Область техники
Настоящее изобретение относится к скользящему компоненту компрессора (спиральной детали (улитке), блоку цилиндра, поршню, ролику и тому подобному) и заготовке скользящего компонента (заготовке спиральной детали, заготовке блока цилиндра, заготовке поршня, заготовке ролика и тому подобному).
Предшествующий уровень техники
Был предложен способ изготовления скользящего компонента компрессора (например, см. патентный документ 1), в котором «заготовку скользящего компонента компрессора изготавливают посредством литья под давлением в полурасплавленном состоянии». Применение данного способа изготовления позволяет получить высокий предел прочности при растяжении и высокую твердость по сравнению с применением литья в песчаные формы.
<Патентный документ 1> выложенная заявка на патент Японии No. 2005-36693.
<Патентный документ 2> выложенная заявка на полезную модель Японии No. 4-134686.
Раскрытие изобретения
Проблемы, которые должно решить изобретение
В спиральном компрессоре, например, дальний конец головки зуба улитки обычно устанавливают так, чтобы с учетом деформации во время работы обеспечивался исходный зазор. Это обусловлено тем, что, когда часть головки зуба улитки во время работы приходит в контакт, в другой части головки зуба образуются большие зазоры, при этом воспринимающая осевое давление поверхность становится нестабильной, функционирование не может быть обеспечено, подвижная улитка оказывается расположенной между неподвижной улиткой и другими компонентами, появляются повреждения, ухудшаются эксплуатационные характеристики или возникают другие проблемы. Тем не менее, контакт головки зуба может возникать во время работы вследствие допуска на обработку деталей резанием, условий сборки на основе геометрических допусков и/или комбинированных допусков и повышения температуры внутри улитки. Эта проблема постепенно решается (данное явление называется «приработкой») за счет работы компрессора в данном состоянии и образования износа на дальних концах зубьев улитки, которые находятся в контакте с неподвижной улиткой или подвижной улиткой. Другими словами, вместо обеспечения максимальной твердости подвижной улитки и неподвижной улитки, которая является как можно более твердой, необходима твердость, которая «демонстрирует» достаточную долговечность и которая обеспечивает возможность осуществления «приработки» как можно скорее. В том случае, когда твердость подвижной улитки и неподвижной улитки чрезвычайно высока, снижается сопротивление заеданию, возникает заедание между концами зубьев и основаниями зубьев (в особенности в центральной части) в витке спирального компрессора во время операции откачки (что легко происходит, когда закрытый клапан был непреднамеренно оставлен неоткрытым во время установки, или при операции улавливания холодильного агента во время перемещения и повторной установки) или при работке в условиях недостатка газа (что имеет место, когда холодильный агент заряжен в недостаточном количестве, вытек из трубопроводов или оказался в недостаточном количестве по какой-либо другой причине), и существует вероятность того, что компрессор сломается и возникнет необходимость в его замене. С другой стороны, когда твердость подвижной улитки и неподвижной улитки чрезвычайно низкая, сопротивление абразивному износу (истиранию) снижается, имеет место аномальный абразивный износ (порядка нескольких десятков микрометров) во время кратковременной работы в аномальном режиме (операция откачки, работа в условиях недостатка газа и тому подобное), зазор у дальних концов спиральной части во время нормальной работы становится чрезмерно большим, и эксплуатационные характеристики ухудшаются. В экстремальных случаях существует вероятность того, что функционирование станет невозможным, поскольку нагнетаемый газ становится слишком горячим вследствие ухудшения эксплуатационных характеристик, вызванного утечкой газа. Обычно спиральная часть подвижной улитки и неподвижной улитки требует торцевого фрезерования, и поэтому легко возникают проблемы, связанные со сроком службы инструмента и сопротивлением резанию, когда твердость заметно высока. Другими словами, в том случае, когда подвижная улитка и неподвижная улитка требуют обработки резанием, требуется такой уровень твердости, который позволяет добиться достаточной обрабатываемости резанием и при этом обеспечивает достаточную долговечность после завершения обработки. С другой стороны, когда твердость подвижной улитки и неподвижной улитки чрезвычайно низкая, легко образуется нарост на режущей кромке резца и затрудняется шлифование, поскольку пластичность подвижной улитки и неподвижной улитки чрезмерно высока. Следовательно, также, и с этой точки зрения, подвижная улитка, неподвижная улитка и тому подобное должны иметь достаточную твердость.
То же самое относится к созданию такой подходящей твердости в поршне и блоке цилиндра компрессора поворотного действия и ролике и блоке цилиндра ротационного компрессора. В частности, создание такой подходящей твердости в поршне и блоке цилиндра столь же важно, как и создание такой подходящей твердости в спиральной детали спирального компрессора, поскольку блок цилиндра и поршень в компрессоре поворотного действия всегда приходят в контакт в одном и том же местоположении.
Задача настоящего изобретения заключается в том, чтобы предложить скользящий компонент (от англ. «slider»), который имеет высокий предел прочности при растяжении, может демонстрировать достаточную долговечность во время эксплуатации, легко «прирабатывается» как можно более быстро и не заедает во время работы в аномальном режиме, и предложить компрессор, который включает в себя подобный скользящий компонент. Другая задача настоящего изобретения состоит в том, чтобы предложить заготовку скользящего компонента компрессора, которая обладает хорошей обрабатываемостью резанием.
Средства решения проблем
Скользящий компонент компрессора согласно первому аспекту представляет собой скользящий компонент, имеющий содержание углерода от 2,0 мас.% до 2,7 мас.%, содержание кремния от 1,0 мас.% до 3,0 мас.%, остальное - железо, которое включает в себя неизбежные примеси, структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита, и твердость, которая составляет больше 90 единиц по шкале В Роквелла (HRB 90), но меньше 100 единиц по шкале В Роквелла (HRB 100), в по меньшей мере части скользящего компонента. Твердость предпочтительнее составляет больше HRB 90, но меньше HRB 95. Твердость можно регулировать посредством термообработки, которая следует за литьем в форму.
Используемый здесь термин «скользящий компонент» относится к скользящему компоненту компрессора, и примеры включают следующие компоненты спирального компрессора: подвижную улитку, неподвижную улитку, опору, вращающийся вал (коленчатый вал), препятствующий вращению элемент и скользящую муфту (ползун), а также следующие компоненты компрессора поворотного действия и ротационного компрессора: блок цилиндра, переднюю головку, заднюю головку, промежуточную плиту и вращающийся вал (коленчатый вал), поршень и ролик. В том случае, когда «скользящий компонент» представляет собой блок цилиндра компрессора поворотного действия или ротационного компрессора, твердость по меньшей мере части стенки, в которой образовано отверстие цилиндра, может составлять больше HRB 90, но меньше HRB 100.
В том случае, когда твердость скользящего компонента составляет HRB 90 или менее, скользящий компонент имеет плохое сопротивление абразивному износу, аномальный абразивный износ (порядка нескольких десятков микрометров) возникает в течение коротких периодов работы в аномальном режиме (операция откачки, работа в условиях недостаточного количества газа или тому подобное), зазор у дальнего конца спиральной части во время нормальной работы становится чрезмерно большим, и эксплуатационные характеристики ухудшаются. В экстремальных случаях эксплуатационные характеристики ухудшаются вследствие утечки газа, нагнетаемый газ становится слишком горячим, и существует вероятность того, что дальнейшая эксплуатация будет невозможна. В том случае, когда скользящий компонент представляет собой спиральную деталь, существует возможность того, что эффект более высокого предела прочности при растяжении спиральной части в результате повышения прочности при растяжении уже не будет использован в достаточной степени. С другой стороны, когда твердость скользящего компонента составляет HRB 100 или более, сопротивление заеданию скользящего компонента является плохим, заедание может возникнуть в спиральной части во время работы в аномальном режиме (операция откачки, работа в условиях недостаточного количества газа или тому подобное), когда скользящий компонент представляет собой спиральную деталь, и компрессор может работать неправильно и потребовать замены. Диапазон, в котором твердость составляет больше HRB 90, но меньше HRB 100, по существу соответствует тому диапазону, в котором доля площади поверхности феррита в составе основы составляет от 50% до 5%. Доля площади поверхности графита в составе основы по существу соответствует диапазону от 6% до 2%. Диапазон, в котором твердость составляет больше HRB 90, но меньше HRB 95, по существу соответствует тому диапазону, в котором доля площади поверхности феррита в составе основы составляет меньше 50% и больше 25%. Доля площади поверхности графита в составе основы по существу соответствует диапазону значений, которые меньше 6% и больше 3%. Такой скользящий компонент компрессора изготавливают посредством литья под давлением в полурасплавленном или полутвердом состоянии и литья в металлическую форму (литья в кокиль) вышеописанного железного материала, затем быстрого охлаждения отлитого материала для превращения всего материала в белый чугун, а затем регулирования твердости посредством термообработки. Когда подобный скользящий компонент компрессора отливают в форме посредством литья под давлением в полурасплавленном состоянии или литья под давлением в полутвердом состоянии, отлитому материалу может быть придана форма, близкая к заданной (форма, которая приближается к конечной форме изделия). С другой стороны, когда такой скользящий компонент компрессора отливают посредством литья в металлическую форму, конечная форма отлитому материалу должна быть придана посредством прецизионной обработки резанием.
Предел прочности при растяжении литого изделия можно свободно регулировать посредством термообработки литого изделия, полученного посредством подвергания чугуна с описанными выше компонентами литью под давлением в полурасплавленном или полутвердом состоянии и литью в металлическую форму и последующему быстрому охлаждению отлитого материала для превращения всего материала в белый чугун. Было показано, что предел прочности при растяжении литого изделия, изготовленного с помощью термообработки, находится в пропорциональной зависимости от твердости литого изделия. Диапазон, в котором твердость составляет больше HRB 90, но меньше HRB 100, по существу соответствует тому диапазону, в котором предел прочности при растяжении составляет от 600 МПа до 900 МПа. Другими словами, контроль предела прочности при растяжении литого изделия можно заменить контролем твердости, которую легко измерить. Также существуют выгоды в том случае, когда скользящий компонент представляет собой спиральную деталь, заключающиеся в том, что степень свободы при проектировании значительно повышается, и спиральная деталь имеет уменьшенный диаметр, и ему придается бòльший объем (бòльшая «вместимость»). Следовательно, скользящий компонент компрессора демонстрирует более высокий предел прочности при растяжении, чем скользящий компонент, состоящий из чугуна с хлопьевидным графитом. Из экспериментальных результатов, полученных автором настоящего изобретения, очевидно, что в том случае, когда твердость находится в диапазоне значений, которые больше HRB 90, но меньше HRB 100, скользящий компонент может демонстрировать достаточную долговечность во время работы компрессора, «приработка» может происходить настолько быстро, насколько это возможно, и не происходит заедания во время работы в аномальном режиме. Поскольку скользящий компонент обладает подходящей твердостью, существуют выгоды, заключающиеся в том, что скользящий компонент невозможно легко повредить и им легко манипулировать. Подводя итог вышесказанному, скользящий компонент компрессора имеет высокий предел прочности при растяжении, демонстрирует достаточную долговечность во время эксплуатации, может быть «приработан» как можно раньше и не подвергается заеданию во время работы в аномальном режиме. Скользящий компонент компрессора изготавливают посредством способа, в котором чугун с такими компонентами, как описанные выше, подвергают литью под давлением в полурасплавленном или полутвердом состоянии и литью в металлическую форму, затем быстро охлаждают для превращения всего материала в белый чугун и после этого подвергают термообработке. Следовательно, могут быть достигнуты выгоды и другие преимущества, заключающиеся в том, что потери осевого давления могут быть снижены благодаря малому диаметру и может быть получен больший объем за счет уменьшения толщины компонентов, и снижена вероятность возникновения повреждений, связанных с попаданием постороннего вещества и внезапным повышением внутреннего давления, вследствие более высокой ударной вязкости по сравнению с материалом FC. Даже если возникает повреждение, не образуются мелкие обломки, и отсутствует необходимость в очистке трубопроводов. Такой компрессор можно считать пригодным в случаях, при которых требуется модернизация.
Скользящий компонент компрессора в соответствии со вторым аспектом представляет собой скользящий компонент компрессора согласно первому аспекту, изготовленный посредством литья под давлением в полурасплавленном состоянии или литья под давлением в полутвердом состоянии, затем быстрого охлаждения, а затем термообработки.
Данный скользящий компонент компрессора изготовлен посредством литья под давлением в полурасплавленном состоянии или литья под давлением в полутвердом состоянии, затем быстрого охлаждения, а затем термообработки. Соответственно заготовка скользящего компонента может быть выполнена с формой, близкой к заданной. Следовательно, скользящий компонент компрессора может обеспечить снижение затрат на обработку резанием и может быть изготовлен с меньшей себестоимостью.
Скользящий компонент компрессора согласно третьему аспекту представляет собой скользящий компонент компрессора согласно первому аспекту, изготовленный посредством литья в металлическую форму (кокиль), затем быстрого охлаждения, а затем термообработки.
Данный скользящий компонент компрессора изготовлен посредством литья в металлическую форму, затем быстрого охлаждения, а затем термообработки. Соответственно давление, требуемое на стадии литья, можно поддерживать низким. Следовательно, не требуется устройство создания давления или устройство нагрева, необходимые при литье под давлением, и затраты на оборудование могут быть снижены. В результате скользящий компонент компрессора позволяет снизить затраты на литье и может быть изготовлен с меньшей себестоимостью.
Скользящий компонент компрессора согласно четвертому аспекту представляет собой скользящий компонент компрессора согласно любому из аспектов с первого по третий, в котором отношение предела прочности при растяжении к модулю Юнга составляет 0,0046 или менее. Модуль Юнга предпочтительно составляет от 175 до 190 ГПа.
Скользящий компонент компрессора, полученный литьем под давлением, при котором полурасплавленный (полутвердый) железный материал подают под давлением в литейную форму для изготовления отливки, подвергают термообработке посредством выдерживания при заданной температуре в течение заданного времени и охлаждения с регулируемой скоростью, в результате чего предел прочности при растяжении может быть улучшен по сравнению с обычным материалом, таким как FC250.
Тем не менее, авторы настоящего изобретения установили, что в том случае, когда предел прочности при растяжении повышается до уровня, которого он обычно не достигает, возникают другие проблемы, когда отношение (Н/Т), которое представляет собой отношение высоты (Н) к толщине (Т) спиральной части улитки, определяется только исходя из соображений прочности, которая позволила бы предотвратить усталостное повреждение (разрушение), как это обычно делается. Другими словами, когда отношение (Н/Т) делают чрезмерно большим из-за прочности, были отмечены недостатки, заключающиеся в том, что допуск на обработку резанием при торцевом фрезеровании или тому подобном и скорость резания не могут быть увеличены даже тогда, когда отсутствуют проблемы с точки зрения прочности, поскольку величина деформации (величина изгиба) спиральной части становится чрезмерной во время резания, время обработки резанием может увеличиться, величина деформации (величина изгиба) спиральной части во время работы компрессора увеличивается, эксплуатационные характеристики снижаются и увеличивается шум от контакта с дополняющей улиткой.
С учетом вышеизложенного, в настоящем изобретении отношение предела прочности при растяжении к модулю Юнга у улитки после термообработки определено таким, чтобы не возникали затраты, связанные с достижением чрезмерной прочности при термообработке. Это определение базируется на исследовании, выполненном с целью определения такого уровня предела прочности при растяжении, который достаточен с точки зрения усталостной прочности. При этом определении отношение (Н/Т) у спиральной части определяют с учетом требуемого верхнего предела величины деформации спиральной части с точки зрения времени обработки резанием, снижения эксплуатационных характеристик и шума.
В частности, увеличение прочности посредством термообработки ограничено таким образом, что отношение предела прочности при растяжении к модулю Юнга устанавливается на уровне 0,0046 или менее. Поскольку отношение предела прочности при растяжении к модулю Юнга определено данным образом, избегают ситуации в спиральной детали согласно настоящему изобретению, при которой спиральная часть подвергается избыточному увеличению прочности за счет термообработки, которая требует затрат и времени, и эта термообработка может быть выполнена подходящим образом.
Нелогично, напротив, удлинять термообработку для поддержания низкой прочности, и, поскольку поломка может произойти вследствие того, что сопротивление абразивному износу снижается, когда доля феррита в структуре металла повышается, отношение предела прочности при растяжении к модулю Юнга предпочтительно поддерживают на уровне 0,0033 или выше.
Когда такая улитка встроена в спиральный компрессор, который встроен в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется R410А, величина, полученная путем деления длины спиральной части (далее называемой высотой (Н) спиральной части) в направлении, ортогональном плоской плиточной части, на толщину спиральной части (далее называемую толщиной (Т) спиральной части), предпочтительно поддерживается на уровне 19 или менее. Кроме того, когда подобная улитка встроена в спиральный компрессор, который встроен в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется диоксид углерода, величина, полученная путем деления высоты (Н) спиральной части на толщину (Т) спиральной части, предпочтительно поддерживается на уровне 8 или менее. Ударная вязкость спиральной части (модуль Юнга) становится недостаточной, когда высота (Н) спиральной части увеличивается по отношению к толщине (Т) спиральной части, и спиральная часть выполнена более тонкой относительно высоты спиральной части. Поскольку формование выполняют посредством литья под давлением в полурасплавленном или полутвердом состоянии и прочность повышается по сравнению со случаем, в котором используется такой материал, как обычный материал FC250, то является предпочтительным, чтобы отношение (Н/Т) составляло 10 или более для гарантированного получения более тонкой спиральной части для случая, в котором такая улитка встроена в спиральный компрессор, который встроен в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется R410А. Предпочтительно, чтобы отношение (Н/Т) составляло 2 или более для гарантированного получения более тонкой спиральной части для случая, в котором такая спиральная деталь встроена в спиральный компрессор, который встроен в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется диоксид углерода.
Скользящий компонент компрессора согласно пятому аспекту представляет собой скользящий компонент компрессора согласно любому из аспектов с первого по четвертый, в котором его часть, например зона концентрации напряжений или скользящая часть, обработана частичной термообработкой. Используемый здесь термин «частичная термообработка» относится к использованию способа высокочастотного нагрева, способа лазерного нагрева или другого способа. Эксцентриковую часть вала и главную часть вала предпочтительно обрабатывают частичной термообработкой в том случае, когда скользящий компонент представляет собой коленчатый вал компрессора, встроенного в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется диоксид углерода, R410А или другой холодильный агент высокого давления. Когда в коленчатом вале предусмотрена пазовая часть между главной частью вала и эксцентриковой частью вала, периферийную зону пазовой части предпочтительно обрабатывают частичной термообработкой. Противовес предпочтительно выполнен заодно с коленчатым валом. Часть вала со штифтом внутреннего привода предпочтительно обрабатывают частичной термообработкой в том случае, когда скользящий компонент представляет собой подвижную улитку типа с внутренним приводом спирального компрессора, встроенного в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется диоксид углерода, R410А или другой холодильный агент высокого давления. П-образный выступ, который представляет собой часть скользящего компонента, предпочтительно обрабатывают частичной термообработкой в том случае, когда скользящий компонент представляет собой предотвращающий вращение элемент (например, кольцо Олдхема (крестовую муфту) или тому подобное) спирального компрессора, встроенного в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется диоксид углерода, R410А или другой холодильный агент высокого давления. Часть стенки, в которой образовано отверстие для размещения втулки, предпочтительно обрабатывают частичной термообработкой в том случае, когда скользящий компонент представляет собой блок цилиндра компрессора поворотного действия, встроенного в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется диоксид углерода, R410А или другой холодильный агент высокого давления. Периферийную зону основания лопастной части и периферийную зону пазовой части, образованной в основании лопастной части, предпочтительно обрабатывают частичной термообработкой в том случае, когда скользящий компонент представляет собой поршень компрессора поворотного действия, встроенного в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется диоксид углерода, R410А или другой холодильный агент высокого давления. Часть стенки, в которой образовано отверстие для размещения лопасти, предпочтительно обрабатывают частичной термообработкой в том случае, когда скользящий компонент представляет собой блок цилиндра ротационного компрессора, встроенного в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется диоксид углерода, R410А или другой холодильный агент высокого давления.
Данный скользящий компонент компрессора имеет часть, например зону концентрации напряжений, скользящую часть или тому подобное, которая обработана частичной термообработкой. Соответственно зоне концентрации напряжений, скользящей части или им подобной части скользящего компонента компрессора могут быть приданы достаточные усталостная прочность и сопротивление абразивному износу. Такой скользящий компонент особенно эффективен при использовании холодильного агента высокого давления, например диоксида углерода или тому подобного. Поскольку прочность подвергнутых частичной термообработке частей повышается, подвергаемые частичной термообработке части могут быть выполнены более тонкими и более легкими.
Скользящий компонент компрессора согласно шестому аспекту представляет собой скользящий компонент компрессора согласно пятому аспекту, в котором твердость того места, которое обработано частичной термообработкой, составляет больше 50 единиц по шкале С Роквелла (HRC 50), но меньше 65 единиц по шкале С Роквелла (HRC 65).
В данном скользящем компоненте компрессора твердость того места, которое обработано частичной термообработкой, составляет больше HRC 50, но меньше HRC 65. Соответственно абразивный износ в такой части может быть уменьшен в достаточной степени посредством задания твердости данной части большей HRC 50, но меньшей HRC 65, например, когда в скользящем компоненте компрессора имеется опорная (несущая) часть или другая часть с особыми требованиями к твердости.
Скользящий компонент компрессора согласно седьмому аспекту представляет собой скользящий компонент компрессора согласно пятому или шестому аспектам, в котором то место, которое обработано частичной термообработкой, представляет собой зону концентрации напряжений. Используемый здесь термин «зона концентрации напряжений» относится к периферийной зоне основания спиральной части улитки, пазовой зоне, образованной вблизи от центра стороны первой плиточной поверхности плоской плиточной части улитки, периферийной зоне основания опорной части улитки или другой зоне.
Зону концентрации напряжений данного скользящего компонента компрессора обрабатывают частичной термообработкой. Соответственно в данном скользящем компоненте компрессора характеристики хорошей приработки приданы тем скользящим элементам, которые должны обладать способностью к скольжению, и достаточная усталостная прочность придана зоне концентрации напряжений. Такой скользящий компонент особенно эффективен при использовании холодильного агента высокого давления, например диоксида углерода и тому подобного.
Скользящий компонент компрессора согласно восьмому аспекту представляет собой скользящий компонент компрессора согласно любому из аспектов с первого по седьмой, изготовленный с использования литейной формы с выпуклостью. Выпуклость позволяет сформировать тонкой заданную часть вблизи от центра скользящего компонента. Скользящий компонент снабжен тонкой заданной частью вблизи от центра. Используемый здесь термин «заданная часть» представляет собой, например, зону формирования отверстия или тому подобное. В том случае, когда скользящий компонент компрессора представляет собой спиральную деталь, «заданная часть» представляет собой, например, часть вблизи от центра торцевой плиты, часть, в которой должно быть сформировано выпускное отверстие вблизи от центра, или другую часть. В данном случае высоту выпуклости предпочтительно задают такой, чтобы толщина заданной части вблизи от центра улитки составляла 4 мм или менее. В том случае, когда скользящий компонент представляет собой подвижную улитку, подвижная улитка, имеющая опорную часть, которая насаживается на наружную сторону приводного вала, позволяет уменьшить образование раковин (газовых пузырей) в большей степени, чем подвижная улитка внутреннего привода, в которой опорная часть сплошного закругленного стержня вставляется внутрь приводного вала. В том случае, когда скользящий компонент представляет собой подвижную улитку внутреннего привода, в которой опорная часть сплошного закругленного стержня вставляется внутрь приводного вала, является предпочтительным, чтобы по меньшей мере часть внутренности опорной части была выполнена полой посредством использования этой выпуклости.
При литье в полурасплавленном состоянии полурасплавленный металлический материал отливают в литейной форме. Соответственно существует проблема, заключающаяся в том, что в толстых частях литого скользящего компонента будут легко возникать раковины. В том случае, когда в заготовке дополнительно формируют отверстие в состоянии, при котором внутри литой заготовки скользящего компонента имеются раковины, эти раковины внутри заготовки имеют тенденцию становиться открытыми наружу (обнажаться) по этой части с отверстием. Когда раковины становятся открытыми на наружной поверхности скользящего компонента, часть открытой раковины быстро становится источником усталостного разрушения скользящего компонента и, вероятно, будет отрицательно воздействовать на усталостную прочность.
С учетом подобной проблемы в настоящем изобретении тонкую заданную часть образуют вблизи от центра скользящего компонента посредством подвергания металлического материала литью в полурасплавленном состоянии с использованием литейной формы с выпуклостью. По этой причине возникновение раковин в данном скользящем компоненте компрессора уменьшается.
Скользящий компонент компрессора согласно девятому аспекту представляет собой скользящий компонент компрессора согласно любому из аспектов с первого по седьмой, при этом заготовку скользящего компонента, снабженную тонкой заданной частью вблизи от центра, отливают с использованием литейной формы с выпуклостью, которая позволяет сформировать тонкой эту заданную часть вблизи от центра, и в заготовке в этой тонкой заданной части формируют сквозное отверстие. Используемый здесь термин «заданная часть» представляет собой, например, зону формирования отверстия или тому подобное. В том случае, когда скользящий компонент компрессора представляет собой спиральную деталь, «заданная часть» представляет собой, например, часть вблизи от центра торцевой плиты, часть, в которой должно быть сформировано выпускное отверстие вблизи от центра, или другую часть. В данном случае высоту выпуклости предпочтительно задают такой, чтобы толщина заданной части вблизи от центра улитки составляла 4 мм или менее. В том случае, когда скользящий компонент представляет собой подвижную улитку, подвижная улитка, имеющая опорную часть, которая насаживается на наружную сторону приводного вала, позволяет уменьшить образование раковин в большей степени, чем подвижная деталь-улитка внутреннего привода, в которой опорная часть сплошного закругленного стержня вставляется внутрь приводного вала. В том случае, когда скользящий компонент представляет собой подвижную улитку внутреннего привода, в которой опорная часть сплошного закругленного стержня вставляется внутрь приводного вала, является предпочтительным, чтобы по меньшей мере часть внутренности опорной части была выполнена полой посредством использования этой выпуклости.
Данный скользящий компонент компрессора изготавливают отливкой заготовки, имеющей тонкую заданную часть вблизи от центра, с помощью литейной формы с выпуклостью и формированием в заготовке сквозного отверстия в тонкой заданной части. По этой причине возникновение раковин в скользящем компоненте компрессора уменьшается. Маловероятно, что раковины внутри скользящего компонента станут открытыми наружу, когда формируют сквозное отверстие в зоне формирования отверстия, и поэтому может быть уменьшено ухудшение усталостной прочности.
Улитка компрессора согласно десятому аспекту имеет содержание углерода от 2,0 мас.% до 2,7 мас.%, содержание кремния от 1,0 мас.% до 3,0 мас.%, остальное - железо, которое включает в себя неизбежные примеси, структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита, при этом улитка компрессора содержит плиточную часть и спиральную часть. Спиральная часть простирается от первой плиточной поверхности плиточной части в направлении, перпендикулярном первой плиточной поверхности, при сохранении спиральной формы. Плиточная часть и спиральная часть имеют твердость, которая составляет больше HRB 90, но меньше HRB 100. Особенно предпочтительно, чтобы твердость спиральной части на ее дальнем конце находилась в пределах указанного выше диапазона твердости. Предпочтительно, чтобы твердость была больше HRB 90, но меньше HRB 95. Диапазон, в котором твердость составляет больше HRB 90, но меньше HRB 100, по существу соответствует тому диапазону, в котором доля площади поверхности феррита в составе основы составляет от 50% до 5%. Доля площади поверхности графита в составе основы по существу соответствует диапазону от 6% до 2%.
Диапазон, в котором твердость составляет больше HRB 90, но меньше HRB 95, по существу соответствует тому диапазону, в котором доля площади поверхности феррита в составе основы составляет менее 50% и более 25%.
Доля площади поверхности графита в составе основы по существу соответствует тому диапазону значений, которые меньше 6% и больше 3%. Твердость можно регулировать посредством термообработки, которая следует за литьем. Предпочтительно, чтобы спиральная часть имела высоту, измеренную от первой плиточной поверхности, в два раза или менее превышающую ширину канавки (желобчатой части) спиральной части. Это обусловлено тем, что обработка резанием может быть сравнительно легко выполнена даже в том случае, если допуск на предварительную обработку резанием является большим.
Улитку компрессора изготавливают посредством выполнения литья под давлением в полурасплавленном или полутвердом состоянии и литья в металлическую форму железного материала с вышеописанными компонентами, затем быстрого охлаждения отлитого материала для превращения всего материала в белый чугун, а затем выполнения термообработки. Соответственно предел прочности при растяжении спиральной части может быть повышен в достаточной степени. Следовательно, степень свободы при проектировании спиральной части может быть значительно повышена, и спиральная часть может быть выполнена меньшей, и ей может быть придан бульший объем. Исходя из экспериментальных результатов, полученных автором настоящего изобретения, очевидно, что в том случае, когда твердость находится в диапазоне значений, которые больше HRB 90, но меньше HRB 100, улитка может демонстрировать достаточную долговечность во время работы компрессора, «приработка» может происходить настолько быстро, насколько это возможно, и не происходит заедания во время работы в аномальном режиме. По этой причине улитка компрессора имеет высокий предел прочности при растяжении, демонстрирует достаточную долговечность во время эксплуатации, может быть «приработана» как можно раньше и не подвергается заеданию во время работы в аномальном режиме.
Улитка компрессора согласно одиннадцатому аспекту представляет собой улитку компрессора согласно десятому аспекту, в которой угол конусности спиральной части относительно литейной формы (угол литейного уклона) изменяется в соответствии с углом закручивания.
Поскольку в обычной улитке угол конусности витка не предусмотрен или является постоянным, существует проблема, заключающаяся в том, что форму витка не определяют в соответствии с прочностью и качеством, и имеет место нерациональное использование материала во время изготовления улитки. Кроме того, если принять во внимание форму улитки, то очевидно, что литейная форма легко оказывается под воздействием напряжений, когда улитку отделяют от литейной формы, поскольку радиус кривизны витка постепенно уменьшается по направлению к центральному участку витка улитки. Соответственно трудно увеличить срок службы литейной формы. С учетом данной проблемы, в улитке согласно настоящему изобретению угол конусности относительно литейной формы (угол литейного уклона) изменяется в соответствии с углом закручивания спиральной части. Соответственно при такой улитке форма спиральной части определяется в соответствии с прочностью и качеством, и можно устранить потери материала.
Улитка компрессора согласно двенадцатому аспекту представляет собой спиральную деталь компрессора согласно одиннадцатому аспекту, в которой спиральная часть имеет спиральную форму, при которой угол конусности относительно литейной формы в той части, где закручивание начинается возле центра, больше угла конусности наружной части, где закручивание заканчивается. Спиральную часть предпочтительно задают такой, чтобы угол конусности непрерывно и постепенно изменялся от того места, где закручивание начинается, до того места, где закручивание заканчивается. Нагрузка, действующая на литейную форму вблизи от центра улитки во время освобождения литейной формы, уменьшается, срок службы литейной формы может быть продлен, и можно более эффективно устранить потери материала. Спиральную часть также предпочтительно задают такой, чтобы угол конусности изменялся ступенчатым образом от того места, где закручивание начинается, до того места, где закручивание заканчивается. Нагрузка, действующая на литейную форму вблизи от центра улитки во время освобождения литейной формы, уменьшается, срок службы литейной формы может быть продлен, угол конусности в каждом из угловых диапазонов спиральной части может быть задан простым образом, и можно более эффективно устранить потери материала. Спиральную часть предпочтительно задают такой, чтобы угол конусности в заданном угловом диапазоне между тем местом, где закручивание начинается, и тем местом, где закручивание заканчивается, был больше угла конусности в других угловых диапазонах. Это обусловлено тем, что уменьшается нагрузка, действующая на литейную форму вблизи от центра улитки во время освобождения литейной формы, срок службы литейной формы может быть продлен, отрицательное воздействие на придание близкой к заданной формы спиральной части в целом может быть дополнительно уменьшено, и можно более эффективно устранить потери материала. Предпочтительно, чтобы по меньшей мере спиральная часть была покрыта смолой в данной улитке. Это обусловлено тем, что нанесенная в виде покрытия смола легче обрабатывается резанием, чем в том случае, когда литой элемент обрабатывается резанием непосредственно, точность обработки резанием может быть улучшена, утечка сжатой среды может быть уменьшена за счет заполнения зазоров, и шум может быть уменьшен благодаря эластичности смолы, когда спиральные части входят в контакт друг с другом.
У данной улитки угол конусности в той части, где закручивание начинается возле центра спиральной части, больше угла конусности той части, где закручивание заканчивается с наружной стороны. Соответственно может быть уменьшена нагрузка, действующая на литейную форму вблизи от центра улитки во время освобождения литейной формы, при котором улитку извлекают из литейной формы. В результате срок службы литейной формы может быть продлен.
Спиральная деталь компрессора согласно тринадцатому аспекту представляет собой спиральную деталь компрессора согласно одиннадцатому аспекту, в которой спиральная часть имеет спиральную форму, при которой угол конусности относительно литейной формы в той части, где закручивание заканчивается с наружной стороны, больше угла конусности той части, где закручивание начинается возле центра. Спиральную часть предпочтительно задают такой, чтобы угол конусности непрерывно и постепенно изменялся от того места, где закручивание начинается, до того места, где закручивание заканчивается. Нагрузка, действующая на литейную форму вблизи от центра спирали во время освобождения литейной формы, уменьшается, срок службы литейной формы может быть продлен, и можно более эффективно устранить потери материала. Спиральную часть также предпочтительно задают такой, чтобы угол конусности изменялся ступенчатым образом от того места, где закручивание начинается, до того места, где закручивание заканчивается. Нагрузка, действующая на литейную форму вблизи от центра улитки во время освобождения литейной формы, уменьшается, срок службы литейной формы может быть продлен, угол конусности в каждом из угловых диапазонов спиральной части может быть задан простым образом, и можно более эффективно устранить потери материала. Спиральную часть предпочтительно задают такой, чтобы угол конусности в заданном угловом диапазоне между тем местом, где закручивание начинается, и тем местом, где закручивание заканчивается, был больше угла конусности в других угловых диапазонах. Это обусловлено тем, что уменьшается нагрузка, действующая на литейную форму вблизи от центра улитки во время освобождения литейной формы, срок службы литейной формы может быть продлен, любое отрицательное воздействие на придание близкой к заданной формы спиральной части в целом может быть дополнительно уменьшено, и можно более эффективно устранить потери материала. Предпочтительно, чтобы в этой спиральной детали по меньшей мере спиральная часть была покрыта смолой. Это обусловлено тем, что утечка сжатой среды может быть уменьшена, и шум также может быть уменьшен.
У данной улитки угол конусности в той части, где закручивание заканчивается у наружной стороны спиральной части, больше угла конусности той части, где закручивание начинается возле центра. Соответственно наружный периферийный участок спиральной части является тонким. Следовательно, данная конфигурация эффективна для случаев, в которых трудно добиться точности обработки резанием, и эта точность на наружном периферийном участке спиральной части может быть обеспечена даже тогда, когда толщина спиральной части уменьшается.
Спиральная деталь компрессора согласно четырнадцатому аспекту представляет собой спиральную деталь компрессора согласно десятому аспекту, в которой спиральная часть имеет первую поверхность, которая наклонена под первым углом относительно линии, которая ортогональна к части плоской поверхности, при этом первая поверхность расположена с внутренней периферийной стороны части вблизи от начала закручивания возле центра. Поверхность, отличная от этой первой поверхности спиральной части, имеет угол наклона относительно линии, ортогональной к плоской плиточной части, который меньше первого угла. Первая поверхность спиральной части предпочтительно представляет собой поверхность, которая не находится в контакте с дополняющей улиткой, которая сцепляется при относительном перемещении неподвижной улитки и подвижной улитки. Это обусловлено тем, что использование большого наклона обычно нежелательно с точки зрения обеспечения точности поверхности, но, поскольку поверхность (первая поверхность) не является поверхностью, которая входит в контакт с дополняющей улиткой и влияет на воздухонепроницаемость камеры сжатия, какие-либо недостатки отсутствуют. Поверхность (та поверхность, которая входит в контакт со сцепляющейся дополняющей улиткой и влияет на степень воздухонепроницаемости камеры сжатия), отличная от первой поверхности спиральной части, предпочтительно имеет угол наклона относительно линии, перпендикулярной к плоской плиточной части, который составляет по существу 0°. Это обусловлено тем, что может поддерживаться высокая точность поверхности улитки и сокращаются сбои в работе, при которых происходит утечка парообразного холодильного агента из зоны сцепления двух улиток в соседнюю камеру во время работы спирального компрессора.
В части, примыкающей к тому месту, где начинается закручивание в спиральной части, в которой «полученное» давление возле центра увеличивается, первая поверхность с внутренней периферийной стороны наклонена под первым углом для надежного гарантирования повышенной прочности и меньшего деформирования. С другой стороны, часть, находящаяся на некотором расстоянии от центра спиральной части, имеет угол наклона, который меньше первого угла, и при этом исключается значительное уменьшение объема. Наружная периферийная поверхность спиральной части рядом с тем местом, где начинается закручивание, представляет собой поверхность, которая входит в контакт с дополняющей улиткой и выполняет работу сжатия. При использовании большого наклона трудно контролировать поверхностную точность наклонной поверхности, то есть точность формы профиля на каждой высоте от плоской плиточной части спиральной части и точность скругленной формы вдоль границы между спиральной частью и плоской плиточной частью; и поскольку существует вероятность того, что утечка парообразного холодильного агента будет увеличиваться на участках контакта двух улиток, угол наклона задают меньшим первого угла.
Таким образом, в спиральном компрессоре, в котором применяется улитка по настоящему изобретению, угол наклона уменьшен, при этом приоритет отдается увеличению объема, а не прочности и величине деформации, поскольку давление является сравнительно низким на участках, отличных от того участка спиральной части, возле которого начинается закручивание. На первой поверхности с внутренней периферийной стороны того участка спиральной части, возле которого начинается закручивание, угол наклона увеличивается, при этом приоритет отдается повышению прочности и уменьшению величины деформации, поскольку давление является сравнительно высоким. На наружной периферийной поверхности того участка спиральной части, который находится рядом с тем местом, где начинается закручивание, угол наклона уменьшен, при этом внимание уделяется контролю точности поверхности и воздухонепроницаемости камеры сжатия. Соответственно можно гарантировать то, что толщина спиральной части в целом будет уменьшена и объем увеличится. С другой стороны, на том участке спиральной части высокого давления, который примыкает к тому месту, где начинается закручивание, используется наклон с первым углом, в результате чего может быть гарантирована прочность, и величина деформации может быть уменьшена до приемлемого уровня.
Другое преимущество заключается в том, что на участках, отличных от того участка спиральной части, который находится рядом с тем местом, где начинается закручивание, угол наклона уменьшается, и могут быть гарантированы контроль точности поверхности и воздухонепроницаемость камеры сжатия.
В компрессоре, предназначенном для сжатия диоксида углерода или другого холодильного агента высокого давления, прочность должна быть повышена в центральной части улитки, где напряжения сконцентрированы в улитке. У улитки согласно настоящему изобретению первая поверхность, расположенная с внутренней периферийной стороны той части, возле которой начинается закручивание возле центра, наклонена под первым углом (θ) относительно линии, ортогональной к плоской плиточной части. По этой причине в этой спиральной детали прочность в центральной части спирали увеличивается. Следовательно, в спиральном компрессоре, в который была встроена такая спиральная деталь, скользящий компонент может выдерживать увеличение давления, вызванное большими перепадами давления при сжатии диоксида углерода или другого холодильного агента высокого давления. Данный эффект позволяет увеличить высоту зубьев улитки. Другими словами, объем камеры сжатия может быть увеличен, в то время как диаметр спиральной части уменьшается. Когда диаметр спирального компрессора уменьшается за счет уменьшения диаметра улитки, диаметр основной трубчатой части кожуха уменьшается. В том случае, когда диаметр основной трубчатой части кожуха уменьшен, кожух может обладать той же прочностью на сжатие при меньшей толщине по сравнению с обычным кожухом. Соответственно затраты на исходный материал кожуха и тому подобное могут быть уменьшены. В том случае, когда диаметр улитки уменьшен, спиральная часть уменьшается в размере, и может быть увеличена площадь поверхности скольжения воспринимающей осевое давление части, которая подвергается воздействию жестких условий. Когда подобную улитку отливают в литейной форме посредством литья под давлением в полурасплавленном состоянии или тому подобного, улитка имеет шероховатость поверхности, которая уменьшена до меньших значений, чем получаемые с использованием обычного литья. По этой причине у спирального компрессора, в который была встроена такая спиральная деталь, маловероятно возникновение трещин на поверхности улитки даже при сжатии диоксида углерода или другого холодильного агента высокого давления. Даже тогда, когда улитка представляет собой изделие без отделки, меньше вероятность возникновения подобных повреждений. Объемная скорость циркуляции диоксида углерода является низкой. Соответственно у компрессора, предназначенного для сжатия диоксида углерода или другого холодильного агента высокого давления, диаметр выпускного проема может быть меньше, чем у обычного изделия. Следовательно, пространство между выпускным проемом и поверхностью стенки улитки может быть увеличено в размере. Соответственно, угол (наклона первой поверхности может быть увеличен, и прочность центральной части улитки может быть дополнительно повышена. В результате в спиральном компрессоре, в который встроена такая спиральная деталь, может быть получен больший эффект.
Спиральная деталь компрессора согласно пятнадцатому аспекту представляет собой спиральную деталь компрессора согласно четырнадцатому аспекту, в котором тот участок спиральной части, возле которого начинается закручивание, имеет толщину на границе с плоской частью, которая больше, чем на других участках спиральной части.
Заготовка скользящего компонента компрессора согласно шестнадцатому аспекту имеет содержание углерода от 2,0 мас.% до 2,7 мас.%, содержание кремния от 1,0 мас.% до 3,0 мас.%, остальное - железо, которое включает в себя неизбежные примеси, структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита, и твердость, которая составляет больше HRB 90, но меньше HRB 100, в по меньшей мере части заготовки скользящего компонента. Твердость предпочтительнее составляет больше HRB 90, но меньше HRB 95. Используемый здесь термин «заготовка скользящего компонента» относится к еще не обработанному резанием полуфабрикату или тому подобному для получения конечного скользящего компонента. Когда твердость заготовки скользящего компонента составляет HRB 90 или менее, легко образуется нарост на режущей кромке в то время, когда заготовку скользящего компонента обрабатывают резанием, и обрабатываемость при шлифовании будет вероятно ухудшена. С другой стороны, в том случае, когда твердость заготовки скользящего компонента составляет HRB 100 или более, имеет место тенденция возрастания затрат на обработку резанием, поскольку при обработке резанием заготовки скользящего компонента быстро возникают абразивный износ инструмента, сколы на инструменте и тому подобное, и имеет место тенденция возрастания затрат на обработку также вследствие более высокого сопротивления резанию и ограничений по глубине резания и скорости обработки резанием.
Диапазон, в котором твердость больше HRB 90, но меньше HRB 100, по существу соответствует тому диапазону, в котором доля площади поверхности феррита в составе основы составляет от 50% до 5%. Доля площади поверхности графита в составе основы по существу соответствует диапазону от 6% до 2%. Диапазон, в котором твердость больше HRB 90, но меньше HRB 95, по существу соответствует тому диапазону, в котором доля площади поверхности феррита в составе основы составляет менее 50% и более 25%. Доля площади поверхности графита в составе основы по существу соответствует диапазону значений, которые меньше 6% и больше 3%.
Предел прочности при растяжении можно свободно регулировать посредством термообработки литого изделия, полученного посредством подвергания чугуна с описанными выше компонентами литью под давлением в полурасплавленном или полутвердом состоянии и литью в металлическую форму и последующему быстрому охлаждению отлитого материала для превращения всего материала в белый чугун. Было показано, что предел прочности при растяжении литого изделия, изготовленного с помощью термообработки, находится в пропорциональной зависимости от твердости литого изделия. Диапазон, в котором твердость составляет больше HRB 90, но меньше HRB 100, по существу соответствует диапазону, в котором предел прочности при растяжении составляет от 600 МПа до 900 МПа. Другими словами, контроль предела прочности при растяжении литого изделия можно заменить контролем твердости, которую легко измерить. Другая выгода заключается в том, что в том случае, когда заготовка скользящего компонента представляет собой заготовку спиральной детали, степень свободы при проектировании спиральной части значительно повышается, позволяя добиться меньшего диаметра или большего объема. Следовательно, заготовка скользящего компонента компрессора демонстрирует более высокий предел прочности при растяжении, чем заготовка скользящего компонента, состоящая из чугуна с хлопьевидным графитом. Исходя из экспериментальных результатов, полученных автором настоящего изобретения, очевидно, что в том случае, когда твердость заготовки скользящего компонента находится в диапазоне значений, которые составляют больше HRB 90, но меньше HRB 100, имеет место хорошая обрабатываемость резанием в том случае, когда скользящий компонент изготавливают посредством процесса, в котором чугун с такими компонентами, как описанные выше, подвергают литью под давлением в полурасплавленном или полутвердом состоянии и литью в металлическую форму, затем быстро охлаждают для превращения всего материала в белый чугун и после этого термообрабатывают. Еще одна выгода заключается в том, что хорошая обрабатываемость резанием уменьшает вероятность абразивного износа инструмента и появления сколов на инструменте, продлевает срок службы инструмента, делает менее вероятным образование нароста на режущей кромке, облегчает шлифование и уменьшает затраты на обработку резанием, поскольку время обработки резанием может быть уменьшено. Еще одна выгода заключается в том, что, поскольку заготовка скользящего компонента имеет подходящую твердость, менее вероятным становится повреждение заготовки скользящего компонента и облегчается манипулирование ею. Также следует отметить, что даже несмотря на то, что заготовка скользящего компонента имеет хорошие характеристики с точки зрения абразивного износа инструмента и времени обработки резанием, поскольку заготовка скользящего компонента имеет меньшую твердость по сравнению с FCD, имеющим такой же предел прочности при растяжении (предел прочности при растяжении является высоким при том же уровне твердости), заготовка также имеет более высокий предел прочности при растяжении, чем обычная заготовка. Когда заготовка скользящего компонента обработана резанием, дополняющий скользящий компонент (кольцо Олдхема, уплотнение и тому подобное в том случае, когда скользящий компонент представляет собой подвижную улитку) не повреждается, поскольку шероховатость поверхности легче снизить по сравнению с материалом. Подводя итог вышесказанному, данная заготовка скользящего компонента компрессора имеет высокий предел прочности при растяжении и обладает хорошей обрабатываемостью резанием в том случае, когда необходима обработка резанием.
Компрессор согласно семнадцатому аспекту содержит скользящий компонент, имеющий содержание углерода от 2,0 мас.% до 2,7 мас.%, содержание кремния от 1,0 мас.% до 3,0 мас.%, остальное - железо, которое включает в себя неизбежные примеси, структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита, и твердость, которая составляет больше HRB 90, но меньше HRB 100, в по меньшей мере части скользящего компонента. Используемое здесь выражение «компрессор» относится, например, к спиральному компрессору, компрессору поворотного действия, ротационному компрессору или тому подобному. Предпочтительно, чтобы твердость была больше HRB 90, но меньше HRB 95. Диапазон, в котором твердость составляет больше HRB 90, но меньше HRB 100, по существу соответствует тому диапазону, в котором доля площади поверхности феррита в составе основы составляет от 50% до 5%. Доля площади поверхности графита в составе основы по существу соответствует диапазону от 6% до 2%. Диапазон, в котором твердость составляет больше HRB 90, но меньше HRB 95, по существу соответствует тому диапазону, в котором доля площади поверхности феррита в составе основы составляет менее 50% и более 25%. Доля площади поверхности графита в составе основы по существу соответствует диапазону значений, которые меньше 6% и больше 3%. Твердость можно регулировать посредством термообработки, которая следует за литьем.
Предел прочности при растяжении литого изделия можно свободно регулировать посредством термообработки литого изделия, полученного посредством подвергания чугуна с описанными выше компонентами литью под давлением в полурасплавленном или полутвердом состоянии и литью в металлическую форму и последующему быстрому охлаждению отлитого в форме материала для превращения всего материала в белый чугун. Было показано, что предел прочности при растяжении литого изделия, изготовленного с помощью такой термообработки, находится в пропорциональной зависимости от твердости литого изделия. Диапазон, в котором твердость составляет больше HRB 90, но меньше HRB 100, по существу соответствует диапазону, в котором предел прочности при растяжении составляет от 600 МПа до 900 МПа. Другими словами, контроль предела прочности при растяжении литого изделия можно заменить контролем твердости, которую легко измерить. Другая выгода заключается в том, что в том случае, когда скользящий компонент представляет собой улитку, степень свободы при проектировании спиральной части значительно повышается, позволяя добиться меньшего диаметра или большего объема. Следовательно, скользящий компонент компрессора демонстрирует более высокий предел прочности при растяжении, чем скользящий компонент, состоящий из чугуна с хлопьевидным графитом. Исходя из экспериментальных результатов, полученных автором настоящего изобретения, очевидно, что в том случае, когда твердость находится в диапазоне значений, которые составляют больше HRB 90, но меньше HRB 100, скользящий компонент может демонстрировать достаточную долговечность во время эксплуатации компрессора, «приработка» может происходить настолько быстро, насколько это возможно, и не происходит заедания во время работы в аномальном режиме. Соответственно в данном компрессоре прочность при растяжении является высокой, демонстрируется достаточная долговечность во время эксплуатации компрессора, «приработка» может происходить настолько быстро, насколько это возможно, и можно предотвратить заедание во время работы в аномальном режиме. В данном компрессоре скользящий компонент имеет содержание углерода от 2,0 мас.% до 2,7 мас.%, содержание кремния от 1,0 мас.% до 3,0 мас.%, остальное - железо, которое включает в себя неизбежные примеси, и структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита.
Следовательно, могут быть получены выгоды и другие преимущества, заключающиеся в том, что потери осевого давления могут быть снижены благодаря меньшему диаметру, и больший объем может быть получен за счет уменьшения толщины компонентов, и будет снижена вероятность возникновения повреждений, связанных с попаданием постороннего вещества и внезапным повышением внутреннего давления, вследствие более высокой ударной вязкости по сравнению с материалом FC. Даже если бы повреждение возникло, не образовывались бы мелкие обломки, и отсутствовала бы необходимость в очистке трубопроводов. Такой компрессор можно считать пригодным в случаях, в которых требуется модернизация.
Компрессор согласно восемнадцатому аспекту представляет собой компрессор согласно семнадцатому аспекту и выполнен с возможностью размещения в нем холодильного агента диоксида углерода (СО2).
Данный компрессор выполнен с возможностью размещения в нем холодильного агента диоксида углерода (СО2). Соответственно компрессор может способствовать решению глобальных экологических проблем.
Эффект изобретения
Скользящий компонент компрессора согласно первому аспекту имеет высокий предел прочности при растяжении, демонстрирует достаточную долговечность во время эксплуатации, может быть «приработан» как можно раньше и не подвергается заеданию во время работы в аномальном режиме. Данный скользящий компонент компрессора имеет содержание углерода от 2,0 мас.% до 2,7 мас.%, содержание кремния от 1,0 мас.% до 3,0 мас.%, остальное железо, которое включает в себя неизбежные примеси, структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита.
Следовательно, могут быть получены выгоды и другие преимущества, заключающиеся в том, что потери осевого давления могут быть снижены благодаря меньшему диаметру, и больший объем может быть получен за счет уменьшения толщины компонентов, и будет снижена вероятность возникновения повреждений, связанных с попаданием постороннего вещества и внезапным повышением внутреннего давления, вследствие более высокой ударной вязкости по сравнению с материалом FC. Даже если бы повреждение возникло, не образовывались бы мелкие обломки, и отсутствовала бы необходимость в очистке трубопроводов. Такой компрессор можно считать пригодным в случаях, в которых требуется модернизация.
Скользящий компонент компрессора в соответствии со вторым аспектом является таким, заготовка которого может быть изготовлена с формой, близкой к заданной. Следовательно, скользящий компонент компрессора может обеспечить снижение затрат на обработку резанием и может быть изготовлен с меньшей себестоимостью.
Скользящий компонент компрессора согласно третьему аспекту является таким, у которого давление, требуемое во время стадии литья в форму, снижено. Следовательно, не требуется устройство создания давления или устройство нагрева, необходимое при литье под давлением, и затраты на оборудование могут быть снижены. В результате скользящий компонент компрессора позволяет снизить затраты на литье и может быть изготовлен с меньшей себестоимостью.
Согласно четвертому аспекту, когда скользящий компонент компрессора представляет собой спиральную деталь, отношение предела прочности при растяжении к модулю Юнга у спиральной детали после термической обработки определено таким, что не возникают затраты на достижение избыточной прочности при термообработке. Определение базируется на исследовании, выполненном с целью определения того уровня прочности при растяжении, который достаточен с точки зрения усталостной прочности. При этом определении отношение (Н/Т) спиральной части определяют с учетом требуемого верхнего предела величины деформации спиральной части с точки зрения времени обработки резанием, снижения эксплуатационных характеристик и шума. В частности, увеличение прочности посредством термообработки ограничено так, что отношение предела прочности при растяжении к модулю Юнга устанавливается на уровне 0,0046 или менее. Поскольку отношение предела прочности при растяжении к модулю Юнга определено данным образом, избегают ситуации, при которой спиральная часть в улитке согласно настоящему изобретению подвергается избыточному увеличению прочности посредством термообработки, что требует затрат и времени, и термообработка может быть выполнена подходящим образом.
В скользящем компоненте компрессора согласно пятому аспекту достаточные усталостная прочность и сопротивление абразивному износу могут быть приданы зоне концентрации напряжений, скользящей части или тому подобному. Поскольку прочность подвергнутых частичной термообработке частей повышается, эти подвергнутые частичной термообработке части могут быть выполнены более тонкими и более легкими.
В скользящем компоненте компрессора согласно шестому аспекту в том случае, если существует опорная часть или другая часть, которая должна быть особенно твердой, абразивный износ в данной части может быть в достаточной степени уменьшен посредством задания такой твердости этой части составляющей более HRC 50, но менее HRC 65.
Скользящий компонент компрессора согласно седьмому аспекту является таким, в котором тем зонам скользящего компонента, которые должны обладать способностью к скольжению, приданы характеристики хорошей приработки, а зоне концентрации напряжений придана достаточная усталостная прочность.
В скользящем компоненте компрессора согласно восьмому аспекту уменьшено возникновение раковин.
В скользящем компоненте компрессора согласно девятому аспекту уменьшено возникновение раковин. Кроме того, маловероятно, что раковины внутри скользящего компонента станут открытыми наружу, когда формируют сквозное отверстие в зоне формирования отверстия, и может быть уменьшено ухудшение усталостной прочности.
Спиральный компонент компрессора согласно десятому аспекту имеет высокий предел прочности при растяжении, демонстрирует достаточную долговечность во время эксплуатации, может быть «приработан» как можно раньше и не подвергается заеданию во время работы в аномальном режиме.
В спиральном компоненте компрессора согласно одиннадцатому аспекту форма спиральной части определена в соответствии с прочностью и качеством, и можно устранить потери материала.
Согласно двенадцатому аспекту может быть уменьшена нагрузка, действующая на литейную форму вблизи от центра улитки во время освобождения литейной формы, при котором улитку извлекает из литейной формы. В результате срок службы литейной формы может быть увеличен.
Согласно тринадцатому аспекту точность внешнего периферийного участка спиральной части может быть гарантирована даже тогда, когда толщина спиральной части уменьшена.
В улитке и спиральном компрессоре, снабженном улиткой согласно четырнадцатому и пятнадцатому аспектам, угол наклона уменьшен, при этом приоритет отдается увеличению объема, а не прочности и величине деформации спиральной части, поскольку давление является сравнительно низким на участках, отличных от того участка спиральной части, возле которого начинается закручивание. На первой внутренней периферийной поверхности того участка спиральной части, возле которого начинается закручивание, угол наклона увеличивается, при этом приоритет отдается повышению прочности и уменьшению величины деформации, поскольку давление является сравнительно высоким. На наружной периферийной поверхности того участка спиральной части, который находится рядом с тем местом, где начинается закручивание, угол наклона уменьшается, при этом внимание уделяется контролю точности поверхности и воздухонепроницаемости камеры сжатия. Можно гарантировать то, что толщина спиральной части в целом будет уменьшена и объем будет увеличен. С другой стороны, на том участке спиральной части высокого давления, который находится рядом с тем местом, где начинается закручивание, используется наклон с первым углом, в результате чего может быть гарантирована прочность, а величина деформации может быть уменьшена до приемлемого уровня.
Заготовка скользящего компонента компрессора согласно шестнадцатому аспекту имеет высокий предел прочности при растяжении и обладает хорошей обрабатываемостью резанием в том случае, когда требуется обработка резанием.
В компрессоре согласно семнадцатому аспекту используется скользящий компонент, который имеет более высокий предел прочности при растяжении, чем скользящий компонент, состоящий из чугуна с хлопьевидным графитом. Исходя из экспериментальных результатов, полученных автором настоящего изобретения, очевидно, что в том случае, когда твердость находится в диапазоне значений, которые составляют больше HRB 90, но меньше HRB 100, скользящий компонент может демонстрировать достаточную долговечность во время эксплуатации компрессора, «приработка» может происходить настолько быстро, насколько это возможно, и не происходит заедания во время работы в аномальном режиме. Соответственно в данном компрессоре прочность при растяжении является высокой, имеет место достаточная долговечность во время эксплуатации компрессора, «приработка» может происходить настолько быстро, насколько это возможно, и можно предотвратить заедание во время работы в аномальном режиме. В данном компрессоре скользящий компонент имеет содержание углерода от 2,0 мас.% до 2,7 мас.%, содержание кремния от 1,0 мас.% до 3,0 мас.%, остальное - железо, имеющее неизбежные примеси, и структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита.
Следовательно, могут быть получены выгоды и другие преимущества, заключающиеся в том, что потери осевого давления могут быть снижены благодаря меньшему диаметру, и бòльший объем может быть получен за счет уменьшения толщины компонентов, и будет снижена вероятность возникновения повреждений, связанных с попаданием постороннего вещества и внезапным повышением внутреннего давления, вследствие более высокой ударной вязкости по сравнению с материалом FC. Даже если бы повреждение возникало, не образовывались бы мелкие обломки, и отсутствовала бы необходимость в очистке трубопроводов.
Компрессор согласно восемнадцатому аспекту может способствовать решению глобальных экологических проблем.
Краткое описание чертежей
Фиг.1 представляет собой вид в продольном сечении спирального компрессора куполообразного типа высокого-низкого давлений согласно первому варианту реализации настоящего изобретения;
фиг.2 представляет собой вид снизу неподвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации настоящего изобретения;
фиг.3 представляет собой вид в сечении по линии III-III неподвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации настоящего изобретения;
фиг.4 представляет собой вид сверху подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации настоящего изобретения;
фиг.5 представляет собой вид в сечении по линии V-V подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации;
фиг.6 представляет собой вид сверху кольца Олдхема, встраиваемого в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации;
фиг.7 представляет собой вид сбоку кольца Олдхема, встраиваемого в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации;
фиг.8 представляет собой вид снизу кольца Олдхема, встраиваемого в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации;
фиг.9 представляет собой вид в сечении, показывающий металлическую литейную форму для изготовления неподвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации, и заготовку неподвижной улитки, отлитую в форме посредством литья под давлением в полурасплавленном состоянии;
фиг.10 представляет собой увеличенный вид зоны формирования отверстия в заготовке неподвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации;
фиг.11 представляет собой вид в продольном сечении, показывающий металлическую литейную форму для изготовления подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации, и заготовку подвижной улитки, отлитую в форме посредством литья под давлением в полурасплавленном состоянии;
фиг.12 представляет собой увеличенный вид центральной части заготовки подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации;
фиг.13 представляет собой вид в продольном сечении, показывающий заготовку обычной неподвижной улитки;
фиг.14 представляет собой вид в продольном сечении заготовки обычной подвижной улитки;
фиг.15 представляет собой вид в продольном сечении коленчатого вала, встраиваемого в спиральный компрессор куполообразного типа высокого-низкого давлений согласно первому варианту реализации;
фиг.16(а) представляет собой схематический чертеж, показывающий площадь поверхности перегородки в обычной неподвижной улитке;
фиг.16(b) представляет собой схематический чертеж, показывающий площадь рабочей зоны сжатия в обычной неподвижной улитке;
фиг.16(с) представляет собой схематический чертеж, показывающий площадь напорной зоны в обычной неподвижной улитке;
фиг.16(d) представляет собой схематический чертеж, показывающий площадь поверхности перегородки в неподвижной улитке по первому варианту реализации;
фиг.16(е) представляет собой схематический чертеж, показывающий площадь рабочей зоны сжатия в неподвижной улитке по первому варианту реализации;
фиг.16(f) представляет собой схематический чертеж, показывающий площадь напорной зоны в неподвижной улитке по первому варианту реализации;
фиг.17(а) представляет собой схематический чертеж, показывающий площадь поверхности перегородки в обычной подвижной улитке;
фиг.17(b) представляет собой схематический чертеж, показывающий площадь рабочей зоны сжатия в обычной подвижной улитке;
фиг.17(с) представляет собой схематический чертеж, показывающий площадь напорной зоны в обычной подвижной улитке;
фиг.17(d) представляет собой схематический чертеж, показывающий площадь поверхности перегородки в подвижной улитке по первому варианту реализации;
фиг.17(е) представляет собой схематический чертеж, показывающий площадь рабочей зоны сжатия в подвижной улитке по первому варианту реализации;
фиг.17(f) представляет собой схематический чертеж, показывающий площадь напорной зоны в подвижной улитке по первому варианту реализации;
фиг.18(а) представляет собой схематический чертеж, показывающий объем всасывания, образованный обычной улиткой;
фиг.18(b) представляет собой схематический чертеж, показывающий объем всасывания, образованный улиткой по первому варианту реализации;
фиг.19 представляет собой схематический чертеж испытательного устройства, используемого для проведения испытаний на сопротивление абразивному износу и сопротивление заеданию литого изделия, изготовленного с использованием литья под давлением в полурасплавленном состоянии;
фиг.20 представляет собой диаграмму, показывающую зависимость между твердостью и сопротивлением абразивному износу литого изделия, изготовленного с использованием литья под давлением в полурасплавленном состоянии;
фиг.21 представляет собой график, показывающий зависимость между твердостью и «приработкой» улитки, изготовленной с использованием литья под давлением в полурасплавленном состоянии;
фиг.22 представляет собой диаграмму, показывающую зависимость между твердостью и сопротивлением заеданию литого изделия, изготовленного с использованием литья под давлением в полурасплавленном состоянии;
фиг.23 представляет собой график, показывающий зависимость между твердостью и пределом прочности на растяжение литого изделия, изготовленного с использованием литья под давлением в полурасплавленном состоянии;
фиг.24 представляет собой график, показывающий зависимость между расстоянием между надрезами и сопротивлением резанию литого изделия, изготовленного с использованием литья под давлением в полурасплавленном состоянии;
фиг.25 представляет собой диаграмму, показывающую сравнение абразивного износа режущего инструмента по отношению к литому изделию, изготовленному с использованием литья под давлением в полурасплавленном состоянии;
фиг.26 представляет собой простую технологическую схему стадии литья в металлическую форму согласно модифицированному примеру (J) первого варианта реализации;
фиг.27 представляет собой увеличенный вид зоны формирования отверстия в заготовке неподвижной улитки согласно модифицированному примеру (К) первого варианта реализации;
фиг.28 представляет собой увеличенный вид зоны формирования отверстия в заготовке неподвижной улитки согласно модифицированному примеру (К) первого варианта реализации;
фиг.29 представляет собой вид в сечении подвижной улитки согласно модифицированному примеру (L) первого варианта реализации;
фиг.30 представляет собой увеличенный вид зоны формирования отверстия в подвижной улитке согласно модифицированному примеру (L) первого варианта реализации;
фиг.31 представляет собой увеличенный вид зоны формирования отверстия в подвижной улитке согласно модифицированному примеру (L) первого варианта реализации;
фиг.32(а) представляет собой схематический чертеж, показывающий объем всасывания, образованный обычной улиткой;
фиг.32(b) представляет собой схематический чертеж, показывающий объем всасывания, образованный улиткой по модифицированному примеру (О) первого варианта реализации;
фиг.33 представляет собой вид в сечении подвижной улитки типа с внутренним приводом в соответствии со вторым вариантом реализации;
фиг.34 представляет собой вид в сечении, показывающий металлическую литейную форму для изготовления подвижной улитки согласно второму варианту реализации и заготовку подвижной улитки, отлитую в форме посредством литья под давлением в полурасплавленном состоянии;
фиг.35 представляет собой вид в сечении металлической литейной формы для изготовления подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно третьему варианту реализации, и подвижную улитку, отлитую в форме посредством литья под давлением в полурасплавленном состоянии;
фиг.36 представляет собой увеличенный вид витковой формовой части металлической литейной формы для изготовления подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно третьему варианту реализации;
фиг.37 представляет собой вид сверху подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно третьему варианту реализации;
фиг.38 представляет собой вид в сечении по линии А-А подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно третьему варианту реализации;
фиг.39 представляет собой график, показывающий зависимость между углом α закручивания и углом θ конусности подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно третьему варианту реализации;
фиг.40 представляет собой вид снизу неподвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно третьему варианту реализации;
фиг.41 представляет собой вид в сечении по линии В-В неподвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно третьему варианту реализации;
фиг.42 представляет собой график, показывающий зависимость между углом α закручивания и углом θ конусности подвижной улитки согласно модифицированному примеру (А) третьего варианта реализации;
фиг.43 представляет собой график, показывающий зависимость между углом α закручивания и углом θ конусности подвижной улитки согласно модифицированному примеру (В) третьего варианта реализации;
фиг.44 представляет собой график, показывающий зависимость между углом α закручивания и углом θ конусности подвижной улитки согласно модифицированному примеру (С) третьего варианта реализации;
фиг.45 представляет собой вид в сечении подвижной улитки, изготовленной посредством нанесения смолы в виде покрытия на подвижную улитку согласно модифицированному примеру (D) третьего варианта реализации;
фиг.46 представляет собой вид в продольном сечении неподвижной улитки согласно модифицированному примеру (F) третьего варианта реализации;
фиг.47 представляет собой вид в продольном сечении подвижной улитки согласно модифицированному примеру (F) третьего варианта реализации;
фиг.48 представляет собой вид в продольном сечении металлической литейной формы для изготовления подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно четвертому варианту реализации, и заготовку подвижной улитки, отлитую в форме посредством литья под давлением в полурасплавленном состоянии;
фиг.49 представляет собой вид снизу неподвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно четвертому варианту реализации;
фиг.50 представляет собой вид снизу заготовки неподвижной улитки согласно четвертому варианту реализации;
фиг.51 представляет собой вид в сечении по линии С-С заготовки неподвижной улитки согласно четвертому варианту реализации;
фиг.52 представляет собой вид в сечении по линии D-D неподвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно четвертому варианту реализации;
фиг.53 представляет собой частичный увеличенный вид сечения по линии D-D неподвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно четвертому варианту реализации;
фиг.54 представляет собой вид в продольном сечении подвижной улитки, встраиваемой в спиральный компрессор куполообразного типа высокого-низкого давлений согласно четвертому варианту реализации;
фиг.55 представляет собой схематический чертеж, показывающий состояние, в котором парообразный холодильный агент подвергается сжатию при изменении сцепления витка двух улиток в спиральном компрессоре куполообразного типа высокого-низкого давлений согласно четвертому варианту реализации;
фиг.56 представляет собой схематический чертеж, показывающий состояние, в котором парообразный холодильный агент подвергается сжатию при изменении сцепления витка двух улиток в спиральном компрессоре куполообразного типа высокого-низкого давлений согласно четвертому варианту реализации;
фиг.57 представляет собой схематический чертеж, показывающий состояние, в котором парообразный холодильный агент подвергается сжатию при изменении сцепления витка двух улиток в спиральном компрессоре куполообразного типа высокого-низкого давлений согласно четвертому варианту реализации;
фиг.58(а) представляет собой схематический чертеж, показывающий пределы внутренней периферийной поверхности того участка витка неподвижной улитки, рядом с которым начинается закручивание, согласно четвертому варианту реализации;
фиг.58(b) представляет собой схематический чертеж, показывающий пределы внутренней периферийной поверхности того участка витка подвижной улитки, рядом с которым начинается закручивание, согласно четвертому варианту реализации;
фиг.59 представляет собой вид в продольном сечении компрессора поворотного действия согласно пятому варианту реализации;
фиг.60 представляет собой вид сверху блока цилиндра согласно пятому варианту реализации;
фиг.61 представляет собой вид в боковом сечении камеры цилиндра компрессора поворотного действия согласно пятому варианту реализации;
фиг.62 представляет собой вид сверху поршня компрессора поворотного действия согласно пятому варианту реализации;
фиг.63 представляет собой вид сверху блока цилиндра ротационного компрессора согласно модифицированному примеру (А) пятого варианта реализации; и
фиг.64 представляет собой боковое сечение камеры цилиндра ротационного компрессора согласно модифицированному примеру (А) пятого варианта реализации.
Описание ссылочных символов
1 - Спиральный компрессор куполообразного типа высокого-низкого давлений (компрессор).
17, 817 - Коленчатые валы (скользящие компоненты).
17а - Эксцентриковая часть вала (место частичной термообработки).
17b - Главная часть вала (место частичной термообработки).
23 - Корпус (скользящий компонент).
24, 525, 644, 734 - Неподвижные улитки (скользящие компоненты, улитки).
24а, 26а, 96а, 184, 186 - Торцевые плиты (плоские плиточные части).
24b, 26b, 96b, 524b, 526b, 185, 187 - Витки (спиральная часть).
24Р, 26Р, 96Р, 184а, 186а - Торцевые поверхности (первые плиточные поверхности).
26, 96, 526, 646, 736 - Подвижные улитки (скользящие компоненты, улитки).
39 - Кольцо Олдхема (скользящий компонент).
39а, 39b - П-образные выступы со стороны подвижной улитки (места частичной термообработки).
39с, 39d - П-образные выступы со стороны корпуса (места частичной термообработки).
60 - Нижняя основная опора (скользящий компонент).
70, 80, 90, 180, 280 - Металлические литейные формы.
71а, 72а, 81а, 91а - Выпуклости.
124, 724 - Заготовка неподвижной улитки (заготовки скользящих компонентов).
126, 196, 626, 726 - Заготовка подвижной улитки (заготовки скользящих компонентов).
185а - Тот участок витка неподвижной улитки, рядом с которым начинается закручивание (участок, рядом с которым начинается закручивание возле центра).
187а - Тот участок витка подвижной улитки, рядом с которым начинается закручивание (участок, рядом с которым начинается закручивание возле центра).
310b - Конечный продукт (скользящий компонент).
821 - Поршень.
823 - Передняя головка (скользящий компонент).
824 - Первый блок цилиндра (скользящий компонент).
825 - Промежуточная плита (скользящий компонент).
826 - Второй блок цилиндра (скользящий компонент).
827 - Задняя головка (скользящий компонент).
801 - Компрессор поворотного действия (компрессор).
901 - Ротационный компрессор (компрессор).
921 - Ролик (скользящий компонент).
924 - Блок цилиндра (скользящий компонент).
IS85a, IS87a - Внутренние периферийные поверхности того участка витка, рядом с которым начинается закручивание (первые поверхности).
SC1 - Периферийная часть основания витка неподвижной улитки (место частичной термообработки, зона концентрации напряжений).
SC2 - Самый внутренний участок витка неподвижной улитки (место частичной термообработки, зона концентрации напряжений).
SC3 - Периферийная часть основания витка подвижной улитки (место частичной термообработки, зона концентрации напряжений).
SC4 - Периферийная часть основания опорной части подвижной улитки (место частичной термообработки, зона концентрации напряжений).
SC5 - Пазовая часть, образованная вблизи от конструктивного центра торцевой плиты опорной части подвижной улитки (место частичной термообработки, зона концентрации напряжений).
SC6 - Самый внутренний участок витка подвижной улитки (место частичной термообработки, зона концентрации напряжений).
SC7 - Периферийный участок пазовой части между главной частью вала и эксцентриковой частью вала в коленчатом валу (место частичной термообработки, зона концентрации напряжений).
SC8 - Периферийная часть основания лопастной части в поршне (место частичной термообработки, зона концентрации напряжений).
Наилучший вариант осуществления изобретения
Первый вариант реализации
Компрессор, в котором используется скользящий компонент согласно первому варианту реализации, будет описан с использованием спирального компрессора куполообразного типа высокого-низкого давлений в качестве примера. Компрессор куполообразного типа высокого-низкого давлений по первому варианту реализации выполнен так, чтобы быть способным выдерживать холодильный агент диоксид углерода (СО2), R410А или другой холодильный агент высокого давления.
Спиральный компрессор 1 куполообразного типа высокого-низкого давлений согласно первому варианту реализации образует схему циркуляции холодильного агента вместе с испарителем, конденсатором, механизмом расширения и тому подобным; служит для сжатия парообразного холодильного агента в схеме циркуляции холодильного агента; и состоит главным образом из герметично уплотненного цилиндрического кожуха 10 куполообразного типа, спирального механизма 15 сжатия, кольца 39 Олдхема, приводного двигателя 16, нижней основной опоры 60, всасывающей трубы 19 и нагнетательной трубы 20, как показано на фиг.1. Составляющие элементы спирального компрессора 1 куполообразного типа высокого-низкого давлений будут подробно описаны ниже.
(Подробности составляющих элементов спирального компрессора куполообразного типа высокого-низкого давлений)
(1) Кожух
Кожух 10 главным образом имеет по существу цилиндрический основной трубчатый кожух 11, блюдцеобразную часть 12 верхней стенки, приваренную воздухонепроницаемым образом к верхнему концу основного трубчатого кожуха 11, и блюдцеобразную часть 13 нижней стенки, приваренную воздухонепроницаемым образом к нижнему концу основного трубчатого кожуха 11. В кожухе 10 главным образом размещены спиральный механизм 15 сжатия, предназначенный для сжатия парообразного холодильного агента, и приводной двигатель 16, расположенный ниже спирального механизма 15 сжатия. Спиральный механизм 15 сжатия и приводной двигатель 16 соединены посредством коленчатого вала 17, расположенного так, что он проходит в вертикальном направлении внутри кожуха 10. В результате между спиральным механизмом 15 сжатия и приводным двигателем 16 образуется мертвое пространство 18.
(2) Спиральный механизм сжатия
Спиральный механизм 15 сжатия состоит главным образом из корпуса 23, неподвижной улитки 24, предусмотренной в плотном контакте над корпусом 23, и подвижной улитки 26, предназначенной для сцепления с неподвижной улиткой 24, как показано на фиг.1. Составляющие элементы спирального механизма 15 сжатия будут подробно описаны ниже.
а) Корпус
Корпус 23 установлен по прессовой посадке и прикреплен к основному трубчатому кожуху 11 в периферийном направлении по всей наружной периферийной поверхности корпуса. Другими словами, основной трубчатый кожух 11 и корпус 23 удерживаются в плотном контакте воздухонепроницаемым образом по всей периферии. По этой причине внутреннее пространство кожуха 10 разделено на пространство 28 высокого давления под корпусом 23 и пространство 29 низкого давления над корпусом 23. Кроме того, неподвижная улитка 24 неподвижно прикреплена с помощью болта 38 к корпусу 23 так, что верхняя торцевая поверхность корпуса 23 находится в плотном контакте с нижней торцевой поверхностью неподвижной улитки 24. В корпусе 23 образованы вогнутость 31 корпуса, вогнуто расположенная в центре верхней поверхности корпуса 23, и опорная часть 32, которая простирается вниз от центра нижней поверхности корпуса 23. В опорной части 32 образовано отверстие 33 под подшипник, которое проходит насквозь в вертикальном направлении, и главная часть 17b вала в коленчатом валу 17 установлена с возможностью вращения в отверстии 33 под подшипник посредством подшипника 34 вала.
В первом варианте реализации корпус 23 изготовлен с использованием нового и специального способа изготовления. Этот способ изготовления подробно описан ниже в разделе, озаглавленном «Способ изготовления скользящего компонента».
b) Неподвижная улитка
Неподвижная улитка 24 главным образом состоит из торцевой плиты 24а и спирального витка 24b (с формой инволюты), который простирается вниз от нижней поверхности 24Р торцевой плиты 24а, как показано на фиг.1-3. В торцевой плите 24а образованы выпускное отверстие 41, которое сообщается с описанной ниже камерой 40 сжатия, и увеличенная вогнутая часть 42, которая сообщается с выпускным отверстием 41. Выпускное отверстие 41 образовано так, что оно проходит в вертикальном направлении в центральной части торцевой плиты 24а. Увеличенная вогнутая часть 42 представляет собой вогнутость, которая образована так, что она расширяется в горизонтальном направлении на верхней поверхности торцевой плиты 24а. В неподвижной улитке 24 заранее формируют тонкой зону Р формирования отверстия (см. фиг.9), снабжаемую выпускным отверстием 41, как показано в описанном ниже способе изготовления, в результате чего уменьшается образование раковин CN (см. фиг.9). Отношение высоты витка 24b к толщине витка 24b составляет 15 или более. Наклонный участок и угловой участок витка 24b имеют скругленную форму, которая обеспечивает вставку в наклонный участок и угловой участок витка 26b подвижной улитки.
К верхней поверхности неподвижной улитки 24 болтом 44а неподвижно прикреплена крышка 44 так, что она перекрывает увеличенную вогнутую часть 42. Пространство 45 глушения, предназначенное для глушения рабочего шума спирального механизма 15 сжатия, образовано посредством закрытия увеличенной вогнутой части 42 крышкой 44. Неподвижная улитка 24 и крышка 44 герметично соединены за счет плотного контакта через уплотнение, которое не показано.
В первом варианте реализации неподвижная улитка 24 изготовлена с использованием нового и специального способа изготовления. Этот способ изготовления подробно описан ниже в разделе, озаглавленном «Способ изготовления скользящего компонента».
с) Подвижная улитка
Подвижная улитка 26 представляет собой подвижную улитку типа с внешним приводом и состоит главным образом из торцевой плиты 26а, спирального витка 26b (с формой инволюты), который простирается вверх от торцевой поверхности 26Р торцевой плиты 26а, опорной части 26с, которая простирается вниз от нижней поверхности торцевой плиты 26а и насаживается на наружную сторону коленчатого вала 17, и канавки 26d (см. фиг.5), образованной на двух концах торцевой плиты 26а, как показано на фиг.1, 4 и 5.
Подвижная улитка 26 опирается на корпус 23 через кольцо 39 Олдхема, вставленное в канавку 26d (см. фиг.1). Эксцентриковая часть 17а вала в коленчатом валу 17 вставлена в опорную часть 26с. За счет того, что подвижная улитка 26 встроена в спиральный механизм 15 сжатия подобным образом, она движется без вращения «по орбите» внутреннего пространства корпуса 23 благодаря вращению коленчатого вала 17. Виток 26b подвижной улитки 26 сцепляется с витком 24b неподвижной улитки 24, и между контактирующими участками двух витков 24b, 26b образуется камера 40 сжатия (см. фиг.18(b)). В камере 40 сжатия два витка смещаются к центру согласованно с орбитальным движением подвижной улитки 26, и объем камеры сжатия уменьшается. В спиральном компрессоре 1 куполообразного типа высокого-низкого давлений парообразный холодильный агент в камере 40 сжатия подвергается сжатию данным образом.
В первом варианте реализации подвижная улитка 26 изготовлена с использованием нового и специального способа изготовления. Этот способ изготовления подробно описан ниже в разделе, озаглавленном «Способ изготовления скользящего компонента».
d) Прочее
В спиральном механизме 15 сжатия через неподвижную улитку 24 и корпус 23 образован коммуникационный канал 46. Коммуникационный канал 46 состоит из канала 47 на стороне улитки, образованного в виде паза в неподвижной улитке 24, и канала 48 на стороне корпуса, образованного в виде паза в корпусе 23. Верхний конец коммуникационного канала 46, т.е. верхний конец канала 47 на стороне улитки, открыт в увеличенную вогнутую часть 42, а нижний конец коммуникационного канала 46, т.е. нижний конец канала 48 на стороне корпуса, открыт по направлению к нижней торцевой поверхности корпуса 23. Другими словами, нижнее концевое отверстие канала 48 на стороне корпуса представляет собой выпускной проем 49, через который холодильный агент в коммуникационном канале 46 проходит в мертвое пространство 18.
(3) Кольцо Олдхема
Кольцо 39 Олдхема представляет собой элемент, предназначенный для предотвращения вращения подвижной улитки 26, и состоит главным образом из основного тела 39е, П-образных выступов 39а, 39b со стороны подвижной улитки и П-образных выступов 39с, 39d со стороны корпуса, как показано на фиг.6-8. Основное тело 39е представляет собой по существу кольцевое литое изделие, как показано на фиг.6 и 8. П-образные выступы 39а, 39b со стороны подвижной улитки обращены в противоположных направлениях, при этом ось основного тела 39е расположена между ними, и представляют собой пару выступов, которые простираются в одну сторону вдоль осевого направления от выступающих частей, которые простираются к наружной периферийной стороне в радиальном направлении основного тела 39е. П-образные выступы 39с, 39d со стороны корпуса обращены в противоположных направлениях, при этом ось основного тела 39е расположена между ними; представляют собой пару выступов, которые простираются в сторону, противоположную П-образным выступам 39а, 39b со стороны подвижной улитки, вдоль осевого направления от выступающих частей, которые простираются к наружной периферийной стороне в радиальном направлении основного тела 39е; и расположены в таком местоположении, которое находится под углом по существу 90° к П-образным выступам 39а, 39b со стороны подвижной улитки относительно центра оси. П-образные выступы 39а, 39b со стороны подвижной улитки вставляются в канавку 26d подвижной улитки 26, а П-образные выступы 39с, 39d со стороны корпуса вставляются в канавку Олдхема (не показана), образованную в корпусе 23. Канавки Олдхема представляют собой эллиптические канавки, расположенные в таких местоположениях, что канавки расположены напротив друг друга в корпусе 23.
В первом варианте реализации кольцо 39 Олдхема изготовлено с использованием нового и специального способа изготовления. Этот способ изготовления подробно описан ниже в разделе, озаглавленном «Способ изготовления скользящего компонента».
(4) Приводной двигатель
Приводной двигатель 16 в первом варианте реализации представляет собой электродвигатель постоянного тока и состоит главным образом из кольцевого статора 51, прикрепленного к поверхности внутренней стенки кожуха 10, и ротора 52, размещенного с возможностью вращения с небольшим зазором (каналом в виде воздушного зазора) внутри статора 51. Приводной двигатель 16 расположен так, что верхний конец конца 53 обмотки, образованного у верхнего конца статора 51, находится по существу в том же положении по высоте, что и нижний конец опорной части 32 корпуса 23.
Медный провод намотан вокруг зубчатой части статора 51, и конец 53 обмотки образован над и под статором. Наружная периферийная поверхность статора 51 снабжена полыми вырезанным частями, которые были образованы в виде прорезей в множестве мест от верхней торцевой поверхности до нижней торцевой поверхности статора 51 через заданные интервалы в периферийном направлении. Канал 55 охлаждения двигателя, который проходит в вертикальном направлении, образован полыми вырезанными частями между основным трубчатым кожухом 11 и статором 51.
Ротор 52 соединен с подвижной улиткой 26 спирального механизма 15 сжатия с возможностью передачи приводного усилия посредством коленчатого вала 17, расположенного в осевом центре основного трубчатого кожуха 11 так, что он простирается в вертикальном направлении. Направляющая пластина 58, предназначенная для направлении холодильного агента, который вытек из выпускного проема 49 коммуникационного канала 46, в канал 55 охлаждения двигателя, расположена в мертвом пространстве 18.
(5) Коленчатый вал
Коленчатый вал 17 представляет собой по существу цилиндрическое цельнолитое изделие, как показано на фиг.1, и состоит главным образом из эксцентриковой части 17а вала, главной части 17b вала, противовесной части 17с и вспомогательной части 17d вала. Эксцентриковая часть 17а вала размещена в опорной части 26с подвижной улитки 26. Главная часть 17b вала размещена в отверстии 33 под подшипник в корпусе 23 посредством подшипника 34 вала. Вспомогательная часть 17d вала размещена в нижней основной опоре 60.
В первом варианте реализации коленчатый вал 17 изготовлен с использованием нового и специального способа изготовления. Этот способ изготовления подробно описан ниже в разделе, озаглавленном «Способ изготовления скользящего компонента».
(6) Нижняя основная опора
Нижняя основная опора 60 расположена в нижнем пространстве под приводным двигателем 16. Нижняя основная опора 60 прикреплена к основному трубчатому кожуху 11, образует опору коленчатого вала 17 со стороны его нижнего конца и вмещает в себя вспомогательную часть 17d вала в коленчатом валу 17.
В данном варианте реализации нижняя основная опора 60 изготовлена с использованием нового и специального способа изготовления. Этот способ изготовления подробно описан ниже в разделе, озаглавленном «Способ изготовления скользящего компонента».
(7) Всасывающая труба
Всасывающая труба 19 используется для направления холодильного агента в схеме циркуляции холодильного агента в спиральный механизм 15 сжатия и установлена воздухонепроницаемым образом в части 12 верхней стенки кожуха 10. Всасывающая труба 19 проходит через пространство 29 низкого давления в вертикальном направлении, и ее внутренняя концевая часть вставлена в неподвижную улитку 24.
(8) Нагнетательная труба
Нагнетательная труба 20 используется для выпуска холодильного агента, находящегося внутри кожуха 10, наружу из кожуха 10 и вставлена воздухонепроницаемым образом в основной трубчатый кожух 11 кожуха 10. Нагнетательная труба 20 имеет внутреннюю концевую часть 36, образованную с формой цилиндра, простирающегося в вертикальном направлении, и прикреплена к нижней концевой части корпуса 23. Отверстие на внутреннем конце нагнетательной трубы 20, т.е. впуск, открыт в направлении вниз.
(Способ изготовления скользящего компонента)
В спиральном компрессоре 1 куполообразного типа высокого-низкого давлений согласно первому варианту реализации коленчатый вал 17, корпус 23, неподвижная улитка 24, подвижная улитка 26, кольцо 39 Олдхема и нижняя основная опора 60 представляют собой скользящие компоненты. Данные скользящие компоненты изготовлены с использованием способа изготовления, описанного ниже.
(1) (Исходный материал)
Железный материал в качестве исходного материала для скользящих компонентов согласно первому варианту реализации представляет собой биллет, в который были добавлены следующие компоненты: С: 2,3-2,4 мас.%; Si: 1,95-2,05 мас.%; Mn: 0,6-0,7 мас.%; Р:<0,035 мас.%; S:<0,04 мас.%; Cr: 0,00-0,50 мас.%; Ni: 0,50-1,00 мас.%. Используемые здесь массовые соотношения представляют собой доли по отношению ко всему количеству. Кроме того, термин «биллет» относится к предварительно отлитому материалу, в котором железный материал с вышеописанными компонентами был временно расплавлен в плавильной печи и после этого отлит с приданием цилиндрической или подобной ей геометрической формы с использованием установки непрерывной разливки. В данном случае содержание С и Si определено так, чтобы оно удовлетворяло двум целям: достичь предела прочности при растяжении и модуля упругости при растяжении, которые превышают соответствующие характеристики чугуна с хлопьевидным графитом, и обеспечить надлежащую жидкотекучесть для отливки заготовки скользящего компонента, имеющей сложную форму. Содержание Ni определено так, чтобы добиться структуры металла, которая улучшает ударную вязкость структуры металла и пригодна для предотвращения образования поверхностных трещин во время литья.
(2) Стадия изготовления
Скользящие компоненты согласно первому варианту реализации изготовлены посредством стадии литья под давлением в полурасплавленном состоянии, стадии термообработки, стадии чистовой обработки и стадии частичной термообработки. Эти стадии будут подробно описаны ниже.
а) Стадия литья под давлением в полурасплавленном состоянии
На стадии литья под давлением в полурасплавленном состоянии биллет сначала переводят в полурасплавленное состояние посредством высокочастотного нагрева. Далее полурасплавленный биллет вводят в заданную металлическую литейную форму и затем отливают с приданием заданной формы при приложении заданного давления с использованием машины для литья под давлением, получая заготовку скользящего компонента. Структура металла заготовки скользящего компонента становится в целом белым чугуном, когда заготовку скользящего компонента извлекают из литейной формы и быстро охлаждают. Заготовка скользящего компонента немного больше, чем сам скользящий компонент, который будет получен в конце концов, и заготовка скользящего компонента становится конечным скользящим компонентом, когда на более поздней стадии конечной чистовой обработки будет удален допуск на обработку резанием.
В первом варианте реализации заготовка 124 неподвижной улитки 24 отлита с использованием металлической литейной формы 70, показанной на фиг.9, а заготовка 126 подвижной улитки 26 отлита с использованием металлической литейной формы 80, показанной на фиг.11.
(Отливка неподвижной улитки)
Металлическая литейная форма 70, предназначенная для получения заготовки 124 неподвижной улитки 24 посредством литья под давлением в полурасплавленном состоянии, состоит из первой полуформы 71 и второй полуформы 72. Форма пространства 73, которое образуется, когда первую полуформу 71 и вторую полуформу 72 объединяют, соответствует той геометрической форме, которую снаружи имеет неподвижная улитка 24 (т.е. заготовка 124) перед резанием.
Выпуклость 71а и выпуклость 72а образованы соответственно на первой полуформе 71 и второй полуформе 72 так, что они расположены напротив друг друга для образования зоны Р формирования отверстия, которая представляет собой зону, в которой будет сформировано выпускное отверстие 41 вблизи от центра заготовки 124 неподвижной улитки 24. Расстояние между выпуклостью 71а и выпуклостью 72а задано равным 4 мм или меньшим. Следовательно, может быть дополнительно уменьшено образование раковин CN, поскольку толщина t2 (см. фиг.9 и 10) зоны Р формирования отверстия уменьшена до 4 мм или менее.
В данном случае, в качестве сравнительного примера, толщина зоны Q формирования отверстия вблизи от центра заготовки 224 сохраняется примерно такой же, как и толщина периферийных частей, если рассматривается показанная на фиг.13 заготовка 224 обычной неподвижной улитки, образованной посредством литья под давлением в полурасплавленном состоянии. Следовательно, на большом расстоянии внутри части 224а, которая соответствует торцевой плите, могут образовываться раковины СN, поскольку раковины также образуются вблизи от центра той части 224а, которая соответствует торцевой плите. Соответственно раковины CN будут открыты наружу из выпускного отверстия 241, когда это выпускное отверстие 241 (участок, окруженный двумя воображаемыми линиями на фиг.13) будет образовано путем сверления в зоне Q формирования отверстия вблизи от центра заготовки 224. В результате усталостная прочность неподвижной улитки после изготовления значительно снижается.
(Отливка подвижной улитки)
Металлическая литейная форма 80, используемая при литье под давлением в полурасплавленном состоянии заготовки 126 подвижной улитки 26, состоит из первой полуформы 81 и второй полуформы 82, как показано на фиг.11. Форма пространства 83, образованного, когда первая полуформа 81 и вторая полуформа 82 объединены, соответствует той геометрической форме, которую снаружи имеет подвижная улитка 26 (т.е. заготовка 126) перед резанием.
В первой полуформе 81 образована выпуклость 81а, предназначенная для образования внутреннего пространства 26f (см. фиг.5) опорной части 26с подвижной улитки 26. Расстояние между выпуклостью 81а и второй полуформой 82 задано равным 4 мм или меньшим. Следовательно, толщина t1 (см. фиг.11 и 12) центрального участка той части, которая соответствует торцевой плите в заготовке 126 подвижной улитки 26, составляет 4 мм или менее. Соответственно появление раковин СN на данном участке может быть уменьшено.
Заготовка 126 подвижной улитки 26 имеет толщину t1 на центральном участке 26е той части, которая соответствует торцевой плите. Данная толщина меньше толщины заготовки подвижной улитки внутреннего привода, т.е. подвижной улитки, в которой опорный элемент, состоящий из сплошного закругленного стержня, вставляется внутрь приводного вала. Соответственно в случае данной подвижной улитки 26 появление раковин CN может быть уменьшено по сравнению с подвижной улиткой внутреннего привода.
В данном случае, когда заготовка 226 обычной подвижной улитки, образованная посредством литья под давлением в полурасплавленном состоянии и показанная на фиг.14, рассматривается в качестве сравнительного примера, толщина центральной части 226е примерно такая же, как толщина периферийных частей. Следовательно, многочисленные раковины CN образуются вблизи от центра той части 226а, которая соответствует торцевой плите. Соответственно прочность образованной таким образом подвижной улитки уменьшается. В частности, поскольку наибольшая нагрузка пара (или давление) имеет место в центральной части 226е во время работы спирального компрессора, торцевая плита, скорее всего, будет деформироваться при снижении прочности центральной части 226е. Кроме того, когда торцевая плита деформируется, ухудшается состояние скольжения между подвижной улиткой и неподвижной улиткой, и это приводит к абразивному износу и заеданию.
b) Стадия термообработки
На стадии термообработки заготовку скользящего компонента после стадии литья под давлением в полурасплавленном состоянии подвергают термообработке. На данной стадии термообработки структура металла заготовки скользящего компонента изменяется со структуры белого чугуна на структуру металла, состоящую из перлитно-ферритной основы и зернистого графита. Графитизацию и перлитное превращение структуры белого чугуна можно регулировать посредством регулирования температуры термообработки, времени выдержки, скорости охлаждения и тому подобного. Как описано, например, в работе “Research of Semi-molten Iron Molding Techniques” («Исследование технологий литья полурасплавленного железа»), Honda R&D Technical Review, Vol.14, No. 1, структура металла, имеющая предел прочности при растяжении примерно от 500 до 700 МПа и твердость примерно от НВ 150 (единиц твердости по Бринеллю) (HRB 81 (преобразованная величина из таблицы преобразования твердости по SAE J417 (SAE - Society of Automotive Engineers - Общество инженеров автомобильной промышленности, США))) до НВ 200 (HRB 96 (преобразованная величина из таблицы преобразования твердости по SAE J 417)), может быть получена посредством выдерживания металла в течение 60 минут при 950°С и последующего постепенного охлаждения металла в печи со скоростью охлаждения от 0,05 до 0,10°С/сек. Такая структура металла представляет собой главным образом феррит и поэтому является мягкой и имеет отличную обрабатываемость резанием. Однако может образовываться нарост на режущей кромке во время обработки резанием, и срок службы режущего инструмента может быть уменьшен. Металл выдерживают в течение 60 минут при 1000°С, затем охлаждают на воздухе, выдерживают в течение заданного интервала времени при температуре, которая немного ниже этой начальной температуры, и после этого охлаждают на воздухе, в результате чего может быть получена структура металла, имеющая предел прочности при растяжении примерно от 600 до 900 МПа и твердость примерно от НВ 200 (HRB 96 (преобразованная величина из таблицы преобразования твердости по SAE J 417)) до НВ 250 (HRB 105, HRC 26 (преобразованная величина из таблицы преобразования твердости по SAE J 417; HRB 105 представляет собой контрольное значение для выхода за используемый на практике фактический диапазон для вида испытаний)). При такой структуре металла вещество, твердость которого равна твердости чугуна с хлопьевидным графитом, имеет ту же обрабатываемость резанием, что и чугун с хлопьевидным графитом, и лучшую обрабатываемость резанием, чем чугун с шаровидным графитом, имеющий такую же пластичность и ударную вязкость. Также возможен способ, при котором металл выдерживают в течение 60 минут при 1000°С, охлаждают в масле, выдерживают в течение заданного интервала времени при температуре, которая немного ниже этой начальной температуры, и после этого охлаждают на воздухе, в результате чего может быть получена структура металла, имеющая предел прочности при растяжении примерно от 800 до 1300 МПа и твердость примерно от НВ 250 (HRB 105, HRC 26 (преобразованная величина из таблицы преобразования твердости по SAE J 417; HRB 105 представляет собой контрольное значение для выхода за используемый на практике фактический диапазон для вида испытаний)) до НВ 350 (HRB 122, HRC 41 (преобразованная величина из таблицы преобразования твердости по SAE J 417; HRB 122 представляет собой контрольное значение для выхода за используемый на практике фактический диапазон для вида испытаний)). Подобная структура металла представляет собой главным образом перлит и поэтому является твердой и имеет плохую обрабатываемость резанием, но обладает отличной стойкостью к абразивному износу. Тем не менее, существует возможность того, что такой металл повредит другой элемент из скользящей пары вследствие избыточной твердости.
На стадии термообработки в первом варианте реализации заготовку скользящего компонента подвергают термообработке при условиях, которые обеспечивают твердость, составляющую более HRB 90 (НВ 176 (преобразованная величина из таблицы преобразования твердости по SAE J 417)), но менее HRB 100 (НВ 219 (преобразованная величина из таблицы преобразования твердости по SAE J 417)). Очевидно, что в том случае, когда заготовка скользящего компонента изготовлена с использованием литья под давлением в полурасплавленном состоянии, твердость заготовки скользящего компонента находится в пропорциональной зависимости от прочности при растяжении заготовки скользящего компонента и, следовательно, по существу соответствует тому диапазону, в котором предел прочности при растяжении заготовки скользящего компонента в данном случае составляет от 600 до 900 МПа.
На стадии термообработки в первом варианте реализации заготовку скользящего компонента подвергают термообработке при условиях, которые обеспечивают твердость больше HRB 90 (НВ 176 (преобразованная величина из таблицы преобразования твердости по SAE J 417)), но меньше HRB 100 (НВ219 (преобразованная величина из таблицы преобразования твердости по SAE J 417)). Очевидно, что в том случае, когда заготовка скользящего компонента изготовлена с использованием литья под давлением в полурасплавленном состоянии, твердость заготовки скользящего компонента находится в пропорциональной зависимости от прочности при растяжении заготовки скользящего компонента и, следовательно, по существу соответствует тому диапазону, в котором предел прочности при растяжении заготовки скользящего компонента в данном случае составляет от 600 до 900 МПа.
На стадии термообработки заготовки 124 неподвижной улитки 24 и заготовки 126 подвижной улитки 26 термообработку осуществляют так, чтобы отношение предела прочности при растяжении к модулю Юнга составило 0,0046 или менее. Термообработку осуществляют так, чтобы отношение предела прочности при растяжении к модулю Юнга составило 0,0033 или более, так что доля феррита уменьшается до уровня, который позволяет гарантировать сопротивление абразивному износу, и так что менее вероятно образование нароста на режущей кромке во время обработки резанием. Поскольку модуль Юнга составляет 175-190 ГПа независимо от термообработки, термообработку осуществляют так, чтобы предел прочности при растяжении составил примерно от 600 до 900 МПа.
с) Стадия чистовой обработки
На стадии чистовой обработки заготовку скользящего компонента обрабатывают резанием и получают готовый скользящий компонент.
На стадии чистовой обработки заготовки 124 неподвижной улитки 24 выпускное отверстие 41, которое представляет собой сквозное отверстие в зоне Р формирования отверстия, формируют посредством традиционно известного сверления или тому подобного, и соответствующую витку часть вырезают торцевым фрезерованием или тому подобным. Высоте Н от торцевой плиты 24Р до дальнего конца, а также толщине Т придаются заданные расчетные значения, как показано на фиг.3.
На стадии чистовой обработки заготовки 126 подвижной улитки 2 соответствующую витку часть вырезают посредством торцевого фрезерования или тому подобного, и пазовую часть (расточку) SC5 для рассеяния напряжения от нагрузки пара образуют посредством торцевого фрезерования или тому подобного. Высоте Н от торцевой плиты 26Р до дальнего конца, а также толщине Т придаются заданные расчетные значения, как показано на фиг.5. Пазовая часть (расточка) SC5 служит для рассеяния напряжения в части основании витка 26b, которая представляет собой ту часть, в которой в максимальной степени концентрируются напряжения.
В том случае, когда спиральный компрессор 1 куполообразного типа высокого-низкого давлений согласно первому варианту реализации встроен в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется R410А, высоту Н и толщину Т витков 24b и 26b задают такими, чтобы отношение (Н/Т) составляло от 10 до 19 в предположении, что отношение предела прочности при растяжении к модулю Юнга неподвижной улитки 24 и подвижной улитки 26 составляет от 0,0033 до 0,0046. Величина изгиба (величина деформации) на дальнем конце концевой части (концевой части, где начинается закручивание) в центре спирали витков 24b, 26b может поддерживаться в приемлемых пределах посредством использования подобной конструкции, и проблемы с прочностью отсутствуют даже тогда, когда холодильный агент R410А, который представляет собой парообразный холодильный агент, используемый в холодильном аппарате, находится под максимальным давлением.
В том случае, когда спиральный компрессор 1 куполообразного типа высокого-низкого давлений согласно первому варианту реализации встроен в схему циркуляции холодильного агента в холодильном аппарате, в котором в качестве холодильного агента используется диоксид углерода, высоту Н и толщину Т витков 24b и 26b задают такими, чтобы отношение (Н/Т) составляло от 2 до 8 в предположении, что отношение предела прочности при растяжении к модулю Юнга неподвижной улитки 24 и подвижной улитки 26 составляет от 0,0033 до 0,0046. Величина изгиба (величина деформации) на дальнем конце концевой части (концевой части, где начинается закручивание) в центре спирали витков 24b, 26b может поддерживаться в приемлемых пределах посредством использования подобной конструкции, и проблемы с прочностью отсутствуют даже тогда, когда диоксид углерода, который представляет собой парообразный холодильный агент, используемый в холодильном аппарате, находится под максимальным давлением.
d) Стадия частичной термообработки
На стадии частичной термообработки осуществляют обработку лазерным нагревом или обработку высокочастотным нагревом в определенных местах скользящего компонента и повышают усталостную прочность и сопротивление абразивному износу этих определенных мест. При обработке лазерным нагревом или обработке высокочастотным нагревом лазерный луч или волну высокой частоты излучают так, чтобы твердость поверхности нагретых частей составила от HRC 50 до HRC 65.
На стадии частичной термообработки неподвижной улитки 24 обработку лазерным нагревом выполняют на периферийной части SC1 основания витка 24b, в которой концентрируются напряжения во время работы спирального компрессора 1 куполообразного типа высокого-низкого давлений, а обработку высокочастотным нагревом выполняют на самом внутреннем участке SC2 витка 24b (см. фиг.2 и 3; на схематических чертежах места обработки лазерным нагревом заштрихованы).
На стадии частичной термообработки подвижной улитки 26 обработку лазерным нагревом выполняют на периферийной части SC3 основания витка 26b и на периферийной части SC4 основания опорной части 26с, в которых концентрируются напряжения во время работы спирального компрессора 1 куполообразного типа высокого-низкого давлений, а обработку высокочастотным нагревом выполняют на пазовой части SC5, образованной вблизи от расчетного центра торцевой плиты 26а, и на самом внутреннем участке SC6 витка 26b (см. фиг.4 и 5; на схематических чертежах места обработки лазерным нагревом заштрихованы).
На стадии частичной термообработки коленчатого вала 17 обработку высокочастотным нагревом выполняют на эксцентриковой части 17а вала и на главной части 17b вала, которые требуют стойкости к абразивному износу. Обработку лазерным нагревом выполняют на периферийном участке SC7 пазовой части, которая имеется между эксцентриковой частью 17а вала и главной частью 17b вала, и на котором во время работы компрессора концентрируются напряжения (см. фиг.15; на схематическом чертеже места обработки лазерным нагревом заштрихованы).
На стадии частичной термообработки кольца 39 Олдхема обработку высокочастотным нагревом выполняют на П-образных выступах 39а, 39b со стороны подвижной улитки и на П-образных выступах 39с, 39d со стороны корпуса, которые требуют стойкости к абразивному износу (см. фиг.6, 7 и 8; на схематических чертежах места обработки высокочастотным нагревом заштрихованы).
(Работа спирального компрессора куполообразного типа высокого-низкого давлений)
Далее будет кратко описана работа спирального компрессора 1 куполообразного типа высокого-низкого давлений. Сначала, когда приводится в действие приводной двигатель 16, приводной вал 17 вращается, и подвижная улитка 26 совершает орбитальное движение без вращения. В этот момент парообразный холодильный агент низкого давления проходит по всасывающей трубе 19, всасывается от периферийного края камеры 40 сжатия в камеру 40 сжатия, подвергается сжатию по мере изменения объема камеры 40 сжатия и становится парообразным холодильным агентом высокого давления (см. фиг.18(b)). Парообразный холодильный агент высокого давления проходит из центральной части камеры 40 сжатия по выпускному каналу 41, нагнетается в пространство 45 глушения, затем проходит по коммуникационному каналу 46, каналу 47 на стороне улитки, каналу 48 на стороне корпуса и через выпускное отверстие 49, вытекает в мертвое пространство 18 и протекает вниз между направляющей пластиной 58 и внутренней поверхностью основного трубчатого кожуха 11. Часть парообразного холодильного агента «ответвляется» и протекает в периферийном направлении между направляющей пластиной 58 и приводным двигателем 16, когда парообразный холодильный агент протекает вниз между направляющей пластиной 58 и внутренней поверхностью основного трубчатого кожуха 11. В этот момент отделяется смазочное масло, смешанное с парообразным холодильным агентом. С другой стороны, другая часть ответвленного парообразного холодильного агента протекает вниз по каналу 55 охлаждения двигателя в пространство под двигателем и затем меняет направление на противоположное и протекает вверх по каналу 55 охлаждения двигателя со стороны (с левой стороны на фиг.1), обращенной к коммуникационному каналу 46 или каналу воздушного зазора между статором 51 и ротором 52. После этого парообразный холодильный агент, который прошел через направляющую пластину 58, и парообразный холодильный агент, который вытек из канала воздушного зазора или канала 55 охлаждения двигателя, соединяются в мертвом пространстве 18. Объединенный парообразный холодильный агент протекает из внутренней концевой части 36 нагнетательной трубы 20 в нагнетательную трубу 20 и затем выпускается наружу из кожуха 10. Парообразный холодильный агент, выпущенный наружу из кожуха 10, циркулирует по схеме циркуляции холодильного агента, затем снова проходит по всасывающей трубе 19 и всасывается и сжимается в спиральном механизме 15 сжатия.
(Сравнение обычной улитки, в которой используется материал FC, и улитки по первому варианту реализации)
Далее со ссылкой на фиг.16-18 выполнено сравнение между обычными неподвижной улиткой 324 и подвижной улиткой 326, в которых используется материал FC250, и неподвижной улиткой 24 и подвижной улиткой 26 компрессора 1 согласно первому варианту реализации. В данном случае высота Н витков 285, 287, 24b, 26b улиток 324, 326, 24, 26 задана во всех случаях одинаковой. Толщина Т витков 285, 287 задана на основе проектных рекомендаций для обычной прочности обычных неподвижной улитки 324 и подвижной улитки 326, а толщина Т витков 24b, 26b задана на основе проектных рекомендаций, описанных выше для неподвижной улитки 24 и подвижной улитки 26. Для неподвижной улитки 24 и подвижной улитки 26 используется отлитый литьем под давлением в полурасплавленном состоянии материал, и, поскольку прочность увеличена по сравнению с обычным материалом FC250, толщина Т витков уменьшена по сравнению с обычными неподвижной улиткой 324 и подвижной улиткой 326.
Заштрихованные участки на фиг.16(а), 16(b) и 16(с) показывают соответственно площадь поверхности перегородки, площадь рабочей зоны сжатия и площадь напорной зоны в обычной неподвижной улитке 324. Площадь поверхности перегородки представляет собой площадь поверхности бокового поперечного сечения витка (в данном случае витка 285). Напротив, заштрихованные участки на фиг.16(d), 16(е) и 16(f) показывают соответственно площадь поверхности перегородки, площадь рабочей зоны сжатия и площадь напорной зоны в неподвижной улитке 24. При сравнении фиг.16(а) и 16(d) можно видеть, что площадь поверхности перегородки в неподвижной улитке 24 уменьшена по сравнению с обычной неподвижной улиткой 324. Это обусловлено тем, что отношение (Н/Т) высоты Н к толщине Т витка 24b увеличено при более высокой прочности. При выполнении сравнения со ссылкой на фиг.16(с) и 16(f) между полезными площадями поверхностей сжатия, получаемыми путем вычитания площади поверхности перегородки из площади поверхности рабочей зоны сжатия, получают, что полезная площадь поверхности сжатия составляет 48 см2 или примерно на 20% больше в неподвижной улитке 24 по сравнению с 40 см2 у обычной неподвижной улитки 324.
Заштрихованные участки на фиг.17(а), 17(b) и 17(с) показывают соответственно площадь поверхности перегородки, площадь рабочей зоны сжатия и площадь напорной зоны в обычной подвижной улитке 326. Площадь поверхности перегородки представляет собой площадь поверхности бокового поперечного сечения витка (в данном случае витка 287). Напротив, заштрихованные участки на фиг.17(d), 17(е) и 17(f) показывают соответственно площадь поверхности перегородки, площадь рабочей зоны сжатия и площадь напорной зоны в подвижной улитке 26. При сравнении фиг.17(а) и 17(d) можно видеть, что площадь поверхности перегородки в подвижной улитке 26 уменьшена по сравнению с обычной подвижной улиткой 326. Это обусловлено тем, что отношение (Н/Т) высоты Н к толщине Т витка 26b увеличено при более высокой прочности. При выполнении сравнения со ссылкой на фиг.17(с) и 17(f) между полезными площадями поверхностей сжатия, получаемыми путем вычитания площади поверхности перегородки из площади поверхности рабочей зоны сжатия, получают, что полезная площадь поверхности сжатия составляет 32 см2 или примерно на 15% больше в подвижной улитке 26 по сравнению с 28 см2 у обычной подвижной улитки 326.
Заштрихованная часть на фиг.18(а) показывает объем всасывания, образованный обычными неподвижной улиткой 324 и подвижной улиткой 326, имеющими витки 285, 287, в которых толщина Т сравнительно велика; а заштрихованная часть на фиг.18(b) показывает объем всасывания, образованный неподвижной улиткой 24 и подвижной улиткой 26, имеющими витки 24b, 26b, в которых толщина Т сравнительно мала (они тонкие). В компрессоре 1 толщина Т витков 24b, 26b уменьшена и отношение (Н/Т) увеличено. Таким образом, объем всасывания сделан в примерно 1,5 раза большим по сравнению с компрессором, в котором используются обычные улитки 324, 326.
(Испытания)
(1) Испытание на сопротивление абразивному износу и испытание на «приработку»
Сначала стержнеобразный испытываемый образец 412а и дискообразный испытываемый образец 412b, такие как показанные на фиг.19, были изготовлены из материала, изготовленного посредством литья под давлением в полурасплавленном состоянии, и испытываемые образцы 412а, 412b, имеющие разные уровни твердости, были изготовлены посредством варьирования условий термообработки материала, изготовленного посредством литья под давлением в полурасплавленном состоянии. Испытываемые образцы 412а, 412b были установлены в устройстве 401 для испытаний стержней/дисков, таком как показанное на фиг.19, стержнеобразный испытываемый образец 412а, который был установлен в держателе 413, заставляли скользить в течение двух часов по дискообразному испытываемому образцу 412b в условиях средней скорости скольжения 2,0 м/с и постоянной нагрузки поверхностным давлением 20 МПа в жидкой смеси 416, состоящей из эфирного масла (100°С) и холодильного агента R410А, хранящейся в контейнере 410, и была измерена величина абразивного износа. Поверхностное давление в данном случали регулировали посредством использования нагрузки, приложенной к валу 411b с нижней стороны. Между вращающимся валом 411а с верхней стороны и контейнером 410 было предусмотрено механическое уплотнение 414. Величина абразивного износа в данном случае была получена посредством сложения величины абразивного износа стержня и величины абразивного износа диска.
Данные, полученные из этого эксперимента, были суммированы на столбиковой диаграмме, показанной на фиг.20. Зависимость между величиной абразивного износа и твердостью испытываемых образцов, изготовленных посредством литья под давлением в полурасплавленном состоянии (называемых далее полученными литьем под давлением в полурасплавленном состоянии испытываемыми образцами), показана в левой зоне графика. В качестве контрольных в правой зоне на графике показаны величина абразивного износа и твердость испытываемых образцов, состоящих из FC250 (далее называемых испытываемыми образцами FC250), который представляет собой обычный материал. Испытываемые образцы FC250 имеют уровень твердости (HRB 101,0), который указывает на хорошие характеристики «приработки» в обычном компрессоре. Кроме того, структура основы испытываемого образца FC250, имеющего подобный уровень твердости, содержит 95% или более перлитной структуры.
В данном случае, принимая во внимание левую зону, очевидно, что твердость и величина абразивного износа испытываемых образцов, полученных литьем под давлением в полурасплавленном состоянии, имеют по существу пропорциональную зависимость. При сравнении испытываемых образцов, полученных литьем под давлением в полурасплавленном состоянии, и испытываемых образцов FC250 очевидно, что испытываемый образец, полученный литьем под давлением в полурасплавленном состоянии и имеющий твердость HRB 103,7, имеет значительно меньшую величину абразивного износа, чем испытываемый образец FC250; испытываемый образец, полученный литьем под давлением в полурасплавленном состоянии и имеющий твердость HRB 98,0, имеет по существу такую же величину абразивного износа, что и испытываемый образец FC250, и испытываемый образец, полученный литьем под давлением в полурасплавленном состоянии и имеющий твердость HRB 87,4, имеет существенно большую величину абразивного износа, чем испытываемый образец FC250. Другими словами, очевидно, что испытываемый образец, полученный литьем под давлением в полурасплавленном состоянии и имеющий твердость HRB 98,0, имеет приблизительно такую же характеристику «приработки», что и испытываемый образец FC250, имеющий твердость HRB 100 или выше. Это предполагает, что явление абразивного износа зависит не только от твердости, но также от структуры основы. Другими словами, когда доля перлитной структуры, составляющей структуру основы, высока, характеристика «приработки» литого изделия плохая, даже при той же твердости. В данном случае твердость, которая может демонстрировать хорошие характеристики «приработки», представляет собой твердость, которую определяют эмпирически по наличию величины абразивного износа более 5 мкм, но менее 13 мкм. Соответственно полученный литьем под давлением в полурасплавленном состоянии испытываемый образец, который имеет уровень твердости более HRB 90, но менее HRB 100, имеет отличные «характеристики приработки». Это подтверждает кривая «приработки» литого изделия, полученного литьем под давлением в полурасплавленном состоянии, которая показана на фиг.21. Из фиг.21 очевидно, что требуется 100 часов для достаточной приработки, когда твердость составляет HRB 100 или более, но «приработка» по существу завершается через десять часов или около того, когда твердость составляет HRB 100 или менее.
(2) Испытание на сопротивление заеданию
Сначала стержнеобразный испытываемый образец 412а и дискообразный испытываемый образец 412b, такие как показанные на фиг.19, были изготовлены из материала, полученного посредством литья под давлением в полурасплавленном состоянии, и испытываемые образцы 412а, 412b, имеющие разные уровни твердости, были изготовлены посредством варьирования условий термообработки материала, изготовленного посредством литья под давлением в полурасплавленном состоянии. Испытываемые образцы 412а, 412b установили в устройстве 401 для испытаний стержней/дисков, таком как показанное на фиг.19, и приложили нагрузку (поверхностное давление) с шагом в 15,6 МПа в условиях средней скорости скольжения 2,0 м/с в жидкой смеси 416, состоящей из эфирного масла (100°С) и холодильного агента R410А, хранящейся в контейнере 410. Точка, при которой быстро возрастал момент трения, определяемый датчиком 415 крутящего момента, был определен как та точка, при которой происходит заедание, и поверхностное давление в данный момент времени было использовано как то поверхностное давление, при котором происходит заедание. Поверхностное давление в данном случае регулировали посредством использования нагрузки, приложенной к валу 411b с нижней стороны. Между вращающимся валом 411а с верхней стороны и контейнером 410 было предусмотрено механическое уплотнение 414.
Данные, полученные из этого эксперимента, были суммированы на столбиковой диаграмме, показанной на фиг.22. Зависимость между поверхностным давлением, при котором происходит заедание, и твердостью испытываемых образцов, изготовленных посредством литья под давлением в полурасплавленном состоянии (называемых далее испытываемыми образцами, полученными литьем под давлением в полурасплавленном состоянии), показана на данной диаграмме.
Из фиг.22 очевидно, что поверхностное давление, при котором происходит заедание, существенно уменьшается, когда твердость испытываемого образца, полученного литьем под давлением в полурасплавленном состоянии, составляет от HRB 98,0 до HRB 103,8. Другими словами, это показывает, что заедание происходит легче (быстрее), когда твердость испытываемого образца, полученного литьем под давлением в полурасплавленном состоянии, составляет HRB 100 или более. В том случае, когда подвижная улитка и неподвижная улитка изготовлены с использованием литья под давлением в полурасплавленном состоянии, твердость подвижной улитки и неподвижной улитки должна быть меньше HRB 100, чтобы предотвратить заедание подвижной улитки и неподвижной улитки во время работы компрессора в аномальном режиме.
(3) Испытание на пластичность
Фиг.23 показывает зависимость между относительным удлинением при растяжении и твердостью литого изделия, изготовленного с использованием литья под давлением в полурасплавленном состоянии. Относительное удлинение при растяжении было измерено в соответствии с методом испытаний, описанным в Японском промышленном стандарте (JIS) Z2241. В данном испытании на растяжение форма испытываемого образца представляла собой форму испытываемого образца #4 или #5, описанного в JIS Z2201.
Из фиг.23 очевидно, что относительное удлинение и твердость литого изделия, изготовленного посредством литья под давлением в полурасплавленном состоянии (далее называемого изделием, полученным литьем под давлением в полурасплавленном состоянии), находятся в обратно пропорциональной зависимости. При сравнении с обычным литым изделием из FC250 или FCD600 (далее называемым обычным литым изделием) очевидно, что изделие, полученное литьем под давлением в полурасплавленном состоянии, имеет существенно бульшую пластичность, чем обычное литое изделие. В случае изделия, полученного литьем под давлением в полурасплавленном состоянии, имеет место ситуация, при которой нарост на режущей кромке легко образуется во время обработки резанием и ухудшается обрабатываемость при шлифовании, когда относительное удлинение при растяжении составляет 14% или более; в случае, когда произошло растрескивание, легко образуются мелкие обломки, когда относительное удлинение при растяжении составляет 8% или менее (возможно вследствие обратного потока текучей среды (гидравлического сжатия), который может возникать, когда изделие, полученное литьем под давлением в полурасплавленном состоянии, представляет собой подвижную улитку или неподвижную улитку); и эффект предотвращения подобных ситуаций не может быть в достаточной степени обеспечен посредством улучшения пластичности. По этой причине изделие, полученное литьем под давлением в полурасплавленном состоянии, предпочтительно в идеальном случае имеет относительное удлинение при растяжении, которое составляет более 8%, но менее 14%. Следовательно, твердость изделия, полученного литьем под давлением в полурасплавленном состоянии, в идеальном случае составляет более HRB 90, но менее HRB 100.
(4) Испытание на резание
Фиг.24 показывает зависимость между расстоянием между надрезами и сопротивлением резанию литого изделия, изготовленного с использованием литья под давлением в полурасплавленном состоянии. Испытание на резание было выполнено с использованием метода попутного фрезерования с помощью торцевой фрезы в качестве режущего лезвия в сухих условиях при скорости вращения торцевойфрезы 6000 об/мин и скорости подачи 1800 мм/мин - 0,05/лезвие. Твердость изделия, полученного литьем под давлением в полурасплавленном состоянии, при этом составляла HRB 98, а твердость контрольного литого изделия из FC250 составляла HRB 101.
Из фиг.24 очевидно, что в случае изделия, полученного литьем под давлением в полурасплавленном состоянии, сопротивление резанию увеличивается пропорционально по мере увеличения расстояния между надрезами таким же образом, как и для литого изделия из FC250, но абсолютное значение меньше абсолютного значения для литого изделия из FC250.
(5) Испытание на абразивный износ инструмента
Фиг.25 показывает сравнение абразивного износа режущего инструмента для литого изделия, изготовленного с использованием литья под давлением в полурасплавленном состоянии. Испытание на абразивный износ инструмента было выполнено таким же образом, как и испытание на резание, с использованием метода попутного фрезерования с помощью торцевой фрезы в качестве режущего лезвия в сухих условиях при скорости вращения торцевой фрезы 8000 об/мин и скорости подачи 1920 мм/мин - 0,04/лезвие. Данные на фиг.25 состоят из значений, полученных при повороте инструмента на длину резания, указанную над столбиками. Твердость изделий, полученных литьем под давлением в полурасплавленном состоянии, при этом составляла HRB 93-95, а твердость контрольного литого изделия из FC250 составляла HRB 101.
Из фиг.25 очевидно, что при сравнении литого изделия из FC250 и изделия, полученного литьем под давлением в полурасплавленном состоянии и имеющего твердость 93-95, величина абразивного износа инструмента для этих двух литых изделий по существу одна и та же на наружной периферийной части лезвия и на основании лезвия независимо от того, что изделие, полученное литьем под давлением в полурасплавленном состоянии и имеющее твердость 93-95, имеет бульшую длину обработки, чем литое изделие из FC250. Следовательно, изделие, полученное литьем под давлением в полурасплавленном состоянии и имеющее твердость 93-95, имеет приблизительно такую же или лучшую обрабатываемость резанием, чем литое изделие из FC250. При выполнении сравнения между изделием, полученным литьем под давлением в полурасплавленном состоянии и имеющим твердость 93-95, и изделием, полученным литьем под давлением в полурасплавленном состоянии и имеющим твердость 98-100, видно, что изделие, полученное литьем под давлением в полурасплавленном состоянии и имеющее твердость 93-95, обеспечивает меньшую величину абразивного износа на основании лезвия, чем изделие, полученное литьем под давлением в полурасплавленном состоянии и имеющее твердость 98-100, независимо от того, что изделие, полученное литьем под давлением в полурасплавленном состоянии и имеющее твердость 93-95, имеет бульшую длину обработки, чем изделие, полученное литьем под давлением в полурасплавленном состоянии и имеющее твердость 98-100. Другими словами, изделие, полученное литьем под давлением в полурасплавленном состоянии и имеющее твердость 93-95, имеет значительно лучшую обрабатываемость резанием, чем изделие, полученное литьем под давлением в полурасплавленном состоянии и имеющее твердость 98-100.
(Характеристики спирального компрессора куполообразного типа высокого-низкого давлений согласно первому варианту реализации)
(1)
В первом варианте реализации подвижная улитка 26 и неподвижная улитка 24 изготовлены посредством стадии литья под давлением в полурасплавленном состоянии и стадии термообработки. Соответственно подвижная улитка и неподвижная улитка могут быть легко выполнены посредством данного способа изготовления с более высоким пределом прочности при растяжении и более высокой твердостью, чем подвижная улитка и неподвижная улитка, состоящие из чугуна с хлопьевидным графитом и изготовленные с использованием обычного литья в песчаные формы.
(2)
В первом варианте реализации заготовку подвижной улитки и заготовку неподвижной улитки изготавливают посредством стадии литья под давлением в полурасплавленном состоянии и стадии термообработки, и твердость регулируют на уровне более HRB 90, но менее HRB 100. Предел прочности при растяжении заготовки подвижной улитки и заготовки неподвижной улитки по существу соответствует диапазону от 600 до 900 МПа. Соответственно при применении данного способа изготовления скользящего компонента компрессора торцевые плиты 24а, 26а подвижной улитки 26 и неподвижной улитки 24, а также витки 24b, 26b могут быть выполнены более тонкими. Следовательно, спиральный компрессор 1 может быть выполнен с меньшим диаметром, и, следовательно, потери осевого давления могут быть уменьшены и объем может быть увеличен. Кроме того, напряжение, создаваемое в улитке, превышает напряжение во время нормальной работы (во время полной нагрузки) при регулировании объема во время работы, характеризуемой высокой степенью сжатия, даже в регуляторе объема на основе поршня разгрузочного устройства, но, поскольку прочность повышается и ударная вязкость увеличивается, вероятность того, что улитка будет повреждена или т.п., может быть уменьшена. Такие подвижная улитка 26 и неподвижная улитка 24 имеют очень хорошую ударную вязкость по сравнению с материалом FC, и маловероятно, что внезапное увеличение внутреннего давления или попадание постороннего вещества вызовет повреждение. Даже если бы повреждение возникало, не образовывались бы мелкие обломки и отсутствовала бы необходимость в промывке трубопроводов. Когда заготовки подвижной улитки и заготовки неподвижной улитки, состоящие из чугуна с хлопьевидным графитом и изготовленные литьем в песчаные формы, обрабатывают резанием и формируют готовые подвижную улитку и неподвижную улитку, заготовку подвижной улитки и заготовку неподвижной улитки обычно перезакрепляют некоторое число раз для удаления деформаций, образованных в результате обработки резанием. Однако при обработке резанием отсутствует беспокойство в отношении деформаций, вызванных обработкой резанием, когда обрабатывают резанием заготовку подвижной улитки и заготовку неподвижной улитки, имеющие такой высокий предел прочности при растяжении. Следовательно, применение способа изготовления по настоящему изобретению обеспечивает возможность снижения затрат на перезакрепление.
(3)
Очевидно, что, когда скользящий компонент, изготовленный посредством литья под давлением в полурасплавленном состоянии, подвергнут термообработке, прочность скользящего компонента при растяжении находится в прямой пропорциональной зависимости от твердости скользящего компонента. Следовательно, можно гарантировать предел прочности при растяжении скользящего компонента согласно первому варианту реализации посредством простого измерения твердости.
(4)
На стадии термообработки по первому варианту реализации термообработку осуществляют так, чтобы твердость заготовки подвижной улитки и заготовки неподвижной улитки составляла более HRB 90, но менее HRB 100. По этой причине при применении этого способа изготовления скользящего компонента компрессора могут быть изготовлены подвижная улитка 26 и неподвижная улитка 24, которые могут демонстрировать достаточную долговечность во время работы компрессора, которые легко подвергаются «приработке» как можно раньше и которые не подвергаются заеданию во время работы в аномальном режиме. Когда твердость находится в данном диапазоне, улучшается обработка резанием заготовки подвижной улитки и заготовки неподвижной улитки, уменьшается вероятность повреждения заготовки подвижной улитки и заготовки неподвижной улитки, и облегчается манипулирование. По этой причине уменьшается вероятность возникновения абразивного износа инструмента и образования сколов на инструменте, срок службы инструмента повышается, уменьшается вероятность образования нароста на режущей кромке, обрабатываемость при шлифовании является хорошей, время обработки резанием может быть уменьшено, и, следовательно, затраты на обработку резанием могут быть уменьшены. Независимо от того, что улитки имеют превосходные абразивный износ инструмента и время обработки резанием вследствие меньшей твердости по сравнению с материалом FCD, имеющим такой же предел прочности при растяжении (предел прочности при растяжении является высоким при том же уровне твердости), можно сказать, что может быть достигнут более высокий предел прочности при растяжении. Кроме того, маловероятно повреждение подвижной улитки 26, кольца 39 Олдхема, уплотнения (не показано) и тому подобного, поскольку шероховатость их поверхности легко уменьшается по сравнению с материалом FC.
(5)
В первом варианте реализации неподвижную улитку 24 изготавливают путем отливки металлического материала посредством литья под давлением в полурасплавленном состоянии с использованием металлической литейной формы 70 с выпуклостями 71а, 72а, в которой зона Р формирования отверстия может быть образована тонкой вблизи от центра заготовки 124, и после этого формирования выпускного отверстия 41 в тонкой зоне Р формирования отверстия. Зона Р формирования отверстия выпускного отверстия 41 может быть образована с помощью выпуклостей 71а, 72а с толщиной 4 мм или меньше вблизи от центра той части, которая соответствует торцевой плите в заготовке 124 неподвижной улитки 24. Соответственно может быть уменьшено появление раковин CN в заготовке 124 неподвижной улитки 24. Следовательно, только небольшие разделенные раковины CN имеются на периферии удаленно от зоны, находящейся вблизи от центра, внутри торцевой плиты 24а в неподвижной улитке 24. В результате вероятность того, что раковина CN внутри заготовки 124 будет открыта наружу, устраняется, даже если выпускное отверстие 41 будет образовано в зоне Р формирования отверстия в заготовке 124, и поэтому может быть предотвращено снижение усталостной прочности.
(6)
В первом варианте реализации подвижную улитку 26 изготавливают путем отливки металлического материала посредством литья под давлением в полурасплавленном состоянии с использованием металлической литейной формы 80 с выпуклостью 81а, в которой заданная часть может быть образована с толщиной 4 мм или менее вблизи от центра заготовки 126. Соответственно может быть уменьшено возникновение раковин CN в заготовке 126 подвижной улитки 26. Следовательно, только небольшие разделенные раковины CN имеются на периферии удаленно от зоны, находящейся вблизи от центра, внутри торцевой плиты 26а в подвижной улитке 26.
(7)
В спиральном компрессоре 1 куполообразного типа высокого-низкого давлений по первому варианте реализации используются составляющие элементы, имеющие очень мало дефектов. По этой причине компрессор 1 куполообразного типа высокого-низкого давлений также может сжимать диоксид углерода и другие холодильные агенты высокого давления.
(8)
При использовании в качестве высокопрочных материалов высокоуглеродистой стали и ковкого чугуна существуют проблемы, заключающиеся в том, что придание формы, близкой к заданной, затруднено и обрабатываемость резанием является плохой. Следовательно, улитку в обычном спиральном компрессоре часто изготавливают с использованием материала FC250 или другого обычного чугуна. Напротив, в спиральном компрессоре 1 куполообразного типа высокого-низкого давлений согласно первому варианту реализации неподвижная улитка 24 и подвижная улитка 26 могут быть выполнены с высокой прочностью посредством формования литьем под давлением в полурасплавленном состоянии.
По этой причине объем может быть значительно увеличен без существенного изменения наружного диаметра компрессора 1, как показано на фиг.18 и других схематических чертежах.
(9)
По сравнению с обычным материалом, таким как FC250, изделие, полученное литьем под давлением (называемым здесь литьем под давлением в полурасплавленном состоянии), при котором железный материал в полурасплавленном (полутвердом) состоянии подают под давлением в литейную форму для изготовления отливки, имеет высокую прочность даже без выполнения специальной термообработки, но предел прочности при растяжении может быть дополнительно повышен посредством выполнения термообработки, которая предусматривает выдерживание изделия при заданной температуре в течение заданного интервала времени и регулирование скорости охлаждения.
Тем не менее, когда предел прочности при растяжении повышается до уровня, который обычно не используется, возникают другие проблемы, когда отношение (Н/Т), то есть отношение высоты (Н) к толщине (Т) витка определено только исходя из традиционной точки зрения прочности на основе того, произойдет ли усталостное разрушение или нет. Другими словами, когда отношение (Н/Т) сделано чрезмерно большим вследствие прочности, недостатки имеют место, даже если отсутствует проблема с прочностью. То есть, поскольку деформация витков 24b, 26b слишком большая при выполнении резания, результат состоит в том, что припуск на обработку резанием и рабочая подача при торцевом фрезеровании или тому подобном не могут быть увеличены, и время обработки резанием увеличивается, что величина деформации (величина изгиба) витков 24b, 26b увеличивается и снижаются эксплуатационные характеристики во время работы компрессора 1, и что шум увеличивается за счет контакта с дополняющей улиткой. Кроме того, в том случае, когда существуют витки 24b, 26b, которым придается заданная форма таким же образом, как улиткам 24, 26, существует тенденция появления деформаций в том случае, когда прочность значительно повышается за счет термообработки. Когда прочность чрезмерно высока, скорость обработки во время резания снижается и затраты увеличиваются.
С учетом вышеизложенного, в компрессоре 1 отношение предела прочности при растяжении к модулю Юнга улиток 24, 26 после термообработки определено таким, что не происходит увеличения затрат, обусловленного избыточным повышением прочности посредством термообработки. Это является результатом исследования с целью определения достаточного уровня прочности при растяжении исходя из усталостной прочности, когда отношение (Н/Т) для витка определяют с учетом верхнего предела величины деформации витков 24b, 26b, который требуется с точки зрения времени обработки резанием, снижения эксплуатационных характеристик и шума. В частности, отношение предела прочности при растяжении к модулю Юнга задают равным 0,0046 или менее, как описано выше, с тем чтобы ограничить степень увеличения прочности за счет термообработки.
Как описано выше, при конструкции улиток 24, 26 в данном случае острота проблем, возникающих во время работы, таких как более высокий уровень шума и сниженные эксплуатационные характеристики вследствие изгибания витков 24b, 26b, может быть снижена при одновременном удовлетворении требований к прочности, поскольку был достигнут баланс в отношении модуля Юнга (ударной вязкости) без чрезмерного упрочнения. Поскольку изгибание витков 24b, 26b во время обработки резанием уменьшается, затраты на изготовление могут быть снижены за счет сокращения времени обработки резанием и получения других преимуществ.
Как описано выше, предел прочности при растяжении улиток 24, 26 может быть обеспечен на уровне 1000 МПа или выше в зависимости от термообработки, но в данном случае повышение прочности за счет термообработки ограничено.
С другой стороны, предел прочности при растяжении улиток 24, 26 может быть обеспечен на уровне примерно 500 МПа за счет уменьшения скорости охлаждения. Наоборот, нелогично тратить время при термообработке для того, чтобы ограничить уровень прочности, и, поскольку возникают недостатки, заключающиеся в том, что сопротивление абразивному износу снижается, когда возрастает доля феррита в структуре металла, термообработку осуществляют так, чтобы отношение предела прочности к модулю Юнга в компрессоре 1 составляло 0,0033 или выше.
(10)
В первом варианте реализации коленчатый вал 17, подвижная улитка 26, неподвижная улитка 24 и кольцо 39 Олдхема изготовлены посредством стадии литья под давлением в полурасплавленном состоянии и стадии термообработки. Соответственно затраты на исходный материал (сырье), затраты на обработку резанием и расходы, связанные с абразивным износом инструмента, могут поддерживаться на низком уровне по сравнению с обычным литьем в песчаные формы, и отходы при шлифовании, жидкие отходы при обработке резанием и другие виды отходов могут быть уменьшены. Кроме того, коленчатый вал 17, неподвижная улитка 24, подвижная улитка 26 и кольцо 39 Олдхема легко могут быть выполнены с более высоким пределом прочности при растяжении и более высокой твердостью, чем коленчатый вал, подвижная улитка, неподвижная улитка и кольцо Олдхема, состоящие из чугуна с хлопьевидным графитом и изготовленные посредством обычного литья в песчаные формы.
(11)
В первом варианте реализации заготовка коленчатого вала, заготовка подвижной улитки, заготовка неподвижной улитки и заготовка кольца Олдхема были изготовлены посредством стадии литья под давлением в полурасплавленном состоянии и стадии термообработки, и твердость данных заготовок регулировали так, чтобы она составляла более HRB 90, но менее HRB 100. В данном случае предел прочности при растяжении заготовки коленчатого вала, заготовки подвижной улитки, заготовки неподвижной улитки и заготовки кольца Олдхема по существу соответствует диапазону от 600 до 900 МПа. Соответственно, применение данного способа для изготовления скользящего компонента компрессора обеспечивает возможность выполнения торцевых плит 24а, 26а подвижной улитки 26 и неподвижной улитки 24, а также витков 24b, 26b (*9) более тонкими, а также выполнения кольца 39 Олдхема более тонким. Кроме того, диаметр коленчатого вала 17 может быть уменьшен. Следовательно, диаметр спирального компрессора 1 может быть уменьшен, и, следовательно, потери осевого давления могут быть уменьшены и объем может быть увеличен. Кроме того, напряжение, создаваемое в улитке, превышает напряжение во время нормальной работы (во время полной нагрузки) при регулировании объема во время работы, характеризуемой высокой степенью сжатия, даже в регуляторе объема на основе поршня разгрузочного устройства, но, поскольку прочность повышается и ударная вязкость увеличивается, вероятность того, что улитка будет повреждена или т.п., может быть снижена. Такие коленчатый вал 17, подвижная улитка 26, неподвижная улитка 24 и кольцо 39 Олдхема имеют очень хорошую ударную вязкость по сравнению с материалом FC, и маловероятно то, что внезапное увеличение внутреннего давления, вызванное попаданием постороннего вещества, вызовет повреждение. Даже если повреждение возникло бы, не образовывались бы мелкие обломки, и отсутствовала бы необходимость в промывке трубопроводов. Когда заготовку коленчатого вала, заготовку подвижной улитки, заготовку неподвижной улитки и заготовку кольца Олдхема, состоящие из чугуна с хлопьевидным графитом и изготовленные посредством литья в песчаные формы, обрабатывают резанием и формируют готовые коленчатый вал 17, подвижную улитку 26, неподвижную улитку 24 и кольцо 39 Олдхема, заготовку коленчатого вала, заготовку подвижной улитки, заготовку неподвижной улитки и заготовку кольца Олдхема обычно перезакрепляют некоторое число раз для удаления деформаций, образованных в результате обработки резанием. Однако при обработке резанием отсутствует беспокойство в отношении деформаций, вызванных обработкой резанием, когда обрабатывают резанием заготовку коленчатого вала, заготовку подвижной улитки, заготовку неподвижной улитки и заготовку кольца Олдхема, имеющие такой высокий предел прочности при растяжении. Следовательно, применение способа изготовления по настоящему изобретению обеспечивает возможность снижения затрат на перезакрепление.
(12)
Очевидно, что когда подвергают термообработке скользящий компонент, изготовленный посредством литья под давлением в полурасплавленном состоянии, предел прочности скользящего компонента пропорционален твердости скользящего компонента. Следовательно, можно гарантировать предел прочности на растяжение в скользящем компоненте согласно первому варианту реализации посредством простого измерения твердости.
(13)
На стадии термообработки по первому варианту реализации термообработку осуществляют так, чтобы твердость заготовки коленчатого вала, заготовки подвижной улитки, заготовки неподвижной улитки и заготовки кольца Олдхема составляла более HRB 90, но менее HRB 100. По этой причине при применении данного способа изготовления скользящего компонента компрессора могут быть изготовлены коленчатый вал 17, подвижная улитка 26, неподвижная улитка 24 и кольцо 39 Олдхема, которые могут демонстрировать достаточную долговечность во время работы компрессора, которые легко подвергаются «приработке» как можно раньше и которые не подвергаются заеданию во время работы в аномальном режиме. Когда твердость находится в данном диапазоне, улучшается обработка резанием заготовки коленчатого вала, заготовки подвижной улитки, заготовки неподвижной улитки и заготовки кольца Олдхема; уменьшается вероятность повреждения заготовки коленчатого вала, заготовки подвижной улитки, заготовки неподвижной улитки и заготовки кольца Олдхема, и облегчается манипулирование. По этой причине уменьшается вероятность возникновения абразивного износа инструмента и образования сколов на инструменте, срок службы инструмента повышается, уменьшается вероятность образования нароста на режущей кромке, обрабатываемость при шлифовании является хорошей, время обработки резанием может быть уменьшено, и, следовательно, затраты на обработку резанием могут быть уменьшены. Также следует отметить, что независимо от того, что улитки имеют превосходные абразивный износ инструмента и время обработки резанием вследствие меньшей твердости по сравнению с материалом FCD, имеющим такой же предел прочности при растяжении (предел прочности при растяжении является высоким при том же уровне твердости), можно сказать, что может быть достигнут более высокий предел прочности при растяжении. Кроме того, маловероятно то, что подвижная улитка 26 вызовет повреждение кольца 39 Олдхема, уплотнения (не показано) и тому подобного, поскольку меньшая шероховатость их поверхности может быть достигнута легче по сравнению с материалом FC.
(14)
На стадии частичной термообработки по первому варианту реализации зону концентрации напряжений (периферийную часть SC1 основания витка 24b и самый внутренний участок SC2 витка 24b) неподвижной улитки 24 подвергают частичной термообработке. Соответственно достаточная усталостная прочность может быть придана зоне концентрации напряжений в неподвижной улитке 24, при этом скользящий компонент, который должен обладать способностью к скольжению, сохраняет хорошие характеристики «приработки».
(15)
На стадии частичной термообработки по первому варианту реализации зону концентрации напряжений (периферийную часть SC3 основания витка 26b, пазовую часть SC5, образованную вблизи от конструктивного центра торцевой плиты 26а, периферийную часть SC4 основания опорной части 26с и самый внутренний участок SC6 витка 26b) подвижной улитки 26 подвергают частичной термообработке. Соответственно достаточная усталостная прочность может быть придана зоне концентрации напряжений в подвижной улитке 26, при этом скользящий компонент, который должен обладать способностью к скольжению, сохраняет хорошие характеристики «приработки».
(16)
На стадии частичной термообработки по первому варианту реализации эксцентриковую часть 17а вала и главную часть 17b вала в коленчатом валу 17 подвергают обработке высокочастотным нагревом. Соответственно эксцентриковой части 17а вала и главной части 17b вала может быть придана достаточная стойкость к абразивному износу. Следовательно, срок службы коленчатого вала 17 может быть увеличен.
(17)
На стадии частичной термообработки по первому варианту реализации периферийный участок SC7 пазовой части, которая имеется между предусмотренными в коленчатом вале 17 эксцентриковой частью 17а вала и главной частью 17b вала, подвергают обработке лазерным нагревом. Соответственно зоне концентрации напряжений в коленчатом вале 17 может быть придана достаточная усталостная прочность.
(18)
При литье под давлением в полурасплавленном состоянии по первому варианту реализации противовесную часть 17с образуют заодно с коленчатым валом 17. Соответственно не требуется отдельная кольцевая часть или тому подобное в качестве противовеса. Следовательно, затраты на материал, связанные с противовесом, могут быть снижены. Кроме того, при изготовлении противовеса этот противовес отливали полым для получения черновой формы, а затем требовалась стадия обработки резанием для регулирования или модификации противовеса иным образом, но коленчатый вал 17 согласно настоящему изобретению изготавливают посредством литья под давлением в полурасплавленном состоянии. Следовательно, материал может быть отлит с формой, которая очень приближена к конечной форме, и число стадий изготовления компрессора может быть уменьшено. Следовательно, коленчатый вал 17 компрессора может способствовать уменьшению затрат на изготовление компрессора.
(19)
На стадии частичной термообработки по первому варианту реализации П-образные выступы 39а, 39b со стороны подвижной улитки и П-образные выступы 39с, 39d со стороны корпуса на кольце 39 Олдхема подвергают обработке высокочастотным нагревом. Соответственно П-образным выступам 39а, 39b со стороны подвижной улитки и П-образным выступам 39с, 39d со стороны корпуса может быть придано достаточное сопротивление абразивному износу. Следовательно, срок службы кольца 39 Олдхема может быть увеличен.
(Модифицированный пример первого варианта реализации)
(А)
Воздухонепроницаемый (герметичный) спиральный компрессор 1 куполообразного типа высокого-низкого давлений был рассмотрен в первом варианте реализации, но компрессор может представлять собой компрессор куполообразного типа высокого давления или компрессор куполообразного типа низкого давления. Компрессор также может представлять собой полугерметичный или открытый компрессор.
(В)
Спиральный механизм 15 сжатия был использован в спиральном компрессоре 1 согласно первому варианту реализации, но механизм сжатия может представлять собой ротационный механизм сжатия, механизм сжатия возвратно-поступательного действия, винтовой механизм сжатия или тому подобное. Спиральный механизм 15 сжатия может представлять собой улитку с двухпарным сцеплением или улитку с совместным вращением.
(С)
В первом варианте реализации был использован биллет, в который были добавлены следующие компоненты: С: 2,3-2,4 мас.%, Si: 1,95-2,05 мас.%, Mn: 0,6-0,7 мас.%, Р: <0,035 мас.%, S: <0,04 мас.%, Cr: 0,00-0,50 мас.%, Ni: 0,50-1,00 мас.%. Соотношение элементов в железном материале может быть определено произвольным образом, при условии, что это соотношение не отходит от сущности настоящего изобретения.
(D)
В первом варианте реализации кольцо 39 Олдхема было использовано в качестве предотвращающего вращение механизма, но в качестве предотвращающего вращение механизма может быть использован штифт, шаровое шарнирное соединение, кривошип или любой другой механизм.
(Е)
В первом варианте реализации был приведен пример случая, в котором спиральный компрессор 1 был использован в схеме циркуляции холодильного агента, но его применение не ограничено кондиционированием воздуха, и также может быть предусмотрено применение компрессора, используемого автономно или встроенного в систему, или в воздуходувку, нагнетатель, насос или тому подобное.
(F)
В компрессоре 1 согласно первому варианту реализации присутствует смазочное масло, но также можно использовать самосмазывающиеся или безмасляные компрессор, воздуходувку, нагнетатель или насос (которые могут содержать или не содержать масло).
(G)
Спиральный компрессор 1 куполообразного типа высокого-низкого давлений согласно первому варианту реализации представлял собой спиральный компрессор с улиткой внешнего привода, но спиральный компрессор согласно данному варианту реализации может представлять собой спиральный компрессор с улиткой внутреннего привода. В таком случае также часть стержневого вала для внутреннего привода подвижной улитки может быть избирательно нагрета высокочастотным нагревом или другим способом после стадии термообработки, и поверхностная твердость части стержневого вала может быть задана большей HRC 50, но меньшей HRC 65. Таким образом, сопротивление абразивному износу части стержневого вала для внутреннего привода может быть значительно улучшено.
(Н)
В первом варианте реализации заготовку скользящего компонента формировали в готовый скользящий компонент посредством стадии окончательной чистовой обработки, но стадию чистовой обработки можно исключить в том случае, когда на стадии литья под давлением в полурасплавленном состоянии возможно придание формы, близкой к заданной форме, с получением по существу законченного изделия.
(I)
На стадии термообработки по первому варианту реализации всю заготовку скользящего компонента подвергали термообработке, но в том случае, когда заготовка скользящего компонента представляет собой подвижную улитку 26 или неподвижную улитку 24, твердость может быть задана большей HRB 90, но меньшей HRB 100 только для дальних концов витков 24b, 26b и части поверхности (поверхности, воспринимающей осевое давление) стороны торцевой плиты, которые представляют собой важные места с точки зрения сопротивления заеданию, сопротивления абразивному износу и характеристик «приработки». Доля площади поверхности феррита может быть задана большей 5%, но меньшей 50%, а доля площади поверхности графита может быть задана большей 2%, но меньшей 6%.
(J)
Скользящий компонент согласно первому варианту реализации был изготовлен посредством стадии литья под давлением в полурасплавленном состоянии, стадии термообработки, стадии чистовой обработки и стадии частичной термообработки, но такой скользящий компонент может быть изготовлен посредством стадии литья в металлическую форму, стадии термообработки, стадии чистовой обработки и стадии частичной термообработки. Исходные материалы могут быть такими же.
На стадии литья в металлическую форму исходный материал, расплавленный посредством высокотемпературного нагрева, заливают в пространство 303 литейной формы, образованное неподвижной полуформой 302 и подвижной полуформой 301, как показано на фиг.26. После этого жидкий исходный материал внутри пространства 303 литейной формы быстро охлаждают через неподвижную полуформу 302 и подвижную полуформу 301. При этом жидкий исходный материал внутри пространства 303 литейной формы затвердевает и становится твердым отлитым материалом 310. В данном случае отлитый материал 310 претерпевает термическую усадку. По этой причине отлитый материал 310 может быть легко извлечен из литейной формы. Ненужные части твердого отлитого материала 310 после этого срезают (ниже обрезанный отлитый материал 310 назван материалом 301а заготовки). Далее материал 301а заготовки подвергают термообработке на стадии термообработки, и твердость материала регулируют так, чтобы она составляла более HRB 90, но менее HRB 100. При этом целевая твердость может быть задана в диапазоне от HRB 90 до HRB 95. На стадии окончательной чистовой обработки материал 301а заготовки, который был подвергнут стадии термообработки, обрабатывают резанием начисто для образования конечного изделия 310b. В данном модифицированном примере стадию термообработки и стадию окончательной чистовой обработки осуществляют таким же образом, как и стадию термообработки и стадию окончательной чистовой обработки согласно первому варианту реализации.
(К)
В первом варианте реализации расположенные напротив друг друга выпуклости 71а и 72а образуют вогнутости с двух сторон, сверху и снизу, в торцевой плите 24а для уменьшения толщины торцевой плиты 24а, как показано на фиг.9 и 10, при литье заготовки 124 неподвижной улитки 24 в форме. Однако настоящее изобретение этим не ограничено.
В качестве модифицированного примера первого варианта реализации часть, соответствующая торцевой плите, может быть вдавлена только с верхней стороны, как показано, например, на фиг.27. Часть, соответствующая торцевой плите, может быть вдавлена только с нижней стороны, как показано на фиг.28, в результате чего часть, соответствующая торцевой плите, может быть отлита в форме так, чтобы иметь заданную толщину t2 (например, 4 мм или менее). Любой из этих двух случаев обеспечивает уменьшение возникновения раковин CN так же, как в первом варианте реализации.
(L)
В первом варианте реализации пространство между второй полуформой 82 и выпуклостью 81а, в котором образуется внутреннее пространство 26f опорной части 26с, образовано с заданным расстоянием (например, 4 мм или меньше) при литье заготовки 126 подвижной улитки 26 в форме, как показано на фиг.11 и 12, в результате чего толщина t1 центрального участка части, соответствующей торцевой плите, будет доведена посредством процесса литья в форме до заданного уровня (например, 4 мм или меньше). Однако настоящее изобретение этим не ограничено.
В качестве модифицированного примера первого варианта реализации также можно рассмотреть случай, в котором, например, выпускное отверстие 26h образовано в торцевой плите 26а подвижной улитки 26, как показано на фиг.29, вместо выпускного отверстия 41, имеющегося в неподвижной улитке 24. При изготовлении подвижной улитки 26, имеющей подобное выпускное отверстие 26h, выпуклости, которые расположены напротив друг друга, выполняют в первой полуформе 81 и второй полуформе 82 металлической литейной формы 80 (см. фиг.11) для изготовления заготовки 126 подвижной улитки 26 так же, как и в металлической литейной форме 70 для изготовления заготовки 124 неподвижной улитки 24. Литье под давлением в полурасплавленном состоянии может быть осуществлено с использованием металлической литейной формы 80, имеющей такие противоположные выпуклости. Посредством литья в форме подобным образом будет образована заготовка 126 подвижной улитки 26, имеющая тонкую зону R формирования отверстия вблизи от центра части, соответствующей торцевой плите, такая как показанные на фиг.30 и 31. В данном случае возникновение раковин CN уменьшается, и исключается вероятность того, что раковина CN внутри заготовки 126 будет открыта наружу при образовании выпускного отверстия в зоне R формирования отверстия путем сверления.
В случае заготовки 126 подвижной улитки 26, показанной на фиг.30, зона R формирования отверстия выполнена более тонкой посредством вдавливания сверху части, соответствующей торцевой плите, и задания высоты дна внутреннего пространства 26f опорной части 26с немного большей, чем высота существующей подвижной улитки с нижней стороны той части, которая соответствует торцевой плите. Тем самым возникновение раковин CN может быть уменьшено.
В случае заготовки 126 подвижной улитки 26, показанной на фиг.31, высоту дна внутреннего пространства 26f задают примерно такой же, как и высота существующей подвижной улитки, а зону R формирования отверстия выполняют более тонкой посредством увеличения вогнутости части, соответствующей торцевой плите, сверху. Тем самым возникновение раковин CN может быть уменьшено.
(М)
Пазовая часть SC5 была образована в подвижной улитке 26 согласно первому варианту реализации посредством торцевой фрезы или тому подобного, но пазовая часть (расточка) SC5 также может быть образована заранее на стадии литья под давлением в полурасплавленном состоянии на верхней поверхности центральной части торцевой плиты 26а подвижной улитки 26, показанной на фиг.4 и 5.
В таком случае пазовая часть (расточка) SC5 и внутреннее пространство 26f опорной части 26с образуются одновременно, толщина центрального участка части, соответствующей торцевой плите, выполняется меньшей, и возникновение раковин CN дополнительно уменьшается.
Кроме того, может быть уменьшена трудоемкость и не образуется стружка, поскольку не требуется образование пазовой части (расточки) SC5 вырезанием торцевой фрезой или тому подобным после литья под давлением в полурасплавленном состоянии так же, как в способе изготовления подвижной улитки 26 согласно первому варианту реализации.
(N)
В первом варианте реализации в качестве исходного материала для скользящего компонента был использован железный материал (чугун), но может быть использован и другой металлический материал, отличный от чугуна, при условии, что этот материал не отходит от сущности настоящего изобретения.
(О)
В первом варианте реализации объем всасывания увеличен в примерно 1,5 раза за счет использования неподвижной улитки 24 и подвижной улитки 26, в которых используются витки 24b, 26b, имеющие толщину Т, которая меньше, чем у обычных неподвижной улитки 324 и подвижной улитки 326, как показано на фиг.18(b). Тем не менее, также возможно уменьшить толщину витка только одной из улиток. Например, в том случае, когда объединены подвижная улитка 26 по первому варианту реализации и обычная неподвижная улитка 324, объем всасывания может быть увеличен в примерно 1,25 раза по сравнению с тем, который возможен в обычных случаях, как показано на фиг.32(b).
Второй вариант реализации
Компрессор, в котором используется скользящий компонент согласно второму варианту реализации, будет описан с использованием спирального компрессора куполообразного типа высокого-низкого давлений в качестве примера. Спиральный компрессор куполообразного типа высокого-низкого давлений по второму варианту реализации представляет собой компрессор, в котором подвижная улитка 26 внешнего привода спирального компрессора 1 куполообразного типа высокого-низкого давлений по первому варианту реализации заменена подвижной улиткой внутреннего привода. Следовательно, только подвижная улитка будет описана ниже.
(Конфигурация подвижной улитки)
Подвижная улитка 96 состоит главным образом из торцевой плиты 96а, спирального витка 96b (с формой инволюты), который простирается вверх от торцевой поверхности 96Р торцевой плиты 96а, опорной части 96с, которая простирается вниз от нижней поверхности торцевой плиты 96а, и канавки 96d, образованной на двух концах торцевой плиты 96а, как показано на фиг.33.
Подвижная улитка 96 представляет собой подвижную улитку внутреннего привода. Другими словами, подвижная улитка 96 имеет опорную часть 96с, которая вставляется внутрь вогнутой части, образованной на дальнем конце коленчатого вала 17.
Зона вблизи от центра торцевой плиты 96а образована с толщиной t3, которая меньше толщины остальных частей (например, части рядом с периферией торцевой плиты 96а), как показано на фиг.33. Другими словами, полая вогнутая часть 96f, отлитая полой во время литья под давлением в полурасплавленном состоянии, образована внутри опорной части 96с. Следовательно, возникновение раковин CN (см. фиг.34) в части, соответствующей торцевой плите, в заготовке 196 уменьшается. Толщина t3 в зоне вблизи от центра части, соответствующей опорному элементу, задана равной 4 мм или менее в заготовке 196.
Толщина опорной части 96с такова, что толщина t4 значительно увеличилась бы без полой вогнутой части 96f, и раковины CN более легко возникали бы внутри опорной части 96с. Толщина t5 опорной части 96с уменьшена вследствие наличия полой вогнутой части 96f. Следовательно, возникновение раковин CN внутри опорной части 96с уменьшается, и снижение прочности опорной части 96с ограничено. Толщина t5 опорной части 96с задана равной 4 мм или менее.
(Формование подвижной улитки)
Литейная форма 90 для литья под давлением в полурасплавленном состоянии заготовки 196 подвижной улитки 96 состоит из первой полуформы 91 и второй полуформы 92, как показано на фиг.34. Форма пространственной части 93, которая образована при соединении первой полуформы 91 и второй полуформы 92, соответствует наружной форме (форме наружной поверхности) заготовки 196 подвижной улитки 96, подлежащей литью в форме.
В первой полуформе 91 образована выпуклость 91а для формирования полой вогнутой части 96f опорной части 96с подвижной улитки 96. Расстояние между выпуклостью 91а и второй полуформой 92 задано равным 4 мм или менее. Следовательно, толщина t3 в центральной части 96е торцевой плиты 96а уменьшена до 4 мм или менее.
Заготовка 196 подвижной улитки 96, имеющая толщину t3 в 4 мм или менее в центральном участке той части, которая соответствует торцевой плите, может быть изготовлена посредством литья под давлением в полурасплавленном состоянии чугуна или другого металлического материала с использованием литейной формы 90, выполненной с описанной выше конфигурацией.
(Характеристики спирального компрессора куполообразного типа высокого-низкого давлений согласно второму варианту реализации)
(1)
Во втором варианте реализации полая вогнутая часть 96f образована в по меньшей мере части внутренности опорной части 96с с помощью выпуклой части 91а литейной формы 90, когда заготовку 196 подвижной улитки 96 образуют посредством литья под давлением в полурасплавленном состоянии, и тем самым центральный участок той части, которая соответствует торцевой плите заготовки 196 подвижной улитки 96, образуется с толщиной 4 мм или менее. В результате возникновение раковин CN в подвижной улитке 96 уменьшается.
Полая вогнутая часть 96f образована в опорной части 96с подвижной улитки 96, в результате чего масса подвижной улитки 96 может быть значительно снижена, и подвижная улитка 96 может быть выполнена более легкой.
(2)
Во втором варианте реализации полая вогнутая часть 96f образована в части, соответствующей опорной части заготовки 196 подвижной улитки 96, в результате чего часть, которая соответствует опорной части, будет образована с толщиной 4 мм или менее. В результате возникновение раковин CN в опорной части 96с уменьшается, а также снижается ухудшение прочности опорной части 96с.
Третий вариант реализации
Компрессор, в котором используется скользящий компонент согласно третьему варианту реализации, будет описан ниже с использованием спирального компрессора куполообразного типа высокого-низкого давлений в качестве примера. Различие между компрессором куполообразного типа высокого-низкого давлений по третьему варианту реализации и компрессором куполообразного типа высокого-низкого давлений по первому варианту реализации заключается в форме витка неподвижной улитки и подвижной улитки. Следовательно, только неподвижная улитка и подвижная улитка будут описаны ниже.
Заготовка 626 подвижной улитки 526 согласно третьему варианту реализации образована посредством литья под давлением в полурасплавленном состоянии с использованием литейной формы 180, показанной, например, на фиг.35.
Конкретное описание приведено ниже.
Литейная форма 180 для литья под давлением в полурасплавленном состоянии заготовки 626 подвижной улитки 526 состоит из первой полуформы 181 и второй полуформы 182, как показано на фиг.35. Форма пространственной части 183, которая образуется, когда первая полуформа 181 и вторая полуформа 182 объединены вместе, соответствует той геометрической форме, которую снаружи имеет подлежащая литью в форме заготовка 626 подвижной улитки 526.
Литейная форма 180 выполнена с витковой частью 182а литейной формы. Витковая часть 182а литейной формы имеет наружную форму, которая задана такой, что угол конусности участка Q0, где закручивание начинается возле центра соответствующей витку части заготовки 626 подвижной улитки 526, превышает угол конусности участка Q4, где закручивание заканчивается у наружной стороны (см. углы θ1, θ2 конусности подвижной улитки 526 на фиг.36).
Боковая поверхность 182b и боковая поверхность 182с витковой части 182а литейной формы имеют участок Q1, который расположен ближе к центру, чем участок Q3 между участком Q1 и участком Q3 соответствующей витку части, как показано, например, на фиг.35 и 36. Следовательно, угол θ1 конусности участка Q1 задан таким, что он превышает угол θ3 конусности участка Q3 с наружной стороны.
Заготовку 626 преобразуют в подвижную улитку 526 посредством стадии чистовой обработки. Форма витка подвижной улитки 526 описана ниже.
В подвижной улитке 526 форма спирали витка 526b имеет некоторый угол конусности на участке Q10, где закручивание начинается возле центра. Данный угол больше угла конусности участка Q14, где закручивание заканчивается на наружной стороне, как показано на фиг.37 и 38, и угол конусности от того места, где закручивание начинается, до того места, где закручивание заканчивается, задан таким, чтобы он постепенно и непрерывно изменялся. В частности, участок Q10 витка 526b, где закручивание начинается, задан с максимальным углом конусности (например, 2 градуса), угол конусности на промежуточных участках (Q11-Q13) задан таким, что он непрерывно уменьшается по мере изменения угла α закручивания, и угол конусности участка Q14, где закручивание заканчивается, задан равным минимальному углу (например, 0,5 градуса). Другими словами, зависимость между углом α закручивания и углом θ конусности витка задана такой, что угол θ конусности имеет максимальное значение в 2 градуса, когда угол α закручивания представляет собой угол, где закручивание начинается, угол θ конусности уменьшается пропорционально увеличению угла α закручивания, и угол θ конусности имеет минимальное значение в 0,5 градуса, когда угол α закручивания представляет собой угол, где закручивание заканчивается, как показано на графике фиг.39.
Неподвижная улитка 524 изготовлена таким же образом, как и подвижная улитка 526. Форма витка неподвижной улитки после стадии чистовой обработки описана ниже.
В неподвижной улитке 524 форма спирали витка 524b имеет некоторый угол конусности на участке Р0, где закручивание начинается возле центра. Этот угол конусности больше угла конусности участка Р4, где закручивание заканчивается на наружной стороне, как показано на фиг.40 и 41, и угол конусности от того места, где закручивание начинается, до того места, где закручивание заканчивается, задан таким, чтобы он постепенно и непрерывно изменялся. В частности, участок Р0 витка 524b, где закручивание начинается, задан с максимальным углом конусности (например, 2 градуса), угол конусности на промежуточных участках (Р1-Р3) задан таким, что он непрерывно уменьшается по мере изменения угла α закручивания, и угол конусности участка Р4, где закручивание заканчивается, задан равным минимальному углу (например, 0,5 градуса). Другими словами, зависимость между углом α закручивания и углом θ конусности витка задана такой, что угол θ конусности имеет максимальное значение в 2 градуса, когда угол α закручивания представляет собой угол, где закручивание начинается, угол θ конусности уменьшается пропорционально увеличению угла α закручивания, и угол θ конусности имеет минимальное значение 0,5 градуса, когда угол α закручивания представляет собой угол, где закручивание заканчивается, как показано на графике фиг.39.
(Характеристики спирального компрессора куполообразного типа высокого-низкого давлений согласно третьему варианту реализации)
(1)
В заготовке 626 подвижной улитки 526 согласно третьему варианту реализации угол конусности относительно литейной формы в соответствующей витку части изменяется в соответствии с углом закручивания соответствующей витку части согласно настоящему изобретению. Следовательно, форма витка определена в соответствии с прочностью и качеством, и можно устранить нерациональный расход материала.
(2)
В заготовке 626 подвижной улитки 526 в третьем варианте реализации форма спирали соответствующей витку части задана так, что угол конусности на участке Q0, где закручивание начинается возле центра соответствующей витку части, является большим, чем угол конусности участка Q4, где закручивание заканчивается на наружной стороне, и так, что угол конусности постепенно и непрерывно изменяется от того места, где закручивание начинается в центре соответствующей витку части, до того места, где закручивание заканчивается. Следовательно, нагрузка, приложенная к литейной форме вблизи от центра спирали во время освобождения литейной формы, уменьшается, когда заготовку 626 подвижной улитки 526 отливают в форме посредством литья под давлением в полурасплавленном состоянии. В результате нормальное растрескивание может быть уменьшено, и срок службы литейной формы может быть увеличен. Следовательно, затраты на литейную форму могут быть снижены, и в связи с этим затраты на изготовление неподвижной улитки 24 и подвижной улитки 26 могут быть уменьшены.
(3)
В третьем варианте реализации угол конусности на участке Q0, где закручивание начинается возле центра соответствующей витку части заготовки 626 подвижной улитки 526, превышает угол конусности участка Q4, где закручивание заканчивается на наружной стороне. По этой причине отрицательное влияние на придание витку в целом формы, близкой к заданной (то есть получение отливки, приближенной к конечной форме изделия), может быть уменьшено, даже если угол конусности на центральном участке соответствующей витку части увеличивается.
Другими словами, когда угол конусности всей соответствующей витку части увеличивается, нагрузка, приложенная к литейной форме в соответствующей витку части в целом, уменьшается во время освобождения литейной формы, но отрицательное влияние на придание формы, близкой к заданной, усиливается. Тем не менее, в третьем варианте реализации отрицательное влияние на придание формы, близкой к заданной, уменьшается за счет увеличения угла конусности вблизи от центра соответствующей витку части так, чтобы он был больше угла конусности той части, где закручивание заканчивается на наружной стороне.
(Модифицированный пример третьего варианта реализации)
(А)
В заготовке 626 подвижной улитки 526 согласно третьему варианту реализации угол конусности задан таким, что он постепенно и непрерывно изменяется от того места, где закручивание начинается в центре соответствующей витку части, до того места, где закручивание заканчивается, но настоящее изобретение не ограничено данной конфигурацией. Изменение угла θ конусности по отношению к углу α закручивания соответствующей витку части может быть задано так, что скорость уменьшения угла θ конусности будет больше в интервале возле того места, рядом с которым закручивание начинается, как показано на графике фиг.42, и так, что скорость уменьшения угла θ конусности уменьшается в интервале, рядом с которым закручивание заканчивается (максимальное значение угла θ конусности составляет 2 градуса, а его минимальное значение составляет 0,5 градуса). В данном случае нагрузка, приложенная к литейной форме вблизи от центра спирали, также уменьшается во время освобождения литейной формы, и срок службы литейной формы увеличивается, когда заготовку 626 подвижной улитки 526 отливают в форме посредством литья под давлением в полурасплавленном состоянии.
В случае изменения угла θ конусности по отношению к углу α закручивания соответствующей витку части, которое показано на графике фиг.42, угол θ конусности задан таким, что он представляет собой небольшой угол на участках, отличных от тех участков, где закручивание начинается и закручивание заканчивается, по сравнению со случаем на графике фиг.39 (изменение, при котором угол θ конусности уменьшается линейным образом пропорционально увеличению угла α закручивания). Следовательно, любое отрицательное влияние на придание соответствующей витку части в целом формы, близкой к заданной, может быть дополнительно уменьшено.
(В)
В заготовке 626 подвижной улитки 526 согласно третьему варианту реализации форма соответствующей витку части задана такой, что угол конусности постепенно и непрерывно изменяется от того места, где закручивание начинается, до того места, где закручивание заканчивается, но настоящее изобретение не ограничено данной конфигурацией. Изменение угла θ конусности по отношению к углу α закручивания соответствующей витку части может быть задано таким, что угол θ конусности будет уменьшаться ступенчатым образом от того места, где закручивание начинается, до того места, где закручивание заканчивается, как показано на графике фиг.43 (максимальное значение угла θ конусности составляет 2 градуса, а его минимальное значение составляет 0,5 градуса). В данном случае нагрузка, приложенная к литейной форме вблизи от центра спирали, также уменьшается во время освобождения литейной формы, и срок службы литейной формы увеличивается, когда заготовку 626 подвижной улитки 526 отливают в форме посредством литья под давлением в полурасплавленном состоянии. Кроме того, облегчается задание угла θ конусности в диапазоне отдельных углов α закручивания соответствующей витку части.
(С)
В заготовке 626 подвижной улитки 526 согласно третьему варианту реализации форма соответствующей витку части задана такой, что угол конусности постепенно и непрерывно изменяется от того места, где закручивание начинается, до того места, где закручивание заканчивается, но настоящее изобретение не ограничено данной конфигурацией. Изменение угла θ конусности по отношению к углу α закручивания соответствующей витку части может быть задано таким, что угол θ конусности в заданном диапазоне углов α закручивания вблизи того места, где закручивание начинается, имеет максимальное значение (2 градуса), и таким, что угол θ конусности в других диапазонах углов задан равным минимальному значению (0,5 градуса), как показано на графике фиг.44. В данном случае нагрузка, приложенная к литейной форме вблизи от центра спирали, также уменьшается во время освобождения литейной формы, и срок службы литейной формы увеличивается, когда заготовку 626 подвижной улитки 526 отливают в форме посредством литья под давлением в полурасплавленном состоянии. Кроме того, любое отрицательное влияние на придание соответствующей витку части в целом формы, близкой к заданной, может быть дополнительно ослаблено.
(D)
Хотя это конкретно не упомянуто в третьем варианте реализации, поверхность улитки может быть покрыта смолой. Например, утечка сжатого компрессором парообразного холодильного агента может быть уменьшена, и шум может быть подавлен, когда вся поверхность подвижной улитки 536 покрыта смолой RS так, как показано на фиг.45. Шум и утечка парообразного холодильного агента могут быть уменьшены, когда по меньшей мере виток 536b подвижной улитки 536 покрыт смолой RS.
Когда улитка покрыта смолой данным образом, прочность улитки внутри покрытия из смолы может быть повышена только в необходимых местах посредством увеличения угла конусности участка, где закручивание начинается возле центра витка 536b.
Кроме того, когда поверхность смолы RS обрабатывают резанием после того, как виток 536b подвижной улитки 536 был покрыт смолой RS, подвижная улитка 536 может быть обработана резанием с хорошей точностью до заданной наружной формы.
Неподвижная улитка может быть покрыта смолой RS таким же образом, как и подвижная улитка 536. В данном случае шум и утечка парообразного холодильного агента также могут быть уменьшены, когда по меньшей мере виток неподвижной улитки покрыт смолой RS.
(Е)
В третьем варианте реализации улитка компрессора изготовлена посредством литья под давлением в полурасплавленном состоянии или посредством другого способа формования в полурасплавленном состоянии, но настоящее изобретение не ограничено этим, и срок службы литейной формы может быть увеличен в настоящем изобретении, когда улитка компрессора представляет собой улитку, у которой материал вводят в литейную форму и затем подвергают формованию. Например, срок службы литейной формы может быть увеличен посредством выполнения угла конусности на участке, где закручивание начинается возле центра витка улитки, большим, чем угол конусности того участка, где закручивание заканчивается у наружной стороны, даже в том случае, когда улитка представляет собой улитку, у которой имеющий высокую температуру расплавленный металлический материал вводят в литейную форму и затем отливают.
(F)
В заготовке 626 подвижной улитки 526 согласно третьему варианту реализации угол конусности участка Q0, где закручивание начинается возле центра соответствующей витку части, больше угла конусности участка Q4, где закручивание заканчивается у наружной стороны, но настоящее изобретение не ограничено этим, и угол конусности с наружной стороны может быть больше.
Другими словами, в заготовке 644 неподвижной улитки и заготовке 646 подвижной улитки угол конусности на участках Р23, Q24, где закручивание заканчивается у наружной стороны соответствующей витку части, может быть больше угла конусности участков Р21, Q21, где закручивание начинается возле центра, как показано на фиг.46 и 47.
Данная конфигурация эффективна для случая, в котором толщина наружного периферийного участка соответствующей витку части является небольшой, и во время обработки резанием трудно добиться точности. Например, поскольку наружный периферийный край соответствующей витку части имеет форму консоли, прочность наружного периферийного участка соответствующей витку части снижается, когда толщина всей соответствующей витку части уменьшается. По этой причине наружный периферийный участок соответствующей витку части легко деформируется во время обработки резанием. С учетом данной ситуации точность может быть гарантирована посредством выполнения угла конусности наружного периферийного участка соответствующей витку части большим, чем у центрального участка.
Соответствующая витку часть может быть задана такой, что угол конусности будет постепенно и непрерывно изменяться от того места, где закручивание начинается, до того места, где закручивание заканчивается (то есть угол конусности будет непрерывно увеличиваться от того места, где закручивание начинается возле центра, до того места, где закручивание заканчивается у наружной стороны), таким же образом, как и в третьем варианте реализации. В данном случае отходы материала могут быть устранены более эффективно.
Соответствующая витку часть также может быть задана такой, что угол конусности изменяется ступенчатым образом от того места, где закручивание начинается, до того места, где закручивание заканчивается (то есть увеличивается ступенчато от того места, где закручивание начинается возле центра, до того места, где закручивание заканчивается у наружной стороны), таким же образом, как и в модифицированном примере (В) третьего варианта реализации. В данном случае отходы материала могут быть устранены более эффективно.
В заданном диапазоне углов между тем местом, где закручивание начинается, и тем местом, где закручивание заканчивается (то есть в заданном диапазоне рядом с участком, где закручивание заканчивается), соответствующая витку часть может быть задана такой, что угол конусности больше угла конусности в других диапазонах углов, таким же образом, как и в модифицированном примере (С) третьего варианта реализации. В данном случае отходы материала могут быть устранены более эффективно.
По меньшей мере соответствующая витку часть может быть покрыта смолой таким же образом, как и в модифицированном примере (D) третьего варианта реализации. В данном случае шум и утечка парообразного холодильного агента могут быть уменьшены.
Четвертый вариант реализации
Компрессор, в котором используется скользящий компонент согласно четвертому варианту реализации, будет описан ниже с использованием спирального компрессора куполообразного типа высокого-низкого давлений в качестве примера. Различие между спиральным компрессором куполообразного типа высокого-низкого давлений по четвертому варианту осуществлении и спиральным компрессором куполообразного типа высокого-низкого давлений по первому варианту реализации заключается в форме витка неподвижной улитки и подвижной улитки. Следовательно, ниже будут описаны только неподвижная улитка и подвижная улитка.
Заготовка 726 подвижной улитки согласно четвертому варианту реализации образована, например, посредством литья под давлением в полурасплавленном состоянии с использованием литейной формы 280, показанной на фиг.48.
Конкретное описание приведено ниже.
Литейная форма 280 для литья под давлением в полурасплавленном состоянии заготовки 726 подвижной улитки состоит из первой полуформы 281 и второй полуформы 282, как показано на фиг.48. Форма пространственной части, которая образуется, когда первая полуформа 281 и вторая полуформа 282 объединены вместе, соответствует той геометрической форме, которую снаружи имеет подлежащая литью в форме заготовка 726 подвижной улитки. В соответствующей витку части второй полуформы 282 литейной формы 280 наружная форма задана так, чтобы поддерживать требуемый угол конусности при извлечении заготовки 726 подвижной улитки из литейной формы 280. В частности, форма соответствующей витку части второй полуформы 282 определена такой, что вся поверхность соответствующей витку части 87 наклонена под первым углом θ относительно линии, ортогональной к части 86а, соответствующей торцевой плите. Толщина соответствующей витку части 87 заготовки 726 подвижной улитки на границе с частью 86а, соответствующей торцевой плите, составляет t+t1+t1, где t - толщина дальнего конца.
Заготовка 724 неподвижной улитки также изготовлена таким же образом, как и заготовка 726 подвижной улитки.
Заготовку 724 неподвижной улитки и заготовку 726 подвижной улитки, отлитые в форме посредством литья под давлением в полурасплавленном состоянии, далее обрабатывают резанием, в результате чего образуют конченые неподвижную улитку 734 и подвижную улитку 736, подлежащие встраиванию в компрессор.
Неподвижная улитка 734, показанная на фиг.49, изготовлена посредством обработки резанием заготовки 724 неподвижной улитки, показанной на фиг.50 и 51. Здесь будет описана операция резания для образования витка 185 из витка 85. Данная операция представляет собой один из процессов обработки резанием, которые могут быть использованы. Данные процессы также включают в себя сверление выпускного отверстия 741.
В данном случае у витка 85 различают поверхности OS85a, IS85b, OS85b, которые находятся в плотном контакте с витком 187 подвижной улитки 736 в качестве другого элемента сцепляющейся пары и которые могут образовывать концевую часть камеры 740 сжатия, и внутреннюю периферийную поверхность IS85а участка 85а, где начинается закручивание (участок возле центра витка 85), которая не находится в плотном контакте с витком 187 подвижной улитки 736 в качестве другого элемента сцепляющейся пары. Упомянутые первыми поверхности OS85a, IS85b, OS85b обрабатывают резанием, а упомянутую последней поверхность IS85а не обрабатывают резанием. Среди поверхностей OS85a, IS85b, OS85b наружная периферийная поверхность OS85а участка 85а находится возле места, где начинается закручивание, а внутренняя периферийная поверхность IS85b и наружная периферийная поверхность OS85b участка 85b расположены ближе к тому месту, где заканчивается закручивание, чем участок 85а, возле которого закручивание начинается. Поверхности OS85a, IS85b, OS85b обрабатывают резанием в процессе обработки торцевой фрезой, наклонные участки, показанные на фиг.50 и 51, удаляют и образуют поверхности OS185a, IS185b, OS185b, показанные на фиг.49 и 52. Поверхности OS85a, IS85b, OS85b, показанные пунктирными линиями на фиг.52, срезают, и образуются поверхности OS185a, IS185b, OS185b, показанные сплошными линиями. Угол наклона поверхностей OS185a, IS185b, OS185b относительно линии, перпендикулярной к поверхности 184а торцевой плиты, составляет 0 градусов. С другой стороны, внутренняя периферийная поверхность IS85а участка 85а витка 85, возле которого начинается закручивание, остается неизмененной, как и внутренняя периферийная поверхность участка 185а, возле которого начинается закручивание в готовом витке 185. Фиг.53 показывает увеличенный вид участка 185а, возле которого начинается закручивание на фиг.52. На участке 185а витка 185, возле которого начинается закручивание, наружная периферийная поверхность OS185а ортогональна поверхности 184а торцевой плиты, в то время как внутренняя периферийная поверхность IS85а наклонена под первым углом θ относительно линии, ортогональной к поверхности 184а торцевой плиты. Тем самым участку 85а витка 185, возле которого начинается закручивание, придается толщина ta на границе с поверхностью 184а торцевой плиты, и эта толщина больше толщины остальных участков 85b витка 185. Участки 85b витка 185, отличные от участка 85а, возле которого начинается закручивание, обрабатывают резанием так, чтобы они имели одинаковую толщину от границы с поверхностью 184а торцевой плиты до дальнего конца, и толщину задают такой, чтобы она была равной толщине t дальнего конца участка 85а, возле которого начинается закручивание, как показано на фиг.53.
Подвижную улитку 736, показанную на фиг.54, изготавливают посредством обработки резанием заготовки 726 подвижной улитки, показанной на фиг.48. Из процессов обработки резанием здесь будет описана операция резания для образования витка 187 из витка 87.
В данном случае у витка 87 выделяют поверхности OS87a, IS87b, OS87b, которые находятся в плотном контакте с витком 185 неподвижной улитки 734 в качестве другого элемента сцепляющейся пары и которые могут образовывать концевую часть камеры 740 сжатия, и внутреннюю периферийную поверхность IS87а участка 87а, где начинается закручивание (участок возле центра витка 87), которая не находится в плотном контакте с витком 185 неподвижной улитки 734 в качестве другого элемента сцепляющейся пары. Упомянутые первыми поверхности OS87a, IS87b, OS87b обрабатывают резанием, а упомянутую последней поверхность IS87а не обрабатывают резанием. Среди поверхностей OS87a, IS87b, OS87b наружная периферийная поверхность OS87а участка 87а находится возле того места, где начинается закручивание, а внутренняя периферийная поверхность IS857 и наружная периферийная поверхность OS87b участка 87b расположены ближе к тому месту, где заканчивается закручивание, чем участок 87а, возле которого закручивание начинается. Поверхности OS87a, IS87b, OS87b обрабатывают резанием в процессе обработки торцевой фрезой, наклонные участки, показанные на фиг.48, удаляют и образуют поверхности OS187a, IS187b, OS187b, показанные на фиг.54. Поверхности OS87a, IS87b, OS87b, показанные пунктирными линиями на фиг.54, срезают, и образуются поверхности OS187a, IS187b, OS187b, показанные сплошными линиями. Угол наклона поверхностей OS187a, IS187b, OS187b относительно линии, перпендикулярной к поверхности 186а торцевой плиты, составляет 0 градусов. С другой стороны, внутренняя периферийная поверхность IS87а участка 87а витка 87, возле которого начинается закручивание, остается неизмененной, как и внутренняя периферийная поверхность участка 187а, возле которого начинается закручивание в готовом витке 187. На участке 187а витка 187, возле которого начинается закручивание, наружная периферийная поверхность OS187а ортогональна поверхности 186а торцевой плиты, в то время как внутренняя периферийная поверхность IS87а наклонена под первым углом θ относительно линии, ортогональной к поверхности 186а торцевой плиты. Тем самым участку 87а витка 187, возле которого начинается закручивание, придается толщина ta на границе с поверхностью 186а торцевой плиты, и эта толщина больше толщины остальных участков 87b витка 187. Участки 87b витка 187, отличные от участка 87а, возле которого начинается закручивание, обрабатывают резанием так, чтобы они имели одинаковую толщину от границы с поверхностью 186а торцевой плиты до дальнего конца, и эту толщину задают такой, чтобы она была равной толщине t, которая меньше толщины ta, как показано на фиг.54.
(Движение улитки во время стадии сжатия)
Фиг.55-57 представляют собой схематические чертежи, показывающие состояние, в котором парообразный холодильный агент подвергается сжатию, в связи с изменением объема камеры 740 сжатия. Фиг.55-57 представляют собой виды в боковых поперечных сечениях сцепляющегося участка витка 185 неподвижной улитки 734 и витка 187 подвижной улитки и представляют собой виды сверху. Подвижная улитка 736 поворачивается относительно неподвижной улитки 734, в результате чего состояние изменяется в последовательности фиг.55(а), 55(b), 56(а), 56(b), 57(а) и 57(b). Внутренние периферийные поверхности IS85a, IS87a тех участков 185а, 187а витков 185, 187, возле которых начинается закручивание (поверхности с толстыми линиями на схематических чертежах, см. фиг.58), представляют собой поверхности, которые не входят в контакт с взаимодополняющим витком, не образуют концевых участков камеры 740 сжатия и не способствуют работе сжатия. Следовательно, несмотря на то, что данные поверхности наклонены под первым углом θ, точность поверхностей IS85 и IS87 не влияет на воздухонепроницаемость камеры 740 сжатия.
(Характеристики спирального компрессора куполообразного типа высокого-низкого давлений согласно четвертому варианту реализации)
(1)
Использование ковкого чугуна и высокоуглеродистой стали, которые представляют собой высокопрочные материалы, затрудняет получение формы, близкой к заданной, и приводит к плохой обрабатываемости резанием. Поэтому улитку в обычном спиральном компрессоре часто изготавливают с использованием материала FC250 или другого обычного чугуна.
Напротив, в компрессоре согласно четвертому варианту реализации заготовку 724 неподвижной улитки и заготовку 726 подвижной улитки отливают в форме посредством литья под давлением в полурасплавленном состоянии, в результате чего достигают высокой прочности и высокой жесткости, и конченые неподвижную улитку 734 и подвижную улитку 736 отливают с формой, близкой к заданной.
Тем не менее, заготовкам 724, 726 улиток, которые представляют собой материалы, полученные литьем под давлением в полурасплавленном состоянии, придают более высокую прочность посредством термообработки, но жесткость (модуль Юнга) является фиксированной и не может быть отрегулирована. Следовательно, величина деформации (изгибания) витков 185, 187 во время работы увеличивается, когда витки 185, 187 просто будут выполнены более тонкими при повышении прочности, и имеет место тенденция появления шума и абразивного износа. Когда зазор между двумя витками 185, 187 увеличивается настолько, чтобы обеспечить возможность значительной величины деформации во избежание данного шума и абразивного износа, воздухонепроницаемость камеры сжатия снижается, и эксплуатационные характеристики сжатия ухудшаются.
Для того чтобы избежать этих недостатков, можно рассмотреть увеличение жесткости витков 185, 187 в целом посредством увеличения толщины основания участка рядом с торцевыми плитами 184, 186 и уменьшения толщины дальней концевой части, а не просто уменьшения толщины витков 185, 187. Тем не менее, имеют место недостатки, связанные с тем, что объем камеры сжатия уменьшается, когда толщина основания в целом увеличивается. Кроме того, возможно, что контроль качества (контроль точности поверхности) будет затруднен и эксплуатационные характеристики будут ухудшены, если оставить наклон на витках 185, 187, на которых требуется высокая точность.
С учетом вышеизложенного в компрессоре согласно четвертому варианту реализации наклон, имеющий первый угол θ, придан поверхностям IS85, IS87а внутренней периферийной стороны для повышения прочности и для значительного уменьшения величины деформации на участках 185а, 187а, возле которых закручивание начинается в витках 185, 187. В этих витках имеет место увеличение давления, приложенного парообразным холодильным агентом, сжатым возле центра. С другой стороны, наклон устранен на участках 185b, 187b, которые расположены на некотором расстоянии от центра витков 185, 187, и избегают уменьшения объема. Кроме того, наружные периферийные поверхности OS185a, OS187a тех участков 185а, 187а витков 185, 187, возле которых начинается закручивание, представляют собой поверхности, которые входят в контакт с дополняющей улиткой и которые выполняют работу сжатия. Наклон устранен, поскольку контроль точности поверхности становится трудновыполнимым при наличии большого угла наклона, и существует вероятность увеличения утечки парообразного холодильного агента на участках контакта двух улиток 734, 736. Наклон, имеющий первый угол θ, придан внутренним периферийным поверхностям IS85а, IS87а тех участков 185а, 187а витков 185, 187, возле которых начинается закручивание, но отсутствуют недостатки, поскольку данные поверхности IS85a, IS87а не являются поверхностями, которые входят в контакт с дополняющей улиткой, и не влияют на воздухонепроницаемость камеры 740 сжатия.
Таким образом, в компрессоре согласно четвертому варианту реализации давление является сравнительно низким на участках 185b, 187b, отличных от тех участков 185а, 187а витков 185, 187, возле которых начинается закручивание. Следовательно, приоритет отдается увеличению объема, а не повышению прочности и уменьшению величины деформации, и угол наклона задан равным нулю. Давление является сравнительно высоким на внутренних периферийных поверхностях IS85a, IS87a тех участков 185а, 187а витков 185, 187, возле которых начинается закручивание. Следовательно, угол наклона (первый угол θ) предусмотрен с целью повышения прочности и уменьшения величины деформации. На наружных периферийных поверхностях OS185а, OS187а тех участков 185а, 185а витков 185, 187, возле которых закручивание начинается, угол наклона задан равным нулю, причем внимание уделяется контролю точности поверхности и воздухонепроницаемости камеры 740 сжатия. По этой причине толщина витков 185, 187 уменьшена в целом, и гарантируется объем, но наклон, имеющий первый угол θ, предусмотрен на тех участках 185а, 187а витков 185, 187, возле которых начинается закручивание и которые подвергаются воздействию высокого давления, в результате чего может быть обеспечена прочность и величина деформации может сохраняться в пределах приемлемых уровней.
Существует преимущество, заключающееся в том, что гарантируются контроль точности поверхности и воздухонепроницаемость камеры 740 сжатия, поскольку угол наклона задан равным нулю также для участков 185b, 187b, отличных от тех участков 185а, 187а витков 185, 187, возле которых начинается закручивание.
(2)
В компрессоре согласно четвертому варианту реализации все поверхности OS182a, IS185b, OS185b, OS187a, IS187b, OS187b в улитке 124, 126 имеют нулевой угол наклона, за исключением поверхностей IS85a, IS87a, которые предусмотрены с наклоном, имеющим первый угол θ. Таким образом, поверхности, которые входят в контакт с витком сцепляющейся дополняющей улитки и выполняют работу сжатия, все имеют нулевой угол наклона. Следовательно, облегчается контроль точности поверхности для данных поверхностей, и существует меньше проблем, связанных с тем, что имеет место утечка парообразного холодильного агента из сцепляющегося участка витков 185, 187 двух улиток 124, 126 в камеру 740 сжатия с наружной стороны во время работы компрессора.
(3)
В компрессоре согласно четвертому варианту реализации внутренние периферийные поверхности IS85а, IS87а тех участков 185а, 187а витков 185, 187, возле которых закручивание начинается, представляют собой поверхности, которые не входят в контакт с сцепляющимися дополняющими витками 187, 185. С учетом того что высокая точность поверхности не требуется для данных поверхностей, обработка поверхностей IS85a и IS87а резанием исключена. Тем самым могут быть обеспечены уменьшенные затраты, и сокращается время, необходимое для обработки резанием.
(4)
В компрессоре согласно четвертому варианту реализации угол конусности, поддерживаемый во время освобождения литейной формы, предусмотрен на заготовках 724, 726 не подвергнутых резанию улиток 734, 736, и угол конусности используется непосредственно в качестве угла наклона поверхностей IS85a, IS87a витков 185, 187. Следовательно, поверхности IS85а, IS87а витков 185, 187 заданы с первым углом θ без обработки резанием.
(5)
В компрессоре согласно четвертому варианту реализации те участки 185а, 187а витков 185, 187, возле которых закручивание начинается в улитках 734, 736, имеют внутренние периферийные поверхности IS85а, IS87а, которые наклонены под первым углом θ относительно линии, ортогональной к поверхностям 184а, 186а торцевых плит, в отличие от наружных периферийных поверхностей OS185а, OS187а, которые ортогональны к поверхностям 184а, 186а торцевых плит. Те участки 85а, 87а витков 185, 187, возле которых начинается закручивание, имеют толщину ta на границе с поверхностями 184а, 186а торцевых плит, и данная толщина превышает толщину остальных участков 85b, 87b витков 185, 187. Следовательно, прочность повышается на тех участках 185а, 187а витков 185, 187, рядом с которыми начинается закручивание в улитках 734, 736 данного компрессора. Следовательно, улитки 734, 736 данного компрессора могут выдерживать увеличение давления, обусловленное большим перепадом давлений, даже тогда, когда сжимается диоксид углерода или другой холодильный агент высокого давления. Кроме того, за счет этого эффекта может быть увеличена высота зубьев улиток 734, 736. Другими словами, объем камеры 740 сжатия может быть увеличен даже тогда, когда диаметр витков 185, 187 уменьшается. Диаметр основного трубчатого кожуха 11 уменьшается, когда диаметр компрессора может быть уменьшен данным образом. Основной трубчатый кожух 11, имеющий уменьшенный диаметр, может демонстрировать ту же прочность на сжатие при толщине, меньшей чем у обычного основного трубчатого кожуха. Соответственно затраты на исходные материалы и тому подобное, связанные с основным трубчатым кожухом 11, могут быть уменьшены. Диаметр витков 185, 187 улиток 734, 736 также может быть уменьшен. По этой причине площадь поверхности скольжения воспринимающей осевое давление части, которая подвергается воздействию жестких условий, может быть увеличена.
(6)
В компрессоре согласно четвертому варианту реализации улитки 734, 736 изготовлены посредством литья под давлением в полурасплавленном состоянии. Соответственно улитки 734, 736 имеют шероховатость поверхности, которая меньше, чем у улиток, полученных посредством обычного литья чугуна. По этой причине маловероятно то, что будут возникать трещины из поверхности улиток 734, 736 даже в том случае, если в данном компрессоре сжимается диоксид углерода или другой парообразный холодильный агент высокого давления.
(Модифицированный пример четвертого варианта реализации)
В четвертом варианте реализации заготовки 724, 726 улиток 734, 736 компрессора изготовлены посредством литья под давлением в полурасплавленном состоянии или другого способа формования в полурасплавленном состоянии, но настоящее изобретение не ограничено этим. Например, только угол наклона внутренних периферийных поверхностей участка, возле которого закручивание начинается в центре витка и который не входит в контакт с дополняющей улиткой во время работы компрессора, может быть увеличен, и объем камеры сжатия может быть увеличен при одновременном уменьшении величины деформации и повышении прочности. Это справедливо даже в случае улитки, которая была отлита посредством введения имеющего высокую температуру расплавленного металлического материала в литейную форму.
Тем не менее, проблема величины деформации (изгибания) на участке, возле которого закручивание начинается в центре витка, главным образом принимается во внимание в случае улитки, в которой относительно более высокая жесткость нежелательна настолько, насколько желательна более высокая прочность, получаемая за счет использования высокопрочного материала. Следовательно, настоящее изобретение будет более полезно за счет того, что жесткость только данного участка может быть повышена.
Пятый вариант реализации
Компрессор, в котором используется скользящий компонент согласно пятому варианту реализации, будет описан ниже с использованием компрессора поворотного действия в качестве примера.
Компрессор 801 поворотного действия согласно пятому варианту реализации представляет собой двухцилиндровый компрессор поворотного действия, как показано на фиг.59, и состоит главным образом из цилиндрического воздухонепроницаемого кожуха 810 куполообразного типа, поворотного механизма 815 сжатия, приводного двигателя 816, всасывающей трубы 819, нагнетательной трубы 820 и глушителя 860. Компрессор 801 поворотного действия имеет накопитель (сепаратор пара и жидкости) 895, смонтированный на кожухе 810. Составляющие элементы компрессора 801 поворотного действия описаны ниже.
(Подробности составляющих элементов компрессора поворотного действия)
(1) Кожух
Кожух 810 имеет по существу цилиндрический основной трубчатый кожух 811, блюдцеобразную часть 812 верхней стенки, приваренную воздухонепроницаемым образом к верхнему концу основного трубчатого кожуха 811, и блюдцеобразную часть 813 нижней стенки, приваренную воздухонепроницаемым образом к нижнему концу основного трубчатого кожуха 811. В кожухе 810 главным образом размещены поворотный механизм 815 сжатия, предназначенный для сжатия парообразного холодильного агента, и приводной двигатель 816, расположенный над поворотным механизмом 815 сжатия. Поворотный механизм 815 сжатия и приводной двигатель 816 соединены посредством коленчатого вала 817, расположенного так, что он проходит в вертикальном направлении внутри кожуха 810.
(2) Поворотный механизм сжатия
Поворотный механизм 815 сжатия состоит главным образом из коленчатого вала 817, поршня 821, втулки 822, передней головки 823, первого блока 824 цилиндра, промежуточной плиты 825, второго блока 826 цилиндра и задней головки 827, как показано на фиг.59 и 61. В пятом варианте реализации передняя головка 823, первый блок 824 цилиндра, промежуточная плита 825, второй блок 826 цилиндра и задняя головка 827 скреплены как одно целое посредством множества болтов 890. Кроме того, в пятом варианте реализации поворотный механизм 815 сжатия погружен в смазочное масло L, заполняющее нижнюю часть кожуха 810, и смазочное масло L подается в поворотный механизм 815 сжатия за счет перепада давлений. Составляющие элементы поворотного механизма 815 сжатия будут подробно описаны ниже.
а) Первый блок цилиндра
Отверстие 824а цилиндра, всасывающее отверстие 824b, выпускной канал 824с, отверстие 824d для размещения втулки и отверстие 824е для размещения лопастной части образованы в первом блоке 824 цилиндра, как показано на фиг.60. Отверстие 824а цилиндра представляет собой цилиндрическое отверстие, которое проходит вдоль направления толщины плиты, как показано на фиг.59 и 60. Всасывающее отверстие 824b проходит через отверстие 824а цилиндра от наружной периферийной поверхности стенки. Выпускной канал 824с образован посредством вырезания участка внутренней периферийной части цилиндрической части, которая образует отверстие 824а цилиндра. Отверстие 824d для размещения втулки представляет собой отверстие, которое проходит в направлении толщины плиты и расположено между всасывающим отверстием 824b и выпускным каналом 824с, если смотреть в направлении толщины плиты. Отверстие 824е для размещения лопастной части представляет собой отверстие, которое проходит в направлении толщины плиты и сообщается с отверстием 824d для размещения втулки.
Первый блок 824 цилиндра вставлен в переднюю головку 823 и промежуточную плиту 825 так, что выпускной канал 824с обращен к передней головке 823 в состоянии, в котором эксцентриковая часть 817а вала в коленчатом валу 817 и роликовая часть 821а поршня 821 размещены в отверстии 824а цилиндра, лопастная часть 821b поршня 821 и втулка 822 размещены в отверстии 824d для размещения втулки, а лопастная часть 821b поршня 821 размещена в отверстии 824е для размещения лопастной части (см. фиг.61). В результате в поворотном механизме 815 сжатия образуется камера Rc1 первого цилиндра, и эта камера Rc1 первого цилиндра разделена поршнем 821 на всасывающую полость, которая сообщается с всасывающим отверстием 824b, и нагнетательную полость, которая сообщается с выпускным каналом 824с.
b) Второй блок цилиндра
Отверстие 826а цилиндра, всасывающее отверстие 826b, выпускной канал 826с, отверстие 826d для размещения втулки и отверстие 826е для размещения лопастной части образованы во втором блоке 826 цилиндра таким же образом, как и в первом блоке 824 цилиндра, как показано на фиг.60. Отверстие 826а цилиндра представляет собой цилиндрическое отверстие, которое проходит вдоль направления толщины плиты, как показано на фиг.59 и 60. Всасывающее отверстие 826b проходит от наружной периферийной поверхности стенки к отверстию 826а цилиндра. Выпускной канал 826с образован посредством вырезания участка внутренней периферийной части цилиндрической части, которая образует отверстие 826а цилиндра. Отверстие 826d для размещения втулки представляет собой отверстие, которое проходит в направлении толщины плиты и расположено между всасывающим отверстием 826b и выпускным каналом 826с, если смотреть в направлении толщины плиты. Отверстие 826е для размещения лопастной части представляет собой отверстие, которое проходит в направлении толщины плиты и сообщается с отверстием 826d для размещения втулки.
Второй блок 826 цилиндра вставлен в заднюю головку 827 и промежуточную плиту 825 так, что выпускной канал 826с обращен к задней головке 827 в состоянии, в котором эксцентриковая часть 817b вала в коленчатом валу 817 и роликовая часть 821а поршня 821 размещены в отверстии 826а цилиндра, лопастная часть 821b поршня 821 и втулка 822 размещены в отверстии 826d для размещения втулки, а лопастная часть 821b поршня 821 размещена в отверстии 826е для размещения лопастной части (см. фиг.61). В результате в поворотном механизме 815 сжатия образуется камера Rc2 второго цилиндра, и эта камера Rc2 второго цилиндра разделена поршнем 821 на всасывающую полость, которая сообщается с всасывающим отверстием 826b, и нагнетательную полость, которая сообщается с выпускным каналом 826с.
с) Коленчатый вал
Коленчатый вал 817 имеет две эксцентриковые части 817а, 817b вала, предусмотренные на одной из концевых частей. Две эксцентриковые части 817а, 817b вала образованы так, что оси эксцентриков расположены напротив друг друга «через» центральную ось коленчатого вала 817. Коленчатый вал 817 прикреплен к ротору 852 приводного двигателя 816 со стороны, на которой не предусмотрены эксцентриковые части 817а, 817b вала.
d) Поршень
Поршень 821 имеет по существу цилиндрическую роликовую часть 821а и лопастную часть 821b, которая выступает наружу в радиальном направлении роликовой части 821а, как показано на фиг.59 и 62. Роликовая часть 821а посажена на эксцентриковых частях 817а, 817b вала в коленчатом валу 817 и вставлена в этом состоянии в цилиндрические отверстия 824а, 826 блоков 824, 826 цилиндров. В результате этого роликовая часть 821а совершает орбитальное движение вокруг оси вращения коленчатого вала 817, когда коленчатый вал 817 вращается. Лопастная часть 821b размещена в отверстиях 824d, 826d для размещения втулки и отверстиях 824е, 826е для размещения лопастной части. В результате лопастная часть 821b поворачивается и одновременно совершает возвратно-поступательное движение в продольном направлении.
е) Втулка
Втулка 822 представляет собой по существу полуцилиндрический элемент и размещена в отверстиях 824d, 826d для размещения втулки так, что она удерживает лопастную часть 821b поршня 821 с обеих сторон.
f) Передняя головка
Передняя головка 823 представляет собой элемент, который закрывает первый блок 824 цилиндра со стороны выпускного канала 824с и вставлена в кожух 810. В передней головке 823 образована опорная часть 823а, и коленчатый вал 817 вставлен в эту опорную часть 823а. Кроме того, в передней головке 823 образовано отверстие 823b, предназначенное для подачи в нагнетательную трубу 820 парообразного холодильного агента, который протекает по выпускному каналу 824с, образованному в первом блоке 824 цилиндра. Отверстие 823b открывается и закрывается посредством выпускного клапана (не показан) для предотвращения обратного потока парообразного холодильного агента.
g) Задняя головка
Задняя головка 827 закрывает второй блок 826 цилиндра со стороны выпускного канала 826с. В задней головке 827 образована опорная часть 827а, и коленчатый вал 817 вставлен в эту опорную часть 827а. Кроме того, в задней головке 827 образовано отверстие (не показано), предназначенное для подачи в нагнетательную трубу 820 парообразного холодильного агента, который протекает по выпускному каналу 826с, образованному во втором блоке 826 цилиндра. Отверстие открывается и закрывается посредством выпускного клапана (не показан) для предотвращения обратного потока парообразного холодильного агента.
h) Промежуточная плита
Промежуточная плита 825 расположена между первым блоком 824 цилиндра и вторым блоком 826 цилиндра и разделяет камеру Rc1 первого цилиндра и камеру Rc2 второго цилиндра.
(3) Приводной двигатель
Приводной двигатель 816 в пятом варианте реализации представляет собой электродвигатель постоянного тока и состоит главным образом из кольцевого статора 851, прикрепленного к поверхности внутренней стенки кожуха 810, и ротора 852, размещенного с возможностью вращения с небольшим зазором (каналом воздушного зазора) с внутренней стороны статора 851.
Медный провод намотан вокруг зубчатой части (не показана) статора 851, и конец 853 обмотки образован над и под статором. Наружная периферийная поверхность статора 851 выполнена с полыми вырезанными частями (не показаны), которые были образованы в виде прорезей во множестве мест от верхней торцевой поверхности до нижней торцевой поверхности статора 851 через заданные интервалы в периферийном направлении.
Коленчатый вал 817 прикреплен вдоль оси вращения к ротору 852.
(4) Всасывающая труба
Всасывающая труба 819 выполнена так, что она проходит через кожух 810, и имеет один конец, который вставлен во всасывающие отверстия 824b, 826b, образованные в первом блоке 824 цилиндра и втором блоке 826 цилиндра, и другой конец, который вставлен в накопитель 895.
(5) Нагнетательная труба
Нагнетательная труба 820 выполнена так, что она проходит через верхнюю часть 812 стенки кожуха 810.
(6) Глушитель
Глушитель 860 используется для глушения шума от нагнетания парообразного холодильного агента и смонтирован на передней головке 823.
(Способ изготовления скользящего компонента)
В компрессоре 801 поворотного действия согласно пятому варианту реализации блоки 824, 826 цилиндров, поршень 821 и коленчатый вал 817 изготовлены посредством такого же способа изготовления, как тот, который используется для изготовления скользящего компонента по первому варианту реализации. В данном случае поршень 821 и коленчатый вал 817 подвергают термообработке на стадии термообработки при условиях, при которых твердость составляет более HRB 90, но менее HRB 100.
В пятом варианте реализации после стадии чистовой обработки в отверстия 824d, 826d для размещения втулки, выполненные в блоках 824, 826 цилиндров, вставляют высокочастотные нагреватели и блоки 824, 826 цилиндров подвергают обработке высокочастотным нагревом так, чтобы получить твердость участков на периферии отверстий 824d, 826d для размещения втулки, составляющую более HRC 50, но менее HRC 65. Блоки 824, 826 цилиндров перед обработкой высокочастотным нагревом подвергают термообработке при условиях, при которых получают твердость более HRB 90, но менее HRB 100. После чистовой обработки коленчатый вал 817 подвергают обработке высокочастотным нагревом на главной части вала и вспомогательных частях вала, размещаемых в передней головке 823 и задней головке 827.
В пятом варианте реализации после стадии чистовой обработки периферийную часть SC8 основания лопастной части 821b поршня 821, в которой легко концентрируются напряжения (см. фиг.62; места частичной термообработки заштрихованы), подвергают частичной термообработке.
(Работа компрессора поворотного действия)
Когда приводной двигатель 816 приводят в действие, эксцентриковые части 817а, 817b вала совершают эксцентричное вращение вокруг коленчатого вала 817, и роликовая часть 821а, посаженная на эксцентриковых частях 817а, 817b вала, совершает орбитальное движение, в то время как наружная периферийная поверхность роликовой части 821а входит в контакт с внутренней периферийной поверхностью камер Rc1, Rc2 цилиндров. Лопастная часть 821b совершает возвратно-поступательное движение, в то время как две боковые поверхности удерживаются втулкой 822, согласованно с орбитальным движением роликовой части 821а внутри камер Rc1, Rc2 цилиндров. При этом парообразный холодильный агент низкого давления всасывается из всасывающего отверстия 819 во всасывающую полость и подвергается сжатию до высокого давления в нагнетательной полости, и после этого парообразный холодильный агент высокого давления выпускается из выпускных каналов 824с, 826с.
(Характеристики компрессора поворотного действия)
(1)
В пятом варианте реализации блоки 824, 826 цилиндров и поршень 821 изготовлены посредством стадии литья под давлением в полурасплавленном состоянии и стадии термообработки. Соответственно блок цилиндра и поршень могут быть легко выполнены с более высоким пределом прочности при растяжении и более высокой твердостью, чем блок цилиндра и поршень, состоящие из чугуна с хлопьевидным графитом и изготовленные с использованием обычного литья в песчаные формы (поскольку более высокие прочность и жесткость, чем у материала FC250, могут быть достигнуты посредством выполнения термообработки).
(2)
В пятом варианте реализации блоки 824, 826 цилиндров и поршень 821 изготовлены посредством стадии литья под давлением в полурасплавленном состоянии и стадии термообработки, и твердость данных компонентов регулируется так, чтобы она составляла более HRB 90, но менее HRB 100. В данном случае твердость блоков 824, 826 цилиндров и поршня 821 по существу соответствует пределу прочности при растяжении в пределах диапазона от 600 до 900 МПа. Соответственно блоки 824, 826 цилиндров и поршень 821 могут быть выполнены более тонкими за счет применения данного способа для изготовления скользящего компонента компрессора. Следовательно, диаметр компрессора 801 поворотного действия может быть уменьшен, и, следовательно, абразивный износ блоков 824, 826 цилиндров и поршня 821 может быть уменьшен, и объем сжатия может быть увеличен.
(3)
На стадии термообработки по пятому варианту реализации заготовку блока цилиндра и заготовку поршня подвергают термообработке до твердости более HRB 90, но менее HRB 100. Соответственно при применении данного способа для изготовления скользящего компонента компрессора блоки 824, 826 цилиндров и поршень 821 могут быть изготовлены так, что может быть обеспечена достаточная долговечность во время работы компрессора, «приработка» происходит как можно раньше и не происходит заедания во время работы в аномальном режиме. Когда твердость находится в данном диапазоне, обрабатываемость резанием заготовки блока цилиндра и заготовки поршня является хорошей, заготовки блока цилиндра и заготовки поршня легко не повреждаются, и облегчается манипулирование. Соответственно меньше вероятность возникновения абразивного износа инструмента и образования сколов на инструменте, срок службы инструмента повышается, меньше вероятность образования нароста на режущей кромке, обрабатываемость при шлифовании является хорошей, и затраты на обработку резанием сокращаются, поскольку время обработки резанием может быть уменьшено. Независимо от того что улитки характеризуются превосходными абразивным износом инструмента и временем обработки резанием вследствие меньшей твердости по сравнению с материалом FCD, имеющим такой же предел прочности при растяжении (предел прочности при растяжении является высоким при том же уровне твердости), можно сказать, что может быть достигнут более высокий предел прочности при растяжении.
(4)
В пятом варианте реализации блоки 824, 826 цилиндров изготавливают посредством стадии литья под давлением в полурасплавленном состоянии и стадии термообработки, после чего высокочастотные нагреватели вставляют в отверстия 824d, 826d для размещения втулки, и осуществляют твердение так, что твердость участков периферии отверстий 824d, 826d для размещения втулки составляет больше HRC 50, но меньше HRC 65. По этой причине абразивный износ участков периферии отверстий 824d, 826d для размещения втулки уменьшается даже при всасывании диоксида углерода (СО2) или другого природного холодильного агента.
(5)
В пятом варианте реализации главную часть вала, вспомогательную часть вала, размещенные в передней головке 823 и задней головке 827, и эксцентриковую часть вала в коленчатом валу 817 подвергают обработке высокочастотным нагревом. Соответственно достаточное сопротивление абразивному износу может быть придано главной части вала, вспомогательной части вала и эксцентриковой части вала. Следовательно, срок службы коленчатого вала 817 может быть увеличен.
(6)
В пятом варианте реализации периферийную часть SC8 основания лопастной части 821b поршня 821, в которой легко концентрируются напряжения, подвергают частичной термообработке. Соответственно отсутствует вероятность разрушения поршня 821 даже в том случае, если несколько большая нагрузка будет приложена к лопастной части 821b.
(Модифицированный пример пятого варианта реализации)
В пятом варианте реализации блоки 824, 826 цилиндров и поршень 821 были подвергнуты термообработке так, чтобы твердость блоков 824, 826 цилиндров и поршня 821 компрессора 801 поворотного действия составляла более HRB 90, но менее HRB 100, после чего высокочастотные нагреватели вставляли в отверстия 824d, 826d для размещения втулки и выполняли обработку твердением так, чтобы твердость участков на периферии отверстий 824d, 826d для размещения втулки составила больше HRC 50, но меньше HRC 65. В данном случае подобный метод регулирования твердости может быть применен к блоку 924 цилиндра и ролику 921 ротационного компрессора 901, таким как показанные на фиг.64. Другими словами, ролик 921 и блок 924 цилиндра ротационного компрессора 901 подвергают термообработке так, чтобы твердость блока 924 цилиндра и ролика 921 составила более HRB 90, но менее HRB 100. После этого высокочастотный нагреватель вставляют в отверстие 924d для размещения лопасти, и блок 924 цилиндра подвергают обработке твердением так, чтобы твердость участков на периферии отверстия 924d для размещения лопасти составила более HRC 50, но менее HRC 65 (см. фиг.63). Лопасть 922 может быть изготовлена с использованием такого же способа. На фиг.63 и 64 ссылочная позиция 924а обозначает отверстие цилиндра, 924с - выпускной канал, 924b - всасывающее отверстие, 917 - коленчатый вал, 917а - эксцентриковую часть коленчатого вала, 923 - пружину, и Rc3 - камеру цилиндра. Ролик 921 и блок 924 цилиндра могут быть изготовлены в соответствии со способом изготовления, описанным в модифицированном примере (Н) первого варианта реализации.
(В)
Компрессор 801 поворотного действия согласно пятому варианту реализации представлял собой двухцилиндровый компрессор поворотного действия, но компрессор поворотного действия также может представлять собой одноцилиндровый компрессор поворотного действия.
(С)
В компрессоре 801 поворотного действия согласно пятому варианту реализации блоки 824, 826 цилиндров и поршень 821 были изготовлены посредством стадии литья под давлением в полурасплавленном состоянии и стадии термообработки, но посредством тех же стадий могут быть изготовлены коленчатый вал 817, передняя головка 823, задняя головка 827, промежуточная плита 825 и другие скользящие компоненты.
Промышленная применимость
Скользящий компонент компрессора согласно настоящему изобретению имеет высокий предел прочности при растяжении, может демонстрировать достаточную долговечность во время работы, легко «прирабатывается» как можно раньше, не подвергается заеданию во время работы в аномальном режиме и, следовательно, может быть пригоден в качестве компрессора, предназначенного для удовлетворения потребности в модернизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЗУНА КОМПРЕССОРА И КОМПРЕССОР | 2007 |
|
RU2399794C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЗУНА КОМПРЕССОРА И КОМПРЕССОР | 2010 |
|
RU2439371C1 |
| КОМПРЕССОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2404372C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПРЕССОРА И КОМПРЕССОР | 2007 |
|
RU2403449C2 |
| СПИРАЛЬНЫЙ КОМПРЕССОР | 2012 |
|
RU2564473C1 |
| МЕДНЫЙ СПЛАВ | 2005 |
|
RU2383641C2 |
| СПИРАЛЬНЫЙ КОМПРЕССОР | 2012 |
|
RU2560647C1 |
| СПИРАЛЬНЫЙ КОМПРЕССОР (ВАРИАНТЫ) | 2012 |
|
RU2567486C1 |
| КОМПРЕССИОННЫЙ МЕХАНИЗМ И СПИРАЛЬНЫЙ КОМПРЕССОР | 2008 |
|
RU2434161C1 |
| КОМПРЕССОР И СИСТЕМА ОХЛАЖДЕНИЯ МАСЛА | 2010 |
|
RU2561807C2 |






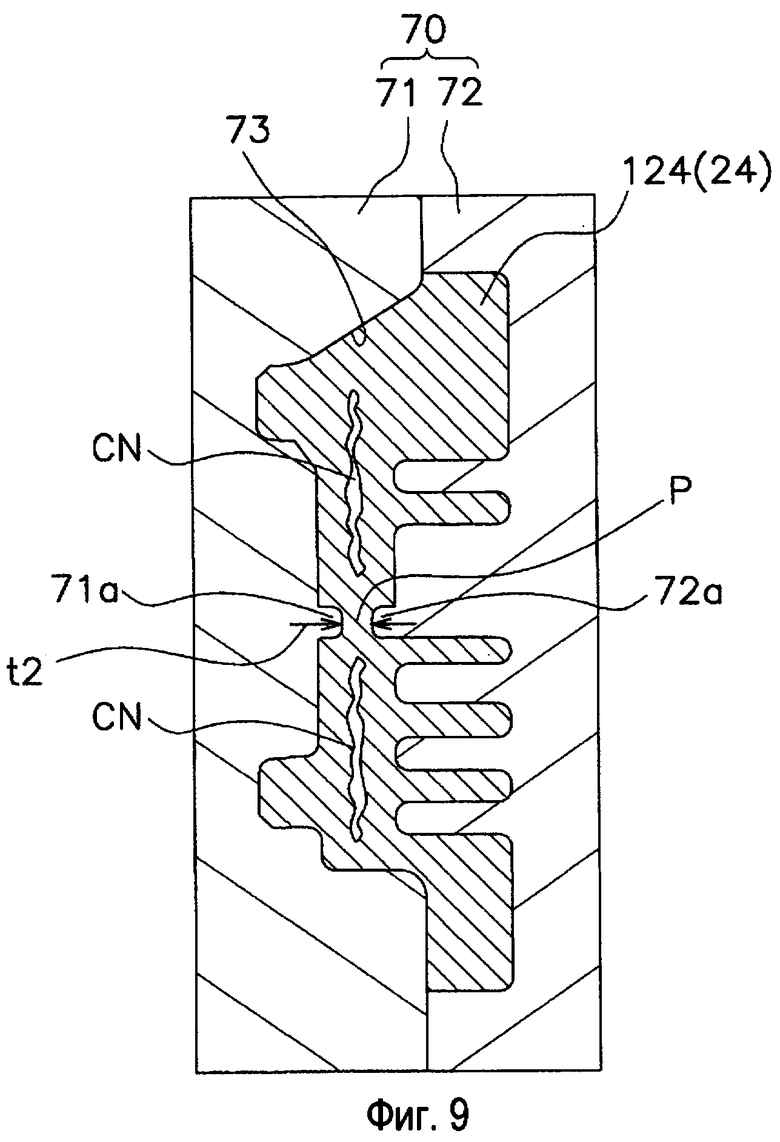
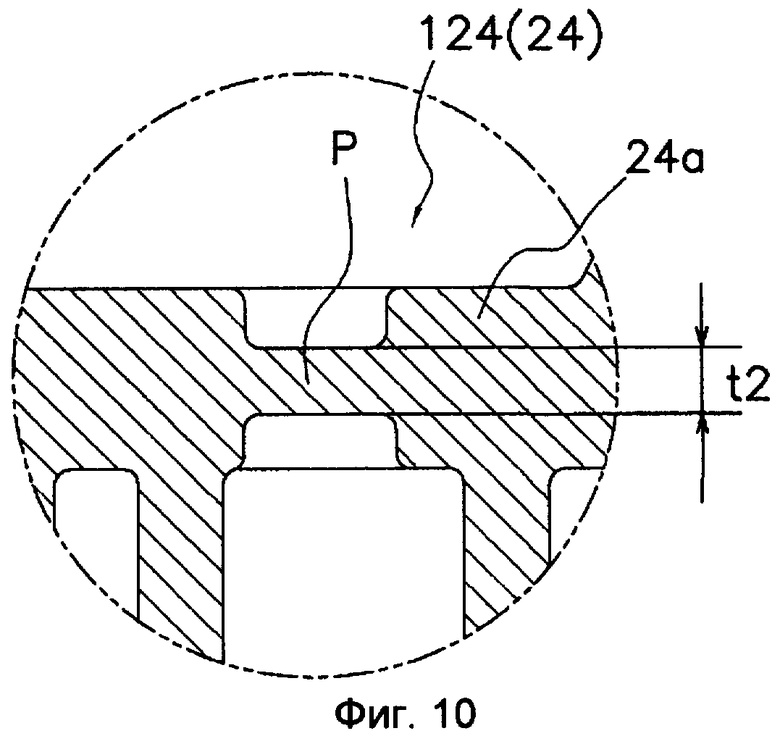
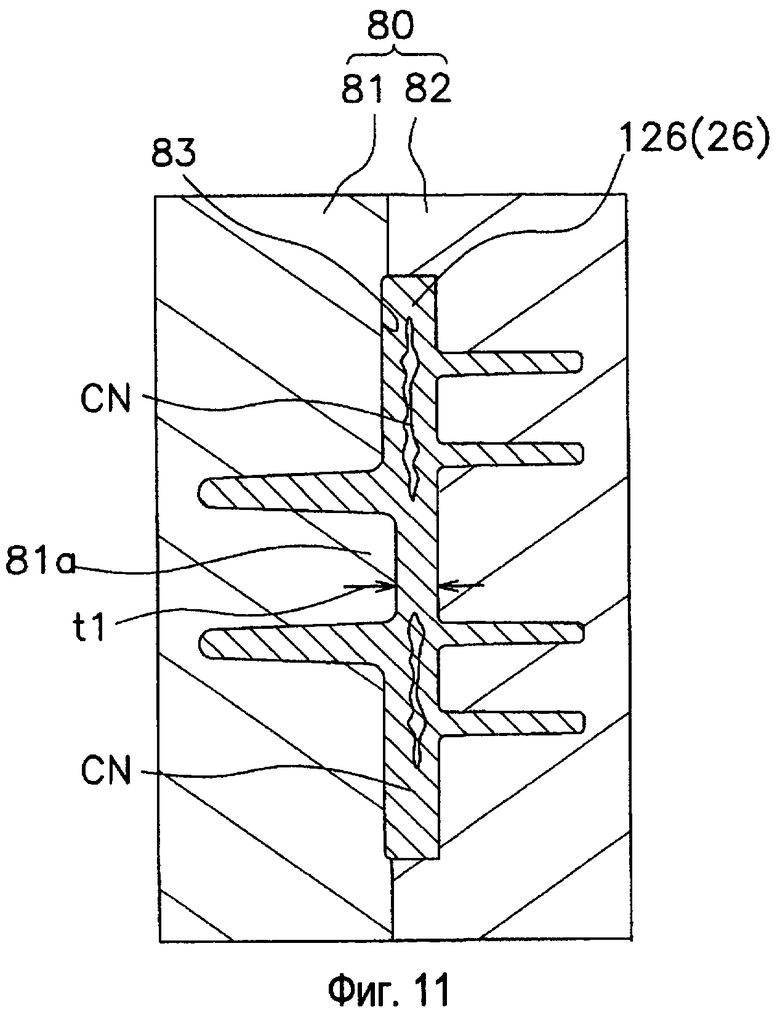
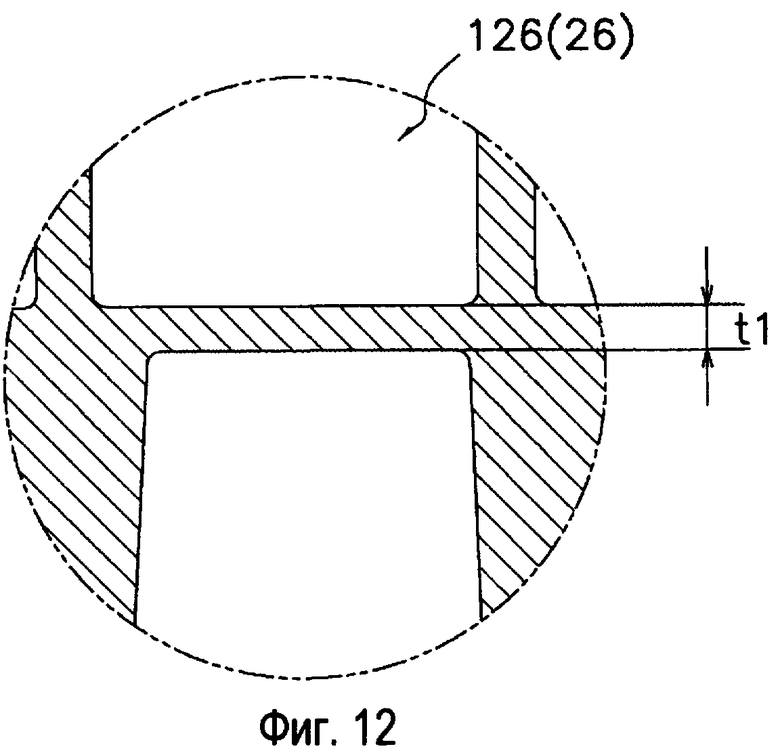






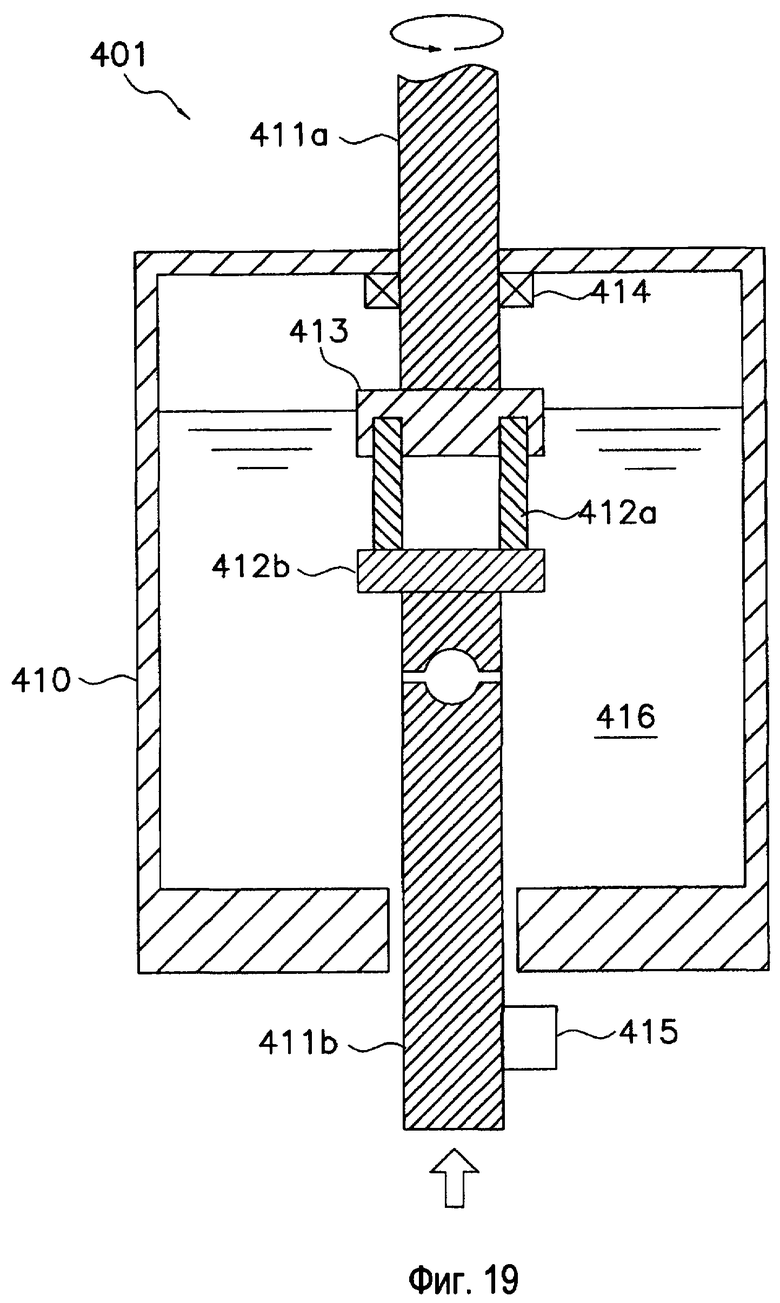

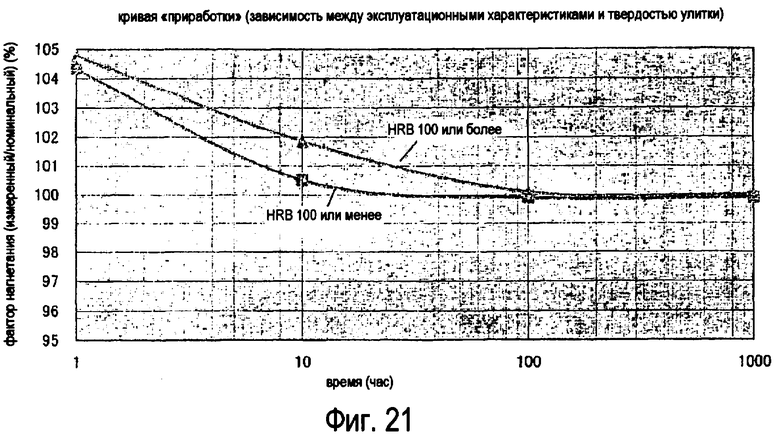








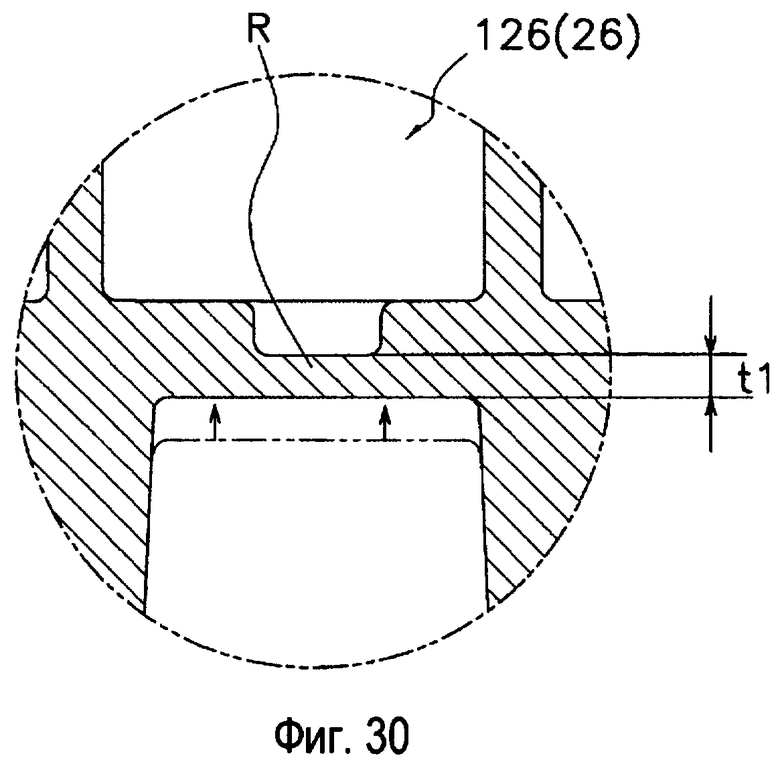




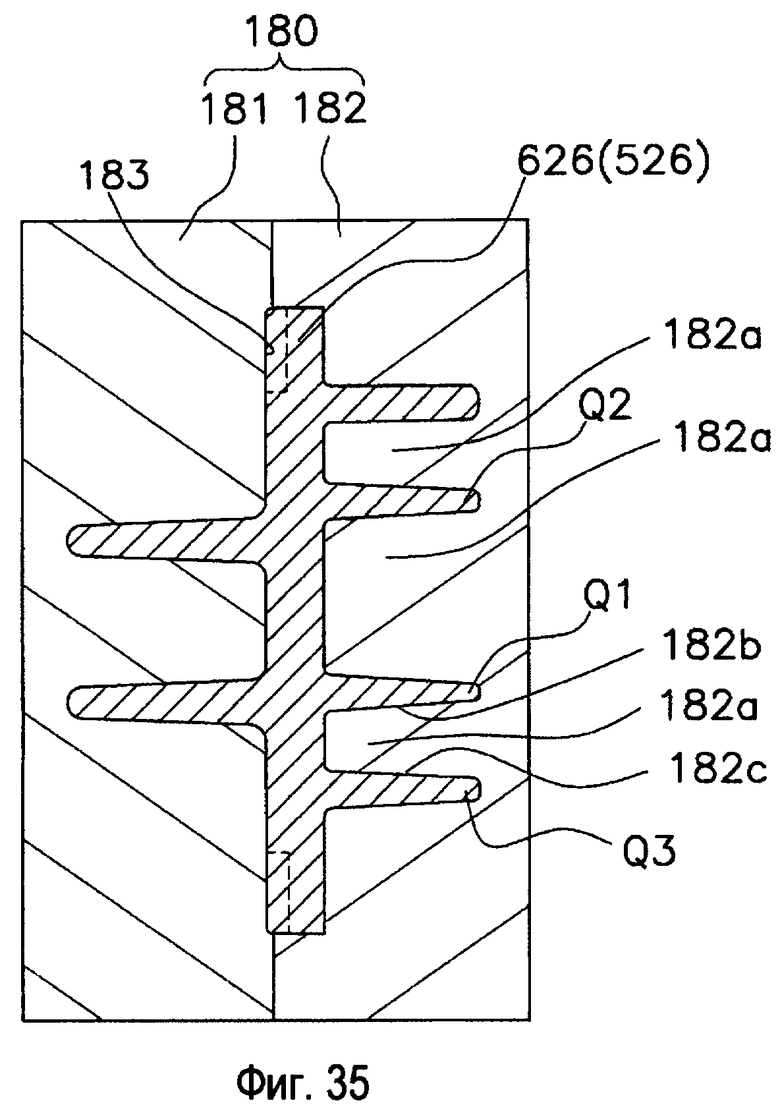



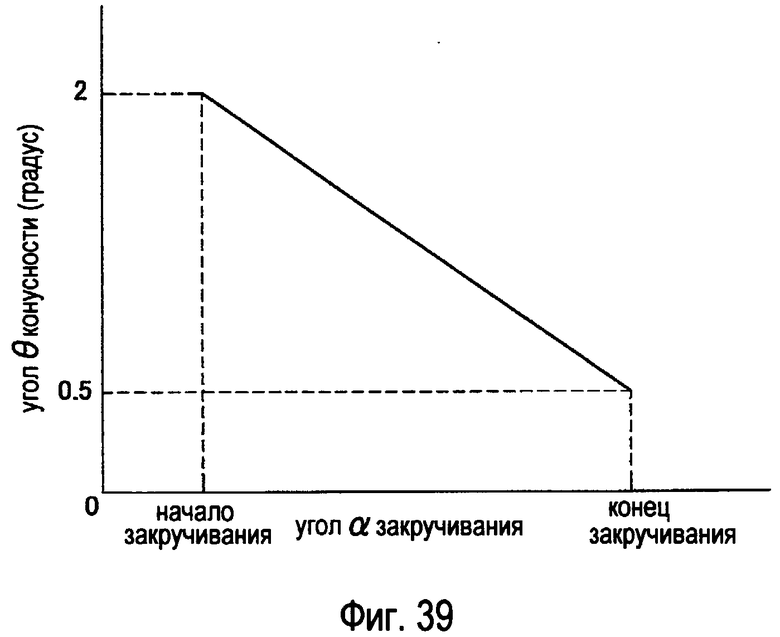









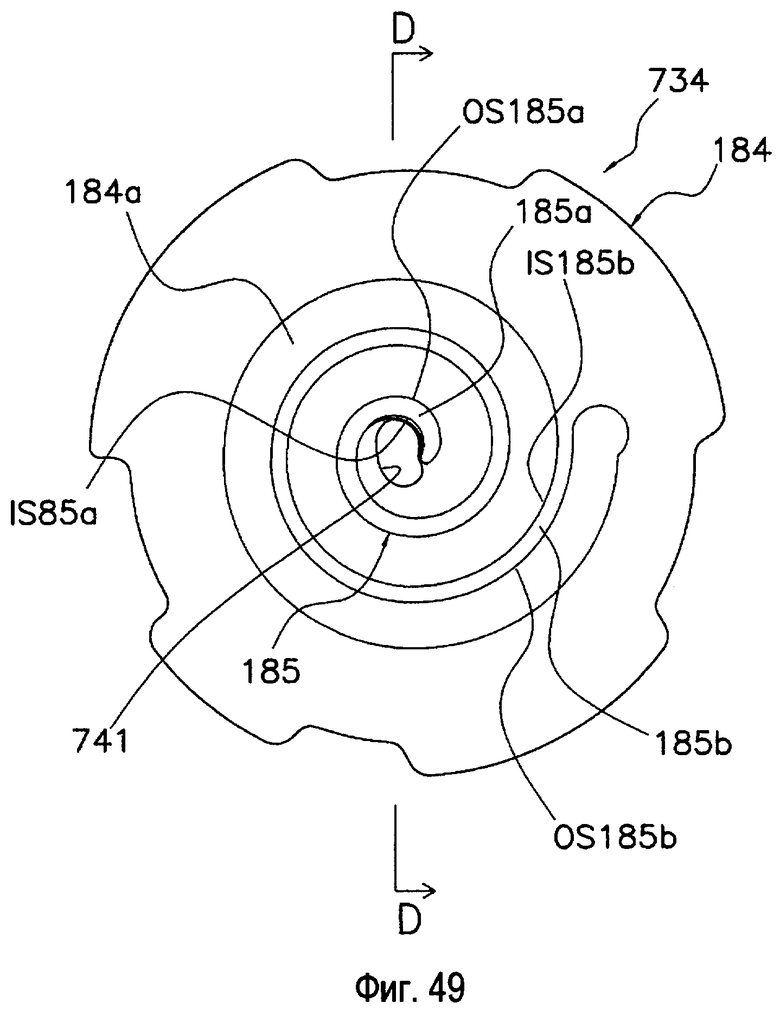
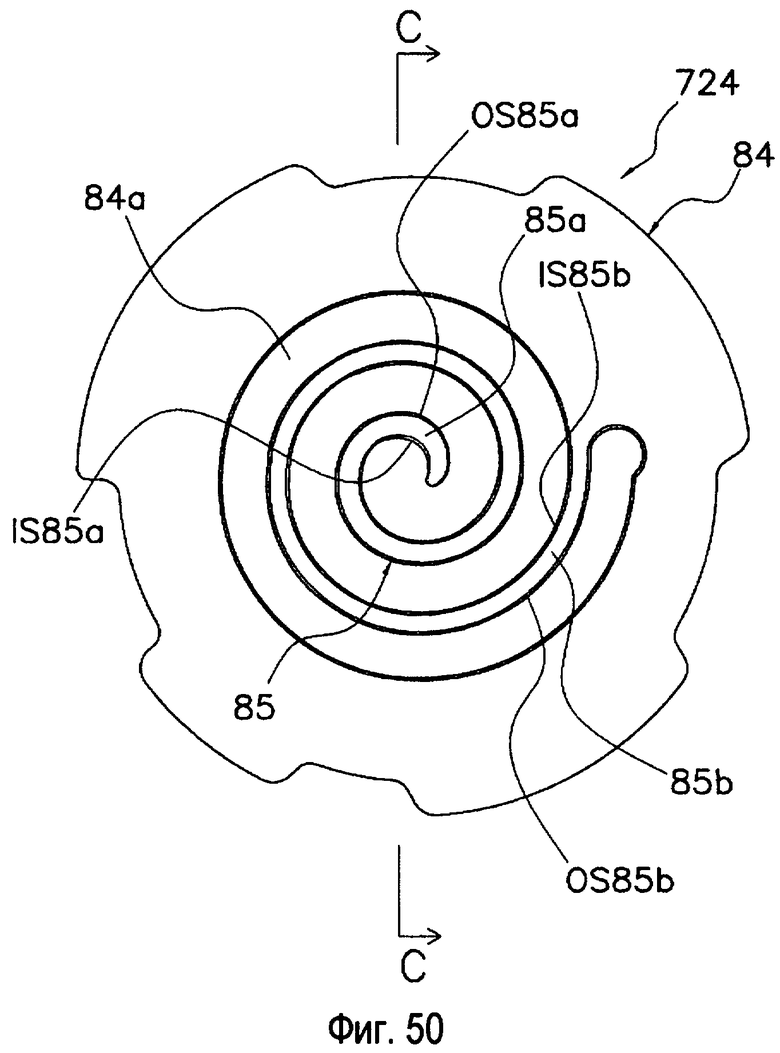





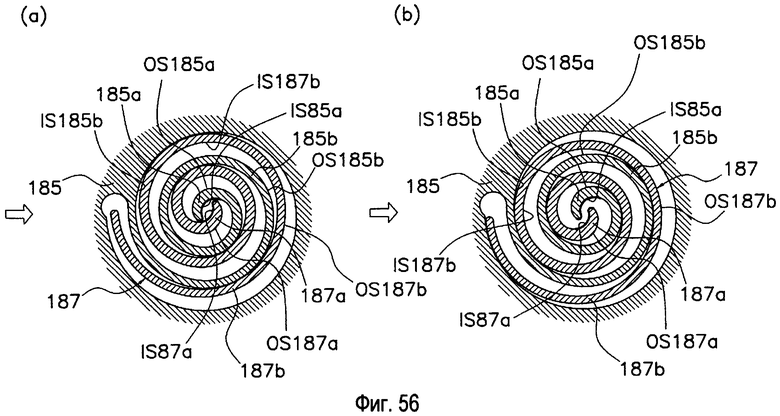
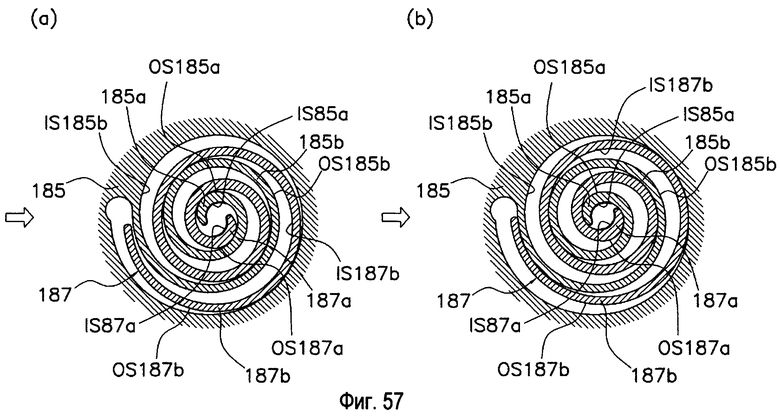
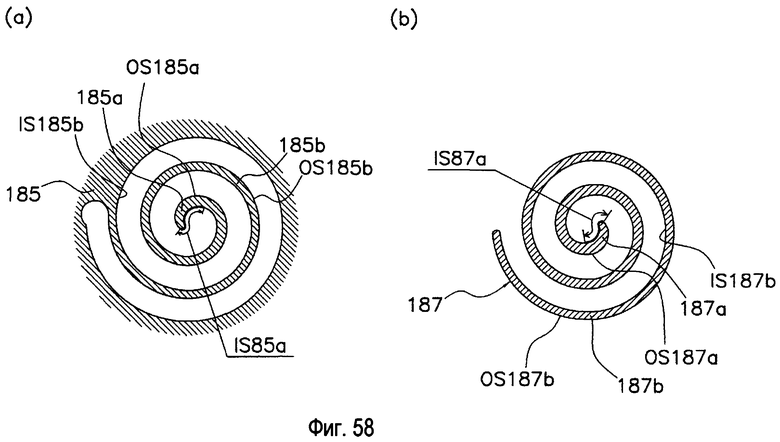

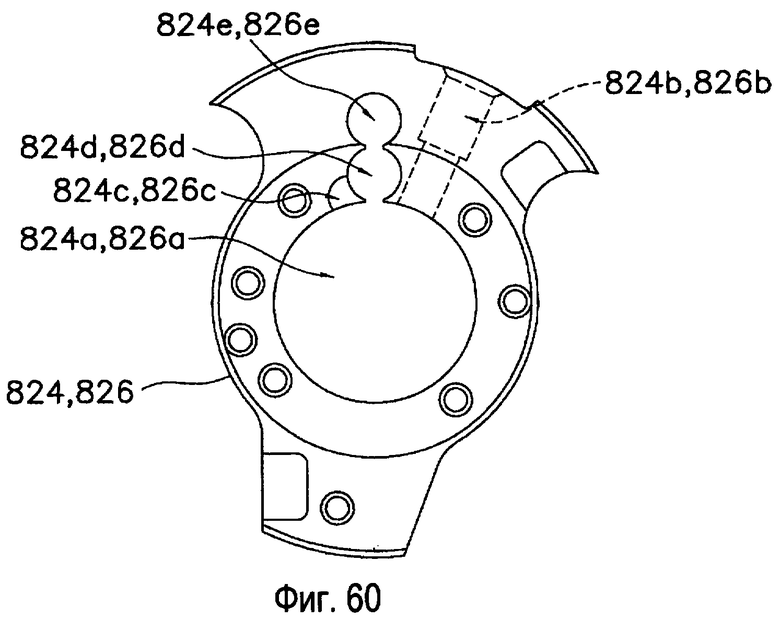

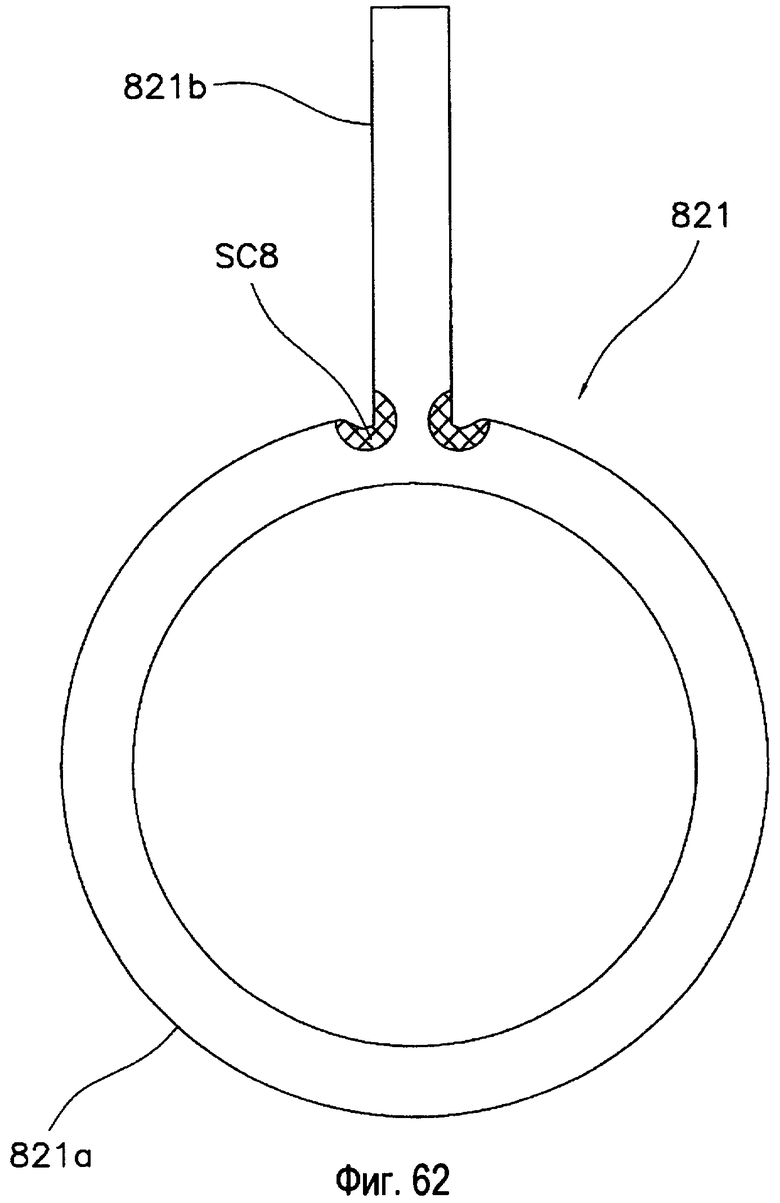
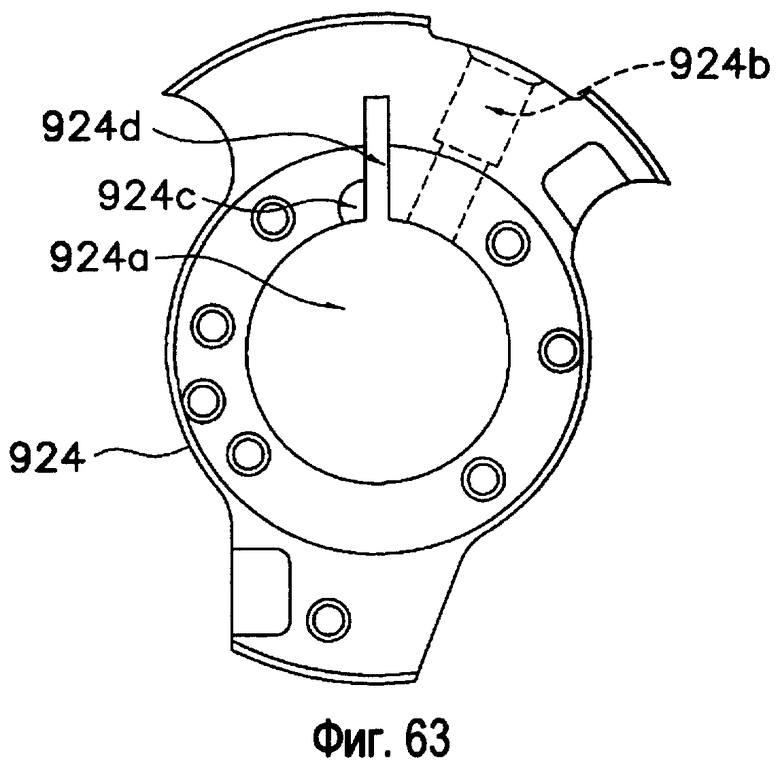
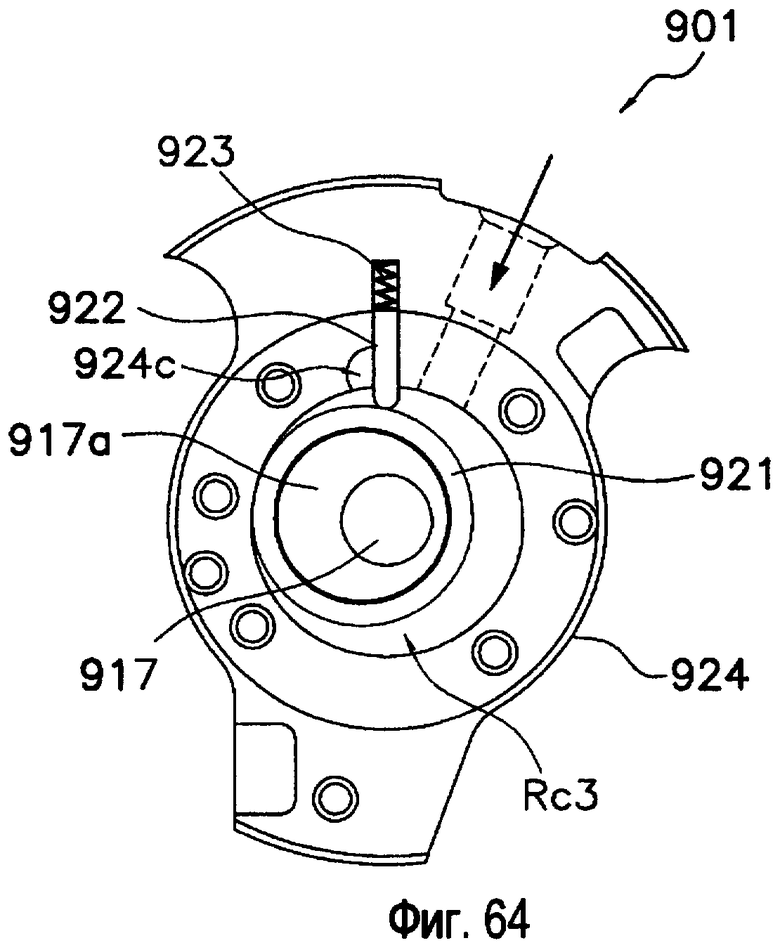
Изобретение относится к разработке скользящих компонентов, применяющихся в компрессорах. Скользящий компонент (17, 23, 24, 26, 39, 60, 96, 310b, 524, 526, 644, 646, 724, 726, 734, 736, 817, 821, 823, 824, 825, 826, 827, 921, 924) компрессора имеет содержание углерода от 2,0 мас.% до 2,7 мас.%, содержание кремния от 1,0 мас.% до 3,0 мас.%, остальное - железо, которое включает в себя неизбежные примеси. Структура металла состоит главным образом из перлитной структуры, ферритной структуры и зернистого графита. Его твердость составляет больше HRB 90, но меньше HRB 100. В по меньшей мере части скользящего компонента имеется высокий предел прочности при растяжении. Скользящий компонент способен демонстрировать высокую долговечность во время работы, может быть легко «приработан» за кратчайший возможный период времени и свободен от заедания во время работы в аномальном режиме. 4 н. и 14 з.п. ф-лы, 64 ил.
1. Скользящий компонент компрессора, имеющий содержание углерода от 2,0 до 2,7 мас.%; содержание кремния от 1,0 до 3,0 мас.%; остальное - железо, которое включает в себя неизбежные примеси; структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита; и твердость, которая составляет больше HRB 90 и меньше HRB 100, в, по меньшей мере, части скользящего компонента.
2. Скользящий компонент компрессора по п.1, изготовленный посредством литья под давлением в полурасплавленном состоянии или литья под давлением в полутвердом состоянии, затем быстрого охлаждения, а затем термообработки.
3. Скользящий компонент компрессора по п.1, изготовленный посредством литья в металлическую форму, затем быстрого охлаждения, а затем термообработки.
4. Скользящий компонент компрессора по любому из пп.1-3, в котором отношение предела прочности при растяжении к модулю Юнга составляет 0,0046 или менее.
5. Скользящий компонент компрессора по любому из пп.1-3, в котором его часть подвергнута частичной термообработке.
6. Скользящий компонент компрессора по п.5, в котором твердость того места, которое было подвергнуто частичной термообработке, составляет больше HRC 50 и меньше HRC 65.
7. Скользящий компонент компрессора по п.5, в котором то место, которое подвергнуто частичной термообработке, представляет собой зону концентрации напряжений.
8. Скользящий компонент компрессора по любому из пп.1-3, изготовленный с использованием литейной формы с выпуклостью, которая позволяет сформировать тонкой заданную часть вблизи от центра, и снабженный тонкой заданной частью вблизи от центра.
9. Скользящий компонент компрессора по любому из пп.1-3, при этом заготовка скользящего компонента, снабженная тонкой заданной частью вблизи от центра, отлита с использованием литейной формы с выпуклостью, которая позволяет сформировать тонкой заданную часть вблизи от центра, и в этой тонкой заданной части в заготовке выполнено сквозное отверстие.
10. Улитка компрессора, имеющая содержание углерода от 2,0 до 2,7 мас.%, содержание кремния от 1,0 до 3,0 мас.%, остальное - железо, которое включает в себя неизбежные примеси, и структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита, содержащая:
плиточную часть; и
спиральную часть, которая простирается от первой плиточной поверхности плиточной части в направлении, перпендикулярном первой плиточной поверхности, при сохранении спиральной формы, при этом плиточная часть и спиральная часть имеют твердость, которая составляет больше HRB 90 и меньше HRB 100.
11. Улитка компрессора по п.10, в которой угол конусности спиральной части относительно литейной формы изменяется в соответствии с углом закручивания.
12. Улитка компрессора по п.11, в которой спиральная часть имеет спиральную форму, при которой угол конусности относительно литейной формы на участке, где закручивание начинается возле центра, больше угла конусности наружного участка, где закручивание заканчивается.
13. Улитка компрессора по п.11, в которой спиральная часть имеет спиральную форму, при которой угол конусности относительно литейной формы на участке, где закручивание заканчивается с наружной стороны, больше угла конусности участка, где закручивание начинается возле центра.
14. Улитка компрессора по п.10, в которой спиральная часть имеет первую поверхность, которая наклонена под первым углом относительно линии, которая ортогональна к участку плоской поверхности, при этом первая поверхность расположена с внутренней периферийной стороны участка вблизи от начала закручивания возле центра; и поверхность, отличная от первой поверхности, имеет угол наклона относительно линии, ортогональной к плоской плиточной части, который меньше первого угла.
15. Улитка компрессора по п.14, в которой тот участок витка, возле которого начинается закручивание, имеет толщину на границе с плоской частью, которая больше, чем на других участках витка.
16. Заготовка скользящего компонента компрессора, имеющая содержание углерода от 2,0 до 2,7 мас.%; содержание кремния от 1,0 до 3,0 мас.%; остальное - железо, которое включает в себя неизбежные примеси; структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита; и твердость, которая составляет больше HRB 90 и меньше HRB 100, в по меньшей мере части скользящего компонента.
17. Компрессор, содержащий скользящий компонент, имеющий содержание углерода от 2,0 до 2,7 мас.%; содержание кремния от 1,0 до 3,0 мас.%; остальное - железо, которое включает в себя неизбежные примеси; структуру металла, состоящую главным образом из перлитной структуры, ферритной структуры и зернистого графита; и твердость, которая составляет больше HRB 90 и меньше HRB 100, в по меньшей мере части скользящего компонента.
18. Компрессор по п.17, выполненный с возможностью размещения в нем холодильного агента диоксида углерода (СО2).
| JP 5060079 A, 09.03.1993 | |||
| JP 2005290420 A, 20.10.2005 | |||
| Способ получения отливок из графитизированной стали | 1977 |
|
SU738760A1 |
| Высокопрочный чугун для отливок | 1986 |
|
SU1366551A1 |
| Ковкий чугун | 1988 |
|
SU1574673A1 |

