Изобретение касается конструкции инструмента, предназначенного для получения отверстий с задней подрезкой, преимущественно в облицовочных плитах для их крепления, например при отделке фасадов здания.
Известен инструмент для получения отверстий с задней подрезкой в труднообрабатываемых материалах, рабочая часть которого изготовлена из алмазосодержащего материала. Такой инструмент содержит корпус и алмазосодержащую рабочую головку, выполненную в виде конической поверхности, расширяющейся в сторону торца рабочей головки. По оси инструмента выполнено сквозное отверстие для подвода охлаждающей среды в зону обработки (заявка DE №4014224, кл. B28D 1/14, 1991 г.). Отверстие с задней подрезкой таким инструментом изготавливают в два этапа: вначале изготавливают цилиндрическое отверстие, затем формируют подрезку в цилиндрическом отверстии либо путем смещения в горизонтальной плоскости инструмента или плиты на требуемую величину, либо отклонением инструмента от оси его вращения на угол, обеспечивающий получение задней подрезки требуемой глубины.
Недостаток такой конструкции инструмента заключается в том, что при выполнении задней подрезки в отверстии путем поворота сверла на требуемый угол происходит выборка донной части цилиндрического отверстия на большую глубину. Учитывая, что фасадные плиты имеют небольшую толщину, оставшаяся часть стенки между дном отверстия и задней поверхностью плиты значительно утоняется, в результате чего прочность плиты в местах их крепления существенно уменьшается, из-за чего может произойти отрыв части плиты по ослабленному месту. Кроме того, торцевая поверхность головки инструмента, имея диаметр, равный диаметру просверливаемого цилиндрического отверстия, ухудшает условия охлаждения и отвод образующегося при сверлении шлама из зоны резания.
В качестве прототипа взято сверло, содержащее рабочую алмазосодержащую головку цилиндрической формы и хвостовик, закрепленный на одной из торцовых поверхностей головки. Для подачи охлаждающей среды в зону резания головка и хвостовик снабжены центральным отверстием. (Обзор «Алмазное сверление неметаллических материалов, серия С-II, Министерство станкостроительной и инструментальной промышленности и др., НИИМАШ,М. 1975 г. с.26.)
Инструмент предназначен для получения цилиндрических отверстий и при формировании таким инструментом задней подрезки путем отклонения инструмента от оси его вращения невозможно сформировать подрезку требуемой формы и размеров.
Технической задачей является создание инструмента, позволяющего получать в фасадных плитах отверстия с задней подрезкой требуемой формы и размера путем отклонения инструмента от оси его вращения при выполнении подрезки, а также улучшить условия охлаждения и выноса шлама из зоны резания.
Технический результат достигается тем, что в инструменте для получения отверстий с задней подрезкой, содержащем рабочую головку цилиндрической формы и хвостовик, закрепленный на одной из торцовых поверхностей цилиндрической головки, снабженные отверстием для подвода охлаждающей среды, по меньшей мере, часть торцовой поверхности, на которой закреплен хвостовик, выполнена наклонно с образованием со второй торцовой поверхностью головки конического в осевом сечении головки участка для формирования задней подрезки, при этом хвостовик закреплен на торцовой поверхности со смещением относительно оси головки в противоположную от наклонной поверхности сторону.
Кроме того, в инструменте отверстие для подвода охлаждающей среды в головке выполнено с наклоном в сторону конического участка.
Выполнение в головке инструмента, по меньшей мере, части торцовой поверхности с наклоном и крепление хвостовика на торцовой поверхности головки со смещением относительно ее оси позволяют получить на цилиндрической головке участок, предназначенный для формирования задней подрезки требуемой формы и размера.
Кроме того, смещение головки относительно хвостовика улучшает условия охлаждения инструмента и особенно выноса шлама из зоны резания.
Выполнение отверстия для подвода охлаждающей среды в головке с наклоном в сторону конического участка обеспечивает подвод охлаждающей среды в наиболее нагруженную рабочую часть инструмента, создавая условия для равномерного охлаждения головки и надежного вымывания образующегося при сверлении шлама из этой зоны резания, особенно при выполнении подрезки.
Конструкция сверла поясняется чертежами:
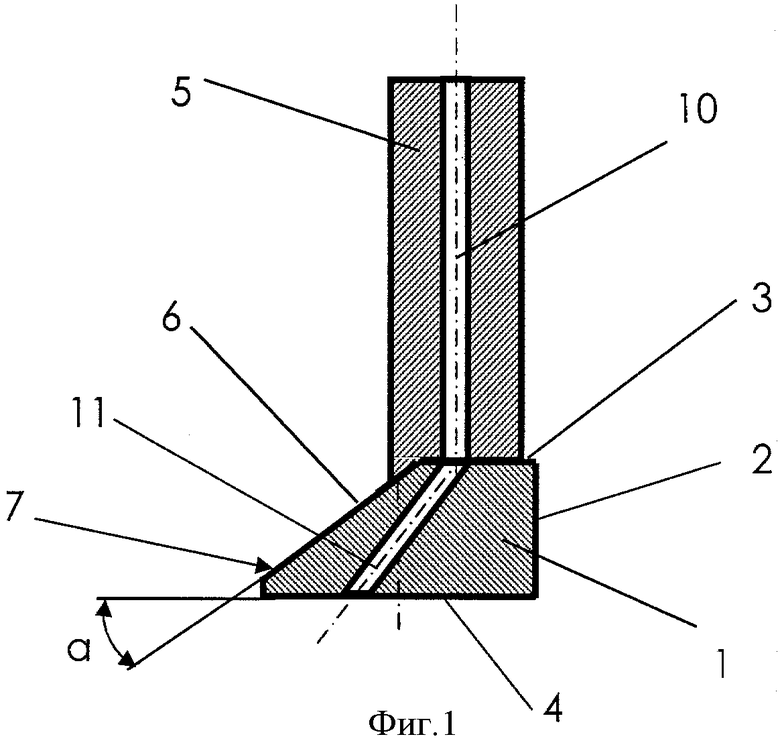
- на фиг.1 показано осевое сечение сверла;
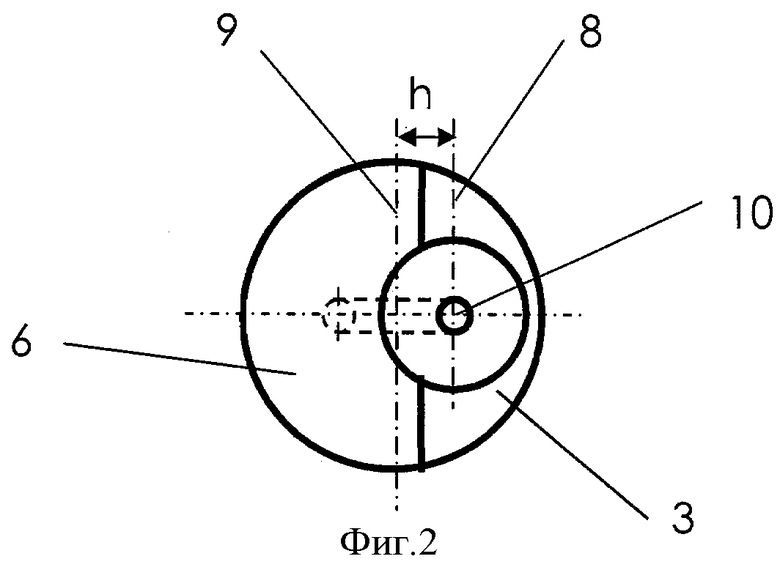
- на фиг.2 показан вид сверху на сверло.
Инструмент содержит рабочую головку 1 цилиндрической формы, имеющую боковую цилиндрическую поверхность 2 и две торцовые поверхности 3 и 4. На одной из торцовых поверхностей, в частности на поверхности 3, закреплен хвостовик 5. По меньшей мере, часть торцовой поверхности 3 выполнена наклонно, с образованием на головке 1 наклонной поверхности 6. Эта поверхность расположена под углом а ко второй торцовой поверхности 4 головки, в результате чего образуется конический в осевом сечении головки участок 7. Хвостовик 5 закреплен на торцовой поверхности 3 головки со смещением таким образом, чтобы его ось 8 была смещена относительно оси 9 головки на величину h в противоположную от наклонной поверхности 6 сторону. Смещение хвостовика относительно оси головки позволяет получить на головке инструмента конический участок 7 необходимой формы и размеров и, соответственно, сформировать заднюю подрезку в цилиндрическом отверстии с требуемыми параметрами - углом и глубиной. В зависимости от размеров инструмента наклонная поверхность 6 может иметь плоскую или криволинейную форму. В инструментах больших диаметров целесообразно эту поверхность выполнять криволинейной формы, предпочтительно в форме части конусной поверхности. В сверлах, имеющих маленький диаметр, эту поверхность проще изготовить в виде плоскости, которая при формировании задней подрезки за короткий период времени приобретет требуемую криволинейную форму. Величина части торцовой поверхности, которую выполняют наклонно, определяется диаметром инструмента и углом наклона а, которые, в свою очередь, зависят от размеров цилиндрического отверстия и задней подрезки.
Отверстие 10 для подвода охлаждающей среды в зону резания в хвостовике расположено по его оси, а отверстие 11 в головке инструмента выполнено с наклоном в сторону ее конического участка 7. Угол наклона отверстия выбирают произвольно. Он должен быть таким, чтобы охлаждающая среда максимально попадала в наиболее нагруженную зону обработки, но в то же время отверстие не должно ослаблять утоненную часть сверла, чтобы исключить его поломку. Смещение оси хвостовика относительно оси головки дополнительно способствует лучшему охлаждению головки и выносу шлама из зоны резания, благодаря этому обрабатываемое отверстие, как при формировании его цилиндрической части, так и при задней подрезке, не перекрывается торцовой поверхностью головки.
Угол наклона поверхности 6 головки должен иметь величину, при которой может сформироваться подрезка заданной формы и размера. Величина смещения оси хвостовика относительно оси головки должна обеспечивать требуемую глубину подрезки.
Головку сверлильного инструмента изготавливают из режущих зерен на металлической связке. В зависимости от обрабатываемого материала, в качестве режущих зерен может быть использован порошок алмаза, кубического нитрида бора либо порошок другого подходящего абразивного материала.
Для получения отверстия с задней подрезкой в фасадной плите вначале сверлят цилиндрическое отверстие. При сверлении цилиндрического отверстия инструмент устанавливают так, чтобы его ось совпадала с направлением перемещения инструмента, либо инструмент несколько наклоняют относительно направления его перемещения. После получения отверстия необходимой глубины начинают постепенно отклонять инструмент от оси сверления для формирования коническим участком головки 7 подрезки вблизи донной части цилиндрического отверстия. Поворот осуществляют до тех пор, пока задняя подрезка не сформируется полностью. В процессе сверления в центральный канал 10 хвостовика 5 подают охлаждающую среду, которая попадает в наклонный канал 11 в головке 1 и в зону обработки, в наиболее нагруженную часть инструмента, охлаждая ее и вынося образующийся при сверлении шлам.
Таким образом, предложенная конструкция сверла позволяет получить в фасадной плите отверстие с задней подрезкой, необходимой формы и размера, а также улучшить условия работы инструмента, обеспечивая своевременный вынос шлама из зоны резания, и тем самым уменьшить возможность его поломки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ЗАДНЕЙ ПОДРЕЗКОЙ И ВЫТОЧКОЙ | 2012 |
|
RU2478024C1 |
| Сверло для получения отверстий с задней подрезкой | 2018 |
|
RU2687589C1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| СПИРАЛЬНОЕ СВЕРЛО | 2004 |
|
RU2372171C2 |
| СВЕРЛИЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЙ С ЗАТЫЛОВАНИЕМ | 1995 |
|
RU2087310C1 |
| Устройство для получения отверстий в облицовочных плитах с задней подрезкой | 1991 |
|
SU1836214A3 |
| КОРПУС СВЕРЛА | 1995 |
|
RU2135331C1 |
| СВЕРЛИЛЬНОЕ УСТРОЙСТВО | 1994 |
|
RU2080217C1 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ КОСТНОЕ СВЕРЛО | 2016 |
|
RU2662548C2 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2429948C1 |
Инструмент содержит рабочую головку цилиндрической формы и хвостовик, закрепленный на одной из торцовых поверхностей головки, снабженные отверстием для подвода охлаждающей среды. Для улучшения условий охлаждения и выноса шлама из зоны резания, по меньшей мере, часть торцовой поверхности, на которой закреплен хвостовик, выполнена наклонно с образованием со второй торцовой поверхностью головки конического в осевом сечении головки участка для формирования задней подрезки. При этом хвостовик закреплен на торцовой поверхности со смещением относительно оси головки в противоположную от наклонной поверхности сторону. Отверстие для подвода охлаждающей среды в головке может быть выполнено с наклоном в сторону конического участка. 1 з.п. ф-лы, 2 ил.
1. Инструмент для получения отверстий с задней подрезкой, содержащий рабочую головку цилиндрической формы и хвостовик, закрепленный на одной из торцовых поверхностей головки, снабженные отверстием для подвода охлаждающей среды, отличающийся тем, что, по меньшей мере, часть торцовой поверхности, на которой закреплен хвостовик, выполнена наклонно с образованием со второй торцовой поверхностью головки конического в осевом сечении головки участка для формирования задней подрезки, при этом хвостовик закреплен на торцовой поверхности со смещением относительно оси головки в противоположную от наклонной поверхности сторону.
2. Инструмент по п.1, отличающийся тем, что отверстие для подвода охлаждающей среды в головке выполнено с наклоном в сторону конического участка.
| СВЕРЛО ДЛЯ ОБРАЗОВАНИЯ ПОЛОСТЕЙ В СТРОИТЕЛЬНЫХ ЭЛЕМЕНТАХ ИЛИ ИЗДЕЛИЯХ | 0 |
|
SU333067A1 |
| ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕЛКИХ ОТВЕРСТИЙ В ТВЕРДЫХ И ХРУПКИХ МАТЕРИАЛАХ | 0 |
|
SU246284A1 |
| АЛМАЗНОЕ СВЕРЛО | 0 |
|
SU297434A1 |
| DE 4014224 А1, 07.11.1991. | |||

