Настоящее изобретение относится к маркировке изделий. В частности, настоящее изобретение относится к визуально обнаруживаемым маркировкам на бумажных и картонных листах и способам их нанесения.
Уровень техники
Для обозначения аутентичности изделий или указания на их происхождение изделия обычно снабжают защитной маркировкой, наносимой обычно на их упаковку. Маркировка может быть видимой невооруженным глазом или может потребовать специальных средств для ее обнаружения.
Примером
поверхности бумаги. Для сохранения целостности изделий обертка и упаковка снабжается специальными знаками и этикетками. С целью усложнения подделки на банкноты часто наносят голографические узоры или выполняют их с защитными голографическими волокнами и другими аналогичными знаками. Такие защитные маркировки часто также встраивают в упаковку, например, упаковочные коробки носителей с компьютерными программами, электронных приборов и драгоценностей.
В последнее время повышенное внимание уделяется защитным маркировкам, содержащим дифракционные или голографические узоры. Обычно голограммы производят очень большое впечатление, а воспроизвести их сложно, поскольку для этого необходимо специальное оборудование.
Традиционно маркировки такого типа наносились на упаковку в виде отдельных этикеток. Соответственно голограммы изготавливались способом горячего тиснения на отдельных пленках или этикетках с пластмассовой основой, нанесенных в виде слоя или наклеенных на упаковку.
Однако в последнее время уровень защиты, обеспечиваемый голографическими этикетками, значительно снизился вследствие большого количества контрафактной продукции и голографических этикеток, произведенных в Азии.
Для дополнительного затруднения фальсификации маркировки и упаковочной продукции был предложен способ нанесения голограмм непосредственно на поверхность упаковочного материала. Сущность таких способов заключается в том, что голографические узоры наносят тиснением на специальный голографический приемный слой на поверхности материала с использованием валиков для тиснения. Однако при тиснении изделий на волокнистой основе возникают такие проблемы, как приклеивание штампа для тиснения к поверхности изделия; засорение штампа для тиснения; низкий уровень оптического отражения; высокая стоимость оборудования для тиснения и кроющих материалов; жесткие требования к условиям тиснения, таким как температуре и давлению тиснения; выцветание голографического изображения вследствие сглаживания голографического слоя; большое количество операций по предварительной обработке материала до тиснения и низкая производительность производственных линий. Кроме того, перед использованием специальных покрытий, например, при изготовлении упаковки пищевых или медицинских товаров необходимо получить разрешение полномочных органов власти, таких как Управление по контролю за пищевыми продуктами и лекарственными средствами (Food and Drug Administration - FDA) в США или Федеральный институт по оценке риска (Bundesinstitut für Risikobewertung - BFR) в Германии. Перечисленные проблемы, часто взаимосвязаны, т.к. решение одной из них приводит к возникновению новых.
Был разработан ряд способов, в которых предпринимались попытки найти решение вышеперечисленных проблем. Ниже кратко рассмотрены известные технические решения, относящиеся к нанесению тисненых голографических маркировок.
В публикации WO 03/002330 описывается способ изготовления голограмм на бумажной или пластмассовой пленке, покрытие которой содержит частицы полимерного пигмента для повышения пригодности их поверхности к печатанию или тиснению. Тиснение наносится на пленку до печатания.
В заявке US 2004/0218238 раскрывается способ создания голографического изображения на печатной поверхности путем тиснения. Для этого рулон или лист с нанесенным печатным изображением покрывают прозрачным голографическим покрытием. При этом предлагается использовать устройство для тиснения с помощью нагретой печатной формы в виде валика для нанесения голограммы на рулонный материал. После тиснения валиком материал-основу отрезают с помощью специального высекального пресса для дальнейшего использования. Для тиснения плоского материала предлагается использовать специальный станок. Однако сами такие станки не раскрыты.
В патенте US 5,164,227 описан способ декоративной отделки тиснением бумажных или пластиковых листов. На основу экструзионным способом или мелованием наносится термопластичный материал. Перед тиснением покрытие нагревают для размягчения и обеспечения воспроизводимости на листовом материале узора устройства для тиснения. В составе оборудования для тиснения, описываемого в патенте, в общем случае содержится валик для тиснения, отжимной валик и при необходимости выводной валик.
В заявке US 2003/0227099 раскрыт другой способ создания радуги и/или голографического изображения на термопластичном волокнистом листе или полимерной пленке. Здесь дифракционная решетка создается использованием полимерной пленки в качестве пластинки для тиснения. Подлежащий тиснению лист или подлежащая тиснению пленка перед тиснением/ обработкой нагревают.
В заявке US 2004/02077892 предлагается способ выполнения второй голограммы на фольге для горячего тиснения, клейкой пленке для тиснения или бумаге, покрытой термолаком и содержащей первую голограмму. Голографическое изделие может использоваться в качестве наклейки на другой продукт. Для улучшения видимости голограммы поверхность изделия предлагается металлизировать.
В заявке US 2004/0247829 предлагается наносить тиснением голографическое изображение на пигментный покрывной слой. Покрывной слой предпочтителен вследствие его восприимчивости к тиснению и способности связывать печатную краску.
В патенте US 6,749,925 раскрыт способ изготовления макроскопических линзообразных структур на полимерной подложке. Линзообразные структуры позволяют получать различные изображения одного объекта в зависимости от угла зрения.
Известные способы нанесения дифракционной защитной маркировки и декоративной отделки предъявляют высокие требования к поверхности тиснения или к самому процессу тиснения. До сих пор не были предложены эффективные способы нанесения маркировки на упаковку высококачественных товаров, а также на упаковку дешевых товаров повседневного спроса, товаров широкого потребления или продуктов питания. Стоимость изготовления маркировки должна быть сравнительно невысокой относительно стоимости самого изделия и его упаковки. Кроме того, при осуществлении известных способов тиснения требуется дополнительная обработка тисненых поверхностей для получения визуально полных и/или механически стойких изображений.
Описание изобретения
Задачей настоящего изобретения является создание более простого, экономичного способа нанесения визуальной маркировки на основу.
В частности, задачей настоящего изобретения является разработка нового способа нанесения на основу визуально идентифицируемого узора.
Другой задачей изобретения является создание бумажного или картонного листа, содержащего визуально идентифицируемый узор.
Эти и другие задачи решены с помощью настоящего изобретения, позволяющего обеспечить преимущество над известными продуктами и способами.
Основная идея изобретения заключается в нанесении визуально идентифицируемого узора на лакированный лист способом плоского тиснения. В частности, изобретение относится к наносимым на печатные листы дифракционным узорам, которые содержит слой лака, нанесенный на эти листы.
Было обнаружено, что обычные лаки, широко применяемые в картонно-бумажной промышленности, могут быть подвергнуты тиснению с получением достаточно высокого разрешения, а также высокого качества, необходимого для создания дифракционных эффектов при длинах волн видимого света. Обычно такие лаки используются для улучшения механических, химических или физических свойств, например износостойкости и влагостойкости или придания бумаге или картону глянца. Кроме того, было обнаружено, что путем тиснения лакированных поверхностей можно получить новые глянцевые маркировки. Также было обнаружено, что, используя способ плоского тиснения, можно получить маркировку даже без предварительного нагрева листа или слоя лака. В частности, дифракционные узоры, созданные на слое лака, нанесенном на печатную основу, приводят к возникновению особого декоративного эффекта.
Более конкретно, предлагаемый способ раскрыт в отличительной части пункта 1 формулы изобретения.
Предлагаемое изделие по существу раскрыто в отличительной части пункта 16 формулы изобретения.
Предлагаемое изобретение позволяет получить множество преимуществ. Предлагаемый способ применим в отношении обычных основ, широко применяемых в бумажной промышленности и хорошо известных, таких как упаковочные картоны. Поскольку тиснение наносится на слой лака, то отсутствует необходимость в специальных покрытиях и пигментах, которые могут оказаться дорогостоящими или которые могут неблагоприятно влиять на свойства листового материала.
Изобретение может быть реализовано с помощью лаков, используемых обычно, например, в качестве отделочных пленок упаковочной тары. Предпочтительными характеристиками таких лаков являются, например, глянец, прочность, яркость и защита изделий, а также то, что они известны потребителям и одобрены полномочными органами. Кроме того, лакирование является очень экономичным способом нанесения покрытия. Используя настоящий способ, на печатный лист можно наносить легкоидентифицируемые и хорошо видимые узоры без дорогостоящей металлизации поверхности. Как хорошо известно, лакированные поверхности проявляют хорошую стойкость к царапанию, износу и воздействию влаги и даже успешно противостоят указанным факторам.
Тисненые листы могут использоваться, например, в упаковочной промышленности для выполнения на изделии защитной маркировки, гарантирующей подлинность изделия или улучшающей внешний вид упаковки, например, товаров повседневного спроса, сигарет, цифровых средств информации, лекарственных средств, косметики, бытовой электроники, товаров широкого потребления, и продуктов питания.
Предлагаемый способ обработки поверхностей, на которые печатное изображение нанесено до лакирования, позволяет получить ряд преимуществ. Например, внешний вид упаковочной тары формирует по существу печатное изображение, размещенное на ней. Способы лакирования печатных поверхностей широко известны. Путем тиснения изделий, уже покрытых лаком, можно избежать возникновения описанных выше проблем, а именно, понизить уровень требований к голографическому покрытию или избежать необходимости выполнять отдельным этапом тиснение до нанесения печатного изображения на основу рельефа. Тот факт, что защитная маркировка может быть нанесена на поверхность во время последнего или предпоследнего этапа процесса формирования упаковки из упаковочных материалов, до или даже во время резки, является крайне выгодным с точки зрения формирования упаковки из упаковочных материалов, собственно упаковки изделий или, например, владельца товарного знака. Нанесение печатного изображения на тиснение, выполненное с высокой разрешающей способностью, почти неизбежно приводит к ухудшению декоративно-художественных свойств. Размещением тисненого узора в определенном геометрическом соотношении с элементами печатного изображения можно дополнительно улучшить внешний вид изделия.
В соответствии с одним вариантом осуществления изобретения плоское тиснение выполняется на том же технологическом этапе, на котором на производится высечка листа. Производственные линии, особенно высекальные прессы, могут быть относительно несложно приспособлены для выполнения упомянутой функции. Поэтому, этот вариант изобретения можно осуществить с незначительными затратами только на небольшую модификацию существующего оборудования, используемого для формирования упаковки. По сравнению с известными способами тиснение по настоящему изобретению требует меньшего числа технологических операций, что позволяет избежать возможных несогласованностей производственного процесса.
В соответствии с одним вариантом осуществления изобретения пластинка для тиснения, т.е. штамп для тиснения, содержит как гладкий участок, так и дифракционный узор. При прижатии штампа к слою лака дифракционный узор копируется на выбранные участки листа, а гладкий участок увеличивает глянец других участков листа. Это обусловливает появление принципиально нового визуального эффекта, который улучшает внешний вид тисненого изделия и усложняет его подделку. При размещении микроузора по середине гладкого участка полученный дифракционный узор является очень ярким. Такими средствами можно получить маркировку, уникальную по своему внешнему виду в сравнении с известными маркировками.
В соответствии с другим вариантом осуществления изобретения для отделения штампа для тиснения от листа после контакта штампа с листом используется воздушный сепаратор.
При реализации вариантов осуществления изобретения можно решить ряд проблем, связанных с использованием цилиндровых прессов для тиснения, рисунок на которых должен повторяться с периодичностью, определяемой длиной окружности цилиндрического валика. Кроме того, изготовление валиков для тиснения требует больших затрат, чем изготовление штампов для тиснения, а при необходимости изменения рисунка тиснения необходимо заменять весь валик. Поэтому их использование не годится в тех случаях, когда рисунок тиснения или размер тисненого листа приходится часто изменять. Такое часто имеет место, например, в тароупаковочном производстве, особенно при изготовлении нескольких изделий, упаковка которых может иметь различные размеры, и использовании одних и тех же упаковочных линий для нескольких изделий.
Комбинируя должным образом вышеупомянутые варианты осуществления изобретения, можно получить способ, который
- обеспечивает защиту изделия от подделки,
- может применяться с использованием обычных упаковочных материалов,
- уменьшает количество технологических операций при выполнении упаковки, обеспечивающей защиту изделия от подделки,
- придает изделию уникальный внешний вид и
- применим как на высоко-, так и малопроизводительных производственных линиях, а также в небольших мастерских.
Дополнительные преимущества изобретения перечислены ниже при подробном описании вариантов осуществления изобретения.
В этом документе изобретение и его варианты раскрыты главным образом с точки зрения изготовления упаковочного материала, формирования упаковочной тары и упаковки изделий. Однако очевидно, что изобретение может найти множество других применений, например, при производстве журналов, открыток, конвертов, визитных карточек, телефонных карточек, брошюр, проспектов, официальных документов, удостоверений и дипломов. В принципе, предлагаемый метод применим для всех бумажных и картонных предметов, покрытых лаком, для последующего возможного тиснения.
Термин "картон" используется здесь в широком смысле и охватывает помимо прочего понятия "тонкий картон", "толстый картон" и даже " фибровый картон" и "клееный картон".
Краткое описание чертежей
Ниже приведено подробное описание изобретения с помощью прилагаемых чертежей, на которых:
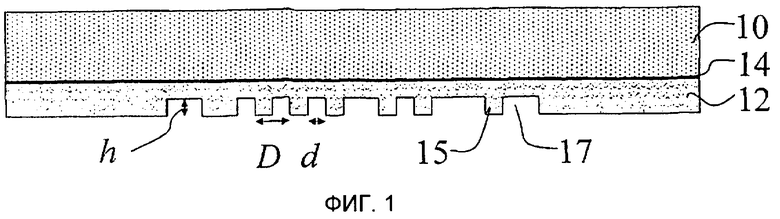
фиг.1 показывает сечение бумаги или картона с базовым слоем, печатным изображением и тисненым слоем лака;
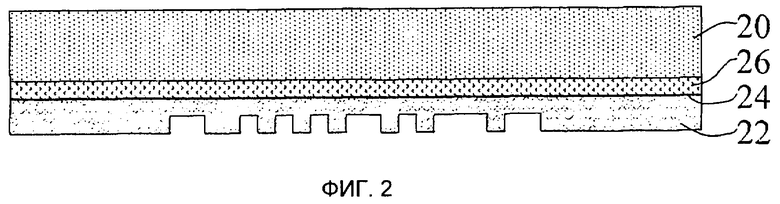
фиг.2 показывает сечение бумаги или картона с базовым слоем, покровным слоем, печатным изображением и тисненым слоем лака;
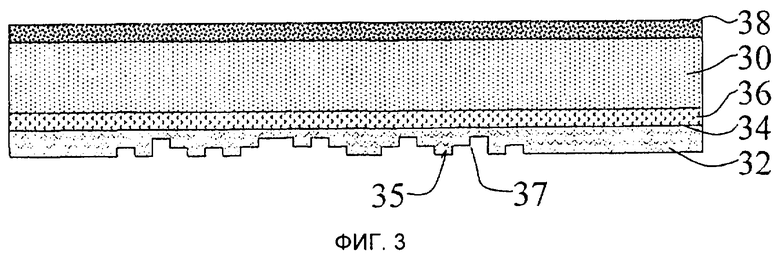
фиг.3 показывает сечение бумаги или картона с тыльным покрытием, базовым слоем, верхним покрытием, печатным изображением и тисненым слоем лака;
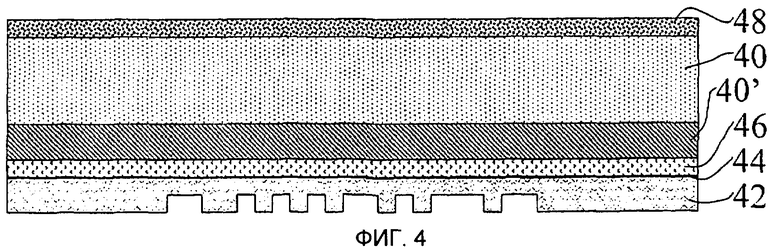
фиг.4 показывает сечение бумаги или картона с тыльным покрытием, первым базовым слоем, вторым базовым слоем, покровным слоем, печатным изображением и тисненым слоем лака;
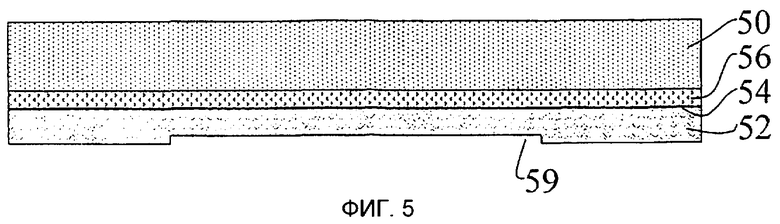
фиг.5 показывает сечение бумаги или картона с базовым слоем, кроющей краской, печатным изображением и тисненым слоем лака с повышенной степенью глянца;
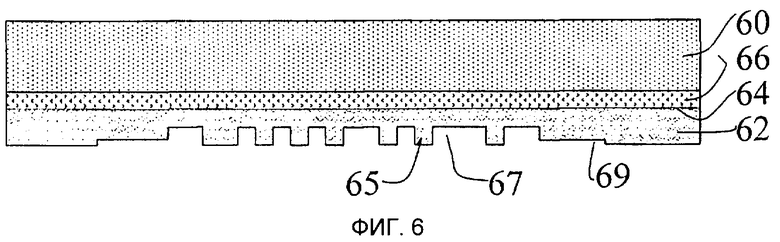
фиг.6 показывает сечение бумаги или картона с базовым слоем, покровным слоем, печатным изображением и тисненым дифракционным слоем лака с повышенной степенью глянца;
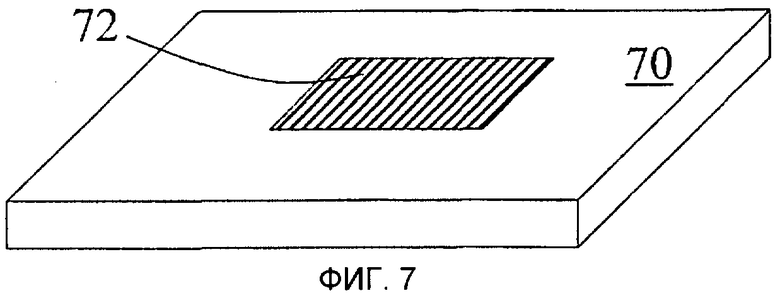
фиг.7 показывает аксонометрическая проекция штампа для тиснения с гладким участком и участком, подвергнутым микрообработке;
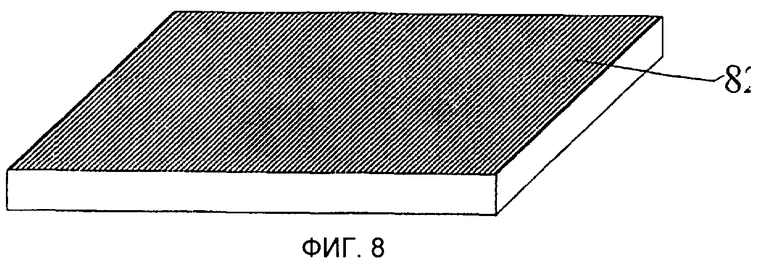
фиг.8 показывает аксонометрическую проекцию штампа для тиснения, имеющего только участок, подвергнутый микрообработке;
фиг.9 показывает аксонометрическую проекцию штампа для тиснения, имеющего только гладкий участок;
фиг.10 показывает аксонометрическую проекцию штампа для тиснения, имеющего совмещенные гладкий участок и участок, подвергнутый микрообработке;
фиг.11 является фотографией дифракционного тиснения на листе лакированного картона;
фиг.12 является фотографией дифракционного тиснения и окружающего его участка с повышенной степенью глянца на листе лакированного картона, и
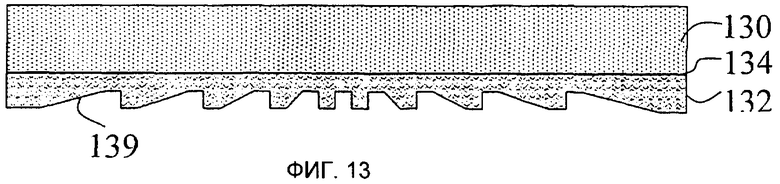
фиг.13 показывает сечение бумаги или картона с базовым слоем, печатным изображением и тисненым слоем лака со скошенным профилем.
Подробное описание изобретения
Как указано выше, настоящее изобретение позволяет получить новый вид листа или рулона волокнистого материала, обычно бумажный или картонный лист, содержащий: базовый слой, имеющий две противолежащих поверхности, и по меньшей мере один слой материала, размещенный по меньшей мере на части одной из указанных поверхностей и содержащий слой лака с визуально идентифицируемым узором.
В одном варианте изобретения визуально идентифицируемый узор содержит дифракционный узор. Такой узор обычно содержит большое количество механических деформаций, которые при отражении случайных световых волн, в частности, длиной в пределах диапазона видимого света вызывают появление дифракционного узора. Такой узор может выглядеть по-разному в зависимости от угла наблюдения относительно имеющихся источников света. Узор формируется микрорельефом, т.е. углублениями, проходящими от поверхности лака вглубь его слоя, и/или возвышениями, выступающими от поверхности слоя лака над уровнем этой поверхности. Углубления и возвышения могут также иметь переменную глубину, ширину и высоту соответственно. В одном варианте изобретения дифракционный узор содержит голографически экспонированное изображение (голограмму), которое создает объемный эффект.
В другом варианте визуально идентифицируемый узор содержит гладкий участок с повышенной степенью глянца. Этого можно достичь при использовании гладкого или частично гладкого штампа для тиснения.
Неожиданно было обнаружено, что глянец обычных лаков, используемых, например, на упаковках, может быть усилен нажатием на слой лака штампом для тиснения, поверхность которого является плоской и гладкой. Таким образом, этот способ позволяет повысить степень глянца лакированных поверхностей локально нажатием на них плоским штампом.
В одном варианте изобретения визуально идентифицируемый узор содержит дифракционный узор и участок с повышенной степенью глянца. В этом варианте штамп для тиснения кроме микрообработанного участка имеет еще гладкий участок. В качестве альтернативы можно использовать два и более штампов для тиснения с гладкой и микрообработанной поверхностями.
Плоское тиснение осуществляется с помощью устройств для тиснения, содержащих по меньшей мере один штамп для тиснения. Рабочая поверхность штампа может быть, например, металлической с негативным изображением требуемого тиснения, полученным микрообработкой.
Основа содержит бумажный или картонный лист, который может быть любой формы, например прямоугольным листом для письма или печати, плоской заготовкой для упаковочной тары, либо даже в форме фальцованной или частично фальцованной упаковочной тары. Также лист может иметь любые размеры. Следовательно, изобретение можно использовать в диапазоне от небольших маркировок до маркировки транспортных ящиков, в которые помещают крупные предметы. Основа может также содержать специальный элемент, такой как титульный лист коробки для компакт-диска. Простая в изготовлении и затрудняющая фальсификацию, особенно, при серийном производстве, новая маркировка, раскрытая в данном документе, обеспечивает эффективную защиту против пиратства, или по меньшей мере упрощает раскрытие противоправных действий.
Лист может также содержать много слоев бумаги, картона, покрытий, печатных изображений и лаков или любую их комбинацию. Он также может включать в себя крупномасштабные тисненые изображения, например, обычно используемые на обертках шоколада или упаковке косметических товаров.
Кроме того, до лакирования лист может быть украшен различной фольгой, например, алюминиевой или полимерной. Примером типовой основы является мелованный картон, имеющий печатное изображение и слой лака по меньшей мере на части листа основы.
Вышеупомянутые варианты осуществления изобретения проиллюстрированы на прилагаемых чертежах.
На фиг.1-6 показаны примеры предлагаемых тисненых листов в произвольном масштабе. На этих чертежах базовый слой 10, 20, 30, 40, 50 и 60 бумаги или картона может быть выполнен из целлюлозы, целлюлозодревесной или древесной массы, вторичных волокон или смеси этих материалов. К типовым изделиям из картона относятся, например, толстые картоны, такие как складные коробки, переплетные картоны, твердые беленые и небеленые картоны и картоны для упаковки жидкостей, а также вкладыши тарного картона.
Кроме того, в потенциальную группу основ при использовании настоящего способа входят высококачественные лакированные бумаги, используемые, например, для обложек журналов и брошюр.
Масса основы может варьироваться в широком диапазоне. В основном, способ может быть применен к тонкой бумаге, весом 30-80 г/м2, обыкновенной бумаге в диапазоне 80-120 г/м2, высококачественной мелованной бумаге в диапазоне 120-300 г/м2, и картонам, обычно имеющим массу 120-500 г/м2, или даже больше, в особенности, 200-300 г/м2. Изделию каждого класса можно легко найти соответствующую область применения. Например, основы из картона подходят для внешних покрытий упаковочной тары, но маркировку можно также нанести на внутренние слои упаковочной тары, например, на прокладочную бумагу упаковки пищевых продуктов, типа коробок для шоколадных конфет. Маркировка, нанесенная на эти слои, выполняет, главным образом, декоративную функцию и создает визуальную привлекательность, придавая, тем самым, изделию дополнительную ценность и уникальность.
Основа по меньшей мере частично покрыта лаком 12, 22, 32, 42, 52 и 62, который может быть на сильно-, средне- или слабополимеризованной масляной основе, на основе водной эмульсии или синтетическим. Предпочтителен лак на полимерной основе. Подходящими материалами для лака являются, например, полистирол, полипропилен, полиакрилат, полиамид, поливинилбутираль, поливиниловый спирт, поливинилхлорид, смолы и сложный эфир целлюлозы. Лак также может представлять собой производную целлюлозы, например сложный эфир целлюлозы, такой как ацетилцеллюлоза или нитроцеллюлоза, или простой эфир целлюлозы, такой как метилцеллюлоза или бензилцеллюлоза. Он может быть смешан с модифицирующими добавками, типа пластификаторов, смол и восков. Лак может быть выполнен в виде дисперсии в воде или растворителе и/или может быть высушен или отвержден, с помощью ультрафиолетового излучения. Отвержденный или высушенный лак может иметь матовую поверхность, либо небольшой или сильный глянец. Настоящий способ подходит как для бесцветных лаков, так и для основ с окрашенными слоями лака.
Лак может быть нанесен на стадии изготовления основы, либо офсетным способом или способом трафаретной печати. Нанесение лака на стадии изготовления особенно подходит для крупных не подвергаемых печати основ, а офсетный способ может использоваться для лаков, наносимых на печатное изображение, например, на упаковочной таре.
Лак может быть нанесен на всю область листа, либо, например, на пакетах или конвертах, лаком покрывают только отдельные участки изделия. Таким образом, некоторые участки упаковочной тары могут остаться нелакированными. К таким участкам относятся, например, боковые швы или скрепления, на которые может быть нанесено клеящее вещество, для склеивания участков одного и того же листа между собой, приклеивания к другому листу или другому предмету. Лакирование обычно является последним этапом в процессе нанесения печатного изображения на упаковочную тару. Кроме того, для получения более толстого слоя лака могут использоваться, например, автономные лакировочные машины. Способы нанесения различных типов лаков и расположения боковых швов широко известны в тароупаковочном производстве.
Масса лака 12, 22, 32, 42, 52 и 62 на участках, покрытых лаком, может составлять, например, 0,1-15 г/м2, в отдельных случаях 2-5 г/м2, а обычно примерно 3,5 г/м2. Хорошие визуальные результаты достигаются при тиснениях, глубина которых составляет приблизительно 0,2 мкм (на фиг.1 обозначено буквой h), в этом случае достаточное количество слоя лака составляет приблизительно 0,1 г/м2 для лаков на основе полистирола. Использование более толстых слоев лака 12, 22, 32, 42, 52 и 62 может повлиять на внешний вид маркировки, т.к. она смещается гораздо дальше от поверхности материала основного материала, а следовательно, печатного изображения. Конечно, в этом случае можно использовать штампы для тиснения с более глубокой гравировкой.
Лаки обычно используются для защиты бумаги и картона, в особенности, их поверхности, и повышения степени их глянца. Особенно, лаки используются для защиты печатного изображения 14, 24, 34, 44, 54 и 64 на бумаге или картоне. В одном варианте изобретения печатное изображение нанесено на основу до лакирования и тиснения. В этом случае внешний вид дифракционного узора производит глубокое впечатление, кажется, что оно расположено непосредственно поверх основы. На непечатных поверхностях можно получить разнообразные маркировки, внешний вид которых зависит от цвета основы. В пределах объема изобретения в качестве материала для верхнего покрытия кроме прозрачных лаков можно использовать и непрозрачные, либо частично непрозрачные лаки.
Бумага или картон также могут быть многослойными. Дополнительные покровные слои 26, 36, 38, 46, 48, 56 и 66, которые по существу известны, могут быть нанесены на переднюю или заднюю сторону бумаги или картона, до или после печати.
Согласно одному варианту изобретения тиснение содержит дифракционный узор. Пример такого тиснения приведен на фиг.11. Дифракционный узор содержит микрорельефные структуры, образованные по существу выемками 17 и выступами 15, т.е. углублениями и возвышениями, глубина или высота h которых, соответственно составляет, например, 0,05-5 мкм, обычно 0,1-1 мкм. При нанесении исключительно тонкого слоя лака глубина структуры может быть даже более 5 мкм, однако, обычно менее 15 мкм. Такая структура может использоваться для достижения особого зрительного эффекта. Узор может также содержать структуры 35 и 37, профиль которых имеет переменную глубину или высоту и посредством которых можно получить визуально более отличающиеся тисненые рисунки. Узоры могут быть любой формы. Они могут, например, состоять из цифр или текста, сформированного произвольной комбинацией полос, решеток, точек, точечных структур, кривых, кругов и отрезков линий. Полученные рельефные элементы не обязательно должны быть такими острокромочными, как на прилагаемых чертежах, они могут иметь округлые или другие неправильные формы, например, синусоидальные узоры или неправильные формы, которые создают матовый эффект.
Согласно еще одному варианту осуществления изобретения дифракционный узор образует голограмму.
Согласно одному варианту осуществления изобретения дифракционный узор выдает совершенно различную видеоинформацию в зависимости от угла обзора. Например, если на маркировку взглянуть под левым углом, то на ней может просматриваться логотип изготовителя, под правым углом - название фирмы-изготовителя, а если посмотреть снизу, логотип изделия. Таким образом, тисненый рисунок может содержать большое количество визуально идентифицируемых уровней информации, независящих друг от друга (например, традиционные трехмерные голограммы, содержащие информацию об одном и том же объекте с различных углов зрения).
Длина волны видимого света составляет приблизительно 400-700 нм. Дифракция света обусловлена его интерференцией, наблюдаемой при попадании света в объект, размеры которого сопоставимы с порядком длины волны. Различные компоненты волнового фронта, имеющие различную длину волны, вызывают интерференцию, проявляемую под различными углами, результат которой похож на радугу и зависит от спектра используемого света и углов наблюдения. Это явление используется в голограммах для сохранения трехмерной визуальной информации в дифракционной картине. Основной закон дифракции, обусловленной решетчатой поверхностью, описывается законом Брэгга:

где D - шаг, с которым размещены прорези в решетке,
θ - угол между распространяющимся волновым фронтом и поверхностью,
m - порядок дифракции, а
λ - длина волны света.
Шаг D, с которым размещены смежные выемки 17, 37, 67 и выступы 15, 35, 65, то есть разрешение тисненого рисунка, имеет в предпочтительном варианте изобретения примерно тот же самый порядок, что и длина волны излучения в видимой области спектра. Благодаря тому, что коэффициент m в законе Брэгга представляет собой целое число, дифракция также имеет место на поверхностях с шагом, превышающим указанный. Наименьшее значение шага D обычно обуславливается физическими свойствами лака.
Например, на лак на основе полистирола было нанесено тиснение с линейными решетками, имеющими периоды D 0,4; 0,8; 1,6; 2,4; 3,2; 6,4 и 12,8 мкм (то есть расстояние d между выемкой и соседним выступом составляло 0,2; 0,4; 0,8; 1,6; 3,2 и 6,4 мкм соответственно). Фотография, иллюстрирующая этот эксперимент, приведена на фиг.11. Было выявлено, что решетки с периодами 1,6; 2,4; 3,2 и 6,4 мкм создают самую четкую дифракцию. Другие решетки также были различимы в виде тусклых участков, но со слабой дифракцией или вообще без нее. Воспроизводимость тончайших дифракционных решеток на полистироле оказалась недостаточной. Следовательно, практически дифракционный участок в случае полистирола составляет около 1-10 мкм по меньшей мере приблизительно 1,6-6,4 мкм, выраженная в смысле периода D рассматриваемой структуры. Согласно закону Брэгга (уравнение 1), регулируя период дифракционной решетки, можно регулировать период цветного спектра, дифрагированного от дифракционной решетки (то есть при каких углах интерферирует определенный цвет). Однако можно также использовать структуры с разрешением, находящимся за пределами диапазона дифракции или излучения в видимой области спектра, чтобы разнообразить тисненые изображения. Хотя в данном обзоре рассматриваются главным образом обычные линейные дифракционные решетки, рассматриваемые здесь принципы применимы ко всем видам микроструктур, например голограммам. Кроме того, приведенные выше диапазоны расстояний могут считаться полезными при тиснении также на лаках, отличных от лаков на основе полистирола.
Согласно одному варианту изобретения шаг, с которым размещены выемки в дифракционном узоре, превышает 0,1 мкм, например, 0,5-15 мкм, в частности 0,5-8 мкм, обычно около 0,5-5 мкм.
На фиг.7-10 даны четыре различных примера штампов для тиснения в пределах объема изобретения. Согласно одному варианту изобретения (ср. фиг.5 и 9) поверхность 90 пластинки, а следовательно, тиснения 59 является совершенно гладкой. Гладкая область служит для повышения степени глянца лака 52 на некоторых участках листа. Свойство повышения степени глянца гладкого участка явилось неожиданным результатом экспериментов с тиснением, проведенных заявителем. В этом контексте термин "гладкий участок" относится к участку, который специально не был подвергнут гравированию. Гладкий участок может быть получен, например, полировкой, шлифовкой или мелованием. Образование гладкого участка также может быть побочным продуктом процесса электролитического производства пластинок. В предпочтительном варианте изобретения шероховатость гладкого участка значительно меньше первоначальной шероховатости поверхности лака, обычно составляющей 1-10 мкм (метод PPS-10) согласно стандарту ISO 8791-4.
В некоторых примерах осуществления изобретения (ср. фиг.6, 7 и 10) штамп для тиснения имеет как микрогравированный участок 72, 102, так и гладкий участок 70, 100, 104, который не был подвергнут микрообработке. Под "микрогравированными" и "микрообработанными" понимаются участки с механическими деформациями, имеющими минимальный размер в диапазоне примерно от 0,1 до 10 мкм.
Глянец покрытой лаком поверхности 62 может быть усилен в области 69 дифракционного узора 65, 67, чтобы выделить его самым привлекательным образом. Фотография, иллюстрирующая такой тип тиснения, приведена на фиг.12, где дифракционное тиснение окружено прямоугольным участком с повышенной степенью глянца. Забоины на границах такой области обусловлены большим нажатием, используемым при тиснении в эксперименте. Однако соизмеримое повышение степени глянца достигается также при использовании более слабых нажатиях тиснения. Участок с повышенной степенью глянца, окружающий узор, подвергнутый микрообработке, может составлять, например, по меньшей мере 10%, а может быть в десять раз больше участка, подвергнутого микрообработке.
Улучшенный глянец может дать целый ряд преимуществ. Во-первых, он делает маркировку неповторяемой, в отличие от известных дифракционных маркировок. Во-вторых, он служит для защиты, т.к. затрудняет подделку изделия. В-третьих, он создает новые возможности для дизайнеров маркировок, позволяя изготовить визуально более привлекательные изделия. В-четвертых, восприятие кончиками пальцев участка с повышенной степенью глянца отличается от восприятия ими участков, совершенно лишенных тиснения.
Что касается фиг.13, то согласно одному варианту изобретения пластинка для тиснения, и соответственно слой лака, подвергнутый тиснению этой пластинкой, имеют наклонные торцы, т.е. фаски 139. Иными словами, вместо гравировок и гладких участков, описанных выше, или в дополнение к ним визуально различимый узор может иметь местные скосы. Угол фасок 139 относительно плоскости пластинки (или поверхности слоя лака) может составлять, например, 0-90°, в частности 20-70°. Размеры фасок 139 могут лежать в дифракционном диапазоне или могут быть значительно больше размеров дифракционных узоров. Следовательно, фаски 139 могут использоваться для дифракционного или недифракционного отражения света, хотя дифракция всегда может присутствовать в незначительной степени. Фаски 139 могут использоваться, например, для очерчивания дифракционного узора или создания визуального эффекта, зависящего от угла зрения. В сочетании с дифракционными участками и/или участками с повышенной степенью глянца, фацетированные участки могут использоваться для придания дополнительных уникальных защитных свойств или создания дополнительного художественного оформления.
Ниже дается более подробное описание способа создания визуально идентифицируемых узоров.
На фиг.7-10 приведены примеры пластинок для тиснения, т.е. штампов для тиснения, пригодных для осуществления изобретения. Штамп или по меньшей мере его рабочая поверхность предпочтительно выполнен или выполнена из металла. Штамп предпочтительно такой, что негатив возможного дифракционного узора может быть выполнен на нем микрообработкой любым известным способом. К таким способам относятся, например, механическое гравирование, лазерное гравирование, литографические способы и химическое травление. Узор может выступать или быть гравированным, либо комбинированным, в зависимости от выбираемого вида тиснения. Штамп для тиснения может быть прикреплен к устройствам для тиснения, включающим в себя необходимые приспособления и автоматику для выполнения тиснения.
Согласно одному варианту изобретения пластинка для тиснения или по меньшей мере ее рабочая поверхность выполнена из никеля. Изготавливать никелевые штампы очень просто, кроме того, никелевые штампы легко подвергаются микрообработке и обеспечивают высокую гладкость поверхности.
Штампы могут изготавливаться механическими способами, однако для создания высокогладких поверхностей, поверхностные слои штампов для тиснения могут изготавливаться методами физического или химического осаждения продуктов предшествующей стадии реакции никеля на соответствующую основу.
Примерами таких методов могут служить осаждение с поливинилпирролидоном PVP, химическое осаждение из паровой фазы (chemical vapor deposition CVD) и осаждение атомного слоя (atomic layer deposition ALD) и их варианты, усиленные использованием плазмы. К другим материалам для штампов относятся, например, алюминий, серебро, железо, медь и латунь.
Пластинка для тиснения может содержать также толстый несущий слой, например, из стали, и более тонкий слой рабочей поверхности, изготовленный из никеля или какого-либо другого подходящего металла. Поверхностный слой прикреплен к несущему слою соответствующими разъемными монтажными средствами или клеями. Контактные участки и выемки рабочей поверхности предпочтительно выполнены заранее на металлическом слое. В качестве альтернативы рабочий слой пластинки может содержать керамический, композиционный или пластиковый слой, обладающий значительно более высокой твердостью по сравнению с твердостью используемого лака. Кроме того, штамп для тиснения может иметь алмазное покрытие.
Для воспроизведения на основе негатива узора, размещенного на штампе для тиснения, штамп должен контактировать с покрытой лаком поверхностью основы. Соответствующее давление контакта, то есть давление тиснения составляет, например, 1-10000 МПа, в некоторых случаях 5-3000 МПа, обычно 5-500 МПа. Оптимальное давление зависит от типа используемой бумаги или используемого картона, то есть волокнистости их материала, структуры, наполнителей, толщины и уплотнительных свойств. Оптимальное давление зависит также от типа используемого лака, то есть материала для его изготовления, начального глянца, шероховатости поверхности, твердости, поверхностного натяжения и энергии, и упругих свойств. Кроме того, давление зависит от материала и готовой поверхности штампа для тиснения, его размера, и разрешения гравировки, размещенной на нем. Путем регулировки давления тиснения можно также облегчить отсоединение штампа для тиснения от основы.
Изменяя температуру штампа для тиснения, можно влиять на качество воспроизведенного изображения и процесс тиснения. К характерным факторам выбора температуры относятся главным образом вышеупомянутые свойства лака и штампа для тиснения. Температура поверхности штампа может быть 0-150°С, обычно 50-150°С, в частности 50-85°С. Хотя процесс можно также осуществлять и без нагрева, то есть при комнатной температуре 15-25°С, было выявлено, что по меньшей мере для лаков на основе полистирола качество тиснения и отсоединение штампа от основы лучше при повышенной температуре штампа 65-75°С. Также известно, что различные лаки ведут себя по-разному в зависимости от температуры штампа. В частности, другие эксперименты показали, что при использовании пластинок для тиснения с узором высокой разрешающей способности и ряда обычных лаков наилучшие результаты достигаются при температурах выше 85°С, предпочтительно 100°С, в диапазоне до 150°С и даже 200°С.
Время контакта штампа для тиснения с лаком также оказывает влияние на качество тиснения и может варьироваться от нескольких миллисекунд до секунд и обычно составляет 5-100 мсек.
В одном варианте изобретения тиснение выполняется на жесткой и твердой поверхности. Этим можно предотвратить разрыв листа. Однако в некоторых случаях может возникнуть необходимость в нанесении тиснения на гибком талере.
Согласно одному варианту изобретения штамп для тиснения и тисненый лист разделяются пневматическими средствами. Разделение может осуществляться, например, пневматическим ударом, направлением потока воздуха, или любого другого газа, между штампом и листом, которые отделяются друг от друга в результате воздействия воздуха. Предпочтительно поток направляют на лист вблизи штампа для тиснения для предотвращения изгиба листа. Также можно подавать несколько потоков на разные стороны листа. Воздушная сепарация кроме отделительного воздействия также может вызывать охлаждающий эффект. Это применимо при нагретом штампе для тиснения, тепло от которого передается лаку в процессе тиснения. Во время короткого импульса воздуха тисненый узор может остывать на 10-20°С, например, в зависимости от температуры и толщины слоя лака, оборудования, а также температуры и величины импульса. При этом лак отвердевает и выцветание тиснения, обусловленное повышенной температурой, уменьшается. Пневматические средства могут составлять часть средств для тиснения, или использоваться в качестве отдельного пневмоагрегата. В предпочтительном варианте изобретения управление средствами для тиснения и пневматическими средствами осуществляется одним блоком управления. Разделительные средства могут также содержать оборудование, использующее воздушную сепарацию в сочетании с механической сепарацией, либо можно применять только механическую сепарацию.
В одном варианте изобретения средства для тиснения и разделительные средства объединены с высекальными средствами, которые содержат оборудование, необходимое для высечки листа с получением формы, удобной, например, для фальцовки. Такие устройства являются основным элементом типовых линий для изготовления упаковочной тары. Обычно высечке подвергаются печатные упаковочные листы, покрытые лаком, причем на указанном этапе также можно осуществлять дифракционное тиснение. Помимо высечки листа на заготовки, например, для складных коробок, высекальные прессы также используются для изготовления линий сгиба (штриховка) на заготовке. Типовой пресс плоской высечки содержит большую пластину, на которой закреплен комплект линеек. Высекальные линейки острые, а штриховальные линейки закруглены. На стадии высечки большую пластину прижимают к листу в горизонтальной плоскости. В таком высекальном прессе штамп для тиснения может также быть прикреплен к большой пластине. Величины усилий, развиваемых высекальными линейками, штриховальными линейками и штампом для тиснения в направлении основы, могут регулироваться посредством относительного поднятия линеек пластины. Таким образом, число технологических операций остается постоянным. Многие из существующих высекальных устройств могут быть преобразованы в комбинированные высекально-штамповочные устройства, благодаря чему затраты могут быть очень низкими. Производительность промышленного оборудования для тиснения может составлять, например, 500-10000 листов в минуту.
Согласно одному варианту изобретения тиснение осуществляется с помощью плоского штамповочного пресса, например, штамповочного пресса с горячим тиснением фольгой. Однако для получения тиснения фольга не требуется. Следовательно, пресс можно изменить так, чтобы он лучше подходил для тиснения основ, покрытых лаком. Однако для тиснения можно использовать много других устройств, способных создавать заданное усилие тиснения.
Пример
Лак W1639 фирмы DS Nordic, выполненный на основе полистирольной дисперсии, был равномерно нанесен на мелованный картон Simcote (255 г/м2) и Nova X (345 г/м2) одним слоем в конце работы листовой офсетной печатной машины. Масса покрытия в сухом состоянии составила ок. 3,5 г/м2. Готовый печатный и покрытый лаком картон имел яркий чистый глянец.
После этого верхний слой лака картона был подвергнут горизонтальной микрообработке плоскопечатным прессом горячего тиснения фольгой, для этого использовали пресс BOBST типа Autoplatine SP 1260-ВМ (компания «Дж. Бобст и сын» (J. Bobst & Fils S.A.), Лозанна, Швейцария, 1978). Штамп для тиснения был сначала объединен с магниевой пластинкой толщиной примерно 7,0 мм с помощью ровно отрезанной двусторонней ленты. Затем этот комплект штампов был закреплен на раме пресса с помощью специальных сцепных крючков.
Штамп для тиснения содержал литеры, образованные с помощью линейных дифракционных решеток с периодами 0,80, 1,60, 2,40, 3,20, 6,40 и 12,8 мкм. Высота профиля во всех случаях составляла 0,19±0,01 мкм.
Рабочая скорость варьировалась от 1000 до 2600 листов/час, температура пресса была в диапазоне от 18 до 75°С, а сила прижима 0,01-5 МН. В ходе технологического процесса штамп для тиснения находился в непосредственном контакте со слоем лака на верхней поверхности картона. В ходе технологического процесса использовался воздушный сепаратор, предотвращающий прилипание лака к штампу для тиснения за счет охлаждения поверхности картона и создания выталкивающего усилия.
Символы, полученные в результате проведенного эксперимента на слое лака на поверхности картона, были визуально обнаруживаемыми. При этом они казались размещенными выше изображений, выполненных способом офсетной печати на картоне, и отражали световые волны различной длины (цвет) в зависимости от угла обзора и периодов линейных дифракционных решеток. Кроме того, гладкая часть штампа для тиснения, не прошедшая микрообработку, создала эффект глянцевого пятна на поверхности, покрытой лаком. Фотографии эксперимента приведены на фиг.11 и 12.
Изобретение относится к способу создания визуально идентифицируемого дифракционного узора на основе и касается маркировки и способа ее выполнения. Основу подвергают воздействию давления путем ввода ее в контакт со штампом для тиснения. Штамп имеет микрообработанный участок, предназначенный для создания на этой основе дифракционного узора. Основа содержит печатный бумажный или картонный лист, покрытый лаком на участке контакта штампа для тиснения с основой. Штамп имеет также гладкий участок для создания на указанной основе, кроме дифракционного узора, участка с повышенной степенью глянца. Изобретение позволяет создать простой и экономичный способ нанесения визуальной маркировки на основу. 2 н. и 22 з.п. ф-лы, 13 ил.
1. Способ создания визуально идентифицируемого узора на основе, которую подвергают воздействию давления путем ввода ее в контакт со штампом для тиснения, имеющим микрообработанный участок, предназначенный для создания на этой основе дифракционного узора, и которая содержит печатный бумажный или картонный лист, покрытый лаком на участке контакта штампа для тиснения с основой, отличающийся тем, что в нем используют штамп для тиснения, имеющий гладкий участок для создания на указанной основе, кроме дифракционного узора, участка с повышенной степенью глянца.
2. Способ по п.1, отличающийся тем, что в нем в качестве указанной основы используют бумажный или картонный лист, покрытый лаком на полимерной основе.
3. Способ по п.1 или 2, отличающийся тем, что в нем используют лак, выбранный из группы: полистрол, полипропилен, полиакрилат, полиамид, поливинилбутираль, поливиниловый спирт, поливинилхлорид, сложный эфир целлюлозы, ацетат целлюлозы, нитроцеллюлоза и простой эфир целлюлозы, такой как метилцеллюлоза или бензилцеллюлоза.
4. Способ по п.1 или 2, отличающийся тем, что масса лака на покрытом лаком участке составляет 0,1-15 г/м2, в частности 2-5 г/м2.
5. Способ по п.1 или 2, отличающийся тем, что в нем в качестве указанной основы используют мелованный бумажный или картонный лист.
6. Способ по п.1 или 2, отличающийся тем, что дифракционный узор содержит голограмму.
7. Способ по п.1 или 2, отличающийся тем, что микрообработанный участок содержит гравировку глубиной 0,05-5 мкм, в частности 0,1-1 мкм.
8. Способ по п.1 или 2, отличающийся тем, что микрообработанный участок имеет микроузоры, отстоящие друг от друга с шагом 0,1-15 мкм, в частности 0,1-8 мкм, обычно около 0,1-5 мкм.
9. Способ по п.1 или 2, отличающийся тем, что в нем используют штамп для тиснения, температура поверхности которого составляет 0-150°С, в частности 50-80°С.
10. Способ по п.1 или 2, отличающийся тем, что в нем используют давление тиснения 1-10000 МПа, в частности 5-3000 МПа.
11. Способ по п.1 или 2, отличающийся тем, что шероховатость гладкого участка меньше шероховатости участка указанного лака.
12. Способ по п.1 или 2, отличающийся тем, что высечку и тиснение выполняют на одном технологическом этапе.
13. Способ по п.1 или 2, отличающийся тем, что основу и штамп впоследствии разделяют путем воздействия на основу пневматическим ударом.
14. Способ по п.1 или 2, отличающийся тем, что в нем в качестве указанной основы используют бумажный или картонный лист, представляющий собой упаковочную заготовку.
15. Бумажный или картонный лист, содержащий в сочетании:
базовый печатный слой, имеющий две противоположные поверхности, и по меньшей мере один слой материала, расположенный по меньшей мере на части одной из указанных поверхностей и имеющий слой лака, на котором имеется визуально идентифицируемый дифракционный узор, отличающийся тем, что визуально идентифицируемый дифракционный узор кроме дифракционного узора содержит участок с повышенной степенью глянца.
16. Бумажный или картонный лист по п.15, отличающийся тем, что указанный лак имеет полимерную основу.
17. Бумажный или картонный лист по п.15 или 16, отличающийся тем, что указанный лак выбран из группы: полистрол, полипропилен, полиакрилат, полиамид, поливинилбутираль, поливиниловый спирт, поливинилхлорид, сложный эфир целлюлозы, ацетат целлюлозы, нитроцеллюлоза и простой эфир целлюлозы, такой как метилцеллюлоза или бензилцеллюлоза.
18. Бумажный или картонный лист по п.15 или 16, отличающийся тем, что базовый слой содержит по меньшей мере один мелованный слой.
19. Бумажный или картонный лист по п.15 или 16, отличающийся тем, что он представляет собой упаковочную заготовку.
20. Бумажный или картонный лист по п.15 или 16, отличающийся тем, что дифракционный узор содержит голограмму.
21. Бумажный или картонный лист по п.15 или 16, отличающийся тем, что дифракционный узор содержит выемки, отстоящие друг от друга с шагом 0,1-15 мкм, в частности 0,1-8 мкм, обычно около 0,1-5 мкм.
22. Бумажный или картонный лист по п.15 или 16, отличающийся тем, что дифракционный узор содержит выемки глубиной 0,05-5 мкм, в частности 0,1-1 мкм.
23. Бумажный или картонный лист по п.15 или 16, отличающийся тем, что масса слоя лака составляет 0,1-15 г/м2, в частности 2-5 г/м2.
24. Бумажный или картонный лист по п.15 или 16, отличающийся тем, что визуально идентифицируемый узор содержит тиснение.
| ЕР 0540455 А1, 05.05.1993 | |||
| Индикаторный состав для обнаружения утечки газа | 1983 |
|
SU1093932A2 |
| US 20040207892 А1, 21.10.2004 | |||
| Портсигар | 1932 |
|
SU30869A1 |
| Устройство для дифференциальной защиты | 1987 |
|
SU1429212A2 |
| СПОСОБ МАРКИРОВКИ ИЗДЕЛИЙ | 0 |
|
SU204337A1 |

