндрический трубообразный кожух 11, чашеобразный верхний участок 12 стенки, приваренный воздухонепроницаемым образом к верхнему концу трубообразного кожуха 11, и чашеобразный нижний участок 13 стенки, приваренный воздухонепроницаемым образом к нижнему концу трубообразного кожуха 11. В кожухе 10 главным образом размещены механизм 15 сжатия спиральной камеры для сжимания газообразного хладагента и приводной электродвигатель 16, расположенный ниже механизма 15 сжатия спиральной камеры. Механизм 15 сжатия спиральной камеры и приводной электродвигатель 16 связаны посредством приводного вала 17, расположенного таким образом, что он продолжается в вертикальном направлении внутри кожуха 10. В результате между механизмом 15 сжатия спиральной камеры и приводным электродвигателем 16 образовано мертвое пространство 18.
(2) Механизм сжатия спиральной камеры
Механизм 15 сжатия спиральной камеры главным образом состоит из корпуса 23, зафиксированной спиральной камеры 24, обеспеченной в тесном контакте над корпусом 23, и подвижной спиральной камеры 26, предназначенной для объединения с зафиксированной спиральной камерой 24, как показано на фиг.1. Составляющие элементы механизма 15 сжатия спиральной камеры будут подробно описаны ниже.
a) Корпус
Корпус 23 сконфигурирован главным образом из части 23а пластины и первой внешней периферийной стенки 23b, образованной вертикально на внешней периферийной поверхности части пластины. Корпус 23 прикреплен по внешней периферийной поверхности посредством прессовой посадки к трубообразному кожуху 11 по всей окружности. Другими словами, трубообразный кожух 11 и корпус 23 соединены воздухонепроницаемым образом по их полным перифериям. По этой причине внутренняя часть кожуха 10 разделена на пространство 28 высокого давления ниже корпуса 23 и пространство 29 низкого давления выше корпуса 23. Также в корпусе 23 образованы вогнутость 31 корпуса, образованная в виде выемки в центре верхней поверхности, и опорный участок 32, который продолжается вниз от центра нижней поверхности. В опорном участке 32 образовано отверстие 33 опоры, которое проходит насквозь в вертикальном направлении, и в отверстии 33 опоры вращающимся образом установлен приводной вал 17 через опору 34.
b) Зафиксированная спиральная камера
Зафиксированная спиральная камера 24 сконфигурирована главным образом из торцевой пластины 24a, оболочки 24b спиральной камеры (закрученной формы), образованной на нижней поверхности торцевой пластины 24a, и второй внешней периферийной стенки 24c, окружающей оболочку 24b. Нагнетательный проход 41, который находится в связи с описываемой ниже камерой 40 сжатия, и увеличенный вогнутый участок 42, который находится в связи с нагнетательным проходом 41, образованы в торцевой пластине 24a. Нагнетательный проход 41 образован таким образом, что продолжается в вертикальном направлении в центральном участке торцевой пластины 24a. Увеличенный вогнутый участок 42 сконфигурирован из вогнутости, которая образована в виде выемки в верхней поверхности торцевой пластины 24a, и которая продолжается горизонтально. Корпус 44 крышки прикреплен и зафиксирован на месте с помощью болта 44a на верхней поверхности зафиксированной спиральной камеры 24, чтобы закрыть увеличенный вогнутый участок 42. Корпус 44 крышки закрывает увеличенный вогнутый участок 42, таким образом образуя пространство 45 шумоглушителя, состоящее из расширительной камеры для глушения шума при работе механизма 15 сжатия спиральной камеры. Зафиксированная спиральная камера 24 и корпус 44 крышки герметизированы посредством плотного соединения вместе через прокладку (не показана). Защищающая от капель стенка 24d обеспечена на нижней торцевой поверхности второй внешней периферийной стенки 24c, а именно на внутренней периферийной стороне участка, соответствующего прикрепленной поверхности (в дальнейшем упоминаемой как вторая прикрепленная поверхность) Ps2. Роль этой защищающей от капель стенки 24d будет описана в данном описании ниже (см. фиг.2).
c) Подвижная спиральная камера
Подвижная спиральная камера 26 главным образом состоит из торцевой пластины 26a, оболочки 26b спиральной камеры (закрученной формы), образованной на верхней поверхности торцевой пластины 26a, опорного участка 26с, образованного на нижней поверхности торцевой пластины 26a, и участка 26d канавки, образованного на двух концах торцевой пластины 26a. Подвижная спиральная камера 26 поддерживается на корпусе 23 посредством установления кольца 39 Олдема в участок 26d канавки. Верхний конец приводного вала 17 установлен в опорный участок 26с. Подвижная спиральная камера 26, включенная таким образом в механизм 15 сжатия спиральной камеры, невращающимся образом двигается по кругу внутри корпуса 23 вследствие вращения приводного вала 17. Оболочка 26b подвижной спиральной камеры 26 входит в зацепление с оболочкой 24b зафиксированной спиральной камеры 24, и между участками контакта двух оболочек 24b, 26b образуется камера 40 сжатия. В камере 40 сжатия вместимость между оболочками 24b, 26b сокращается к центру, когда подвижная спиральная камера 26 поворачивается. Таким образом, газообразный хладагент сжимается в компрессоре 1 куполообразного типа высокого-низкого давления по первому варианту осуществления.
D) Другие
В механизме 15 сжатия спиральной камеры через зафиксированную спиральную камеру 24 и корпус 23 образован канал 46 связи. Этот канал 46 связи образован таким образом, что канал 47 на стороне спиральной камеры, образованный в виде выемки в зафиксированной спиральной камере 24, связан с каналом 48 на стороне корпуса, образованным в виде выемки в корпусе 23. Верхний конец канала 46 связи, то есть верхний конец канала 47 на стороне спиральной камеры, открывается к увеличенному вогнутому участку 42, а нижний конец канала 46 связи, то есть нижний конец канала 48 на стороне корпуса, открывается к нижней торцевой поверхности корпуса 23. Другими словами, выпускное окно 49, предназначенное для того, чтобы обеспечивать возможность хладагенту в канале 46 связи вытекать в мертвое пространство 18, сконфигурировано посредством нижнего торцевого отверстия канала 48 на стороне корпуса.
(3) Кольцо Олдема
Кольцо 39 Олдема представляет собой элемент, предназначенный для предотвращения перемещения вращающимся образом подвижной спиральной камеры 26, как описано выше, и установлено в канавки Олдема (не показаны), образованные в корпусе 23. Эти канавки Олдема имеют эллиптическую форму и расположены в корпусе 23 в положениях, обращенных друг к другу.
(4) Приводной электродвигатель
Приводной электродвигатель 16 в первом варианте осуществления представляет собой электродвигатель постоянного тока и главным образом состоит из кольцевого статора 51, прикрепленного к внутренней поверхности стенки кожуха 10, и ротора 52, вращающимся образом размещенного с незначительным промежутком (каналом воздушного промежутка) внутри статора 51. Приводной электродвигатель 16 расположен таким образом, что верхний конец торцевого витка 53, образованного на верхней стороне статора 51, находится по существу в том же самом положении по высоте, как и нижний конец опорного участка 32 корпуса 23.
Медная проволока намотана вокруг участка зубцов статора 51, и торцевой виток 53 образован выше и ниже статора. Внешняя периферийная поверхность статора 51 обеспечена вырезанными участками сердечника, которые образованы в виде выемок во множестве местоположений от верхней торцевой поверхности до нижней торцевой поверхности статора 51 с требуемыми интервалами в периферийном направлении. Канал 55 системы охлаждения электродвигателя, который продолжается в вертикальном направлении, образован посредством вырезанных участков сердечника между трубообразным кожухом 11 и статором 51.
Ротор 52 приводным образом присоединен к подвижной спиральной камере 26 механизма 15 сжатия спиральной камеры через приводной вал 17, расположенный в осевом центре трубообразного кожуха 11, таким образом, что продолжается в вертикальном направлении. Направляющая пластина 58 для направления хладагента, который вытекает из выпускного окна 49 канала 46 связи в канал 55 системы охлаждения электродвигателя, расположена в мертвом пространстве 18.
(5) Нижний коренной подшипник
Нижний коренной подшипник 60 помещен в нижнем пространстве ниже приводного электродвигателя 16. Нижний коренной подшипник 60 прикреплен к трубообразному кожуху 11, составляет опору со стороны нижнего торца приводного вала 17 и поддерживает приводной вал 17.
(6) Всасывающий патрубок
Всасывающий патрубок 19 используется для направления хладагента схемы циркуляции хладагента к механизму 15 сжатия спиральной камеры и установлен воздухонепроницаемым образом в верхнем участке 12 стенки кожуха 10. Всасывающий патрубок 19 проходит через пространство 29 низкого давления в вертикальном направлении, а внутренний концевой участок установлен в зафиксированной спиральной камере 24.
(7) Нагнетательный патрубок
Нагнетательный патрубок 20 используется для нагнетания хладагента, находящегося внутри кожуха 10, наружу из кожуха 10 и установлен воздухонепроницаемым образом в трубообразном кожухе 11 кожуха 10. Нагнетательный патрубок 20 имеет внутренний концевой участок 36, образованный в форме цилиндра, продолжающегося в вертикальном направлении, и прикреплен к нижнему концевому участку корпуса 23. Внутреннее торцевое отверстие нагнетательного патрубка 20, то есть впускное отверстие, открыто вниз.
<Способ изготовления корпуса и зафиксированной спиральной камеры>
В первом варианте осуществления корпус 23 и зафиксированную спиральную камеру 24 изготавливают с помощью следующего способа изготовления.
(1) Исходный материал
В первом варианте осуществления заготовку, к которой были добавлены C: 2,3-2,4% по весу, Si: 1,95-2,05% по весу, Mn: 0,6-0,7% по весу, P: <0,035% по весу, S: <0,04% по весу, Cr: 0,00-0,50% по весу и Ni: 0,50-1,00% по весу, использовали в качестве железосодержащего материала, то есть исходного материала, для описанных выше составляющих элементов. Как используется в данном описании, весовые отношения представляют собой отношения, относящиеся к полному количеству. Также термин "заготовка" относится к предварительно отформованному материалу, в котором железосодержащий материал, имеющий описанные выше компоненты, был временно расплавлен в плавильной печи и после этого отлит в цилиндрическую или аналогичную форму с использованием аппарата непрерывной разливки. Здесь, содержание C и Si определено таким образом, чтобы удовлетворять двум целям: достигать предела прочности на растяжение и модуля упругости при растяжении, которые больше, чем у чугуна с пластинчатым графитом, и обеспечивать соответствующую текучесть для формовки предварительно отформованной заготовки составляющего элемента (объекта, из которого изготавливают конечный составляющий элемент), имеющей сложную форму. Содержание Ni определяют так, чтобы достигать структуры металла, которая улучшает прочность структуры металла и является подходящей для предотвращения растрескивания поверхности во время формовки.
(2) Этапы изготовления
Описанные выше составляющие элементы изготавливают посредством этапа литья под давлением полурасплавленного металла, этапа термической обработки и этапа чистовой отделки. Эти этапы подробно описаны ниже.
a) Этап литья под давлением полурасплавленного металла
На этапе литья под давлением полурасплавленного металла сначала заготовку приводят в полурасплавленное состояние с помощью высокочастотного нагрева. Затем полурасплавленную заготовку вводят в заданную металлическую литейную форму, и после этого формуют в требуемую форму при прикладывании установленного давления, используя механизм литья под давлением, чтобы получить предварительно отформованную заготовку составляющего элемента. Структура металла предварительно отформованной заготовки составляющего элемента становится полностью белым чугуном, когда предварительно отформованную заготовку составляющего элемента извлекают из формы и быстро охлаждают. Предварительно отформованная заготовка составляющего элемента слегка больше, чем составляющий элемент, который будет получен в конечном счете, и предварительно отформованная заготовка составляющего элемента становится конечным составляющим элементом, когда на более позднем этапе чистовой отделки припуск на механическую обработку удаляют.
b) Этап термической обработки
На этапе термической обработки после этапа литья под давлением полурасплавленного металла предварительно отформованную заготовку составляющего элемента подвергают термической обработке. На этом этапе термической обработки структура металла предварительно отформованной заготовки составляющего элемента изменяется от структуры белого чугуна к структуре металла, состоящего из перлитовой/ферритовой основы и гранулированного графита. Графитизация и преобразование перлита структуры белого чугуна могут быть отрегулированы посредством регулирования температуры термической обработки, продолжительности выдержки, скорости охлаждения и т.п. Как описано, например, в работе "Research of Semi-Molten Iron Molding Techniques (Исследование методов формовки полурасплавленного железа)", Honda R&D Technical Review, том 14, №1, можно получить структуру металла, имеющего предел прочности на растяжение, составляющий приблизительно 500 МПа - 700 МПа, и твердость, равную приблизительно от HB 150 (число твердости по Бринеллю) (HRB 81 (преобразованная величина из таблицы пересчета твердости SAE J 417)) до HB 200 (HRB 96 (преобразованная величина из таблицы пересчета твердости SAE J 417)), выдерживая металл в течение 60 минут при 950°C, и после этого постепенно охлаждая металл в печи со скоростью охлаждения 0,05-0,10°C/с. Таким образом, структура металла является главным образом ферритовой, и поэтому мягкой, и имеет превосходную обрабатываемость. Однако во время механической обработки можно образовывать наплавленный край лопатки, и срок службы инструмента с лопаткой может быть уменьшен. Металл выдерживается в течение 60 минут при 1000°C, затем охлаждается с помощью воздушного охлаждения, выдерживается в течение требуемого отрезка времени при температуре, которая слегка ниже, чем начальная температура, и после этого охлаждается с помощью воздушного охлаждения, посредством чего может быть получена структура металла, имеющего предел прочности на растяжение, составляющий приблизительно 600 МПа - 900 МПа, и твердость, составляющую приблизительно от HB 200 (HRB 96 (преобразованная величина из таблицы пересчета твердости SAE J 417)) до HB 250 (HRB 105, HRC 26 (преобразованная величина из таблицы пересчета твердости SAE J 417; HRB 105 представляет собой опорную величину для распространения за пределы диапазона эффективного применения испытываемого типа)). В такой структуре металла вещество, твердость которого равна твердости чугуна с пластинчатым графитом, имеет такую же обрабатываемость, как чугун с пластинчатым графитом, и лучшую обрабатываемость, чем чугун шаровидного графита, имеющий такую же пластичность и ударную вязкость. Также возможен способ, в котором металл выдерживается в течение 60 минут при 1000°C, охлаждается в масле, выдерживается в течение требуемого отрезка времени при температуре, которая слегка ниже, чем начальная температура, и после этого охлаждается с помощью воздушного охлаждения, посредством чего может быть получена структура металла, имеющая предел прочности на растяжение, составляющий приблизительно 800 МПа - 1300 МПа, и твердость, составляющую приблизительно от HB 250 (HRB 105, HRC 26 (преобразованная величина из таблицы пересчета твердости SAE J 417; HRB 105 представляет собой опорную величину для распространения за пределы диапазона эффективного применения испытываемого типа)) до HB 350 (HRB 122, HRC 41 (преобразованная величина из таблицы пересчета твердости SAE J 417; HRB 122 представляет собой опорную величину для распространения за пределы диапазона эффективного применения испытываемого типа)). Такая структура металла представляет собой главным образом перлит, и поэтому твердая и имеет плохую обрабатываемость, но обладает превосходным сопротивлением истиранию. Однако имеется возможность того, что из-за чрезмерной твердости металл может повреждать другой элемент из поступательной кинематической пары.
На этапе термической обработки в первом варианте осуществления предварительно отформованную заготовку скользящего элемента подвергают термической обработке при условиях, которые приводят к твердости больше, чем HRB 90 (HB 176 (преобразованная величина из таблицы пересчета твердости SAE J 417)), но меньше, чем HRB 100 (HB 219 (преобразованная величина из таблицы пересчета твердости SAE J 417)). Очевидно, что когда изготавливают предварительно отформованную заготовку скользящего элемента, используя литье под давлением полурасплавленного металла, твердость предварительно отформованной заготовки скользящего элемента находится в пропорциональной взаимосвязи с пределом прочности на растяжение предварительно отформованной заготовки скользящего элемента, и поэтому по существу соответствует диапазону, в котором предел прочности на растяжение скользящего элемента предварительно отформованной заготовки в этом случае составляет от 600 МПа до 900 МПа.
c) Этап чистовой отделки
На этапе чистовой отделки предварительно отформованную заготовку составляющего элемента подвергают механической обработке, и составляющий элемент завершен. В первом варианте осуществления стандартная величина шероховатости поверхности (Ra) по центровой линии, проходящей через нижнюю торцевую поверхность Ps2 (см. фиг.2 и 3) зафиксированной спиральной камеры 24, составляет 0,6-1,2 мкм, а стандартная величина плоскостности этой поверхности составляет 0,01-0,03 мм. Стандартная величина шероховатости поверхности (Ra) по центровой линии, проходящей через верхнюю торцевую поверхность Ps1 (см. фиг.2 и 3) корпуса 23, составляет 0,6-1,2 мкм, а стандартная величина плоскостности этой поверхности составляет 0,01-0,03 мм. Кроме того, выполняют 0,07 мм снятие фасок на внешних концах нижней торцевой поверхности Ps2 зафиксированной спиральной камеры 24 и на внешних концах верхней торцевой поверхности Ps1 корпуса 23 (см. фиг.3).
<Способ соединения кожуха и зафиксированной спиральной камеры>
В первом варианте осуществления корпус 23 и зафиксированную спиральную камеру 24 скрепляют вместе не болтами, а посредством лазерной сварки. В частности, после коленчатого вала 17 подвижную спиральную камеру 26, кольцо 39 Олдема и другие компоненты встраивают в корпус 23, верхнюю торцевую поверхность Ps1 корпуса 23 и нижнюю торцевую поверхность Ps2 зафиксированной спиральной камеры 24 размещают вместе и сдавливают с обеих сторон. В этом состоянии излучение LS волоконного лазера, имеющее диаметр следа луча 0,3 мм, направляют так, чтобы охватить поверхность контакта. В это время положение, облучаемое излучением LS волоконного лазера, регулируют с использованием линии, проходящей по верхней поверхности скошенной поверхности зафиксированной спиральной камеры 24 или по нижней поверхности скошенной поверхности корпуса 23, как линии начала отсчета, если смотреть по направлению, в котором направлено лазерное излучение. Излучение LS волоконного лазера регулируют в отношении выходной мощности лазера и скорости сварки таким образом, чтобы количество подводимой теплоты на единицу длины в направлении распространения сварки было 50±5 (Дж/мм). В первом варианте осуществления поверхность контакта приваривают с помощью лазерной сварки по всей периферии. Поверхность контакта в первом варианте осуществления также приваривают с помощью лазерной сварки от внешней периферии к внутренней периферии. Другими словами, всю поверхность контакта приваривают с помощью лазерной сварки. В первом варианте осуществления поскольку зафиксированная спиральная камера 24 обеспечена защищающей от капель стенкой 24d, во время лазерной сварки может быть предотвращено осаждение капель на подвижной спиральной камере 26, кольце 39 Олдема, поверхности осевого давления зафиксированной спиральной камеры 24 и других компонентах.
<Действие компрессора высокого-низкого давления куполообразного типа>
Когда приводной электродвигатель 16 приводят в действие, приводной вал 17 вращается и подвижная спиральная камера двигается по кругу без вращения. На этой стадии газообразный хладагент низкого давления проходит через всасывающий патрубок 19, всасывается от периферийного края камеры 40 сжатия в камеру 40 сжатия, сжимается, поскольку вместимость камеры 40 сжатия изменяется, и становится газообразным хладагентом высокого давления. Газообразный хладагент высокого давления проходит от центра камеры 40 сжатия через нагнетательный проход 41; выпускается в пространство 45 шумоглушителя; затем проходит через канал 46 связи, канал 47 на стороне спиральной камеры, канал 48 на стороне корпуса и выпускное окно 49; вытекает в мертвое пространство 18; и протекает вниз между направляющей пластиной 58 и внутренней поверхностью трубообразного кожуха 11. Часть газообразного хладагента ответвляется и течет в периферийном направлении между направляющей пластиной 58 и приводным электродвигателем 16, когда газообразный хладагент течет вниз между направляющей пластиной 58 и внутренней поверхностью трубообразного кожуха 11. На этой стадии от него отделяется смазочное масло, смешанное с газообразным хладагентом. С другой стороны, другая часть ответвляемого газообразного хладагента протекает вниз через канал 55 системы охлаждения электродвигателя в пространство ниже электродвигателя, и затем изменяет направление на обратное и течет вверх через канал 55 системы охлаждения электродвигателя на стороне (левая сторона на фиг.1), обращенной к каналу 46 связи или каналу воздушного промежутка между статором 51 и ротором 52. После этого газообразный хладагент, который проходил через направляющую пластину 58, и газообразный хладагент, который протекал из канала воздушного промежутка или канала 55 системы охлаждения электродвигателя, объединяются в мертвом пространстве 18. Объединенный газообразный хладагент протекает от внутреннего торцевого участка 36 нагнетательного патрубка 20 в нагнетательный патрубок 20, и затем выпускается наружу из кожуха 10. Газообразный хладагент, выпускаемый наружу из кожуха 10, циркулирует через схему циркуляции хладагента, затем проходит через всасывающий патрубок 19 снова, и всасывается и сжимается в механизме 15 сжатия спиральной камеры.
<Характеристики компрессора высокого-низкого давления куполообразного типа>
(1) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления зафиксированная спиральная камера 24, изготовленная посредством литья под давлением полурасплавленного металла и содержащая 2,3-2,4% по весу углерода, прикреплена к корпусу 23 не болтами, а посредством лазерной сварки. Поэтому компрессор 1 куполообразного типа высокого-низкого давления может быть уменьшен в размере (уменьшен в диаметре), и он не теряет обычную скользящую способность или обрабатываемость.
(2) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления зафиксированная спиральная камера 24 образована посредством литья под давлением полурасплавленного металла, и ее предел прочности на растяжение отрегулирован посредством термической обработки к диапазону от 600 МПа или больше до 900 МПа или меньше. Поэтому компрессор 1 куполообразного типа высокого-низкого давления демонстрирует высокую долговечность и имеет лучшую прочность по сравнению с FC. Поэтому компрессор не повреждается с легкостью при внезапных увеличениях внутреннего давления или включении постороннего вещества. Даже если происходит повреждение, вряд ли производятся небольшие соскабливания, и трубы прочищать не требуется.
(3) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления, когда корпус 23 и зафиксированную спиральную камеру 24 сваривают с помощью лазерной сварки, излучение LS волоконного лазера регулируют в отношении выходной мощности лазера и скорости сварки таким образом, чтобы количество подводимой теплоты на единицу длины в направлении распространения сварки составляло 50±5 (Дж/мм). Поэтому в этом компрессоре 1 куполообразного типа высокого-низкого давления предел прочности на растяжение приваренного с помощью лазерной сварки участка W может поддерживаться на уровне 80% или больше, а отношение предела усталости к прочности чугуна в испытании на изгиб плоскости может быть получено равным 0,4-0,5.
(4) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления, когда корпус 23 и зафиксированную спиральную камеру 24 сваривают с помощью лазерной сварки, используют излучение LS волоконного лазера. Поэтому в этом компрессоре 1 куполообразного типа высокого-низкого давления возможно соединение с низкотемпературным вводом, потому что во время лазерной сварки достигается глубокое проплавление.
(5) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления в лазерной сварке используется излучение LS волоконного лазера, имеющее диаметр следа луча, равный 0,3 мм. Поэтому в этом компрессоре 1 высокого-низкого давления куполообразного типа дефекты проплавления, образующиеся в результате отклонений положений при сварке, могут быть предотвращены.
(6) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления стандартная величина шероховатости поверхности (Ra) по центровой линии, проходящей через нижнюю торцевую поверхность Ps2 зафиксированной спиральной камеры 24 и верхнюю торцевую поверхность Ps1 корпуса 23, составляет 0,6-1,2 мкм, а стандартная величина ее плоскостности составляет 0,01-0,03 мм. Поэтому в этом компрессоре 1 куполообразного типа высокого-низкого давления дефекты сварки могут быть предотвращены при сохранении эксплуатационных параметров, надежности и других таких характеристик.
(7) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления по существу весь участок контакта между первой поверхностью Ps1 соединения и второй поверхностью Ps2 соединения приваривают с помощью лазерной сварки. Поэтому в этом компрессоре 1 высокого-низкого давления куполообразного типа герметизация является более надежной, чем возможно при скреплении болтами, может ожидаться улучшение эксплуатационных параметров, и может быть предотвращено образование начальной точки усталостного разрушения. Поэтому этот компрессор 1 высокого-низкого давления куполообразного типа способен выполнять сжатие диоксида углерода или другого такого хладагента высокого давления.
(8) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления в лазерной сварке металл стыковой прокладки не используется. Поэтому этот компрессор 1 высокого-низкого давления куполообразного типа может быть сделан коммерчески доступным по низкой цене.
(9) В компрессоре 1 куполообразного типа высокого-низкого давления в соответствии с первым вариантом осуществления положение, облучаемое излучением LS волоконного лазера, регулируют с использованием в качестве начала отсчета линии верхней стороны скошенной поверхности зафиксированной спиральной камеры 24 или нижней стороны скошенной поверхности корпуса 23, как видно по направлению, в котором направляется лазерное излучение. Этот скос составляет 1/4 или меньше от диаметра следа луча излучения волоконного лазера. Поэтому в этом компрессоре 1 высокого-низкого давления куполообразного типа позиционные отклонения лазерного излучения или позиционные отклонения фокальной точки могут быть предотвращены.
(10) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления зафиксированная спиральная камера 24 обеспечена защищающей от капель стенкой 24d. Поэтому в этом компрессоре 1 высокого-низкого давления куполообразного типа во время лазерной сварки может быть предотвращено осаждение капель на подвижной спиральной камере 26, кольце 39 Олдема, поверхности осевого давления зафиксированной спиральной камеры 24 и других компонентах.
<Модифицированные примеры первого варианта осуществления>
(A) В первом варианте осуществления принят воздухонепроницаемый компрессор 1 высокого-низкого давления куполообразного типа, но компрессор может быть компрессором куполообразного типа высокого давления или компрессором куполообразного типа низкого давления. Компрессор также может быть полувоздухонепроницаемым или открытым компрессором.
(B) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления в качестве механизма предотвращения вращения используется кольцо 39 Олдема, но в качестве механизма предотвращения вращения также может использоваться шпилька, шаровое шарнирное соединение, кривошип или подобное устройство.
(C) В первом варианте осуществления дается пример случая, в котором компрессор 1 используется в схеме циркуляции хладагента, но применение не ограничено кондиционированием воздуха, а может быть сделано также в компрессоре, нагнетательном вентиляторе, нагнетателе, насосе или подобном устройстве, использоваться в одиночку или объединенным в систему.
(D) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления присутствует смазочное масло, но также могут использоваться самосмазывающиеся или работающие без смазки (которые могут использовать или не использовать смазочный материал) компрессор, нагнетательный вентилятор, нагнетатель или насос.
(E) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления корпус 23 и зафиксированная спиральная камера 24 образованы посредством литья под давлением полурасплавленного металла и содержат 2,3-2,4% по весу углерода, но содержание углерода также может быть 2,0% по весу или больше и 2,7% по весу или меньше.
(F) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления корпус 23 и зафиксированная спиральная камера 24 образованы посредством литья под давлением полурасплавленного металла, но корпус 23 и зафиксированная спиральная камера 24 также могут быть образованы посредством литья под давлением полутвердого металла.
(G) В лазерной сварке в соответствии с первым вариантом осуществления используется излучение LS волоконного лазера, имеющее диаметр следа луча, равный 0,3 мм, но диаметр следа луча также может быть равным 0,2 мм или больше и 0,7 мм или меньше.
(H) В лазерной сварке в соответствии с первым вариантом осуществления используется излучение волоконного лазера, но также может использоваться другой тип лазерного излучения.
(I) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления стандартная величина шероховатости поверхности (Ra) по центровой линии, проходящей через нижнюю торцевую поверхность Ps2 зафиксированной спиральной камеры 24 и верхнюю торцевую поверхность Ps1 корпуса 23, перед лазерной сваркой составляет 0,6-1,2 мкм, но стандартная величина шероховатости поверхности (Ra) по центровой линии также может быть 1,2 мкм или меньше.
(J) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления стандартная величина плоскостности нижней торцевой поверхности Ps2 зафиксированной спиральной камеры 24 и верхней торцевой поверхности Ps1 корпуса 23 перед лазерной сваркой составляет 0,01-0,03 мм, но стандартная величина плоскостности также может быть 0,03 мм или меньше.
(K) В первом варианте осуществления в компрессоре 1 высокого-низкого давления куполообразного типа корпус 23 и зафиксированная спиральная камера 24 образованы посредством литья под давлением полурасплавленного металла с использованием заготовки, имеющей содержание углерода 2,3-2,4% по весу, но цилиндр, переднюю головную часть, заднюю головную часть, среднюю пластину и другие компоненты компрессора с плавающим ротором или ротационного компрессора аналогичным образом можно образовывать посредством литья под давлением полурасплавленного металла, используя заготовку, имеющую содержание углерода 2,3-2,4% по весу, и можно приваривать с помощью лазерной сварки в такой же процедуре, как в первом варианте осуществления.
(L) Во время лазерной сварки в соответствии с первым вариантом осуществления излучение LS волоконного лазера регулируют в отношении выходной мощности лазера и скорости сварки таким образом, чтобы количество подводимой теплоты на единицу длины в направлении распространения сварки было равно 50±5 (Дж/мм), но количество подводимой теплоты может также быть равно 10 (Дж/мм) или больше и 70 (Дж/мм) или меньше.
(M) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления по существу весь участок контакта между первой поверхностью Ps1 соединения и второй поверхностью Ps2 соединения приваривают с помощью лазерной сварки. Однако достаточным является провести 50% лазерной сварки или больше от участка контакта между первой поверхностью Ps1 соединения и второй поверхностью Ps2 соединения.
(N) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления зафиксированная спиральная камера 24 обеспечена защищающей от капель стенкой 24d, но защищающей от капель стенкой 23c также может быть обеспечен корпус 23, как показано на фиг.4.
(O) В компрессоре 1 высокого-низкого давления куполообразного типа в соответствии с первым вариантом осуществления выполнены скосы 0,07 мм на внешних концах нижней торцевой поверхности зафиксированной спиральной камеры 24 и на внешних концах верхней торцевой поверхности Ps1 корпуса 23, но размер фасок также может варьироваться от больше чем 0 мм до 1/4 или меньше от диаметра следа луча лазерного излучения.
Второй вариант осуществления
Компрессор 101 с плавающим ротором в соответствии со вторым вариантом осуществления сконфигурирован главным образом из цилиндрического герметизированного кожуха 110 куполообразного типа, механизма 115 сжатия с плавающим ротором, приводного электродвигателя 116, всасывающего патрубка 119, нагнетательного патрубка 120 и клеммы 195, как показано на фиг.5. В этом компрессоре 101 с плавающим ротором аккумулятор (газожидкостный сепаратор) 190 прикреплен к кожуху 110. Составляющие элементы компрессора 101 с плавающим ротором подробно описаны ниже.
<Детали составляющих элементов компрессора с плавающим ротором>
(1) Кожух
Кожух 110 имеет по существу цилиндрический трубообразный кожух 111, чашеобразный верхний участок 112 стенки, приваренный воздухонепроницаемым образом к верхнему торцу трубообразного кожуха 111, и чашеобразную нижнюю стенку 113, приваренную воздухонепроницаемым образом к нижнему торцу трубообразного кожуха 111. Этот кожух 110 главным образом вмещает механизм 115 сжатия с плавающим ротором для сжимания газообразного хладагента, и приводной электродвигатель 116, расположенный выше механизма 115 сжатия с плавающим ротором. Механизм 115 сжатия с плавающим ротором и приводной электродвигатель 116 связаны коленчатым валом 117, расположенным таким образом, что он продолжается в вертикальном направлении внутри кожуха 110.
(2) Механизм сжатия с плавающим ротором
Механизм 115 сжатия с плавающим ротором сконфигурирован главным образом из коленчатого вала 117, поршня 121, втулки 122, передней головной части 123, блока 124 цилиндра и задней головной части 125, как показано на фиг.5 и 7. Во втором варианте осуществления передняя головная часть 123 и задняя головная часть 125 полностью соединены с блоком 124 цилиндра посредством выполнения лазерной сварки с проплавлением основного металла, соединяющей части 123b, 125b по осевому направлению 101a коленчатого вала 117. Во втором варианте осуществления механизм 115 сжатия с плавающим ротором погружен в смазочное масло L, хранящееся в нижней части кожуха 110, и смазочное масло L подается благодаря разности давлений к механизму 115 сжатия с плавающим ротором. Составляющие элементы механизма 115 сжатия с плавающим ротором подробно описаны ниже.
a) Блок цилиндра
Отверстие 124a цилиндра, всасывающее отверстие 124b, нагнетательный канал 124c, вмещающее втулку отверстие 124d, вмещающее лопатку отверстие 124e и теплоизоляционные канавки 124f образованы в блоке 124 цилиндра, как показано на фиг.5 и 6. Отверстие 124а цилиндра представляет собой цилиндрическое отверстие, которое проходит по направлению толщины пластины, как показано на фиг.5 и 6. Всасывающее отверстие 124b продолжается от внешней периферийной поверхности стенки через отверстие 124а цилиндра. Нагнетательный канал 124c образован посредством протачивания участка внутренней периферийной части цилиндрического участка, который образовывает отверстие 124а цилиндра. Вмещающее втулку отверстие 124d представляет собой отверстие, которое проходит насквозь в направлении толщины пластины и расположено между всасывающим отверстием 124b и нагнетательным каналом 124c, если смотреть в направлении толщины пластины. Вмещающее лопатку отверстие 124e представляет собой отверстие, которое проходит насквозь в направлении толщины пластины и находится в связи с вмещающим втулку отверстием 124d. Теплоизоляционные канавки 124f представляют собой множество канавок, которые образованы и в верхней, и в нижней сторонах в направлении, проходящем через отверстие 124а цилиндра, и назначение этих канавок заключается в изолировании камеры Rc1 цилиндра.
Блок 124 цилиндра установлен в передней головной части 123 и задней головной части 125 таким образом, что нагнетательный канал 124c обращен к передней головной части 123 в состоянии, в котором участок 117a вала эксцентрика коленчатого вала 117 и участок 121a ролика поршня 121 размещены в отверстии 124а цилиндра, участок 121b лопатки поршня 121 и втулка 122 размещены во вмещающем втулку отверстии 124d, а участок 121b лопатки поршня 121 размещен во вмещающем лопатку отверстии 124e (см. фиг.7). В результате камера Rc1 цилиндра образована на механизме 115 сжатия с плавающим ротором; и камера Rc1 цилиндра разделена поршнем 121 на всасывающую камеру, которая находится в связи со всасывающим отверстием 124b, и камеру нагнетания, которая находится в связи с нагнетательным каналом 124c. В этом состоянии участок 121a ролика установлен в участке 117a вала эксцентрика. В теплоизоляционных канавках 124f никакие компоненты не размещены. Теплоизоляционные канавки 124f предпочтительно настолько близки к вакууму, насколько возможно.
b) Коленчатый вал
Коленчатый вал 117 имеет на одном конце участок 117a вала эксцентрика. Коленчатый вал 117 прикреплен к ротору 152 приводного электродвигателя 116 на стороне, не обеспеченной участком 117a вала эксцентрика.
c) Поршень
Поршень 121 имеет по существу цилиндрический участок 121a ролика и участок 121b лопатки, который выступает наружу в радиальном направлении участка 121а ролика. Участок 121а ролика установлен в участке 117 вала эксцентрика коленчатого вала 117 и введен в этом состоянии в отверстие 124а цилиндра блока 124 цилиндра. Участок 121а ролика таким образом перемещается в форме движения по кругу относительно оси вращения коленчатого вала 117, когда коленчатый вал 117 вращается. Участок 121b лопатки размещен во вмещающем втулку отверстии 124d и вмещающем лопатку отверстии 124e. Участок 121b лопатки колеблется и одновременно совершает возвратно-поступательное движение в продольном направлении.
d) Втулка
Втулки 122 представляют собой по существу полуцилиндрический элемент, и размещены во вмещающем втулку отверстии 124d, чтобы поддерживать участок 121b лопатки поршня 121.
e) Передняя головная часть
Передняя головная часть 123 представляет собой элемент, который закрывает блок 124 цилиндра на стороне нагнетательного канала 124c и установлен в кожухе 110. Опорный участок 132а образован на передней головной части 123, и коленчатый вал 117 введен в опорный участок 132а. Также в передней головной части 123 образовано отверстие (не показано) для подачи к нагнетательному патрубку 120 газа хладагента, который течет через нагнетательный канал 124c, образованный в блоке 124 цилиндра. Отверстие может открываться и закрываться нагнетательным клапаном (не показан) для предотвращения обратного течения газа хладагента. Передняя головная часть 123 также обеспечена соединительной частью 123b. Соединительная часть 123b сделана более тонкой, чтобы обеспечить возможность для лазерной сварки с проплавлением основного металла, и ее толщина составляет 2 мм. Во втором варианте осуществления термин "соединительная часть 123b", в частности, относится к области в передней головной части 123, которая соответствует области, разнесенной по направлению наружу на 2 мм или больше от внутренней периферийной поверхности отверстия 124а цилиндра блока 124 цилиндра.
f) Задняя головная часть
Задняя головная часть 125 закрывает блок 124 цилиндра на стороне, противоположной нагнетательному каналу 124c. На задней головной части 125 образован опорный участок 125а, и в опорный участок 125а введен коленчатый вал 117. Задняя головная часть 125 также обеспечена соединительной частью 125b. Подобно опорному участку 132а передней головной части 123 соединительная часть 125b сделана более тонкой, чтобы обеспечить возможность для лазерной сварки с проплавлением основного металла, и ее толщина составляет 2 мм. Во втором варианте осуществления термин "соединительная часть 125b", в частности, относится к области в задней головной части 125, которая соответствует области, разнесенной по направлению наружу на 2 мм или больше от внутренней периферийной поверхности отверстия 124а цилиндра блока 124 цилиндра.
(3) Приводной электродвигатель
Приводной электродвигатель 116 во втором варианте осуществления представляет собой электродвигатель постоянного тока и главным образом состоит из кольцевого статора 151, прикрепленного к внутренней поверхности стенки кожуха 110, и ротора 152, вращающимся образом размещенного с незначительным промежутком (каналом воздушного промежутка) на внутренней периферийной поверхности статора 151.
Медная проволока намотана вокруг участка зубцов (не показан) статора 151, и торцевой виток 153 образован выше и ниже статора. Внешняя периферийная поверхность статора 151 обеспечена вырезанными участками сердечника (не показаны), которые образованы в виде выемки во множестве местоположений от верхней торцевой поверхности до нижней торцевой поверхности статора 151 с требуемыми интервалами в периферийном направлении.
Коленчатый вал 117 прикреплен по оси вращения к ротору 152.
(4) Всасывающий патрубок
Всасывающий патрубок 119 обеспечен так, что проходит через кожух 110 и имеет один конец, который установлен во всасывающем отверстии 124b, образованном в блоке 124 цилиндра, и другой конец, который установлен в аккумуляторе 190.
(5) Нагнетательный патрубок
Нагнетательный патрубок 120 обеспечен так, что проходит через верхний участок 112 стенки кожуха 110.
(6) Клемма
Клемма 195 сконфигурирована главным образом из штыревых контактов 195a клеммы и корпусов 195b клеммы, как показано на фиг.5. Штыревые контакты 195a клеммы поддерживаются корпусами 195b клеммы, а корпуса 195b клеммы введены и приварены к верхнему участку 112 стенки кожуха 110. Проволочный вывод (не показан), продолжающийся от торцевого витка 153, подсоединен к сторонам штыревых контактов 195a клеммы внутри кожуха 110, и внешний источник энергии (не показан) подсоединен к сторонам штыревых контактов 195a клеммы снаружи кожуха 110.
<Способ изготовления основных компонентов>
В компрессоре с плавающим ротором 1 в соответствии со вторым вариантом осуществления поршень 121, блок 124 цилиндра, переднюю головную часть 123, заднюю головную часть 125 и коленчатый вал 117 изготавливают в соответствии со следующим способом изготовления.
(1) Исходный материал
Используются такие же железосодержащие материалы, как и в первом варианте осуществления.
(2) Этапы изготовления
Основные компоненты в соответствии со вторым вариантом осуществления изготавливают таким же образом, как компоненты в соответствии с первым вариантом осуществления. На этапе закалки устройство высокочастотного нагрева (не показано) вводят во вмещающее втулку отверстие 124d, и блок 124 цилиндра подвергают обработке закалки таким образом, чтобы твердость периферийного участка вмещающего втулку отверстия 124d находилась в диапазоне от величины больше HRC 50 до величины меньше HRC 65.
<Сборка механизма сжатия с плавающим ротором>
Во втором варианте осуществления механизм 115 сжатия с плавающим ротором изготавливают через этап зажимания и этап лазерной сварки с проплавлением основного металла.
На этапе зажимания в состоянии, в котором участок 117а вала эксцентрика коленчатого вала 117 и участок 121а ролика размещены в отверстии 124а цилиндра, головные части 123, 125 устанавливают так, чтобы они были расположены впереди и зажаты в блоке 124 цилиндра. На этом этапе зажимания передняя головная часть 123 и задняя головная часть 125 могут быть зажаты в блоке 124 цилиндра одновременно, или сначала может быть зажата любая одна из головных частей 123, 125. В случаях, в которых зажата только одна из головных частей 123, 125, одну головную часть 123 присоединяют посредством лазерной сварки с проплавлением основного металла к блоку 124 цилиндра, а затем зажимают другую из головных частей 123, 125 и присоединяют посредством лазерной сварки с проплавлением основного металла. На этапе лазерной сварки с проплавлением основного металла лучи LS лазерного излучения направляют от направления, показанного стрелками, изображенными на фиг.8 сплошными линиями, на головные части 123, 125, зажатые в блоке 124 цилиндра, и головные части 123, 125 присоединяют посредством лазерной сварки с проплавлением основного металла к блоку 124 цилиндра. Во втором варианте осуществления выходную мощность лазера устанавливают на величину 4-5 кВт. Во втором варианте осуществления положения Pw шва при сварке головных частей 123, 125 представляют собой положения на головных частях 123, 125, соответствующие областям между отверстием 124а цилиндра и теплоизоляционными канавками 124f в блоке 124 цилиндра, или, более точно, положения на головных частях 123, 125, соответствующие положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 124а цилиндра в блоке 124 цилиндра, и положения на головных частях 123, 125, соответствующие областям, находящимся дальше, чем теплоизоляционные канавки 124f в блоке 124 цилиндра, как показано на фиг.9. Чтобы гарантировать, что поршень 121 будет колебаться, и что втулка 122 будет вращаться, лазерную сварку с проплавлением основного металла не выполняют в положениях, соответствующих участку 121b лопатки поршня 121 и втулке 122. Во втором варианте осуществления в сборке механизма 115 сжатия с плавающим ротором никакие болты не используются.
<Действие компрессора с плавающим ротором>
Когда приводной электродвигатель 116 приводят в действие, участок 117 вала эксцентрика вращается с эксцентриситетом вокруг коленчатого вала 117, и участок 121а ролика, установленный поверх участка 117а вала эксцентрика, поворачивается с его внешней периферийной поверхностью, находящейся в контакте с внутренней периферийной поверхностью камеры Rc1 цилиндра. Когда участок 121а ролика поворачивается внутри камеры Rc1 цилиндра, участок 121b лопатки продвигается и извлекается, в то время как он поддерживается с обеих сторон втулкой 122. Затем газ хладагента низкого давления втягивается во всасывающую камеру через впускное окно 119 и сжимается до высокого давления в камере нагнетания, и после этого газ хладагента высокого давления нагнетается через нагнетательный канал 124c.
<Характеристики компрессора с плавающим ротором>
(1) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления головные части 123, 125 присоединены к блоку 124 цилиндра посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 124а цилиндра. Поэтому в этом компрессоре 101 с плавающим ротором головные части 123, 125 могут быть присоединены к блоку 124 цилиндра без использования болтов для образования механизма 115 сжатия с плавающим ротором. Следовательно, в этом компрессоре 101 с плавающим ротором деформация соединения, вызываемая скреплением болтами, может быть предотвращена, и диаметр может быть уменьшен. В результате с этим компрессором 101 с плавающим ротором деформация в механизме 115 сжатия с плавающим ротором может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
(2) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления головные части 123, 125 сделаны более тонкими, чтобы обеспечить возможность соединения посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 124а цилиндра. Поэтому в этом компрессоре 101 с плавающим ротором головные части 123, 125 могут быть присоединены к блоку 124 цилиндра посредством лазерной сварки с проплавлением основного металла.
(3) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления головные части 123, 125 соединены с блоком 124 цилиндра посредством лазерной сварки с проплавлением основного металла по осевому направлению 101a коленчатого вала 117. Поэтому в этом компрессоре 101 с плавающим ротором головные части 123, 125 могут быть легко присоединены к блоку 124 цилиндра.
(4) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления передняя головная часть 123 и задняя головная часть 125 присоединены к блоку 124 цилиндра посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих областям между отверстием 124а цилиндра и теплоизоляционными канавками 124f блока 124 цилиндра, и в положениях, соответствующих областям, находящимся дальше, чем теплоизоляционные канавки 124f блока 124 цилиндра. Поэтому в этом компрессоре 101 с плавающим ротором в теплоизоляционных канавках 124f может быть обеспечена воздухонепроницаемость. Следовательно, с этим компрессором 101 с плавающим ротором неоднородность в коэффициенте подачи среди готовой продукции может быть уменьшена.
(5) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления передняя головная часть 123, задняя головная часть 125 и блок 124 цилиндра образованы посредством литья под давлением полурасплавленного металла. Поэтому в этом компрессоре 101 с плавающим ротором, в дополнение к использованию лазерной сварки для соединения головных частей 123, 125 с блоком 124 цилиндра блоку 124 цилиндра и участку 121а ролика придаются хорошие характеристики приработки, в блоке 124 цилиндра и головных частях 123, 125 получена достаточная прочность на сжатие и т.п.
(6) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления в сборке механизма 115 сжатия с плавающим ротором не используются никакие болты. Следовательно, в этом компрессоре 101 с плавающим ротором в передней головной части 123, блоке 124 цилиндра и задней головной части 125 нет необходимости обеспечивать болтовые отверстия. Поэтому компрессор 101 с плавающим ротором может быть уменьшен в диаметре. Поскольку стоимость болтов, которые использовали в прошлом, не оказывает влияния, стоимость производства компрессора 101 с плавающим ротором уменьшается.
<Модифицированные примеры второго варианта осуществления>
(A) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления головные части 123, 125 присоединяют к блоку 124 цилиндра посредством лазерной сварки с проплавлением основного металла, чтобы собрать механизм 115 сжатия с плавающим ротором. Этот тип метода сборки также можно применять к блоку цилиндра 224 и головным частям (не показанным, но таким же, как головные части 123, 125 в соответствии со вторым вариантом осуществления) ротационного компрессора 201, такого как показан на фиг.11. Другими словами, передняя головная часть и задние головные части ротационного компрессора 201 могут быть присоединены к блоку 224 цилиндра посредством лазерной сварки с проплавлением основного металла и присоединены в положениях, соответствующих положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 224a цилиндра в блоке 224 цилиндра (эти положения должны быть в пределах областей, соответствующих областям между отверстием 224a цилиндра и теплоизоляционными канавками 224f в блоке 224 цилиндра), и в положениях, соответствующих областям, находящимся дальше, чем теплоизоляционные канавки 224f в блоке 224 цилиндра. На фиг.10 и 11 символ 217 обозначает коленчатый вал, 217a обозначает участок вала эксцентрика коленчатого вала, 221 обозначает ролик, 222 обозначает лопасть, 223 обозначает пружину, 224b обозначает всасывающее отверстие, 224c обозначает нагнетательный канал, 224d обозначает вмещающее лопасть отверстие, а Rc2 обозначает камеру цилиндра.
(B) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления лазерную сварку с проплавлением основного металла главным образом выполняют не непрерывным образом в положениях в головных частях 123, 125, соответствующих областям между отверстием 124а цилиндра и теплоизоляционными канавками 124f в блоке 124 цилиндра, и в положениях в головных частях 123, 125, соответствующих областям, находящимся дальше, чем теплоизоляционные канавки 124f в блоке 124 цилиндра; и головные части 123, 125 присоединяют к блоку 124 цилиндра. Однако лазерную сварку с проплавлением основного металла можно выполнять непрерывно, как показано на фиг.12. Воздухонепроницаемость между отверстием 124а цилиндра и теплоизоляционными канавками 124f таким образом может быть улучшена, как и воздухонепроницаемость в теплоизоляционных канавках 124f.
(C) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления лучи LS лазерного излучения направляют по оси 101a коленчатого вала 117, но направление лучей LS лазерного излучения также может быть наклонным относительно оси 101a коленчатого вала 117, как показано на фиг.13.
(D) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления головные части 123, 125 присоединяют к блоку 124 цилиндра посредством лазерной сварки с проплавлением основного металла. Однако сквозные канавки 123c, 125c могут быть обеспечены, как показано на фиг.14, в положениях в головных частях 123, 125, соответствующих положениям между отверстием 124а цилиндра и теплоизоляционными канавками 124f в блоке 124 цилиндра, и в положениях в головных частях 123, 125, соответствующих областям, находящимся дальше, чем теплоизоляционные канавки 124f в блоке 124 цилиндра; и стенки этих сквозных канавок 123c, 125c могут быть приварены к блоку 124 цилиндра посредством лазерной сварки с угловым сварным швом. В таких случаях лазерную сварку можно выполнять с использованием стыковой прокладки, или лазерную сварку можно выполнять без использования стыковой прокладки.
(E) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления теплоизоляционные канавки 124f образованы и на верхней, и на нижней сторонах, но теплоизоляционные канавки также можно образовывать через направление толщины пластины, как проходит отверстие 124а цилиндра.
(F) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления четыре теплоизоляционные канавки 124f образованы по отдельности, но теплоизоляционные канавки также можно образовывать таким образом, чтобы все теплоизоляционные канавки были связаны друг с другом.
(G) Компрессор 101 с плавающим ротором в соответствии со вторым вариантом осуществления представляет собой компрессор с плавающим ротором типа компрессора с единственным цилиндром, но метод сборки механизма 115 сжатия с плавающим ротором в соответствии с настоящим изобретением также можно применять для компрессора с плавающим ротором двухцилиндрового типа или для ротационного компрессора.
(H) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления блок 124 цилиндра может быть обеспечен теплоизоляционными канавками 124f, но также может быть не обеспечен теплоизоляционными канавками 124f (см. фиг.15). В таких случаях передняя головная часть 123 может быть присоединена к блоку 124 цилиндра посредством лазерной сварки с проплавлением основного металла только в положениях, соответствующих положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 124а цилиндра в блоке 124 цилиндра, как показано на фиг.15. Задняя головная часть 125 также не обязательно должна иметь соединительную часть 125b, как показано на фиг.15. В таких случаях задняя головная часть 125 может быть присоединена с помощью сварки с угловым швом к блоку 124 цилиндра в положениях, разнесенных по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия 124а цилиндра блока 124 цилиндра. В таких случаях лазерную сварку можно выполнять с использованием стыковой прокладки, или лазерную сварку можно выполнять без использования стыковой прокладки.
(I) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления головные части 123, 125 присоединяют к блоку 124 цилиндра посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 124а цилиндра в блоке 124 цилиндра, но лазерную сварку с проплавлением основного металла также можно выполнять в положениях в головных частях 123, 125, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия 124а цилиндра в блоке 124 цилиндра.
(J) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления части 123b, 125b соединения передней головной части 123 и задней головной части 125 имеют толщину 2 мм, а выходная мощность лазера во время лазерной сварки с проплавлением основного металла составляет 4-5 кВт. Однако, если выходная мощность лазера составляет 4-5 кВт, толщина соединительных частей 123b, 125b может быть 3 мм или меньше. В случаях, в которых выходная мощность лазера может быть увеличена, толщина соединительных частей 123b, 125b может быть больше 3 мм. Толщину можно уменьшать, если выходная мощность лазера не может быть увеличена свыше 4 кВт.
(H) В компрессоре 101 с плавающим ротором в соответствии со вторым вариантом осуществления механизм 115 сжатия с плавающим ротором собирают без болтов. Однако в сборке механизма 115 сжатия с плавающим ротором в дополнение к лазерной сварке с проплавлением основного металла болты также можно использовать.
Третий вариант осуществления
Компрессор 301 с плавающим ротором в соответствии с третьим вариантом осуществления представляет собой компрессор с плавающим ротором двухцилиндрового типа и сконфигурирован главным образом из цилиндрического воздухонепроницаемого кожуха 310 куполообразного типа, механизма 315 сжатия с плавающим ротором, приводного электродвигателя 316, всасывающего патрубка 319, нагнетательного патрубка 320 и клеммы (не показана), как изображено на фиг.16. В этом компрессоре 301 с плавающим ротором аккумулятор (газожидкостный сепаратор) 390 прикреплен к кожуху 310. Составляющие элементы этого компрессора 301 с плавающим ротором подробно описаны ниже.
<Детали конструктивных компонентов компрессора с плавающим ротором>
(1) Кожух
Кожух 310 имеет по существу цилиндрический трубообразный кожух 311, чашеобразный верхний участок 312 стенки, приваренный воздухонепроницаемым образом к верхнему торцу трубообразного кожуха 311, и чашеобразную нижнюю стенку 313, приваренную воздухонепроницаемым образом к нижнему торцу трубообразного кожуха 311. Этот кожух 310 главным образом вмещает механизм 315 сжатия с плавающим ротором для сжимания газообразного хладагента и приводной электродвигатель 316, расположенный выше механизма 315 сжатия с плавающим ротором. Механизм 315 сжатия с плавающим ротором и приводной электродвигатель 316 соединены с помощью коленчатого вала 317, расположенного так, что продолжается в вертикальном направлении внутри кожуха 310.
(2) Механизм сжатия с плавающим ротором
Механизм 315 сжатия с плавающим ротором сконфигурирован главным образом из передней головной части 323, первого блока 324 цилиндра, средней пластины 327, второго блока 326 цилиндра, задней головной части 325, коленчатого вала 317, поршня 321 и втулки 322, как показано на фиг.16 и 18. В третьем варианте осуществления передняя головная часть 323, первый блок 324 цилиндра, средняя пластина 327, второй блок 326 цилиндра и задняя головная часть 325 полностью соединены посредством лазерной сварки с проплавлением основного металла. В третьем варианте осуществления механизм 315 сжатия с плавающим ротором погружен в смазочное масло, удерживаемое в нижней части кожуха 310, и смазочное масло L подается к механизму 315 сжатия с плавающим ротором благодаря разности давлений. Составляющие элементы механизма 315 сжатия с плавающим ротором подробно описаны ниже.
a) Первый блок цилиндра
В первом блоке 324 цилиндра образовано отверстие 324a цилиндра, всасывающее отверстие 324b, нагнетательный канал 324c, вмещающее втулку отверстие 324d, вмещающее лопатку отверстие 324e и теплоизоляционные канавки 324f, как показано на фиг.17. Отверстие 324а цилиндра представляет собой сквозное цилиндрическое отверстие, которое образовано по направлению толщины пластины, как показано на фиг.16 и 17. Всасывающее отверстие 324b проходит через отверстие 324а цилиндра от внешней периферийной поверхности стенки. Нагнетательный канал 324c образован посредством снабженного выемкой участка внутренней периферийной стороны цилиндра, образующей отверстие 324а цилиндра. Вмещающее втулку отверстие 324d представляет собой сквозное отверстие, которое образовано по направлению толщины пластины и расположено между всасывающим отверстием 324b и нагнетательным каналом 324c, как видно по направлению толщины пластины. Вмещающее лопатку отверстие 324e представляет собой сквозное отверстие, которое образовано по направлению толщины пластины и связано с вмещающим втулку отверстием 324d. Теплоизоляционные канавки 324f представляют собой множество канавок, образованных в направлении, проходящем через отверстие 324а цилиндра, назначение которых заключается в изолировании камеры Rc3 цилиндра. Первый блок 324 цилиндра также обеспечен соединительными частями 328 внутри теплоизоляционных канавок 324f на конце, противоположном стороне, на которой образован нагнетательный канал 324c (см. фиг.17). Соединительные части 328 обеспечены за одно целое с первым блоком 324 цилиндра. Эти соединительные части 328 сделаны более тонкими, чтобы обеспечить возможность соединения посредством лазерной сварки с проплавлением основного металла.
В первом блоке 324 цилиндра участок 317a вала эксцентрика коленчатого вала 317 и участок 321a ролика поршня 321 размещены в отверстии 324а цилиндра; участок 321b лопатки поршня 321 и втулка 322 размещены во вмещающем втулку отверстии 324d; а участок 321b лопатки поршня 321 размещен во вмещающем лопатку отверстии 324e. В этом состоянии первый блок 324 цилиндра присоединен к передней головной части 323 и средней пластине 327 таким образом, что нагнетательный канал 324c обращен к передней головной части 323 (см. фиг.18). В результате в механизме 315 сжатия с плавающим ротором образована третья камера Rc3 цилиндра, и эта третья камера Rc3 цилиндра разделена поршнем 321 на всасывающую камеру, сообщающуюся со всасывающим отверстием 324b, и камеру нагнетания, сообщающуюся с нагнетательным каналом 324c.
b) Второй блок цилиндра
Подобно первому блоку 324 цилиндра во втором блоке 326 цилиндра образованы отверстие 326а цилиндра, всасывающее отверстие 326b, нагнетательный канал 326c, вмещающее втулку отверстие 326d, вмещающее лопатку отверстие 326e и теплоизоляционные канавки 326f, как показано на фиг.17. Отверстие 326а цилиндра представляет собой цилиндрическое сквозное отверстие, образованное по направлению толщины пластины, как показано на фиг.16 и 17. Всасывающее отверстие 326b проходит через отверстие 326а цилиндра от внешней периферийной поверхности стенки. Нагнетательный канал 326c образован посредством образования выемки в участке внутренней периферийной стороны участка цилиндра, которая образует отверстие 326а цилиндра. Вмещающее втулку отверстие 326d представляет собой сквозное отверстие, образованное по направлению толщины пластины и расположенное между всасывающим отверстием 326b и нагнетательным каналом 326c, как видно по направлению толщины пластины. Вмещающее лопатку отверстие 326e представляет собой сквозное отверстие, образованное по направлению толщины пластины и сообщающееся с вмещающим втулку отверстием 326d. Теплоизоляционные канавки 326f представляют собой множество канавок, образованных в направлении, проходящем через отверстие 326а цилиндра, назначение которых заключается в изолировании камеры Rc4 цилиндра. Второй блок 326 цилиндра также обеспечен соединительными частями 328 внутри теплоизоляционных канавок 326f на конце, противоположном стороне, на которой образован нагнетательный канал 326c (см. фиг.16). Соединительные части 328 обеспечены за одно целое со вторым блоком 326 цилиндра. Эти соединительные части 328 сделаны более тонкими, чтобы обеспечить возможность соединения посредством лазерной сварки с проплавлением основного металла.
В этом втором блоке 326 цилиндра участок 317b вала эксцентрика коленчатого вала 317 и участок 321а ролика поршня 321 размещены в отверстии 326а цилиндра, участок 321b лопатки поршня 321 и втулка 322 размещены во вмещающем втулку отверстии 326d, а участок 321b лопатки поршня 321 размещен во вмещающем лопатку отверстии 326e. В этом состоянии второй блок 326 цилиндра установлен в задней головной части 325 и средней пластине 327 таким образом, что нагнетательный канал обращен к задней головной части 325 (см. фиг.18). В результате в механизме 315 сжатия с плавающим ротором образована четвертая камера Rc4 цилиндра, и эта четвертая камера Rc4 цилиндра разделена поршнем 321 на всасывающую камеру, сообщающуюся со всасывающим отверстием 326b, и камеру нагнетания, сообщающуюся с нагнетательным каналом 326c.
c) Коленчатый вал
Коленчатый вал 317 имеет два участка 317a, 317b вала эксцентрика, обеспеченные на одном из концевых участков. Два участка 317a, 317b вала эксцентрика образованы таким образом, чтобы их оси эксцентрика были обращены друг к другу через центральную ось коленчатого вала 317. Коленчатый вал 317 прикреплен к ротору 352 приводного электродвигателя 316 на стороне, на которой участки 317a, 317b вала эксцентрика не обеспечены.
d) Поршень
Поршень 321 имеет по существу цилиндрический участок 321а ролика и участок 321b лопатки, который выступает наружу в радиальном направлении участка 321а ролика. Участок 321а ролика установлен в участках 317a, 317b вала эксцентрика коленчатого вала 317 и введен в этом состоянии в отверстия 324а, 326a цилиндров блоков 324, 326 цилиндров. Участок 321а ролика таким образом перемещается в виде движения по кругу относительно оси вращения коленчатого вала 317, когда коленчатый вал 317 вращается. Участок 321b лопатки размещен во вмещающих втулку отверстиях 324d, 326d и вмещающих лопатку отверстиях 324e, 326e. Участок 321b лопатки таким образом колеблется и одновременно совершает возвратно-поступательное движение в продольном направлении.
e) Втулка
Втулки 322 являются по существу полуцилиндрическими элементами и размещены во вмещающих втулки отверстиях 324d, 326d, чтобы поддерживать участок 321b лопатки поршня 321.
f) Передняя головная часть
Передняя головная часть 323 представляет собой элемент, который закрывает первый блок 324 цилиндра на стороне, обращенной к нагнетательному каналу 324d, и присоединен к кожуху 310. На передней головной части 323 образован опорный участок 323а, и в этот опорный участок 323а введен коленчатый вал 317. Также в передней головной части 323 образовано отверстие (не показано) для подачи в нагнетательный патрубок 320 газа хладагента, который протекает по нагнетательному каналу 324c, образованному в первом блоке 324 цилиндра. Отверстие может открываться и закрываться нагнетательным клапаном (не показан), чтобы предотвращать обратное течение газа хладагента. Передняя головная часть 323 также обеспечена соединительной частью 323b. Соединительная часть 323b сделана более тонкой, чтобы обеспечить возможность соединения посредством лазерной сварки с проплавлением основного металла, и ее толщина составляет 2 мм. В третьем варианте осуществления термин "соединительная часть 323b", в частности, относится к области в передней головной части 323, которая соответствует области, разнесенной по направлению наружу на 2 мм или больше от внутренней периферийной поверхности отверстия 324а цилиндра первого блока 324 цилиндра.
g) Задняя головная часть
Задняя головная часть 325 закрывает второй блок 326 цилиндра на стороне нагнетательного канала 326c. На задней головной части 325 образован опорный участок 325a, и коленчатый вал 317 введен в опорный участок 325a. Также в заднем головной части 325 образовано отверстие (не показано) для подачи газа хладагента, который протекает по нагнетательному каналу 326c, образованному во втором блоке 326 цилиндра, в нагнетательный патрубок 320. Это отверстие открывается и закрывается нагнетательным клапаном (не показан), чтобы предотвращать обратное течение газа хладагента. Задняя головная часть 325 также обеспечена соединительной частью 325b. Подобно соединительной части 323a передней головной части 323 соединительная часть 325b сделана более тонкой, чтобы обеспечить возможность соединения посредством лазерной сварки с проплавлением основного металла, и ее толщина составляет 2 мм. В третьем варианте осуществления термин "соединительная часть 325b", в частности, относится к области в задней головной части 325, которая соответствует области, разнесенной по направлению наружу на 2 мм или больше от внутренней периферийной поверхности отверстия 326а цилиндра второго блока 326 цилиндра.
h) Средняя пластина
Средняя пластина 327 расположена между первым блоком 324 цилиндра и вторым блоком 326 цилиндра и разделяет третью камеру Rc3 цилиндра и четвертую камеру Rc4 цилиндра. В третьем варианте осуществления местоположения, в которых средняя пластина 327 подвергается лазерной сварке с проплавлением основного металла, имеют толщину 2 мм.
(3) Приводной электродвигатель
Приводной электродвигатель 316 в третьем варианте осуществления представляет собой электродвигатель постоянного тока и главным образом состоит из кольцевого статора 351, прикрепленного к внутренней поверхности стенки кожуха 310, и ротора 352, вращающимся образом размещенного с незначительным промежутком (каналом воздушного промежутка) внутри статора 351.
Медная проволока намотана вокруг участка зубцов (не показан) статора 351, и торцевой виток 353 образован выше и ниже статора. Внешняя периферийная поверхность статора 351 обеспечена вырезанными участками сердечника (не показаны), которые образованы в виде выемки во множестве местоположений от верхней торцевой поверхности до нижней торцевой поверхности статора 351 с требуемыми интервалами в периферийном направлении.
Коленчатый вал 317 прикреплен по оси вращения к ротору 352.
(4) Всасывающий патрубок
Всасывающий патрубок 319 обеспечен таким образом, что он проходит через кожух 310 и имеет один конец, который установлен во всасывающие отверстия 324b, 326b, образованные в первом блоке 324 цилиндра и втором блоке 326 цилиндра, а другой конец установлен в аккумулятор 390.
(5) Нагнетательный патрубок
Нагнетательный патрубок 320 обеспечен таким образом, что проходит через верхний участок 312 стенки кожуха 310.
(6) Клемма
Клемма (не показана) сконфигурирована главным образом из штыревых контактов клеммы (не показаны) и корпусов клеммы (не показаны). Штыревые контакты клеммы поддерживаются корпусами клеммы, а корпуса клеммы установлены и приварены к верхнему участку 312 стенки кожуха 310. Проволочный вывод (не показан), продолжающийся от торцевого витка 353, подсоединен к сторонам штыревых контактов клеммы внутри кожуха 310, а снаружи кожуха 310 к сторонам штыревых контактов клеммы подсоединен внешний источник энергии (не показан).
<Способ изготовления основных компонентов>
В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления поршень 321, блоки 324, 326 цилиндров, переднюю головную часть 323, заднюю головную часть 325, среднюю пластину 327 и коленчатый вал 317 изготавливают таким же образом, как во втором варианте осуществления.
<Сборка механизма сжатия с плавающим ротором>
В третьем варианте осуществления механизм 315 сжатия с плавающим ротором изготавливают через этап соединения блоков цилиндров/средней пластины и этап соединения блоков цилиндров/головной части.
На этапе соединения блоков цилиндров/средней пластины блоки 324, 326 цилиндров прижимают к средней пластине 327 таким образом, чтобы образовался контакт между соединительными частями 328 и средней пластиной 327. В этом состоянии соединительные части 328 блоков 324, 326 цилиндров облучают лучами LS лазерного излучения по осевому направлению 301a коленчатого вала 317 (показано стрелками, изображенными сплошными линиями на фиг.19), и соединительные части 328 присоединяют посредством лазерной сварки с проплавлением основного металла к средней пластине 327. В третьем варианте осуществления выходную мощность лазера устанавливают на величину 4-5 кВт. В третьем варианте осуществления положения Pw шва при сварке соединительных частей 328 являются такими, как показано жирными штриховыми линиями на фиг.20. На этапе соединения блоков цилиндров/средней пластины блоки 324, 326 цилиндров могут быть присоединены посредством лазерной сварки с проплавлением основного металла к средней пластине 327 в состоянии, в котором участки 317a, 317b вала эксцентрика коленчатого вала 317 и участок 321а ролика размещены в отверстиях 324а, 326a цилиндров, или блоки 324, 326 цилиндров могут быть присоединены посредством лазерной сварки с проплавлением основного металла к средней пластине 327 в состоянии, в котором участки 317a, 317b вала эксцентрика коленчатого вала 317 и участок 321а ролика не размещены в отверстиях 324а, 326a цилиндров. В последнем случае, после того, как лазерная сварка с проплавлением основного металла завершена, коленчатый вал 317 вводят в сборку таким образом, чтобы участки 317a, 317b вала эксцентрика коленчатого вала 317 и участок 321а ролика были размещены в отверстиях 324а, 326a цилиндров.
На этапе соединения блоков цилиндров/головных частей, головные части 323, 325 прижимают к блокам 324, 326 цилиндров. В этом состоянии головные части 323, 325 облучают лучами LS лазерного излучения по осевому направлению 301a коленчатого вала 317 (показано стрелками, изображенными сплошными линиями на фиг.19), и головные части 323, 325 присоединяют посредством лазерной сварки с проплавлением основного металла к блокам 324, 326 цилиндров. В третьем варианте осуществления положения Pw шва при сварке головных частей 323, 325 представляют собой положения на головных частях 323, 325, соответствующие положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 324а цилиндра в блоке 324 цилиндра, и положениям на головных частях 323, 325, соответствующим областям, находящимся дальше, чем теплоизоляционные канавки 324f в блоке 324 цилиндра, как показано на фиг.20. Положения на головных частях 323, 325, соответствующие положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 324а цилиндра в блоке 324 цилиндра, расположены в пределах областей, соответствующих областям в блоке 324 цилиндра между отверстием 324а цилиндра и теплоизоляционными канавками 324f. Чтобы гарантировать, что поршень 321 будет колебаться, и что втулка 322 будет вращаться, лазерную сварку с проплавлением основного металла не выполняют в положениях, соответствующих участку 321b лопатки поршня 321 и втулке 322. В третьем варианте осуществления в сборке механизма 315 сжатия с плавающим ротором никакие болты не используются.
<Действие компрессора с плавающим ротором>
Когда приводной электродвигатель 316 приводят в действие, участки 317a, 317b вала эксцентрика вращаются с эксцентриситетом вокруг коленчатого вала 317, и участок 321а ролика, установленный поверх этих участков 317a, 317b вала эксцентрика, поворачивается, в то время как его внешняя периферийная поверхность находится в контакте с внутренними периферийными поверхностями камер Rc3, Rc4 цилиндров. Когда участок 321а ролика поворачивается внутри камер Rc3, Rc4 цилиндров, участок 321b лопатки продвигается и извлекается, в то время как он удерживается втулкой 322 с обеих сторон. Затем газ хладагента низкого давления втягивается во всасывающую камеру через всасывающий патрубок 319 и сжимается до высокого давления в камере нагнетания, и после этого газ хладагента высокого давления выпускается через нагнетательные каналы 324c, 326c.
<Характеристики компрессора с плавающим ротором>
(1) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления головные части 323, 325 присоединены к блокам 324, 326 цилиндров посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 324а цилиндра. В этом компрессоре 301 с плавающим ротором соединительные части 328 блоков 324, 326 цилиндров также подвергаются лазерной сварке с проплавлением основного металла, таким образом присоединяя блоки 324, 326 цилиндров к средней пластине 327. Поэтому в этом компрессоре 301 с плавающим ротором головные части 323, 325 могут быть присоединены к блокам 324, 326 цилиндров без использования болтов, чтобы создать механизм 315 сжатия с плавающим ротором двухцилиндрового типа. Следовательно, в этом компрессоре 301 с плавающим ротором деформация соединения, вызываемая скреплением болтами, может быть предотвращена, и диаметр может быть уменьшен. В результате с этим компрессором 301 с плавающим ротором деформация в механизме 315 сжатия с плавающим ротором может быть исключена, в то время как производственные затраты снижаются, и, кроме того, компрессор может быть уменьшен в диаметре.
(2) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления головные части 323, 325 сделаны более тонкими, чтобы обеспечить возможность присоединения посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих положениям, разнесенным по направлению наружу на 3 мм от внутренних периферийных поверхностей отверстий 324а, 326a цилиндров. Поэтому в этом компрессоре 301 с плавающим ротором головные части 323, 325 могут быть присоединены к блокам 324, 326 цилиндров посредством лазерной сварки с проплавлением основного металла.
(3) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления головные части 323, 325 соединены с блоками 324, 326 цилиндров посредством лазерной сварки с проплавлением основного металла по осевому направлению 301a коленчатого вала 317. Поэтому в этом компрессоре 301 с плавающим ротором головные части 323, 325 легко могут быть присоединены к блокам 324, 326 цилиндров.
(4) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления передняя головная часть 323 и задняя головная часть 325 присоединены посредством лазерной сварки с проплавлением основного металла к блокам 324, 326 цилиндров в положениях, соответствующих положениям между отверстиями 324а, 326a цилиндров и теплоизоляционными канавками 324f, 326f блоков 324, 326 цилиндров, и в положениях, соответствующих областям, находящимся дальше, чем теплоизоляционные канавки 324f, 326f блоков 324, 326 цилиндров. Поэтому в этом компрессоре 301 с плавающим ротором в теплоизоляционных отверстиях 324f, 326f может быть обеспечена воздухонепроницаемость.
(5) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления переднюю головную часть 323, заднюю головную часть 325, среднюю пластину 327 и блоки 324, 326 цилиндров образуют посредством литья под давлением полурасплавленного металла. Поэтому в этом компрессоре 301 с плавающим ротором, в дополнение к использованию лазерной сварки для соединения блоков 324, 326 цилиндров, головных частей 323, 325 и средней пластины 327, блокам 324, 326 цилиндров и участку 321а ролика придаются хорошие характеристики приработки, в блоках 324, 326 цилиндров и головных частях 323, 325 получена достаточная прочность на сжатие и т.п.
(6) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления в сборке механизма 315 сжатия с плавающим ротором никакие болты не используются. Поэтому в этом компрессоре 301 с плавающим ротором нет никакой необходимости обеспечивать болтовые отверстия в передней головной части 323, блоках 324, 326 цилиндров, средней пластине 327 и задней головной части 325. Поэтому компрессор 301 с плавающим ротором может быть уменьшен в диаметре. Поскольку стоимость болтов, используемых в прошлом, не оказывает воздействия, стоимость производства компрессора 301 с плавающим ротором снижается.
<Модифицированные примеры третьего варианта осуществления>
(A) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления соединительные части 328 блоков 324, 326 цилиндров присоединяют к средней пластине 327 посредством лазерной сварки с проплавлением основного металла, и, кроме того, головные части 323, 325 присоединяют к блокам 324, 326 цилиндров посредством лазерной сварки с проплавлением основного металла, чтобы собрать механизм 315 сжатия с плавающим ротором двухцилиндрового типа. Этот тип метода сборки также можно применять к блоку 424 цилиндра и головным частям (хотя и не показаны, это такие же головные части, как головные части 323, 325 в третьем варианте осуществления) ротационного компрессора 401, такого как показан на фиг.22. Другими словами, в ротационном компрессоре 401 двухцилиндрового типа переднюю головную часть и заднюю головную часть можно присоединять к блоку 424 цилиндра посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия 424а цилиндра в блоке 424 цилиндра (эти положения должны быть в пределах областей, соответствующих областям между отверстием 424а цилиндра и теплоизоляционными канавками 424f в блоке 424 цилиндра), и положениях, соответствующих областям, находящимся дальше, чем теплоизоляционные канавки 424f в блоке 424 цилиндра. Головные части также можно присоединять к средней пластине (не показана), выполняя лазерную сварку с проплавлением основного металла на соединительных частях 428 блока 424 цилиндра. На фиг.21 и 22 символ 417 обозначает коленчатый вал, 417a обозначает участок вала эксцентрика коленчатого вала, 421 обозначает ролик, 422 обозначает лопасть, 423 обозначает пружину, 424b обозначает всасывающее отверстие, 424c обозначает нагнетательный канал, 424d обозначает вмещающее лопасть отверстие, а Rc5 обозначает камеру цилиндра.
(B) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления лазерную сварку с проплавлением основного металла главным образом выполняют не непрерывным образом, в положениях в головных частях 323, 325, соответствующих областям между отверстием 324а цилиндра и теплоизоляционными канавками 324f в блоках 324, 326 цилиндров, и в положениях в головных частях 323, 325, соответствующих областям, находящимся дальше, чем теплоизоляционные канавки 324f, 326f в блоках 324, 326 цилиндров; и головные части 323, 325 присоединяют к блокам 324, 326 цилиндров. Однако лазерную сварку с проплавлением основного металла можно выполнять непрерывно, как показано на фиг.23. Таким образом, воздухонепроницаемость между отверстием 324а цилиндра и теплоизоляционными отверстиями 324f может быть улучшена, как и воздухонепроницаемость в теплоизоляционных канавках 324f.
(C) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления лучи LS лазерного излучения направляют по оси 301a коленчатого вала 317, но направление лучей LS лазерного излучения также может быть наклонным относительно оси 301a коленчатого вала 317 (например, см. фиг.13 и модифицированный пример (C) второго варианта осуществления).
(D) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления головные части 323, 325 присоединяют к блокам 324, 326 цилиндров посредством лазерной сварки с проплавлением основного металла. Однако сквозные канавки могут быть обеспечены в положениях в головных частях 323, 325, соответствующих положениям между отверстиями 324а, 326a цилиндров и теплоизоляционными канавками 324f, 326f в блоках 324, 326 цилиндров, и в положениях в головных частях 323, 325, соответствующих областям, находящимся дальше, чем теплоизоляционные канавки 324f, 326f в блоках 324, 326 цилиндров; и стенки этих сквозных канавок могут быть приварены с помощью лазерной сварки с угловым сварным швом к блокам 324, 326 цилиндров (например, см. фиг.14 и модифицированный пример (D) второго варианта осуществления). В таких случаях лазерную сварку можно выполнять, используя стыковую прокладку, или лазерную сварку может выполнять без использования стыковой прокладки.
(E) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления образованы четыре отдельные теплоизоляционные канавки 324f, 326f, но теплоизоляционные отверстия также можно образовывать таким образом, чтобы все теплоизоляционные канавки находились в связи друг с другом.
(F) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления заднюю головную часть 325 присоединяют ко второму блоку 326 цилиндра посредством лазерной сварки с проплавлением основного металла, но заднюю головную часть 325 также можно присоединять ко второму блоку 326 цилиндра посредством сварки с угловым швом в положениях, разнесенных по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия 326а цилиндра во втором блоке 326 цилиндра (см. фиг.15 и модифицированный пример (H) второго варианта осуществления). В таких случаях лазерную сварку можно выполнять, используя стыковую прокладку, или лазерную сварку можно выполнять без использования стыковой прокладки.
(G) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления головные части 323, 325 присоединяют к блокам 324, 326 цилиндров посредством лазерной сварки с проплавлением основного металла в положениях, соответствующих положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстий 324а, 326а цилиндров в блоках 324, 326 цилиндров, но лазерную сварку с проплавлением основного металла также можно выполнять в положениях в головных частях 323, 325, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстий 324а, 326а цилиндров в блоках 324, 326 цилиндров.
(H) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления соединительные части 328 обеспечивают внутри теплоизоляционных канавок 324f, 326f блоков 324, 326 цилиндров на концах стороны, противоположной стороне, на которой находятся нагнетательные каналы 324c, 326c, но эти соединительные части также могут полностью закрывать теплоизоляционные канавки 324f, 326f.
(I) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления соединительные части 328 обеспечены внутри теплоизоляционных канавок 324f, 326f блоков 324, 326 цилиндров на концах стороны, противоположной стороне, на которой находятся нагнетательные каналы 324c, 326c, но эти соединительные части также могут быть обеспечены внутри теплоизоляционных отверстий 324f, 326f и могут иметь форму, которая выступает либо с внешней периферийной стороны, либо с внутренней периферийной стороны концов, противоположных сторонам, на которых образованы нагнетательные каналы 324c, 326c.
(J) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления соединительные части 328 блоков 324, 326 цилиндров присоединяют к средней пластине 327 посредством лазерной сварки с проплавлением основного металла, и, кроме того, головные части 323, 325 присоединяют к блокам 324, 326 цилиндров посредством лазерной сварки с проплавлением основного металла, чтобы собрать механизм 315 сжатия с плавающим ротором двухцилиндрового типа. Однако механизм сжатия с плавающим ротором также может собирать, как показано на фиг.24 и 25. Этот способ сборки описан ниже.
Способ сборки главным образом содержит первый этап введения, первый этап зажимания, первый этап лазерной сварки с проплавлением основного металла, второй этап лазерной сварки с проплавлением основного металла, второй этап введения, второй этап зажимания и третий этап лазерной сварки с проплавлением основного металла.
На первом этапе введения первый блок 324А цилиндра вводят через коленчатый вал 317 таким образом, чтобы первый участок 317a вала эксцентрика коленчатого вала 317 был размещен в отверстии цилиндра в первом блоке 324а цилиндра. Первую среднюю пластину 327A вводят через коленчатый вал 317 таким образом, чтобы первая средняя пластина 327A была расположена между первым участком 317a вала эксцентрика и вторым участком 317b вала эксцентрика коленчатого вала 317. Затем переднюю головную часть 323 вводят через коленчатый вал 317 со стороны приводного электродвигателя 316 коленчатого вала 317.
На первом этапе зажимания переднюю головную часть 323, первый блок 324А цилиндра и первую среднюю пластину 327A зажимают вместе.
На первом этапе лазерной сварки с проплавлением основного металла лучи LS лазерного излучения направляют по осевому направлению 301a коленчатого вала 317 на переднюю головную часть 323 и среднюю пластину 327A, и переднюю головную часть 323 и первую среднюю пластину 327A присоединяют к первому блоку 324А цилиндра. В представленном модифицированном примере положения шва при сварке передней головной части 323 и первой средней пластины 327A представляют собой положения на передней головной части 323 и первой средней пластине 327A, соответствующие положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия цилиндра в первом блоке 324А цилиндра. Чтобы гарантировать, что поршень 321 будет колебаться и что втулка 322 будет вращаться, лазерную сварку с проплавлением основного металла не выполняют на положениях, соответствующих участку 321b лопатки поршня 321 и втулке 322.
На втором этапе лазерной сварки с проплавлением основного металла лучи LS лазерного излучения направляют по осевому направлению 301a коленчатого вала 317 на вторую среднюю пластину 327B, и вторую среднюю пластину 327B присоединяют ко второму блоку 324B цилиндра прежде, чем второй блок 324B цилиндра и вторую среднюю пластину 327B вводят через коленчатый вал 317. Это приваренное изделие в дальнейшем упоминается как блок цилиндра со второй средней пластиной. В представленном модифицированном примере положения шва при сварке второй средней пластины 327B представляют собой положения на второй средней пластине 327B, соответствующие положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия цилиндра во втором блоке 324B цилиндра.
На втором этапе введения блок цилиндра со второй средней пластиной вводят через коленчатый вал 317 таким образом, чтобы вторая средняя пластина 327B была обращена к первой средней пластине 327A. После этого через коленчатый вал 317 вводят заднюю головную часть 325.
На втором этапе зажимания блок цилиндра со средней пластиной прижимают к первой средней пластине 327A, а заднюю головную часть 325 прижимают ко второму блоку 324B цилиндра.
На третьем этапе лазерной сварки с проплавлением основного металла лучи LS лазерного излучения направляют по осевому направлению 301a коленчатого вала 317 на заднюю головную часть 325, и заднюю головную часть 325 присоединяют ко второму блоку 324B цилиндра, как показано на фиг.24. В представленном модифицированном примере положения шва при сварке задней головной части 325 представляют собой положения в задней головной части 325, соответствующие положениям, разнесенным по направлению наружу на 3 мм от внутренней периферийной поверхности отверстия цилиндра во втором блоке 324B цилиндра. На этом третьем этапе лазерной сварки с проплавлением основного металла лучи LS лазерного излучения направляют вдоль поверхности соединения между первой средней пластиной 327A и второй средней пластиной 327B, и первую среднюю пластину 327A и вторую среднюю пластину 327B соединяют вместе. Первую среднюю пластину 327A и вторую среднюю пластину 327B можно сваривать по всей периферии, или их можно сваривать отдельными точками.
В представленном модифицированном примере последовательность этапов особым образом не ограничена до тех пор, пока получаемое в результате изделие является таким же. Например, сначала можно собирать второй блок 324B цилиндра, заднюю головную часть 325 и вторую среднюю пластину 327B, а после этого можно собирать первый блок 324А цилиндра, переднюю головную часть 323 и первую среднюю пластину 327A. На первом этапе введения первый блок 324А цилиндра, соединенный заранее с передней головной частью 323, можно вводить через коленчатый вал 317 со стороны приводного электродвигателя 316 коленчатого вала 317, или первый блок 324А цилиндра, соединенный заранее с первой средней пластиной 327A, можно вводить через коленчатый вал 317. Второй этап лазерной сварки с проплавлением основного металла можно выполнять в любое время перед вторым этапом введения. На третьем этапе лазерной сварки с проплавлением основного металла первую среднюю пластину 327A и вторую среднюю пластину 327B можно сваривать вместе с помощью лазерной сварки прежде, чем соединять заднюю головную часть 325 и второй блок 324B цилиндра посредством лазерной сварки с проплавлением основного металла.
(K) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления соединительные части 328 обеспечивают внутри теплоизоляционных канавок 324f, 326f блоков 324, 326 цилиндров на концах стороны, противоположной стороне, на которой находятся нагнетательные каналы 324c, 326c, но эти соединительные части 328 могут быть опущены. В таких случаях блоки цилиндров могут быть подвергнуты лазерной сварке с угловым сварным швом по концевым участкам внутри стенок теплоизоляционных канавок и присоединены к задней головной части.
(L) В компрессоре 301 с плавающим ротором в соответствии с третьим вариантом осуществления соединительные части 323b, 325b передней головной части 323 и задняя головная часть 325 имеют толщину 2 мм, и выходная мощность лазера во время лазерной сварки с проплавлением основного металла составляет 4-5 кВт. Однако, если выходная мощность лазера составляет 4-5 кВт, толщина соединительных частей 323b, 325b может быть равна 3 мм или меньше. В случаях, в которых выходная мощность лазера увеличена, толщина соединительных частей 323b, 325b может быть увеличена так, чтобы она была больше 3 мм. Если выходная мощность лазера не может быть увеличена свыше 4 кВт, толщина может быть уменьшена.
Промышленная применимость
Компрессор в соответствии с настоящим изобретением может быть уменьшен в размере и может быть сделан коммерчески доступным по низкой цене. Компрессор имеет такие характеристики, посредством которых обычная скользящая способность или обрабатываемость сохранены, и он полезен как компрессор, который помещается в небольшом пространстве для размещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПРЕССОРА И КОМПРЕССОР | 2007 |
|
RU2403449C2 |
| КАМЕРА СГОРАНИЯ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ТАКУЮ КАМЕРУ СГОРАНИЯ | 2019 |
|
RU2738248C1 |
| КАМЕРА СГОРАНИЯ ГАЗОВОЙ ТУРБИНЫ И ГАЗОВАЯ ТУРБИНА | 2019 |
|
RU2727946C1 |
| СКОЛЬЗЯЩИЙ КОМПОНЕНТ КОМПРЕССОРА, ОСНОВАНИЕ СКОЛЬЗЯЩЕГО КОМПОНЕНТА, СПИРАЛЬНЫЙ КОМПОНЕНТ И КОМПРЕССОР | 2007 |
|
RU2387878C1 |
| ТУРБИНА С КОРПУСОМ ИЗ ЛИСТОВОГО МЕТАЛЛА С УСИЛИВАЮЩИМ ЭЛЕМЕНТОМ В ВИДЕ ЯЧЕИСТОЙ СТРУКТУРЫ (ВАРИАНТЫ) | 2015 |
|
RU2675295C2 |
| РОТАЦИОННЫЙ КОМПРЕССОР | 2008 |
|
RU2470184C2 |
| МНОГОСТУПЕНЧАТАЯ ТУРБИНА, ПРЕДПОЧТИТЕЛЬНО ДЛЯ ЭЛЕКТРОСТАНЦИЙ, РАБОТАЮЩИХ ПО ОРГАНИЧЕСКОМУ ЦИКЛУ РЕНКИНА | 2016 |
|
RU2716932C2 |
| ТУРБОКОМПРЕССОР | 2001 |
|
RU2255271C2 |
| СПИРАЛЬНЫЙ КОМПРЕССОР | 2012 |
|
RU2564473C1 |
| КОМПРЕССОР И СИСТЕМА ОХЛАЖДЕНИЯ МАСЛА | 2010 |
|
RU2561807C2 |
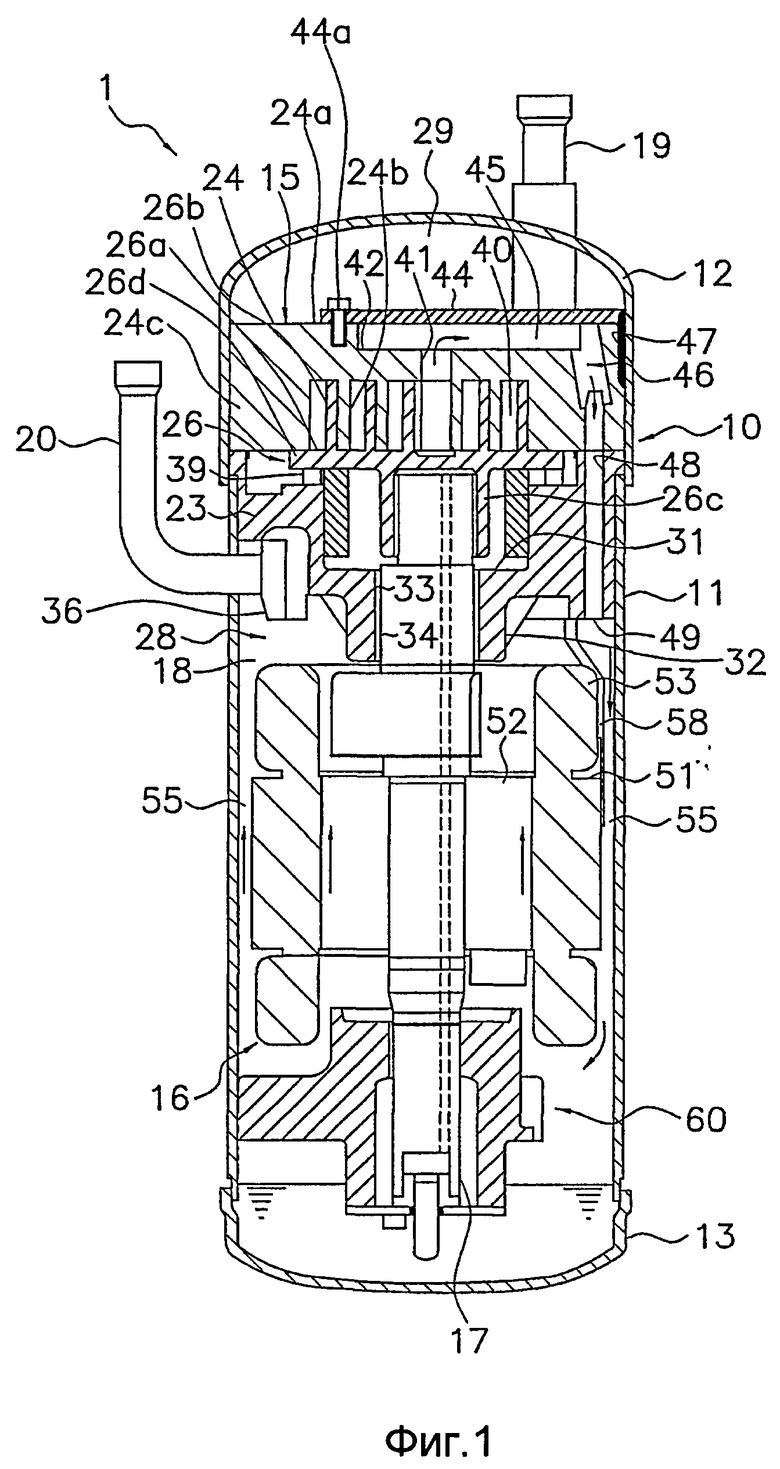
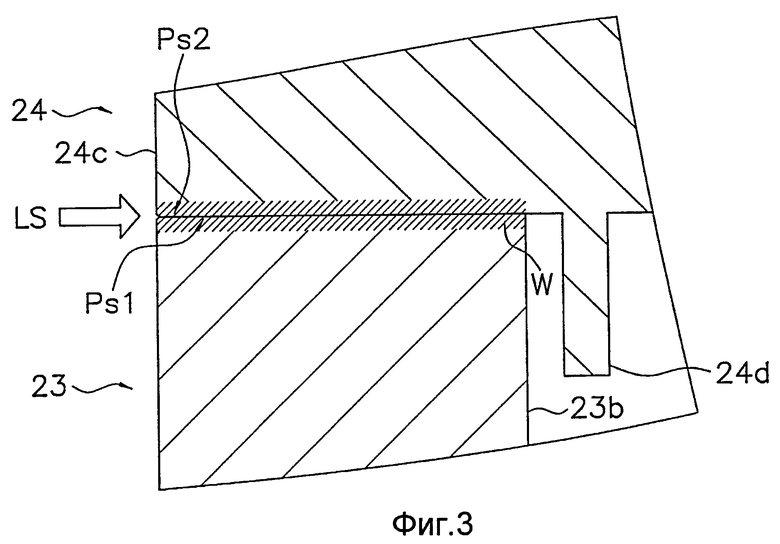
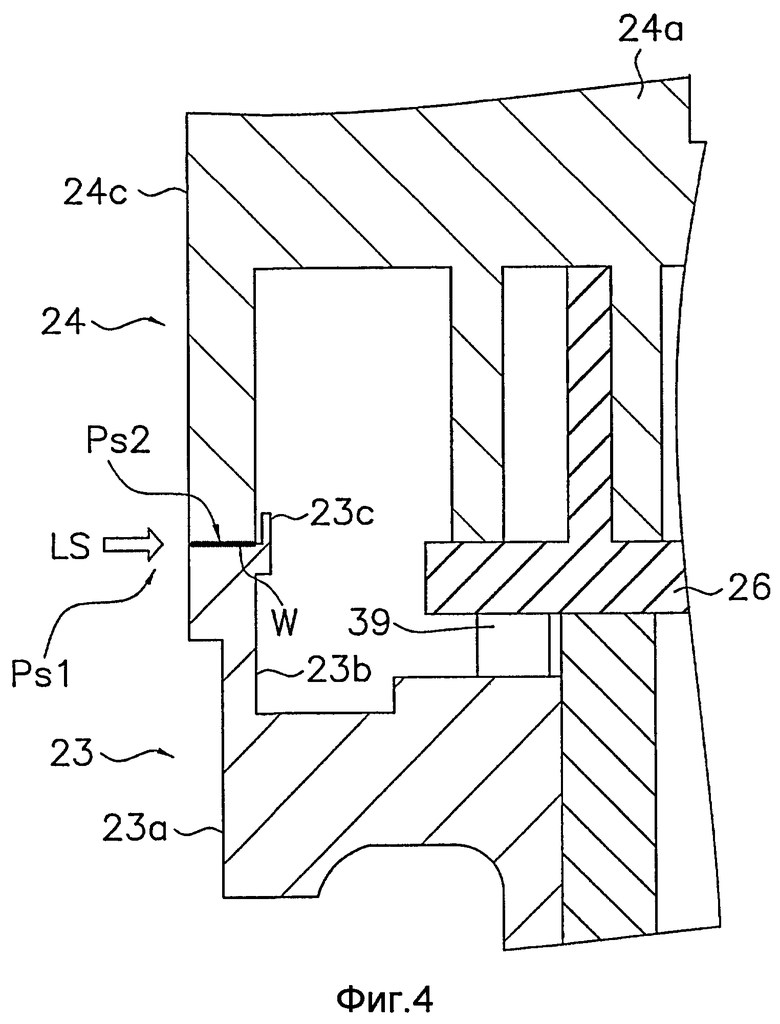
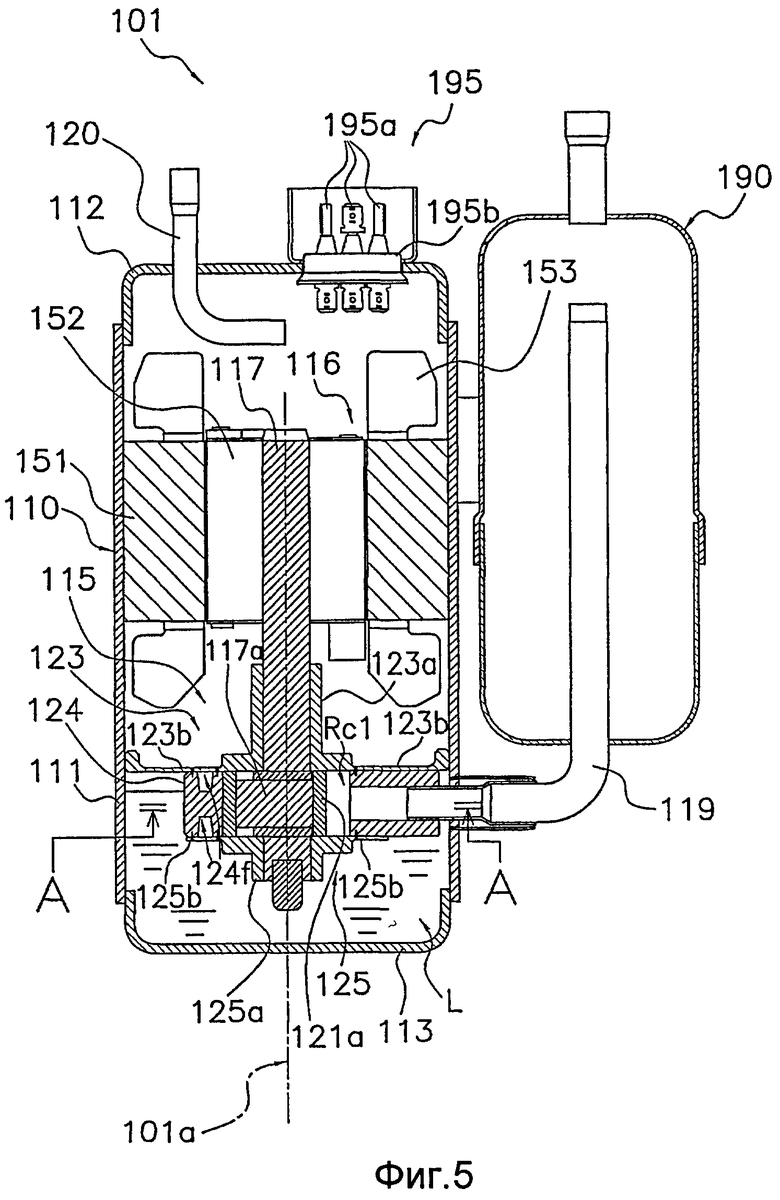
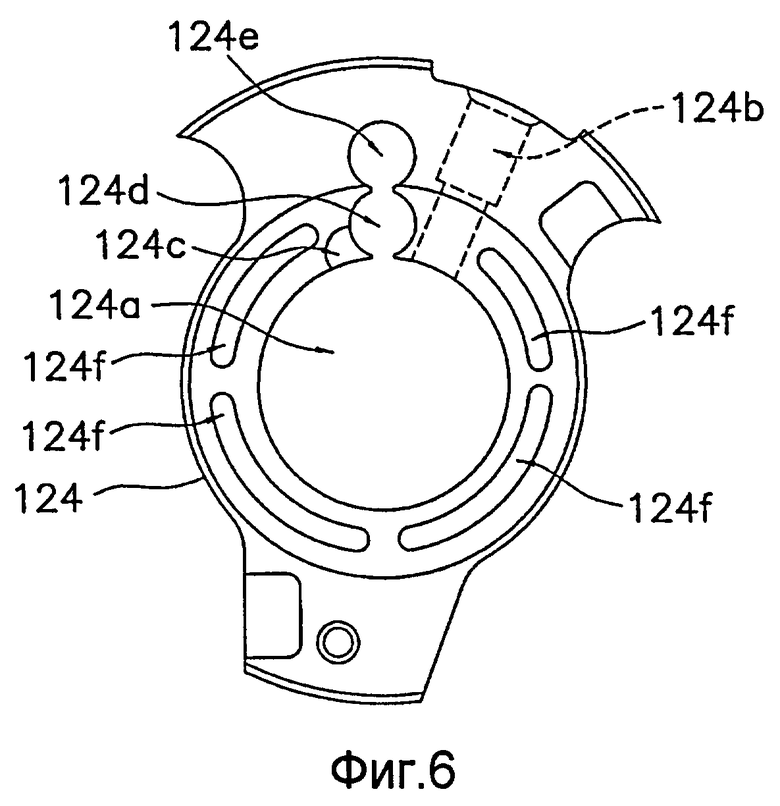
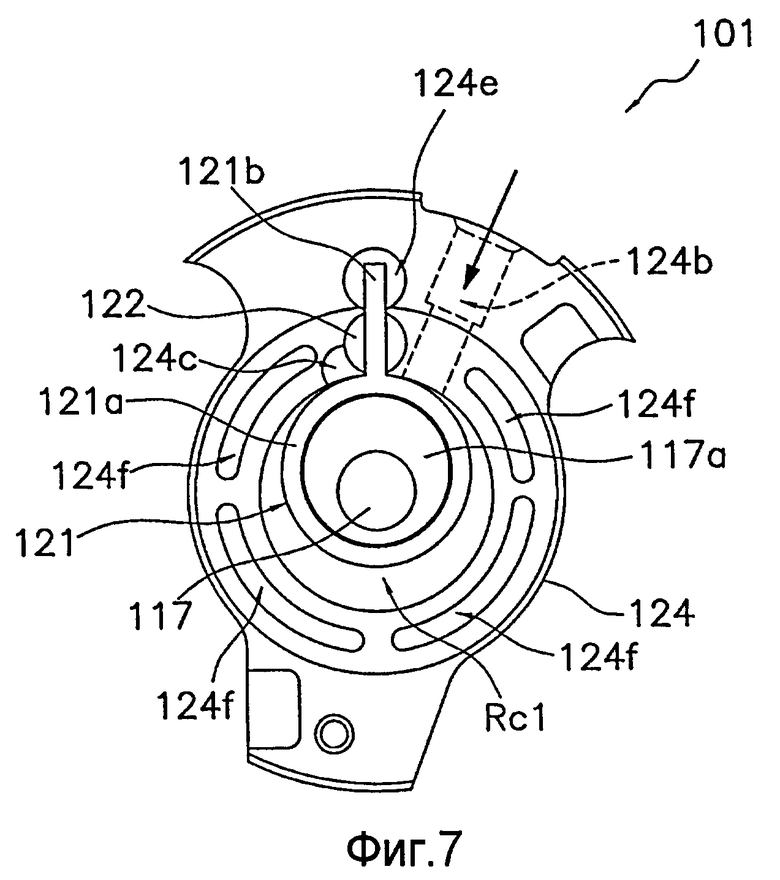
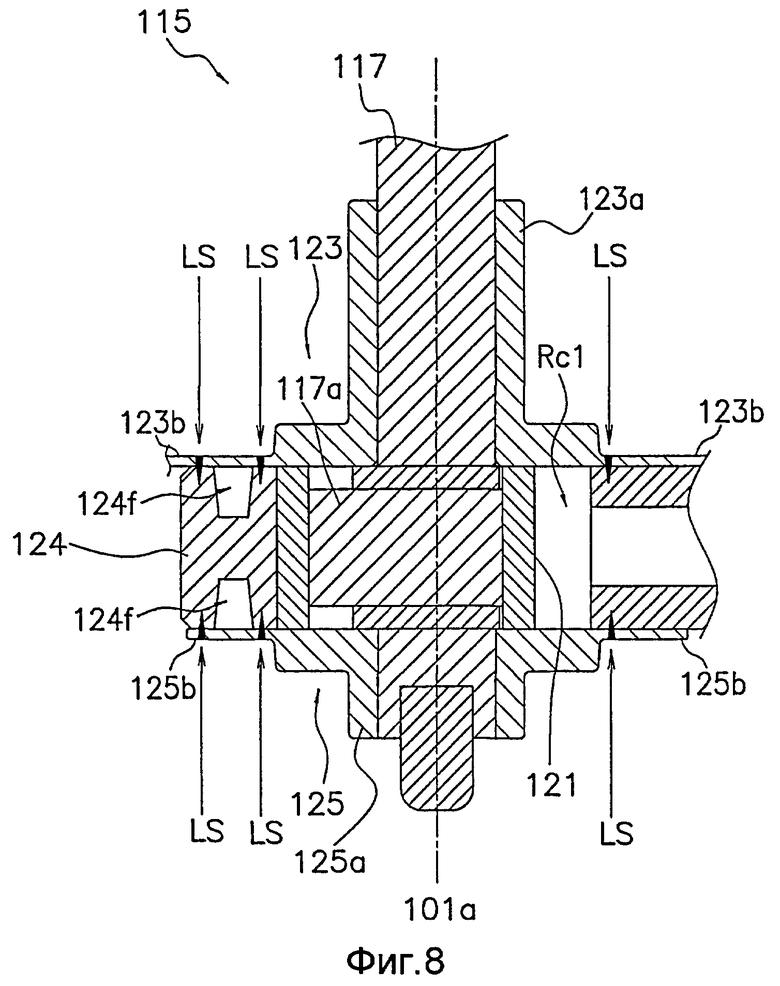

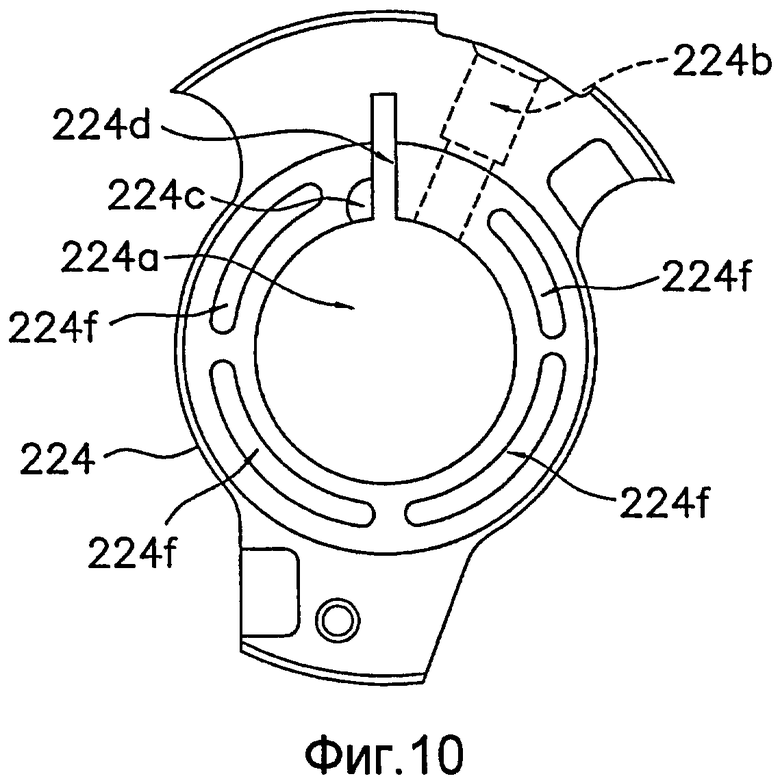
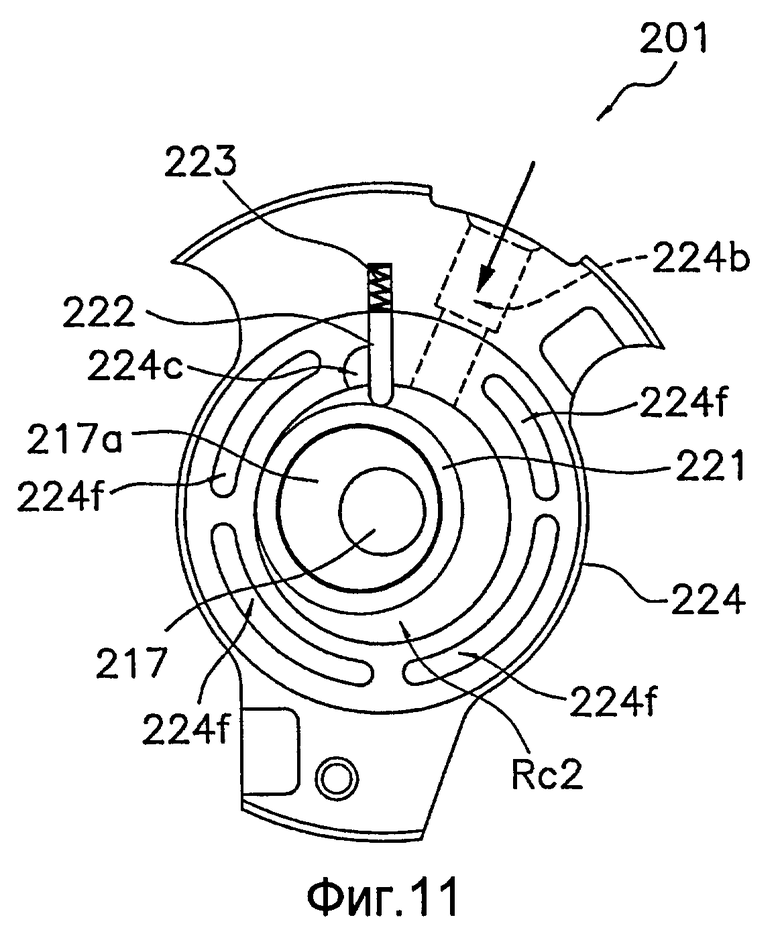
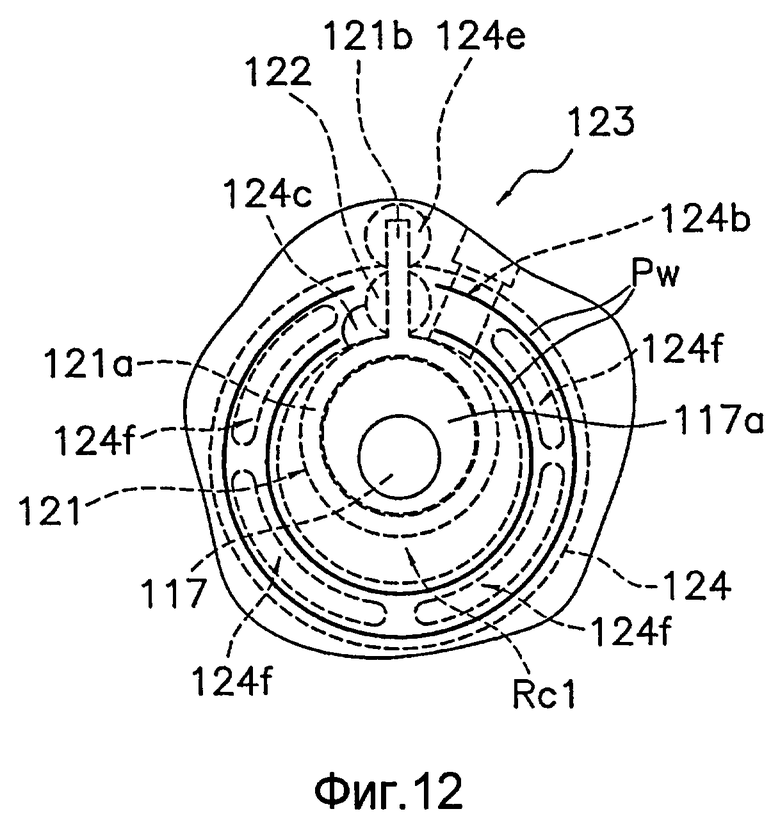

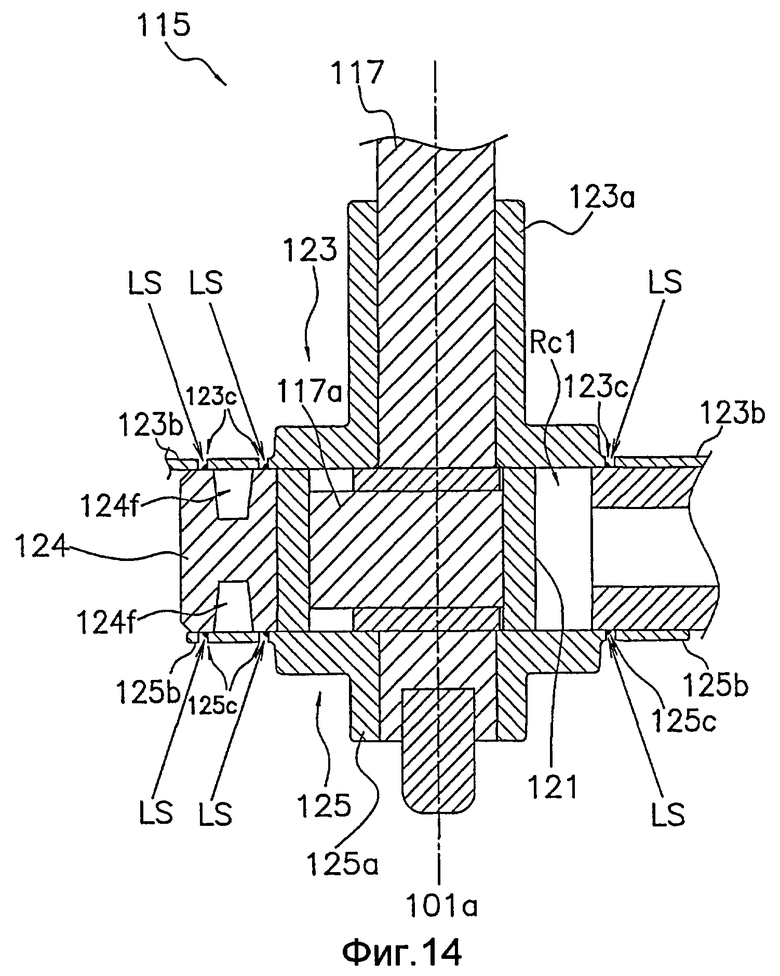
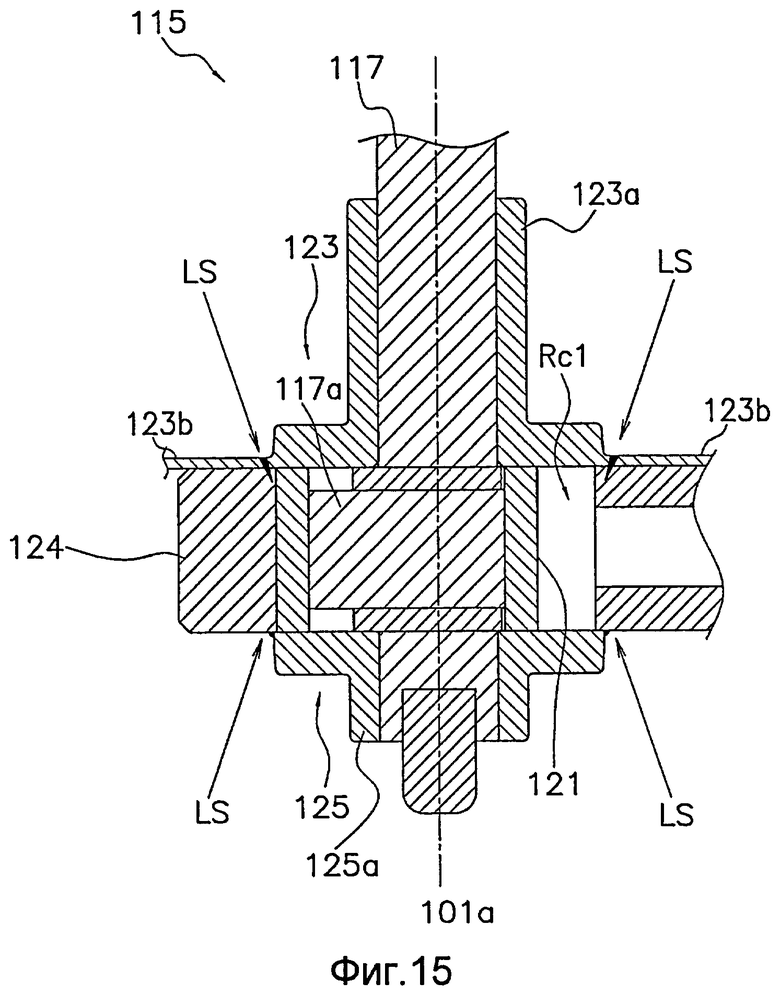
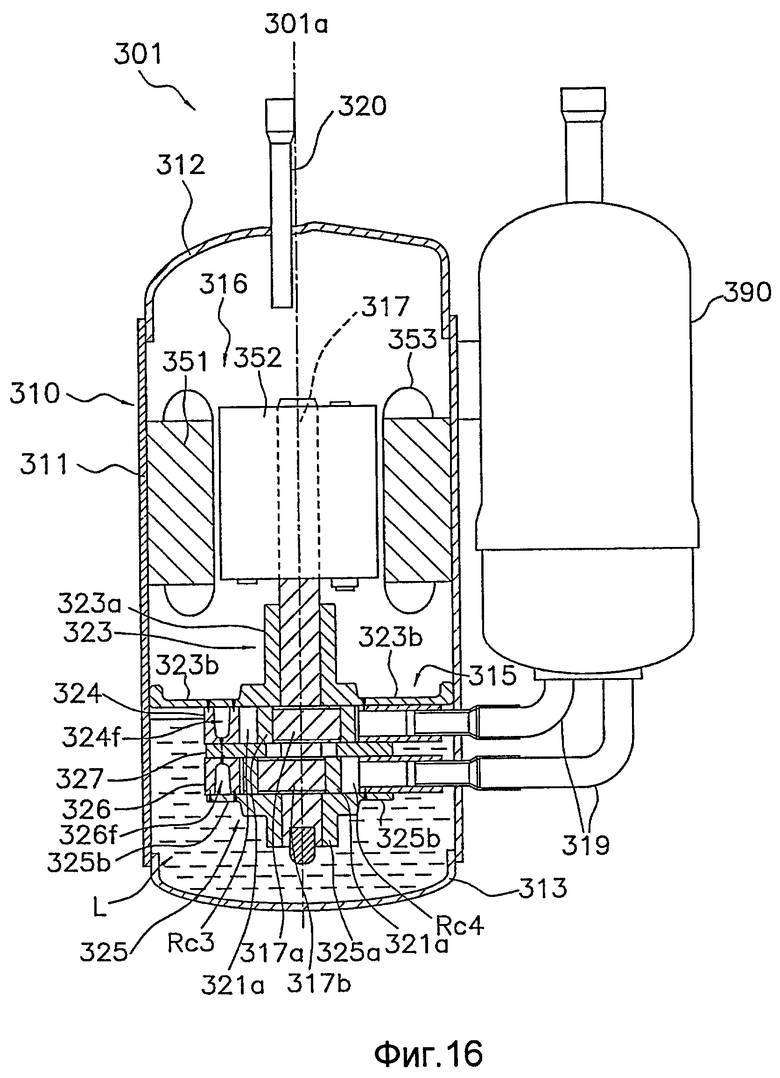
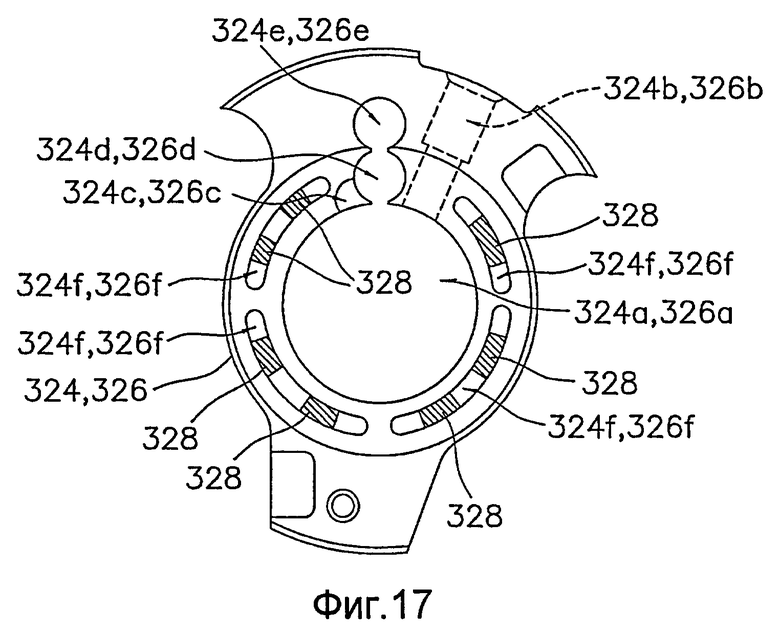
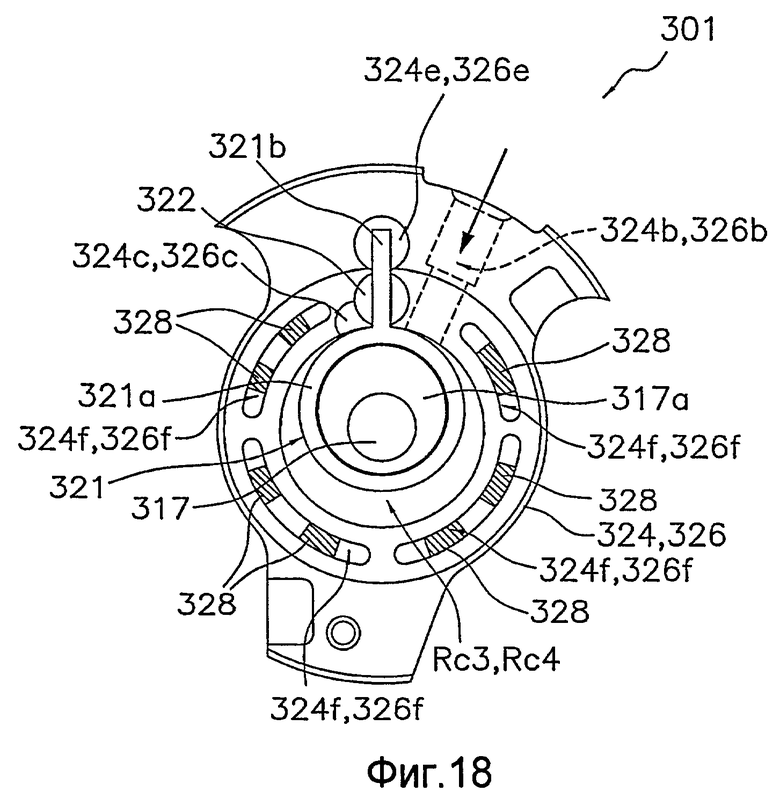
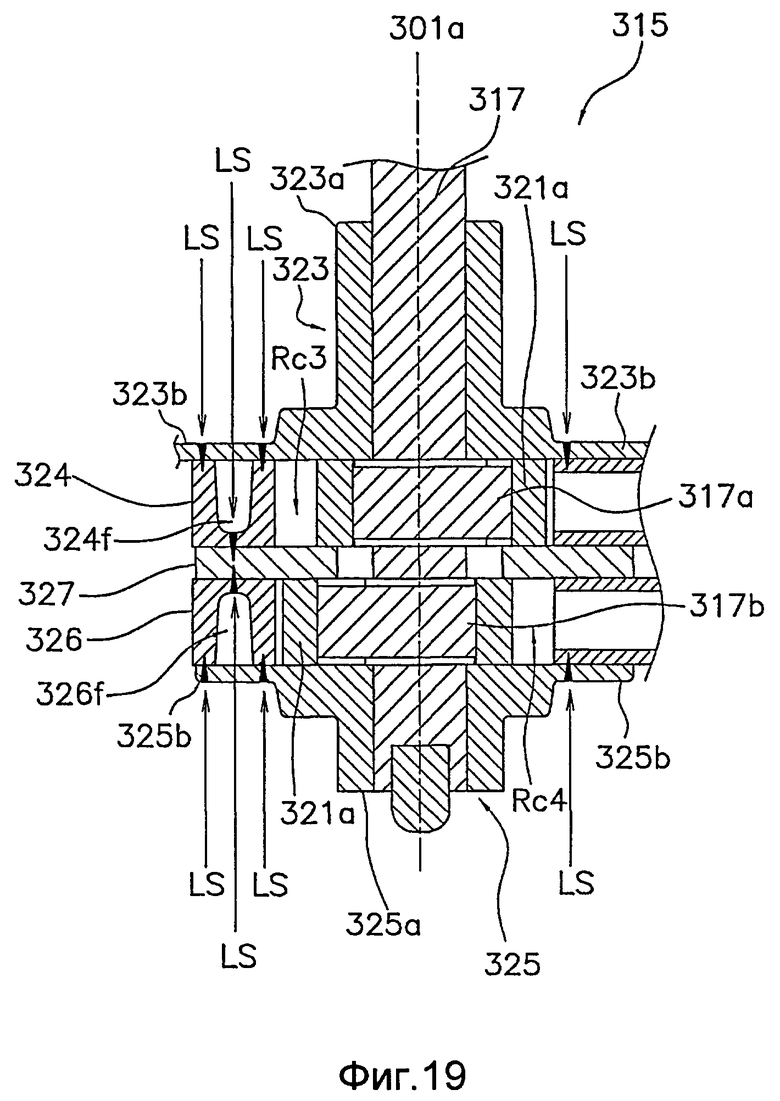
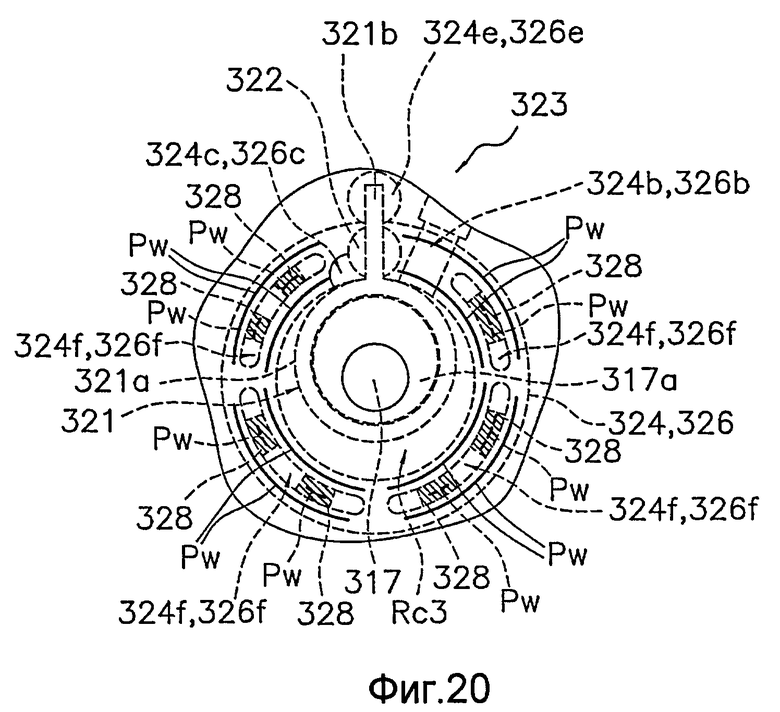

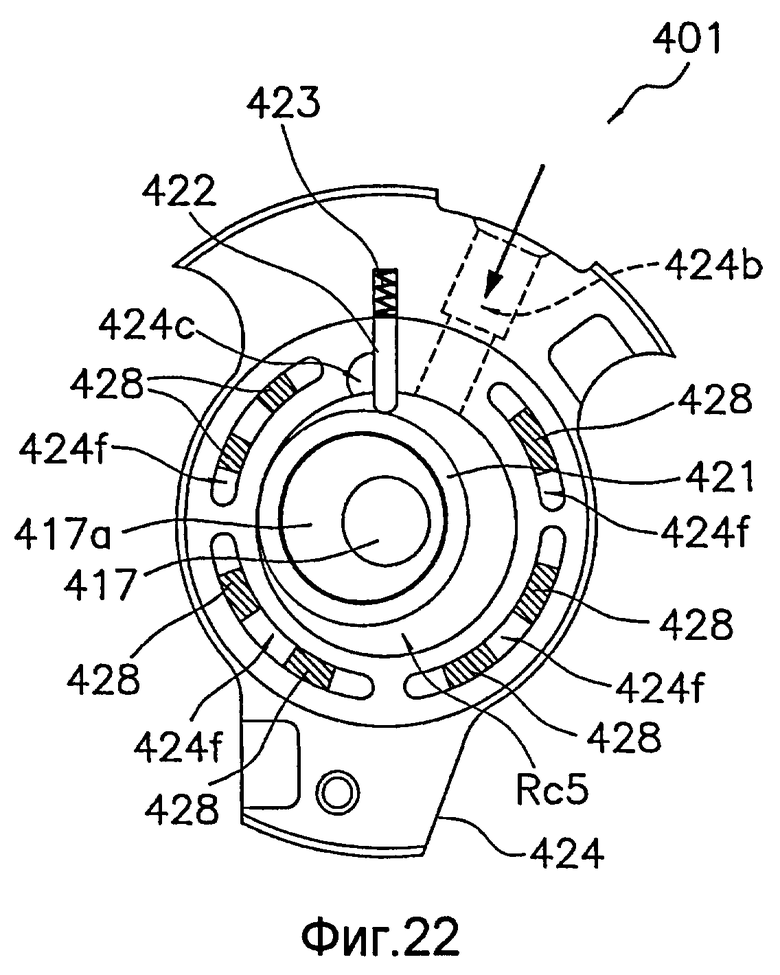
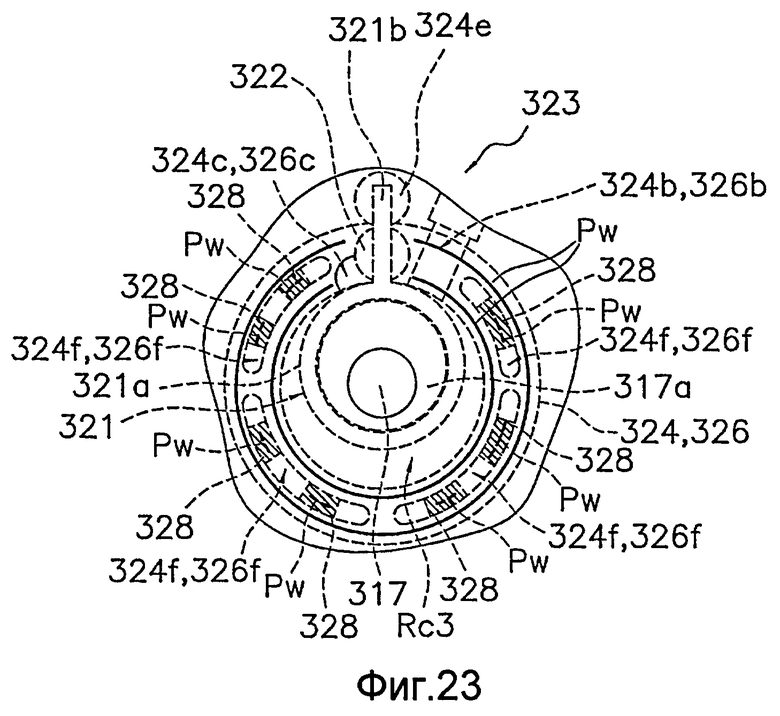
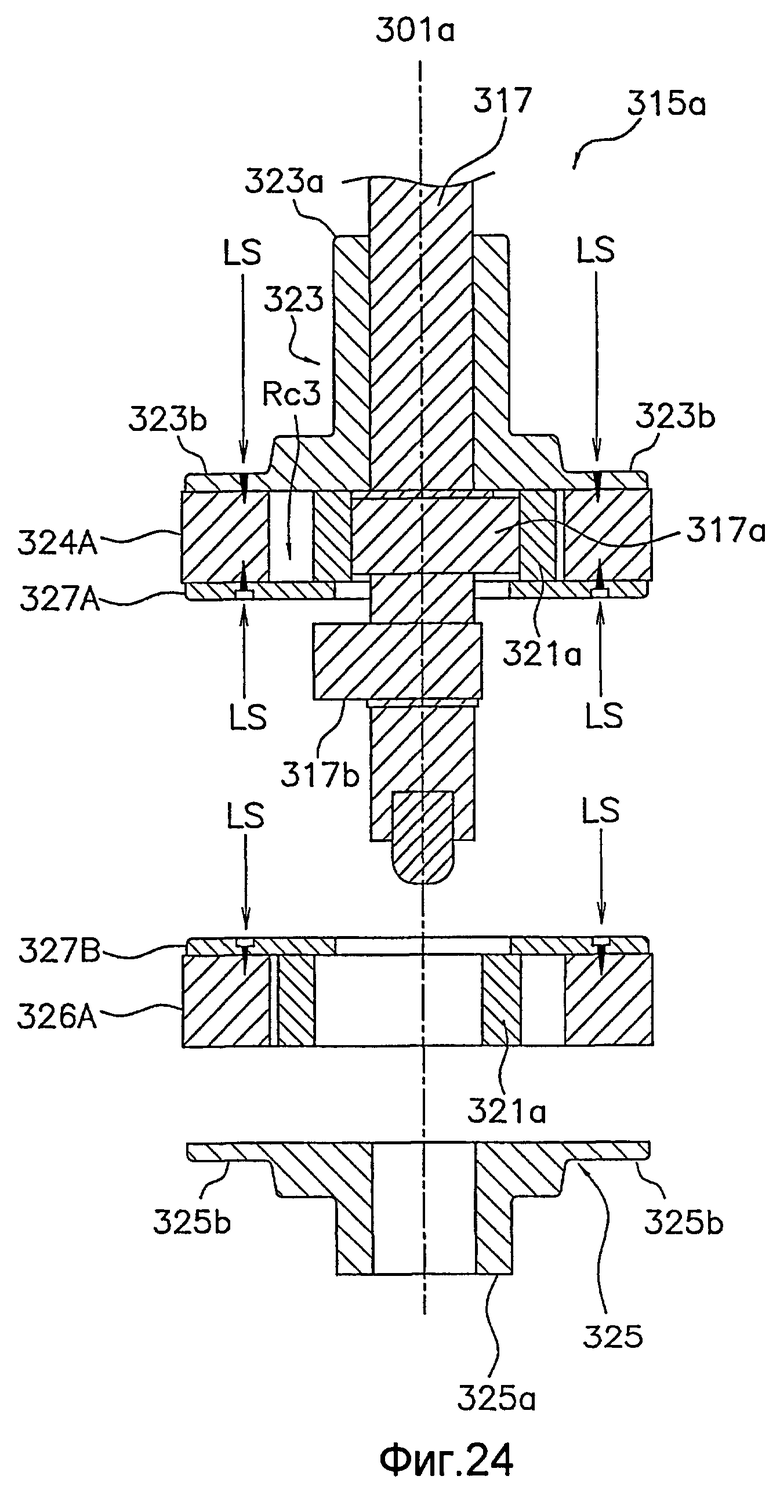
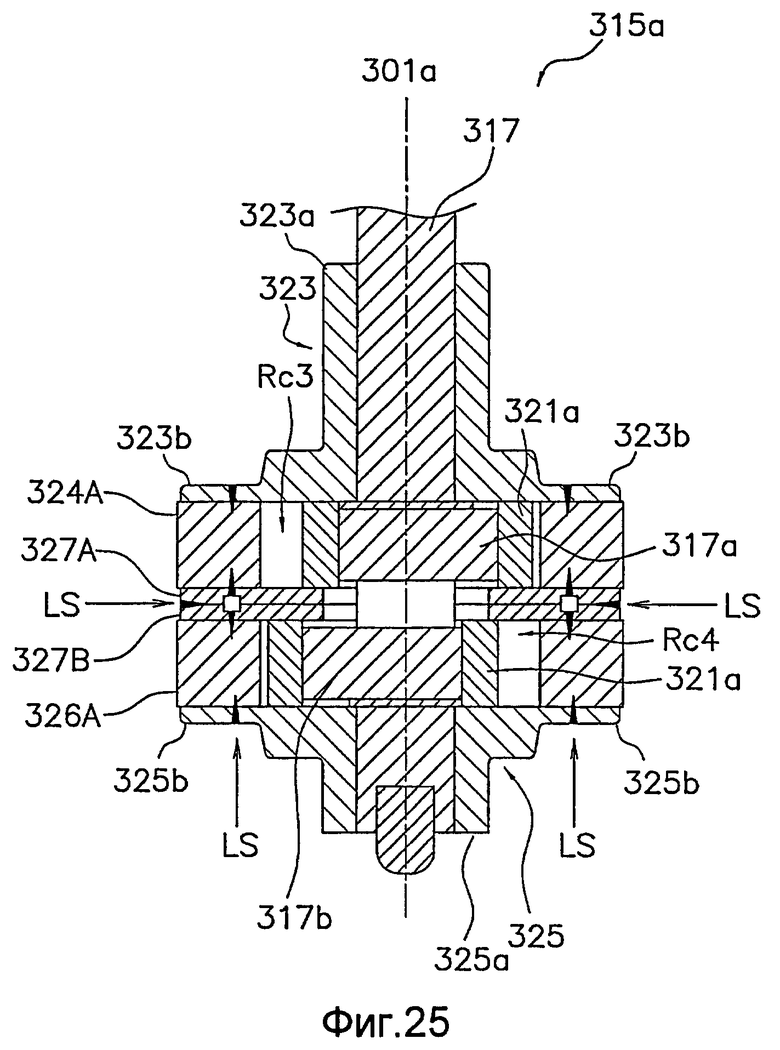
Изобретение относится к компрессоростроению. Компрессор содержит первый составляющий элемент 23 и первый скользящий элемент 24. Первый составляющий элемент 23 можно подвергать лазерной сварке. Первый скользящий элемент 24 состоит из чугуна, который можно подвергать лазерной сварке и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше. Этот первый скользящий элемент 24 присоединен к первому составляющему элементу 23 посредством лазерной сварки без использования стыковой прокладки. Изобретение направлено на создание компрессора, уменьшенного в размере и доступного по цене. 4 н. и 15 з.п. ф-лы, 25 ил.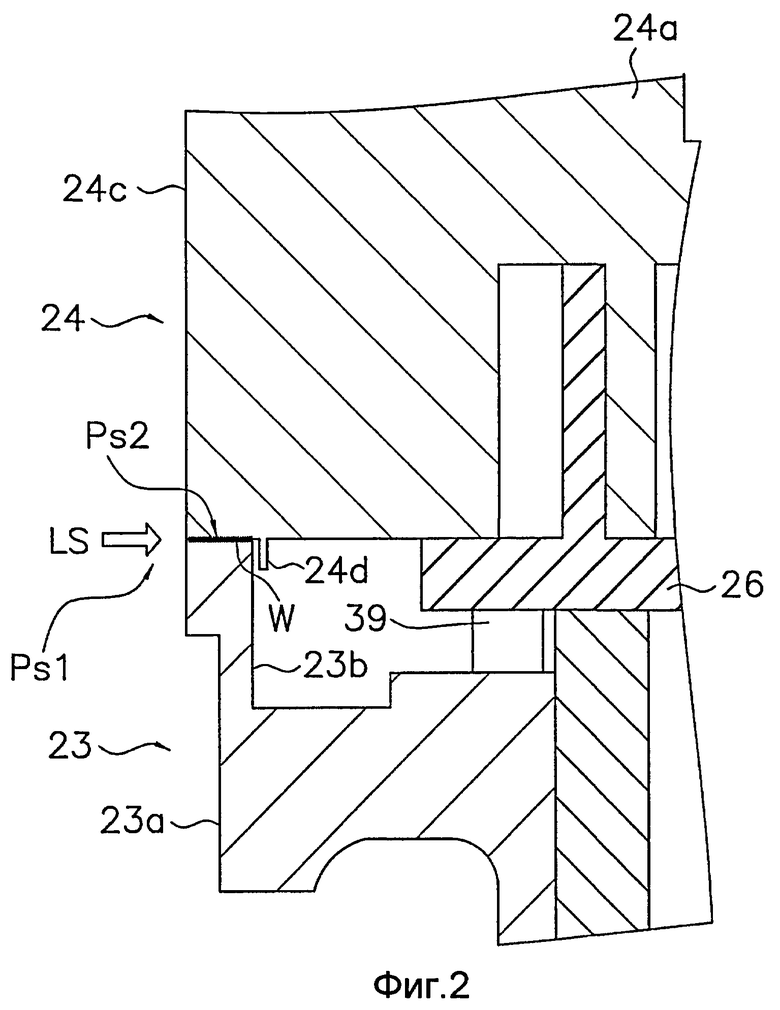
1. Компрессор, содержащий первый составляющий элемент, который можно подвергать лазерной сварке, и первый скользящий элемент, состоящий из чугуна, который можно подвергать лазерной сварке, и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше, причем первый скользящий элемент подлежит соединению с первым составляющим элементом посредством лазерной сварки без использования стыковой прокладки.
2. Компрессор по п.1, в котором первый составляющий элемент имеет первую поверхность (Ps1) соединения, первый скользящий элемент имеет вторую поверхность (Ps2) соединения, и 50% или больше от участка контакта между первой поверхностью соединения и второй поверхностью соединения подвергаются лазерной сварке без использования стыковой прокладки.
3. Компрессор по п.2, в котором лазерная сварка включает в себя сварку участка контакта между первой поверхностью соединения и второй поверхностью соединения по всей его периферии.
4. Компрессор по п.2 или 3, в котором первый составляющий элемент подвергнут снятию фасок на концевом участке первой поверхности соединения на стороне, облучаемой лазерным излучением, причем снятие фасок является больше 0 мм и составляет 1/4 или меньше от диаметра следа луча лазерного излучения, и первый скользящий элемент подвергнут снятию фасок на концевом участке второй поверхности соединения на стороне, облучаемой лазерным излучением, причем снятие фасок является больше 0 мм и составляет 1/4 или меньше от диаметра следа луча лазерного излучения.
5. Компрессор по любому из пп.2 и 3, в котором первый составляющий элемент имеет первую часть пластины и первую часть окружающей стенки, образованную вертикально на первой части пластины, первая поверхность соединения представляет собой торцевую поверхность первой части окружающей стенки на стороне, противоположной первой части пластины, первый скользящий элемент имеет вторую часть пластины и вторую часть окружающей стенки, образованную вертикально на второй части пластины, и вторая поверхность соединения представляет собой торцевую поверхность второй части окружающей стенки на стороне, противоположной второй части пластины.
6. Компрессор по п.5, дополнительно содержащий второй скользящий элемент, размещенный в пространстве, образованном первой частью окружающей стенки и второй частью окружающей стенки в состоянии, в котором первая поверхность соединения и вторая поверхность соединения выполнены обращенными друг к другу, и первый составляющий элемент дополнительно имеет третью часть стенки, которая пересекает направление распространения лазерного излучения во время лазерной сварки, причем третья часть стенки установлена между внутренней поверхностью стенки первой части окружающей стенки и вторым скользящим элементом в состоянии, в котором первая поверхность соединения и вторая поверхность соединения выполнены обращенными друг к другу.
7. Компрессор по п.5, дополнительно содержащий второй скользящий элемент, размещенный в пространстве, образованном первой частью окружающей стенки и второй частью окружающей стенки в состоянии, в котором первая поверхность соединения и вторая поверхность соединения выполнены обращенными друг к другу, и первый скользящий элемент дополнительно имеет четвертую часть стенки, имеющую поверхность, которая пересекает направление распространения лазерного излучения во время лазерной сварки, причем четвертая стенка установлена между внутренней поверхностью стенки второй части окружающей стенки и вторым скользящим элементом.
8. Компрессор по п.1, дополнительно содержащий коленчатый вал, имеющий участок вала эксцентрика, и ролик, установленный поверх участка вала эксцентрика, в котором первый скользящий элемент представляет собой блок цилиндра, имеющий отверстие цилиндра для вмещения участка вала эксцентрика и ролика, и первый составляющий элемент представляет собой головную часть для закрывания по меньшей мере одной стороны отверстия цилиндра, причем головная часть присоединена к блоку цилиндра посредством лазерной сварки в положениях, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия цилиндра.
9. Компрессор по п.8, в котором головная часть выполнена более тонкой, в положениях, соответствующих положениям, разнесенным по направлению наружу на указанное расстояние от внутренней периферийной поверхности отверстия цилиндра, по сравнению с другими положениями, таким образом, что головная часть выполнена с возможностью присоединения к блоку цилиндра с помощью лазерной сварки с проплавлением основного металла.
10. Компрессор по п.1, дополнительно содержащий коленчатый вал, имеющий участок вала эксцентрика, и ролик, установленный поверх участка вала эксцентрика, в котором первый скользящий элемент представляет собой блок цилиндра, имеющий отверстие цилиндра для вмещения участка вала эксцентрика и ролика, и теплоизоляционное пространство, образованное во внешней периферии отверстия цилиндра, и первый составляющий элемент представляет собой головную часть для закрывания отверстия цилиндра и теплоизоляционного пространства, причем головная часть приварена с помощью лазерной сварки к блоку цилиндра в положениях, соответствующих областям между отверстиями цилиндра и теплоизоляционным пространством.
11. Компрессор по п.10, в котором головная часть приварена с помощью лазерной сварки к блоку цилиндра в положениях, соответствующих областям между отверстием цилиндра и теплоизоляционным пространством, и в положениях, соответствующих областям, находящимся дальше, чем теплоизоляционное пространство.
12. Компрессор по любому из пп.8-11, в котором лазерная сварка проплавляется сквозь головную часть.
13. Компрессор по п.1, дополнительно содержащий коленчатый вал, имеющий участок вала эксцентрика, и ролик, установленный поверх участка вала эксцентрика, в котором первый скользящий элемент представляет собой блок цилиндра, имеющий отверстие цилиндра для вмещения участка вала эксцентрика и ролика, и первый составляющий элемент представляет собой головную часть для закрывания по меньшей мере одной стороны отверстия цилиндра, причем головная часть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла.
14. Компрессор по любому из пп.8-11 или 13, в котором головная часть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла по осевому направлению коленчатого вала.
15. Компрессор по любому из пп.8-11 или 13, в котором головная часть присоединена к блоку цилиндра посредством лазерной сварки с проплавлением основного металла по направлению, которое пересекает осевое направление коленчатого вала, исключая направление, ортогональное осевому направлению коленчатого вала.
16. Компрессор по любому из пп.1-3, 6-11 или 13, в котором диоксид углерода является сжатым.
17. Способ изготовления компрессора, имеющего участок вала эксцентрика, ролик, установленный поверх участка вала эксцентрика, блок цилиндра, имеющий отверстие цилиндра для вмещения участка вала эксцентрика и ролика, и головную часть для закрывания отверстия цилиндра, причем способ содержит этап приведения в контакт для приведения головной части в контакт с блоком цилиндра так, чтобы закрывать отверстие цилиндра, и этап лазерной сварки для выполнения лазерной сварки головной части с блоком цилиндра в положениях, соответствующих положениям, разнесенным по направлению наружу на расстояние от 2 мм или больше до 4 мм или меньше от внутренней периферийной поверхности отверстия цилиндра, при этом блок цилиндра состоит из чугуна, который можно подвергать лазерной сварке, и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше, причем блок цилиндра подлежит соединению с головной частью посредством лазерной сварки без использования стыковой прокладки.
18. Способ изготовления компрессора, имеющего коленчатый вал, который имеет участок вала эксцентрика, ролик, установленный поверх участка вала эксцентрика, блок цилиндра, который имеет отверстие цилиндра для вмещения участка вала эксцентрика и ролика, и головную часть для закрывания отверстия цилиндра, причем способ содержит этап приведения в контакт для приведения головной части в контакт с блоком цилиндра так, чтобы закрывать отверстие цилиндра, и этап лазерной сварки с проплавлением основного металла для выполнения лазерной сварки с проплавлением основного металла головной части с блоком цилиндра, при этом блок цилиндра состоит из чугуна, который можно подвергать лазерной сварке с проплавлением основного металла, и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше, причем блок цилиндра подлежит соединению с головной частью посредством лазерной сварки с проплавлением основного металла без использования стыковой прокладки.
19. Способ изготовления компрессора, содержащий первый этап введения, на котором первую головную часть, первый блок цилиндра, имеющий отверстие цилиндра, и первую среднюю пластину вводят через коленчатый вал, имеющий первый участок вала эксцентрика и второй участок вала эксцентрика, таким образом, чтобы первый участок вала эксцентрика был размещен в отверстии цилиндра, а первая средняя пластина установлена между первым участком вала эксцентрика и вторым участком вала эксцентрика, первый этап соединения, в котором первую головную часть присоединяют посредством лазерной сварки с проплавлением основного металла к первому блоку цилиндра, второй этап соединения, в котором первую среднюю пластину присоединяют посредством лазерной сварки с проплавлением основного металла к первому блоку цилиндра, третий этап соединения, в котором вторую среднюю пластину присоединяют посредством лазерной сварки с проплавлением основного металла ко второму блоку цилиндра, и образуют второй блок цилиндра, соединенный со средней пластиной, второй этап введения, в котором второй блок цилиндра, соединенный со средней пластиной, вводят со стороны второго участка вала эксцентрика таким образом, чтобы первая средняя пластина и вторая средняя пластина были обращены друг к другу, третий этап введения для введения второй головной части со стороны второго участка вала эксцентрика, четвертый этап соединения, в котором вторую головную часть присоединяют посредством лазерной сварки с проплавлением основного металла ко второму блоку цилиндра, и пятый этап соединения, в котором первую среднюю пластину и вторую среднюю пластину сваривают с помощью лазерной сварки и соединяют вместе, при этом первый блок цилиндра состоит из чугуна, который можно подвергать лазерной сварке с проплавлением основного металла, и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше, причем первый блок цилиндра подлежит соединению с первой головной частью посредством лазерной сварки с проплавлением основного металла без использования стыковой прокладки, причем первый блок цилиндра состоит из чугуна, который можно подвергать лазерной сварке с проплавлением основного металла, и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше, причем первый блок цилиндра подлежит соединению с первой средней пластиной посредством лазерной сварки с проплавлением основного металла без использования стыковой прокладки, при этом второй блок цилиндра состоит из чугуна, который можно подвергать лазерной сварке с проплавлением основного металла, и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше, причем второй блок цилиндра подлежит соединению со второй средней пластиной посредством лазерной сварки с проплавлением основного металла без использования стыковой прокладки, причем второй блок цилиндра состоит из чугуна, который можно подвергать лазерной сварке с проплавлением основного металла, и который имеет содержание углерода от 2,0% по весу или больше до 2,7% по весу или меньше, причем второй блок цилиндра подлежит соединению со второй головной частью посредством лазерной сварки с проплавлением основного металла без использования стыковой прокладки.
| JP 4164181 А, 09.06.1992 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2287418C2 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ПОСРЕДСТВОМ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1995 |
|
RU2136464C1 |
| JP 62048986 A, 03.03.1987 | |||
| JP 2001334378 A, 04.12.2001 | |||
| JP 62101392 A, 11.05.1987. | |||

