Уровень техники
Настоящее изобретение относится к редукторному приводу (моторедуктору) с креплением приводного элемента на опорах без осевого люфта, прежде всего для перемещения подвижной детали в автомобиле согласно ограничительным частям независимых пунктов формулы изобретения.
Из DE 19854535 А1 известен приводной механизм для стеклоочистителя автомобиля, имеющий корпус и установленный в нем с возможностью вращения вал якоря с червяком. В таком приводном механизме предусмотрено устройство для создания осевого усилия, позволяющее радиально перемещать подвижный клин к валу якоря для устранения осевого люфта вала якоря. Необходимое для сдвига подвижного клина усилие создается предварительно сжатым пружинным элементом, который радиально поджимает подвижный клин к упору, предусмотренному на валу якоря, вследствие чего вал якоря смещается в осевом направлении до устранения его осевого люфта. При приложении к валу якоря высокой нагрузки со стороны ведомого (зубчатого) колеса появляется осевое усилие, стремящееся прижать вал якоря к подвижному клину. При этом подвижный клин радиально выдавливается в обратную сторону от вала якоря против усилия пружинного элемента. Воздействие столь высокой длительной нагрузки на пружинный элемент приводит в конечном итоге к сокращению срока его службы, соответственно к снижению его упругости и тем самым к невозможности дальнейшего устранения осевого люфта вала якоря, из-за чего вал якоря начинает под нагрузкой совершать осевое возвратно-поступательное движение (“болтаться”), издавая при этом неприятные щелкающие или клацающие звуки. Подобный подвижный клин не пригоден и для осевого безлюфтового опирания на него приводного элемента в практически полностью замкнутом трубчатом держателе, который не закрывается никакой крышкой, монтируемой радиально к оси опоры.
Преимущества изобретения
Преимущество предлагаемого в изобретении редукторного привода и предлагаемого в изобретении способа его сборки с отличительными признаками, представленными в соответствующих независимых пунктах формулы изобретения, состоит в том, что размещение приводного зубчатого колеса, приводящего во вращение винт, в трубчатом держателе позволяет получить отдельную стандартизованную конструктивную группу, не зависящую от корпуса редуктора или приводного агрегата. Отказ от применения обычного закрытого корпуса редуктора для совместного размещения в нем выходного элемента приводного агрегата и приводного зубчатого колеса, приводящего во вращение винт, позволяет исключительно гибко согласовывать или сопрягать редукторный привод по типу модульной системы с различными крепежными устройствами в соответствии с требованиями заказчика. При этом всегда можно использовать неизменную предварительно собранную конструктивную группу со стандартным трубчатым держателем с возможностью последующего простого изменения механической присоединительной части для закрепления редукторного привода на кузове автомобиля или на перемещаемой или регулируемой по положению детали с использованием для этого отвечающего требованиям заказчика переходного крепежного модуля для крепежного устройства. Пластическое деформирование материала стенки трубчатого держателя после предварительного устранения осевого зазора позволяет исключительно надежно закреплять опорную деталь в определенном отрегулированном положении. Пластически деформированный материал трубчатого держателя позволяет эффективно передавать на него высокие осевые усилия, действующие на приводной элемент.
Различные предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы изобретения. Так, например, пластическое деформирование материала боковой стенки трубчатого держателя путем вдавливания этого материала радиально внутрь позволяет фиксировать опорную деталь в осевом направлении практически независимо от осевого прижимного усилия, прикладываемого к ней для устранения осевого люфта. При этом на закрепление опорной детали в трубчатом держателе не влияют обусловленные производственными допусками погрешности формы и размеров собираемых деталей, благодаря чему обеспечивается возможность надежного устранения осевого люфта в опорах. Помимо этого для фиксации опор не требуется использовать никакую дополнительную деталь, что удешевляет изготовление привода.
Материал участка боковой стенки трубчатого держателя предпочтительно вдавливать радиально внутрь с образованием ограничивающего поднутрение внутреннего выступа, осевая торцовая поверхность которого прилегает к опорной детали в осевом направлении. При этом в зависимости от возникающих при работе редукторного привода осевых усилий можно варьировать ширину и высоту внутреннего выступа, регулируя величину и длительность приложения зачеканивающего усилия, без необходимости внесения с этой целью каких-либо конструктивных изменений. При выполнении внутреннего выступа с ориентированной приблизительно перпендикулярно винту торцовой поверхностью она работает только на срез, и поэтому пластически деформированный материал трубчатого держателя даже при воздействии высоких осевых усилий не может деформироваться в обратном направлении, т.е. в направлении радиально наружу. Тем самым эффективно предотвращается появление осевого люфта.
Пластическое деформирование материала трубчатого держателя на тех участках его боковой стенки, которые расположены в зоне, в которой трубчатый держатель имеет максимальный диаметр, позволяет простым путем пластически деформировать материал трубчатого держателя в нескольких местах по его окружности и легче варьировать их размеры. Помимо этого пластическое деформирование материала трубчатого держателя на тех участках его боковой стенки, которые радиально удалены от оси привода на максимальное расстояние, позволяет повысить надежность закрепления опорной детали.
В другом варианте материал боковой стенки трубчатого держателя можно также вдавливать радиально внутрь с образованием по меньшей мере одной лапки, свободный конец которой позволяет надежно фиксировать опорную деталь в осевом направлении.
С технологической точки зрения для пластического деформирования материала стенки трубчатого держателя оптимально использовать зачеканивающий инструмент, радиально воздействующий на боковую стенку трубчатого держателя. Таким путем между трубчатым держателем и опорной деталью можно создавать геометрическое замыкание, которым опорная деталь фиксируется в осевом направлении и при необходимости также в окружном направлении.
Для минимизации трения приводной элемент наиболее предпочтительно выполнять с приблизительно точечным контактом с опорной деталью в осевом направлении. Для этого приводной элемент, прежде всего приводимый во вращение винт, можно выполнить на его осевом конце с выпуклой поверхностью в качестве его второго осевого упора, которая может быть образована, например, поверхностью встроенного в приводной элемент шарика.
В этом случае в одном из вариантов осуществления изобретения опорную деталь выполняют с упорной поверхностью, с которой контактирует выпуклая поверхность приводного элемента, из материала, более твердого по сравнению с материалом остальной части опорной детали. Подобная твердая упорная поверхность опорной детали может быть образована, например, встроенной в нее отдельно изготовленной упорной дисковидной вставкой.
Для возможности использования в предлагаемом в изобретении редукторном приводе проходного винта, который с обеих сторон выступает из трубчатого держателя, приводной элемент можно простым путем опереть в осевом направлении на круговой уступ, предусматриваемый с этой целью с радиально внутренней стороны опорной детали. При этом такой опорный уступ должен располагаться в радиальном направлении максимально близко к осевому отверстию в опорной детали, через которое пропущен приводной элемент, соответственно вал.
Для радиального опирания приводного элемента опорная деталь имеет внутреннюю втулкообразную или цилиндрическую боковую поверхность, на которую радиально опирается приводной элемент. Тем самым одна-единственная деталь может эффективно использоваться в качестве осевой и радиальной опор приводного элемента.
Предлагаемая в изобретении система крепления приводного элемента на опорах наиболее пригодна для крепления на них приводного зубчатого колеса в качестве такого приводного элемента, устанавливаемого на валу с возможностью вращения на нем или неподвижно. При этом вал может опираться на опорную деталь либо непосредственно, либо опосредованно через установленное на нем приводное зубчатое колесо.
В редукторном приводе при его выполнении в виде привода с винтом, которым является вал, возникают особо высокие осевые нагрузки. Предлагаемый в изобретении подход к устранению осевого люфта путем пластического деформирования материала трубчатого держателя позволяет наиболее эффективно воспринимать такие осевые нагрузки.
Трубчатый держатель предпочтительно выполнять в виде стандартизированной детали, в которой предварительно монтируют в качестве отдельной конструктивной группы приводное зубчатое колесо с опорной деталью. Для этого трубчатый держатель на одном его конце выполняют в виде стаканообразного опорного гнезда, образующего первую опорную поверхность для приводного элемента. В этом случае материал трубчатого держателя пластически деформируют на противоположном его конце большего диаметра, фиксируя таким путем в трубчатом держателе на этом его противоположном конце вставленную в него опорную деталь.
Преимущество предлагаемого в изобретении способа сборки редукторного привода, заявленного в независимом п.13 формулы изобретения, состоит в том, что процесс зачеканивания трубчатого держателя для образования между ним и опорной деталью геометрического замыкания не связан с процессом приложения к опорной детали предварительного удерживающего усилия для устранения осевого люфта. Благодаря этому возможно надежное устранение осевого люфта независимо от обусловленных производственными допусками погрешностей размеров и формы отдельных деталей.
Использование процесса зачеканивания позволяет без дополнительных затрат исключительно гибко согласовывать параметры фиксации опор (опорных деталей) в трубчатом держателе с различными требованиями к прочности, соответственно с различными действующими на них осевыми нагрузками. Регулировать параметры фиксации опор можно, например, простым путем, изменяя глубину радиальной подачи пуансона, а тем самым и размеров создаваемых им в результате пластического деформирования трубчатого держателя внутренних выступов для осевого опирания на них опорной детали.
Предлагаемый в изобретении способ можно использовать и для сборки редукторного привода, у которого трубчатый держатель выполнен с повышающим его жесткость дном, в котором предусмотрено монтажное отверстие. После установки опорной детали и приводного зубчатого колеса в трубчатый держатель к опорной детали можно через это монтажное отверстие прикладывать прижимное усилие для устранения осевого люфта. Затем путем радиального зачеканивания боковой стенки трубчатого держателя опорную деталь надежно фиксируют в ее положении, после чего прикладываемое к ней при сборке прижимное усилие можно вновь снять.
Чертежи
Ниже предлагаемый в изобретении редукторный привод более подробно рассмотрен на примере различных вариантов его выполнения со ссылкой на прилагаемые к описанию чертежи, на которых показано:
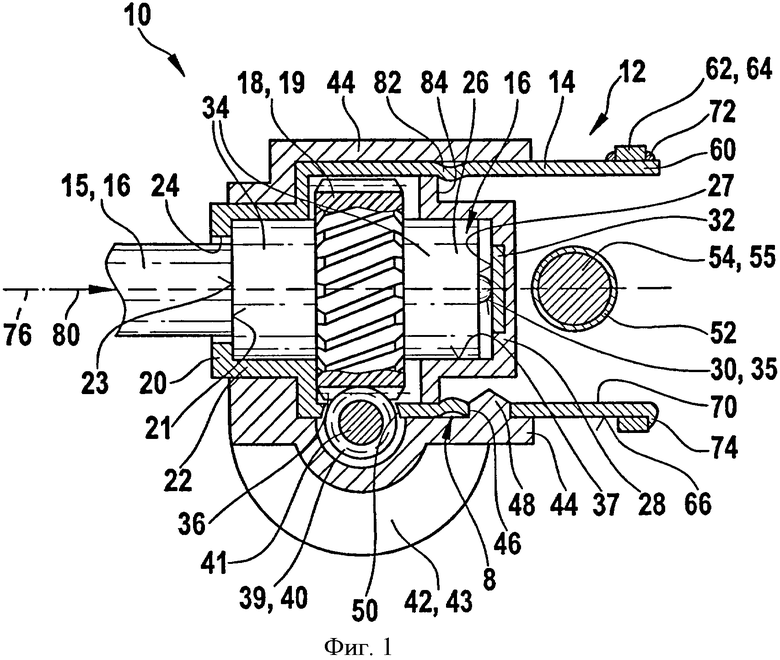
на фиг.1 - вид в разрезе предлагаемого в изобретении редукторного привода,
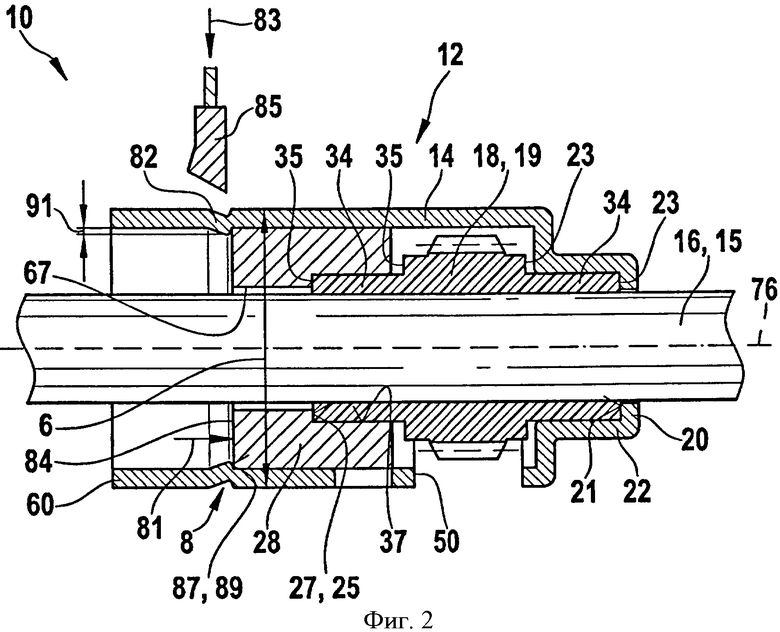
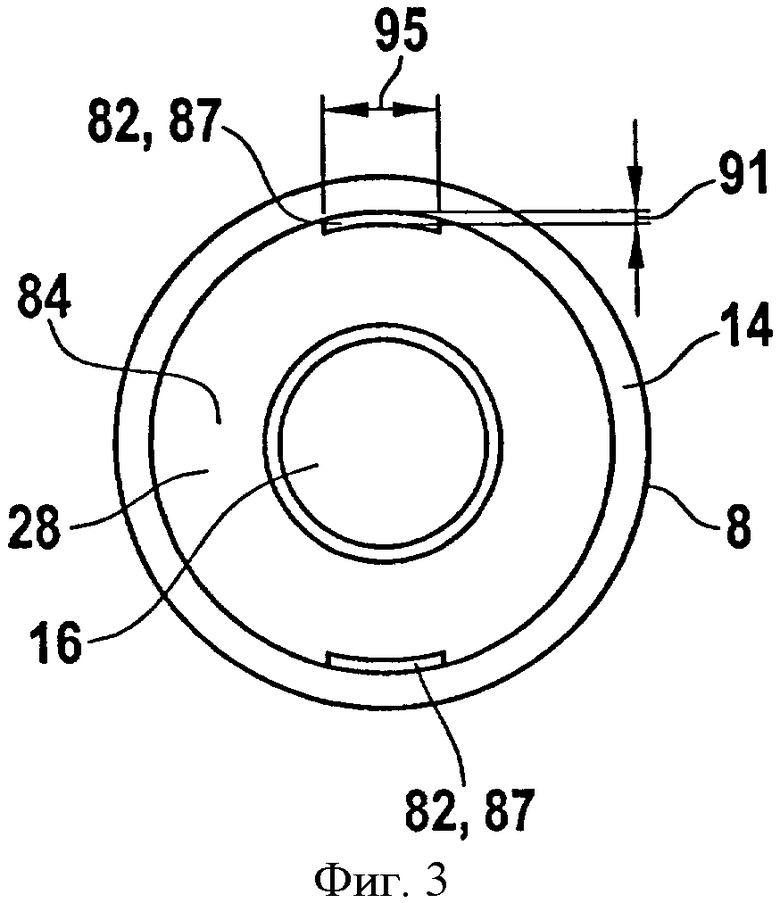
на фиг.2 и 3 - вид в разрезе и вид спереди предлагаемого в изобретении редукторного привода, выполненного по другому варианту, и
на фиг.4 - вид в разрезе предлагаемого в изобретении редукторного привода с винтом, выполненного еще по одному варианту.
Описание вариантов осуществления изобретения
Показанный на фиг.1 редукторный привод (моторедуктор) 10 состоит из первой конструктивной группы 12, в которой в трубчатом держателе 14 на опорах установлен выполненный в виде винта 16 вал 15 с расположенным на нем приводным элементом 18, который выполнен в виде червячного колеса 19. Трубчатый держатель 14 изготовлен, например, глубокой вытяжкой и на одном своем концевом участке 20 имеет стаканообразное опорное гнездо 22 под опорную часть (цапфу) приводного элемента 18. Винт 16 выступает наружу из трубчатого держателя 14 через отверстие 24 в дне опорного гнезда 22 и, например, через не показанную на чертеже гайку 98 соединен с кузовом 99 автомобиля. В рассматриваемом варианте другой конец 26 винта расположен внутри трубчатого держателя 14 и опирается в осевом и радиальном направлениях на опорную деталь 28, которая закреплена внутри трубчатого держателя 14 на его внутренней поверхности 70. Для этого трубчатый держатель 14 на участках 8 своей боковой стенки пластически деформирован радиально внутрь с образованием участков пластически деформированного материала 82, образующих геометрическое замыкание с радиально ориентированной тыльной стороной 84 опорной детали 28. Тем самым опорная деталь 28 прижимается к приводному элементу 18, который в свою очередь прижимается ко дну стаканообразного опорного гнезда 22 в трубчатом держателе 14, и таким путем устраняется продольный осевой люфт приводного элемента 18. На конце винта 26 имеется, например, сферическая упорная поверхность 30, которая в осевом направлении упирается в стаканообразную опорную деталь 28. В опорной детали 28 при необходимости можно предусмотреть упорную дисковидную вставку 32 из материала с повышенной прочностью. Приводной элемент 18 выполнен в виде червячного колеса 19, которое для его радиального опирания имеет выступающие в осевом направлении цапфы 34, одна из которых прилегает к цилиндрической внутренней боковой поверхности 37 опорной детали 28. Приводной элемент 18, например, из пластмассы отлит под давлением непосредственно на винте 16 и имеет зубчатый венец 36, зацепляющийся с соответствующими зубьями на выходном элементе 40 приводного агрегата 42. Приводной агрегат 42 выполнен в виде электродвигателя 43 и соединительным устройством 44 соединен с первой конструктивной группой 12. Трубчатый держатель 14 для его позиционирования относительно соединительного устройства 44 имеет отверстие 46, в которое вставлен соответствующий фиксирующий элемент 48 соединительного устройства 44. Для передачи вращающего момента от приводного агрегата 42 на отдельную конструктивную группу 12 в трубчатом держателе 14 предусмотрена радиальная прорезь 50, в которую входит выходной элемент 40 приводного агрегата. Выходной элемент 40 приводного агрегата выполнен, например, в виде червяка 39, расположенного на валу 41 якоря электродвигателя 43.
Трубчатый держатель 14, который практически образует корпус для отдельной конструктивной группы 12, имеет далее посадочное гнездо 52 под вставляемое в него крепежное устройство 54, например шарнирный палец 55. Этим крепежным устройством 54 трубчатый держатель 14, например, шарнирно соединен с перемещаемой или регулируемой по положению деталью 58 в автомобиле, например, с не показанным на чертеже сиденьем или его частью, перемещаемой относительно другой его части. На участке между посадочным гнездом 52 и ближним к нему концом 60 трубчатого держателя 14 на нем закреплен опорный элемент 62. Такой опорный элемент 62 выполнен в виде наружного кольца 64, которое прилегает к наружной окружной поверхности 66 трубчатого держателя 14. В верхней части чертежа показан вариант с соединением опорного элемента 62 с трубчатым держателем 14, например сварными швами 72. В нижней же части чертежа показан вариант с креплением опорного элемента 62 к трубчатому держателю отбортовкой 74 путем пластического деформирования края трубчатого держателя. При столкновении автомобиля с другим автомобилем или с препятствием материал на участке между посадочным гнездом 52 и концом 60 трубчатого держателя 14 испытывает высокую нагрузку. Эти повышенные усилия воспринимаются опорным элементом 62, который тем самым повышает способность трубчатого держателя 14 воспринимать механические нагрузки без его разрушения. Тем самым конец 26 винта, а вместе с ним и перемещаемая (регулируемая по положению) деталь 58 даже при столкновении автомобиля остаются в своих отвечающих назначению местах.
В процессе перемещения регулируемой по положению детали при воздействии нажимного усилия 80 на винт 16 в осевом направлении 76 вал 15 через приводной элемент 18, одна цапфа которого вставлена в стаканообразное опорное гнездо 22, надавливает на опорную деталь 28. Нажимное усилие 80 передается при этом через опорную деталь 28 на участки пластически деформированного материала 82 трубчатого держателя, а тем самым и на сам трубчатый держатель 14, который в свою очередь опирается на крепежное устройство 54.
На фиг.2 и 3 показан выполненный по другому варианту редукторный привод, у которого приводной элемент 18 выполнен в виде опирающегося на проходной винт 16 червячного колеса 19. Выполненный в виде винта 16 вал 15 расположен вдоль оси 76. Трубчатый держатель 14, как и в показанном на фиг.1 варианте, выполнен со стаканообразным опорным гнездом 22, имеющим первую осевую опорную поверхность 21, к которой приводной элемент 18 прилегает своим первым осевым упором 23. Вторая осевая опорная поверхность 27, к которой приводной элемент 18 прилегает своим вторым осевым упором 35, образована круговым уступом 25 с радиально внутренней стороны опорной детали 28, выполненной в данном случае в виде втулки. При сборке подобного редукторного привода сначала приводной элемент 18 и опорную деталь 28 предварительно монтируют в трубчатом держателе 14, а затем опорную деталь 28 фиксируют в трубчатом держателе 14 таким образом, чтобы устранить осевой люфт в опорах приводного элемента 18. Для этого втулкообразную опорную деталь 28 с заданным прижимным усилием 81 прижимают к приводному элементу 18 и к первой опорной поверхности 21. Затем участки 8 стенки трубчатого держателя 14 вдавливают пуансоном 85 радиально внутрь с образованием поднутрения, ограниченного внутренним выступом 87, который своей осевой торцовой поверхностью 89 в осевом направлении прилегает к опорной детали 28. В зависимости от величины развиваемого пуансоном 85 зачеканивающего усилия 83 торцовая поверхность 89 внутреннего выступа имеет определенную радиальную высоту 91 и определенную ширину 95 в окружном направлении трубчатого держателя 14. Задавая высоту 91 и ширину 95 торцовой поверхности 89 внутреннего выступа, а также количество участков пластически деформированного материала 82, редукторный привод 10 можно настраивать на восприятие ожидаемых максимальных осевых усилий 80. Опорная деталь 28 имеет центральное сквозное отверстие 67, через которое пропускается винт 16. Опорная деталь 28 по всей своей осевой протяженности радиально прилегает к внутренней поверхности 70 трубчатого держателя и имеет кольцеобразную тыльную сторону 84. Торцовая поверхность 89 внутреннего выступа 87 образует с ориентированной примерно перпендикулярно валу 15 тыльной стороной 84 опорной детали геометрическое замыкание, которым приводной элемент 18 надежно зафиксирован в трубчатом держателе 14 в осевом направлении.
На фиг.4 показан выполненный еще по одному варианту предлагаемый в изобретении редукторный привод 10, у которого трубчатый держатель 14 на своем конце 60 выполнен с практически сплошным дном 92. В этом дне 92 предусмотрено лишь монтажное отверстие 93, облегчающее надежный монтаж винта 16 в опорной детали 28. При сборке подобного редукторного привода опорную деталь 28 со второй предусмотренной на нем осевой опорной поверхностью 27 и приводной элемент 18 предварительно монтируют в трубчатом держателе 14. На том конце 20 трубчатого держателя 14, на котором из него выступает винт 16, в рассматриваемом варианте в трубчатом держателе 14 расположена вторая отдельная опорная деталь 28 со стаканообразным опорным гнездом 22, образующая первую опорную поверхность 21. Эта вторая опорная деталь 28, а вместе с ним и образованная ею первая опорная поверхность 21 неподвижно фиксируются в осевом направлении в трубчатом держателе. Для устранения осевого люфта в опорах приводного элемента опорную деталь 28 с образованной ею второй осевой опорной поверхностью 27 прижимают в осевом направлении с предварительным прижимным усилием 81 к приводному элементу 18, который при этом упирается в первую опорную поверхность 21. Предварительное прижимное усилие 81 прикладывают при этом к опорной детали 28 через монтажное отверстие 93. После этого участки 8 стенки трубчатого держателя 14 вдавливают радиально внутрь с образованием загнутых радиально внутрь лапок 94 со свободными концами 97, каждый из которых в осевом направлении упирается в тыльную сторону 84 опорной детали 28. Такими участками пластически деформированного материала 82 трубчатого держателя опорная деталь 28 прочно прижимается в осевом направлении ко второму упору 35 приводного элемента 18, который представляет собой зубчатое колесо и который тем самым не имеет более осевого люфта.
Непосредственно в трубчатом держателе 14 предусмотрено выполненное в виде радиального отверстия посадочное гнездо 52 под крепежное устройство 54. В данном случае такое посадочное гнездо 52 представляет собой стандартную присоединительную часть, которая служит для присоединения предлагаемого в изобретении редукторного привода к спроектированной заказчиком конструкции, но которую тем не менее можно с использованием крепежного модуля 90 изменить в отвечающее требованиям заказчика индивидуальное установочное приспособление 88. Для этого крепежный модуль 90 выполнен виде наружного кольца 64, расположенного на наружной окружной поверхности 66 трубчатого держателя 14. Крепежный модуль 90 имеет, например, внутреннюю резьбу 78, взаимодействующую с выполненной в виде наружной резьбы сопряженной резьбой 79 на трубчатом держателе 14. Крепежный модуль 90 перекрывает радиальные прорези и вырезы, образованные в боковой стенке трубчатого держателя 14 посадочным гнездом 52 и загнутыми радиально внутрь лапками 94. В рассматриваемом варианте крепежный модуль 90 одновременно представляет собой опорный элемент 62, повышающий прочность трубчатого держателя 14 в его концевой части 60. В качестве установочного приспособления 88 крепежный модуль 90 имеет цилиндрический палец 96, который обращен радиально наружу. Этот цилиндрический палец 96 по своему функциональному назначению соответствует выполненному в виде крепежного устройства 54 шарнирному пальцу 55, показанному на фиг.1. Подобное установочное приспособление 88 позволяет, например, непосредственно соединить между собой перемещаемую деталь 58 через предусмотренные у нее отверстия 86 и редукторный привод 10, выполненный с винтом. Благодаря наличию крепежного модуля 90 возникающие при аварии или столкновении усилия надежно и эффективно передаются от перемещаемой детали 58 на трубчатый держатель 14 и далее через винт 16 и гайку 98 на кузов 99 автомобиля.
В отношении показанных на чертежах вариантов осуществления изобретения и приведенного выше описания необходимо отметить, что возможны разнообразные комбинации отдельных отличительных признаков изобретения между собой. Так, например, трубчатый держатель 14 может изготавливаться различными способами и может иметь различное конструктивное исполнение. Помимо этого трубчатый держатель 14 может иметь не только круглое поперечное сечение. Кроме того, трубчатый держатель 14 может быть выполнен не со сформованным в нем стаканообразным опорным гнездом 22, а в виде гладкой цилиндрической трубы, в которой располагают две отдельные опорные детали 28 для установки на них винта 16. В предпочтительном варианте винт 16 опирается на опоры через установленный на нем приводной элемент 18, однако в другом варианте может также опираться на опоры непосредственно предусмотренными на нем собственными опорными поверхностями. Для передачи вращающего момента от приводного агрегата 42 можно использовать не только червячную передачу 19+39, но и, например, цилиндрическую зубчатую передачу. Выбор конкретной формы участков пластически деформированного материала 82 трубчатого держателя и самого материала для его изготовления определяется требованиями к прочности, при этом при необходимости можно выполнять одно или несколько внутренних ребер 87 либо одну или несколько загнутых радиально внутрь лапок 94. Помимо этого размеры осевой торцовой поверхности 89 можно соответствующим образом варьировать, увеличивая или уменьшая ее высоту 91 и ширину 95, что позволяет задавать площадь, по которой реализуется ее геометрическое замыкание с радиально ориентированной тыльной стороной 84 опорной детали 28.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДВИГАТЕЛЬ И РЕДУКТОРНЫЙ ПРИВОДНОЙ БЛОК ДЛЯ ИСПОЛНИТЕЛЬНЫХ ПРИВОДОВ В ТРАНСПОРТНЫХ СРЕДСТВАХ | 2006 |
|
RU2447568C2 |
| МОТОРЕДУКТОР | 2005 |
|
RU2387553C2 |
| ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 1999 |
|
RU2230954C2 |
| НИТЕПОДАЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕКСТИЛЬНЫХ МАШИН | 2000 |
|
RU2268227C2 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРНОЙ ОБРАБОТКИ ГОРНОЙ ПОРОДЫ И ДРУГИХ МАТЕРИАЛОВ, А ТАКЖЕ СПОСОБ ФРЕЗЕРОВАНИЯ ГОРНОЙ ПОРОДЫ ИЛИ ПОДОБНЫХ МАТЕРИАЛОВ С ПРИМЕНЕНИЕМ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2358104C1 |
| РУЧНАЯ МАШИНА | 2000 |
|
RU2256548C2 |
| ПРИВОДНОЕ УСТРОЙСТВО КОРОБКИ ПЕРЕДАЧ С ЗАЩЕЛКИВАЮЩИМСЯ ИНЕРЦИОННЫМ БАЛАНСИРОМ | 2012 |
|
RU2591116C2 |
| ПРИВОДНОЙ ИНСТРУМЕНТ С ИСТОЧНИКОМ СВЕТА (ВАРИАНТЫ) | 2007 |
|
RU2355562C1 |
| Культиватор батарейно-колесный с редукторными приводами с вращающимися лопастями "ВИКОСТ" | 2017 |
|
RU2681296C1 |
| БЕЗВОДИЛЬНЫЙ ПЛАНЕТАРНЫЙ РЕДУКТОР | 2012 |
|
RU2511749C1 |
Изобретение относится к редукторному приводу с креплением приводного элемента на опорах без осевого люфта. Редукторный привод (10) содержит приводимый в движение приводным агрегатом (42) приводной элемент (18), который с возможностью вращения установлен в трубчатом держателе (14) с опорой на одну опорную деталь (28). Приводной элемент (18) имеет первый осевой упор (23), упирающийся в первую осевую опорную поверхность (21) на трубчатом держателе (14), и второй осевой упор (35), прилегающий ко второй осевой опорной поверхности (27) на опорной детали (28). При этом опорная деталь (28) удерживается прижатой ко второму осевому упору (35) приводного элемента (18) пластически деформированным материалом (82) трубчатого держателя (14). Достигается унификация устройства. 2 н.з. и 13 з.п. ф-лы, 4 ил.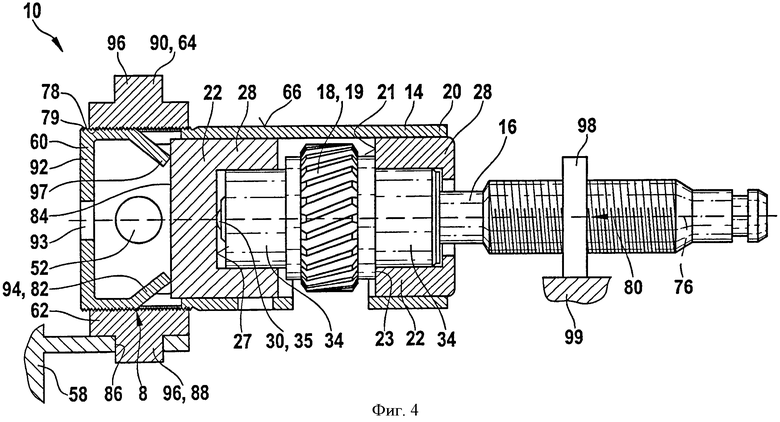
1. Редукторный привод (10), прежде всего для перемещения подвижной детали (58) в автомобиле, имеющий приводимый в движение приводным агрегатом (42) приводной элемент (18), который с возможностью вращения установлен в трубчатом держателе (14) с опорой на по меньшей мере одну опорную деталь (28) и который имеет первый осевой упор (23), упирающийся в первую осевую опорную поверхность (21) на трубчатом держателе (14), и второй осевой упор (35), прилегающий ко второй осевой опорной поверхности (27) на опорной детали (28), которая при этом пластически деформированным материалом (82) трубчатого держателя (14) удерживается прижатой ко второму осевому упору (35) приводного элемента (18).
2. Редукторный привод (10) по п.1, отличающийся тем, что пластически деформированный материал (82) образован деформированным радиально внутрь материалом участков (8) боковой стенки трубчатого держателя (14), расположенных прежде всего в зоне, в которой трубчатый держатель (14) имеет максимальный диаметр (6).
3. Редукторный привод (10) по п.1 или 2, отличающийся тем, что пластически деформированный материал (82) участка (8) боковой стенки трубчатого держателя образует ограничивающее поднутрение внутренний выступ (87), по меньшей мере одна торцовая поверхность (89) которого, полученная в результате вдавливания материала участка (8) боковой стенки трубчатого держателя радиально внутрь, по своей определенной ширине (95) и по своей определенной высоте (91) прилегает в осевом направлении к опорной детали (28).
4. Редукторный привод (10) по п.3, отличающийся тем, что торцовая поверхность (89) заподлицо прилегает к ориентированной приблизительно перпендикулярно оси (76) приводного элемента (18) тыльной стороне (84) опорной детали (28).
5. Редукторный привод (10) по п.1 или 2, отличающийся тем, что пластически деформированный материал (82) участка (8) боковой стенки трубчатого держателя образует по меньшей мере одну лапку (94), свободный конец (97) которой прилегает в осевом направлении к опорной детали (28).
6. Редукторный привод (10) по п.1 или 2, отличающийся тем, что приводной элемент (18) имеет точечный контакт с опорной деталью (28), прежде всего контактирует с ней имеющейся у него сферической упорной поверхностью (30).
7. Редукторный привод (10) по п.1 или 2, отличающийся тем, что приводной элемент (18) прилегает в осевом направлении к круговому уступу (25) с радиально внутренней стороны опорной детали (28), который прежде всего окружает осевое отверстие (67) в опорной детали (28), через которое пропущен приводной элемент (18).
8. Редукторный привод (10) по п.1 или 2, отличающийся тем, что опорная деталь (28) имеет внутреннюю цилиндрическую боковую поверхность (37), на которую радиально опирается приводной элемент (18).
9. Редукторный привод (10) по п.1 или 2, отличающийся тем, что в опорной детали (28) предусмотрена упорная дисковидная вставка (32) из материала, более твердого по сравнению с материалом опорной детали (28).
10. Редукторный привод (10) по п.1 или 2, отличающийся тем, что приводной элемент (18) выполнен в виде расположенного на валу (15) червячного колеса (19) или цилиндрического зубчатого колеса.
11. Редукторный привод (10) по п.10, отличающийся тем, что вал (15) выполнен в виде винта (16), который прежде всего с обеих сторон (20, 60) выступает из трубчатого держателя (14).
12. Редукторный привод (10) по п.1 или 2, отличающийся тем, что первая опорная поверхность (21) на трубчатом держателе (14) образована стаканообразным опорным гнездом (22), в дне которого предусмотрено осевое отверстие (24), через которое пропущен вал (15), и которая прежде всего выполнена за одно целое с трубчатым держателем (14), предпочтительно глубокой вытяжкой.
13. Способ сборки редукторного привода (10) по одному из пп.1-12, заключающийся в том, что в трубчатый держатель (14) вставляют приводной элемент (18) и опорную деталь (28), опорную деталь (28) с определенным предварительным удерживающим усилием (81) прижимают в осевом направлении к приводному элементу (18) до его упора в первую опорную поверхность (21) трубчатого держателя (14) и материал на участках (8) боковой стенки трубчатого держателя (14) зачеканивают или пластически деформируют в радиальном направлении путем приложения зачеканивающего усилия (83), обеспечивая тем самым геометрическое замыкание между опорной деталью (28) и деформированным материалом участка (8) боковой стенки трубчатого держателя и фиксируя таким путем опорную деталь (28).
14. Способ по п.13, отличающийся тем, что материал участка (8) боковой стенки трубчатого держателя радиально вдавливают до образования внутреннего выступа (87) с ориентированной приблизительно перпендикулярно трубчатому держателю (14) торцовой поверхностью (89), которая по своей определенной ширине (95) и по своей определенной высоте (91) прилегает в осевом направлении к опорной детали (28).
15. Способ по п.13 или 14, отличающийся тем, что трубчатый держатель (14) имеет дно (92) с предусмотренным в нем монтажным отверстием (93), через которое к предварительно смонтированной в трубчатом держателе (14) опорной детали (28) прикладывают предварительное удерживающее усилие (81).
| DE 19854535 A1, 15.06.2000 | |||
| JP 2003034257 A, 04.02.2003 | |||
| 0 |
|
SU199616A1 | |
| Подшипниковый узел | 1986 |
|
SU1409793A1 |

