ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к сборному режущему инструменту для многофункциональной механической обработки, такой как сверление, растачивание, подрезка торца и точение, а также к специальной державке для него.
УРОВЕНЬ ТЕХНИКИ
Обычно державка сверла с режущей пластиной, работающей в глухом отверстии, характеризуется отводом стружки как важным фактором и требует конструкцию, которая хорошо отводит стружку и сводит вибрацию к минимуму.
Державка сверла с вставными режущими пластинами имеет дисбаланс режущих пластин, поскольку, в общем, две режущие пластины внешняя и центральная режущие пластины размещены асимметрично в гнезде державки. Кроме того, малогабаритная державка сверла с вставными режущими пластинами, для сверления небольших отверстий, характеризуется трудностью в расположении двух режущих пластин в гнезде державки и имеет недостаточную жесткость.
Кроме того, если после сверления дополнительно требуются растачивание, подрезка торца и точение на токарном станке, то дополнительно требуются несколько державок, высокая производительность труда не может быть обеспечена из-за дополнительного времени установки инструмента, револьверной головки и державки и увеличенного времени производственного цикла и, особенно, из-за трудности изготовления высокоточного изделия и поддержания высокого качества.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, настоящее изобретение направлено на сборный режущий инструмент для многофункциональной механической обработки и державку для него, что в значительной степени устраняет одну или более проблем, связанных с ограничениями и недостатками аналога.
Целью настоящего изобретения является создание сборного режущего инструмента для многофункциональной механической обработки, такой как сверление, растачивание, подрезка торца и точение, устранение взаимовлияния между подрезкой торца и точением и обеспечение достаточного объема стружечной канавки для удаления через нее стружки без ухудшения жесткости инструмента, обеспечивая тем самым высокое качество механической обработки.
Другой целью настоящего изобретения является обеспечение специальной державки, подходящей для вышеупомянутого сборного режущего инструмента для многофункциональной механической обработки.
Дополнительные свойства и преимущества настоящего изобретения будут изложены в нижеследующем описании и частично будут очевидны для специалистов после изучения нижеследующего, или могут быть выявлены при практическом использовании изобретения. Цели и другие преимущества изобретения будут реализованы и достигнуты конструкцией, подробно указанной в описании и формуле изобретения, а также на прилагаемых чертежах.
Для достижения этих целей и других преимуществ и в соответствии с назначением настоящего изобретения, осуществленного и подробно описанного здесь, сборный режущий инструмент для многофункциональной механической обработки включает цилиндрический стержень с осью вращения, головную часть, имеющую гнездо под одну режущую пластину; стружечную канавку, начинающуюся от головной части и проходящую до заднего конца стержня инструмента, которая служит в качестве канала для отвода стружки, трубку для охлаждающей воды, начинающуюся от концевой части хвостовика, проходящую через весь инструмент по прямой линии и наклоненную у концевой части головной части так, что она обращена к внешней вершине режущей пластины, и режущую пластину, помещенную в гнездо.
Режущая пластина имеет шестигранную форму и включает отверстие под винт в своей центральной части, формирователи стружки вокруг отверстия под винт, каждый из которых имеет угол наклона, боковые поверхности, каждая из которых имеет положительный задний угол и которые соединяют между собой нижнюю поверхность и верхнюю поверхность корпуса режущей пластины, режущие кромки на пересечениях верхних поверхностей и боковых поверхностей, каждая из которых имеет три или более прямых участка и изогнутый участок. В каждой из четырех угловых частей, в которых боковые поверхности соединены с режущими кромками, имеется закругленная вершина, включающая внешнюю вершину, которая фиксирует размер высверливаемого отверстия, когда режущая пластина устанавливается на головной части сборного режущего инструмента, и внутреннюю вершину, расположенную так, что режущая кромка располагается по ту сторону оси стержня сборного режущего инструмента, причем внешняя вершина образована с острым углом, который меньше, чем у внутренней вершины, имеющей тупой угол, а режущие кромки, формирователи стружки и боковые поверхности образованы симметрично относительно линии, делящей вершину на две равные части.
В другом аспекте настоящего изобретения обеспечена оправка для сборного режущего инструмента, которая содержит корпус оправки, включающий квадратный хвостовик, наклонную поверхность напротив хвостовика, образованную для установки клина, канавку типа «ласточкин хвост» для направления перемещения сборного режущего инструмента вверх/вниз и узкий зазор, образованный от одного из углов канавки типа «ласточкин хвост» в направлении хвостовика корпуса оправки, клин, установленный с возможностью перемещения по наклонной поверхности корпуса оправки; винт клина, находящийся в зацеплении с хвостовиком корпуса оправки, для перемещения клина по наклонной поверхности при вращении винта клина и средство фиксации для обеспечения плотного контакта передней боковой детали и задней боковой детали узкого зазора корпуса оправки для фиксации положения сборного режущего инструмента при его перемещении вверх/вниз по канавке типа «ласточкин хвост» в корпусе оправки вращением винта клина.
Следует понимать, что как вышеприведенное описание, так и последующее подробное описание настоящего изобретения являются примерными и пояснительными и предназначены для предоставления дальнейшего разъяснения заявленного изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Сопроводительные чертежи, которые включены в данное описание для обеспечения дальнейшего понимания изобретения и являются его составной частью, иллюстрируют примеры осуществления настоящего изобретения и вместе с описанием служат для пояснения принципов изобретения.
На чертежах:
на ФИГ.1 показан вид сборного режущего инструмента спереди в соответствии с предпочтительным примером осуществления настоящего изобретения;
на ФИГ.2 показан вид сборного режущего инструмента сбоку в соответствии с предпочтительным примером осуществления настоящего изобретения;
на ФИГ.3 представлен вид «А» сборного режущего инструмента, на ФИГ.1;
на ФИГ.4 показан общий вид режущей пластины в соответствии с предпочтительным примером осуществления настоящего изобретения;
на ФИГ.5 показан вид в плане режущей пластины в соответствии с предпочтительным примером осуществления настоящего изобретения;
на ФИГ.6 показан вид снизу режущей пластины в соответствии с предпочтительным примером осуществления настоящего изобретения:
на ФИГ.7 показан вид сбоку режущей пластины в соответствии с предпочтительным примером осуществления настоящего изобретения;
на ФИГ.8 показан общий вид сборного режущего инструмента, предлагаемого в соответствии с предпочтительным примером осуществления настоящего изобретения, собранного с державкой; и
на ФИГ.9 показан общий вид основных частей фиксирующего устройства, фксирующего сборный режущий инструмент на державке, в соответствии с настоящим изобретением.
ПРЕДПОЧТИТЕЛЬНЫЙ СПОСОБ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Перед тем, как начать описание примеров осуществления настоящего изобретения со ссылкой на прилагаемые чертежи, будут описаны требуемые характеристики и конструктивная схема сборного режущего инструмента и державки в соответствии с настоящим изобретением.
Сборный режущий инструмент в соответствии с настоящим изобретением включает цилиндрический стержень с осью вращения для сверления и растачивания на токарном станке и одну режущую пластину, установленную в его гнезде так, чтобы обеспечить как можно меньший объем, в котором режущей пластине требуются режущая кромка, специально рассчитанная для сверления, и режущие кромки с положительным углом и спиральные режущие кромки относительно и осевого направления инструмента, и направления, перпендикулярного осевому направлению, для устранения взаимовлияния при подрезке торца и точении для обеспечения качественной механической обработки, и требуется головная часть, удобная для режущей пластины.
Особенно, для сверления, когда важен отвод стружки, требуется спиральная стружечная канавка, которая закручена относительно оси для обеспечения достаточного объема стружечной канавки без ухудшения жесткости инструмента.
Кроме того, хотя требуется, чтобы высота режущей кромки торцевой поверхности режущей вершины, при которой начинается первоначальная механическая обработка при точении, была такой же, как высота центра обрабатываемой детали для предотвращения вибрации и поломки режущей пластины, но трудно добиться того, чтобы высота режущей кромки торцевой поверхности режущей вершины была такой же, как высота центра обрабатываемой детали из-за низкой точности, вызванной зазором, возникшим вследствие длительного использования оборудования, и поскольку ручная регулировка высоты становится невозможной. Вследствие этого для решения данной проблемы необходимо обеспечить специальную оправку, с помощью которой можно регулировать высоту режущей кромки.
Теперь рассмотрим подробно предпочтительные примеры осуществления настоящего изобретения, которые иллюстрированы сопроводительными чертежами ФИГ.1-9.
На ФИГ.1 показан вид сборного режущего инструмента спереди в соответствии с предпочтительным примером осуществления настоящего изобретения, на ФИГ.2 показан вид сборного режущего инструмента сбоку в соответствии с предпочтительным примером осуществления настоящего изобретения, и на ФИГ.3 показан вид «А» сборного режущего инструмента, на ФИГ.1.
На ФИГ.4 показан общий вид режущей пластины в соответствии с примером осуществления настоящего изобретения, на ФИГ.5 показан вид сверху режущей пластины в соответствии с предпочтительным примером осуществления настоящего изобретения, и на ФИГ.6 показан вид снизу режущей пластины в соответствии с предпочтительным примером осуществления настоящего изобретения.
На ФИГ.7 показан вид сбоку режущей пластины в соответствии с предпочтительным примером осуществления настоящего изобретения, на ФИГ.8 показан общий вид крепления сборного режущего инструмента в державке в соответствии с предпочтительным примером осуществления настоящего изобретения, и на ФИГ.9 показан общий вид основных частей фиксирующего устройства, для фиксации сборного режущего инструмента на державке по настоящему изобретению.
Как показано на ФИГ.1 и ФИГ.2, сборный режущий инструмент включает цилиндрический стержень 1, имеющий ось вращения, головную часть 15, расположенную впереди стержня 1 и имеющую гнездо 16 или 16' под режущую пластину 20, стружечную канавку 10, служащую каналом для отвода стружки, образуемой режущей пластиной 20, отверстие 11 для охлаждающей воды для подвода охлаждающей воды, буртик 12 для соединения стружечной канавки 10 и хвостовика 13 и фиксации положения установки сборного режущего инструмента «ТН» в продольном направлении, хвостовик 13 для фиксации сборного режущего инструмента в устройстве для механической обработки, в хвостовике 13 выполнены плоские поверхности 14 для предотвращения вращения сборного режущего инструмента, когда он соединен с державкой, и служащие базисными плоскостями для установки в определенное положение режущей пластины 20, и режущую пластину 20, устанавливаемую в гнезде 16 или 16', образованном в головной части «ТН» сборного режущего инструмента.
Целью настоящего изобретения является обеспечение сборного режущего инструмента многофункционального инструмента, который может выполнять в основном сверление, а также подрезу торца и точение, и имеет хорошие эксплуатационные характеристики.
Соответственно стержень 1 сборного режущего инструмента должен быть цилиндрическим с осью вращения для основного сверления.
В то же время, так как для подрезки торца и точения требуется только одна режущая пластина 20, только одна режущая пластина 20 устанавливается в гнезде 16 или 16' головной части «ТН» сборного режущего инструмента в соответствии с настоящим изобретением.
Хотя сборный режущий инструмент при сверлении перемещается в направлении осевой линии, при подрезке торца сборный режущий инструмент перемещается в направлении, перпендикулярном продольному направлению. Поэтому для резания с перемещением в двух направлениях необходимо рассчитать режущие кромки 30 и 30' режущей пластины 20 так, чтобы не было взаимовлияния их друг на друга в соответствующих направлениях.
Одна режущая пластина 20 устанавливается в гнезде 16 или 16' в головной части «ТН» сборного режущего инструмента, причем внешняя вершина 31 фиксирует размер высверливаемого отверстия, а режущая кромка располагается таким образом, что внутренняя вершина 31' располагается по ту сторону осевой линии «Z» стержня 1 сборного режущего инструмента, так как вся режущая кромка от внешней вершины 31 до внутренней вершины 31' приводится при сверлении в контакт с обрабатываемой деталью.
В то же время режущая пластина 20 имеет в своей центральной части отверстие 23 под винт, плоскую нижнюю поверхность 24 и формирователь стружки 25 на верхней поверхности для соответствующей ломки стружки.
Нижняя поверхность и верхняя поверхность режущей пластины 20 соединены с боковыми поверхностями, имеющими положительный задний угол, для образования режущих кромок 30 и 30' на пересечениях верхних поверхностей и боковых поверхностей.
Режущая пластина имеет круглые вершины 31 и 31' в углах: внешнюю вершину 31 у внешней стороны сборного режущего инструмента и внутреннюю вершину 31' вблизи осевой линии.
При этом режущие кромки 30 и 30' и формирователь стружки 25 выполнены симметрично относительно линий, делящих вершины 31 и 31' на равные части.
Кроме того, режущая пластина 20 имеет спиральную кромку, имеющую максимальную высоту у внешней вершины 31, где начинается резание, и уменьшается по мере дальнейшего перемещения ее в направлении внутренней вершины 31' для минимизации силы резания в радиальном и осевом направлении сборного режущего инструмента.
Таким образом, как показано на ФИГ.3 и ФИГ.7, спиральная режущая кромка имеет три или более чем три прямых участка и изогнутый участок, причем участок 32 режущей кромки у внешней вершины, начинающийся от внешней вершины, представляет собой прямую режущую кромку с положительным углом наклона 3~10 градусов, а участок 33 режущей кромки внутренней вершины у внутренней вершины 31' расположен на величину «ZA» ниже осевой линии стержня 1 сборного режущего инструмента так, что при сверлении у центра обрабатываемой детали формируется керн.
Участок 33 режущей кромки внутренней вершины представляет собой режущую кромку с положительным углом наклона 20~60 градусов относительно нижней поверхности или длинную изогнутую наклонную кромку с тангенциальным углом, аналогичным вышеуказанному.
При этом, поскольку стержень 1 сборного режущего инструмента имеет у своей оси нулевую скорость резания при отсутствии режущей способности, режущая кромка подвержена поломке. Поэтому для предотвращения поломки режущей кромки необходимо обеспечить максимальную прочность кромки.
Для этого, как показано на ФИГ.4, режущая кромка на осевой линии «Z» стержня 1 сборного режущего инструмента вблизи внутренней вершины 31' режущей пластины 20 образует наклонные поверхности 35 и 35', простирающиеся в направлении центра режущей пластины 20 под отрицательным углом более 0 градусов относительно нижней поверхности 24 симметрично относительно прямой линии, разделяющей вершину на две равные части.
Кроме того, необходимо обеспечить, чтобы режущая пластина 20 была рассчитана так, чтобы не было взаимовлияния друг на друга в направлении перемещения от внешней вершины 31 при выполнении механической обработки в двух направлениях вдоль осевого направления сборного режущего инструмента и в направлении, перпендикулярном ему.
Как показано на ФИГ.5, поскольку, чем больше вспомогательный угол режущей кромки в плане между режущей кромкой и обрабатываемой деталью, тем ниже прочность режущей кромки и чем меньше вспомогательный угол режущей кромки в плане, тем лучше шероховатость поверхности, но выше чувствительность к вибрации, разумно обеспечить, чтобы внешняя вершина 31 имела острый угол в пределах 75~85 градусов, меньший, чем угол внутренней вершины 31' (то же самое относится к верхнему главному углу в плане).
При этом предпочтительно, чтобы дно высверливаемого отверстия было как можно более плоским. Для этого в настоящем изобретении предусмотрено, чтобы осевое усилие на режущую кромку 30 или 30', усилие в продольном направлении сборного режущего инструмента, действовало только в осевом направлении сборного режущего инструмента для предотвращения изгиба сборного режущего инструмента.
С другой стороны, режущая кромка 30 или 30' образует при подрезке торца угол поднутрения с поверхностью обрабатываемой детали. Если угол поднутрения чрезмерно велик, хотя режущая способность является хорошей, прочность режущей кромки становится низкой и наоборот, если угол поднутрения чрезмерно мал, вероятно возникновение вибрации и подвергнутая механической обработке деталь может быть обработана еще раз.
Соответственно, учитывая два вышеуказанных фактора, целесообразно формирование угла поднутрения в пределах 1~5 градусов.
При точении используется только часть режущей кромки, включая внешнюю вершину 31, используемую при сверлении. Вспомогательный угол резца в плане, образующийся при точении, обеспечивается для предотвращения взаимовлияния режущей поверхности с инструментом, при котором, если вспомогательный угол резца в плане чрезмерно велик, шероховатость поверхности обрабатываемой детали и прочность режущей кромки ухудшаются и наоборот, если вспомогательный угол режущей кромки в плане чрезмерно мал, вероятно возникновение вибрации.
При этом квадратный стержень сборного режущего инструмента все же обладает самой высокой прочностью при точении, а цилиндрический стержень сборного режущего инструмента имеет более низкую прочность, что может вызвать интенсивную вибрацию.
В частности, поскольку сборный режущий инструмент используется при низком режиме резания с подачей в пределах 0.03~0.3 мм/об, то величина перемещения инструмента, когда обрабатываемая деталь делает один оборот, даже в случае увеличения вспомогательного угла резца в плане, существенно не ухудшает шероховатость механической обработки.
Поэтому, учитывая вышесказанное, предпочтительно устанавливать вспомогательный угол задней режущей кромки в плане при точении в пределах от минимума 4°10' до максимума 10 градусов.
Как показано на ФИГ.6, режущая пластина 20 имеет положительный угол наклона режущих кромок симметрично относительно диагональной линии, которая разделяет вершину 31 или 31' на две равных части, причем, вследствие того, что прочность всей режущей пластины 20 снижается, если острый главный угол в плане слишком мал, необходимо для лучшей режущей способности, чтобы режущая пластина 20 имела менее острый угол в плане (а) у нижней поверхности и более острый угол в плане (b) у верхней поверхности для поддержания хорошей режущей способности участка режущей кромки без снижения прочности.
Поэтому для повышения прочности всей режущей пластины 20 необходимо, чтобы боковая поверхность 40, простирающаяся от нижней поверхности 24 до режущей кромки, имела задний угол 41' при внутренней вершине, образованный из одного заднего угла участка внутренней вершины 31', и задний угол 41 при внешней вершине, имеющий два или более двух задних углов для обеспечения более острого главного угла в плане участка внешней вершины 31.
В данном случае поверхность между внутренней вершиной и внешней вершиной является задней поверхностью, имеющей промежуточные углы, последовательно изменяющиеся между ними.
Острый главный угол в плане (а) угла внешней вершины на нижней поверхности и острый главный угол в плане (b) режущих кромок 30 или 30' на верхней поверхности отличаются друг от друга тем, что главный угол в плане (b) на верхней вершине отличается более чем на три градуса от главного угла в плане (а) на нижней поверхности, соединенной с боковой поверхностью 40.
При этом при сверлении необходимо, чтобы сборный режущий инструмент имел достаточную жесткость при хорошем отводе стружки. Все же необходимо иметь большую площадь стружечной канавки для обеспечения хорошего отвода стружки, что ухудшит жесткость сборного режущего инструмента.
Для этого, как показано на ФИГ.1, сборный режущий инструмент по настоящему изобретению спроектирован таким образом, что стружка, образованная одной режущей пластиной 20, установленной в гнезде 16 или 16', отводится наружу стержня через спиральные стружечные канавки 10 в цилиндрическом стержне 1 сборного режущего инструмента.
В данном случае спиральные стружечные канавки 10, каждая из которых имеет угол наклона спиральной линии, представляются более подходящими, чем прямые стружечные канавки 10, так как спиральная стружечная канавка может обеспечить большую площадь стружечной канавки, более высокую скорость отвода стружки и лучшую жесткость.
То есть при сверлении крутящий момент на режущей кромке концентрируется на конце стружечной канавки 10 непосредственно перед буртиком 12, который является самой слабой частью стержня 1 сборного режущего инструмента. Для того чтобы избежать расположения стружечной канавки 10 в начале участка, работающего на кручение, требуется не прямая стружечная канавка, параллельная режущей кромке, а спиральная стружечная канавка, имеющая определенный угол наклона.
Соответственно, стружечной канавке 10 придается такая форма, что стружечная канавка 10 имеет одинаковые углы наклона винтовой линии в пределах 5~25 градусов во всем ппротяжении стружечной канавки 10 относительно осевой линии сборного режущего инструмента.
Однако, если режим резания низкий, так что крутящий момент оказывает незначительное влияние на жесткость сборного режущего инструмента, стружечная канавка может иметь и прямой угол относительно оси сборного режущего инструмента без закручивания.
Кроме того, для лучшего отвода стружки и охлаждения режущей кромки отверстие 11 для подачи охлаждающей воды, канал для подачи смазочно-охлаждающей жидкости, начинается от конца хвостовика 13 и проходит через весь стержень 1 сборного режущего инструмента, а выпускное отверстие 11' для охлаждающей воды выполнено на конце головной части 15 с таким наклоном, что выпускное отверстие 11' для охлаждающей воды обращено к торцевой поверхности угловой режущей части режущей пластины.
Наряду с этим имеется буртик 12 крыловидной формы, предусмотренный в месте, где соединяется стружечная канавка 10 с хвостовиком 13. Буртик 12 спроектирован так, что он имеет большую площадь поперечного сечения для обеспечения более устойчивого и прочного крепления сборного режущего инструмента к устройству путем фиксации сборного режущего инструмента, используя обе поверхности хвостовика 13.
Хвостовик 13, на котором выполнены плоские поверхности 14, проходит от буртика 12 до конца сборного режущего инструмента. Плоские поверхности 14 прочно крепятся с помощью винта в державке «ТА» для предотвращения проворачивания.
Плоские поверхности 14 обеспечивают установочную базу для режущей пластины 20, когда режущая пластина 20 устанавливается в гнезде 16 или 16'. Для сборного режущего инструмента фиксированного типа необходимо, чтобы режущая кромка находилась в таком же положении, что и центр обрабатываемой детали для устранения проблем, возникающих при механической обработке. Для этого плоские поверхности 14 обеспечивают установочную базу.
В частности, поскольку при сверлении скорость резания в центре обрабатываемой детали нулевая, положение режущей кромки очень важно.
Однако необходимо, чтобы высота режущей кромки там, где начинается резание при точении, была такой же, как и высота центра обрабатываемой детали для предотвращения вибрации и повреждения режущей пластины, а сделать так, чтобы высота режущей кромки была такой же, как высота центра обрабатываемой детали, фактически невозможно только путем крепления сборного режущего инструмента к устройству для механической обработки, невозможна и ручная регулировка высоты на данном уровне также почти невозможна.
Для решения этой проблемы требуется отдельная державка, чтобы регулировать высоту центра режущей кромки, применимая к сборному режущему инструменту по настоящему изобретению.
То есть конструктивная схема державки для специального использования со сборным режущим инструментом по настоящему изобретения заключается в быстрой и точной регулировке высоты режущей кромки режущей пластины 20 простым вращением винта клина.
Как показано на ФИГ.8 и 9, настоящее изобретение предусматривает специальную державку «ТА» для точного позиционирования перемещающейся вершины 31 режущей пластины 20 на высоте центра обрабатываемой детали при установке сборного режущего инструмента на устройстве для механической обработки.
Державка для специального использования со сборным режущим инструментом по настоящему изобретению состоит из корпуса державки 50, имеющего квадратный хвостовик для крепления в устройстве для механической обработки, блок 51 крепления сборного режущего инструмента для установки сборного режущего инструмента, клин 52 с нижней стороны блока 51 крепления сборного режущего инструмента для перемещения блока 51 крепления сборного режущего инструмента в направлении вверх/вниз, винт клина 53 для перемещения клина 52 по наклонной поверхности корпуса 50 державки и стопорный штифт 57 и стопорный винт 58 и т.п. для прочной фиксации блока 51 крепления сборного режущего инструмента 1 в корпусе 50 державки.
Стопорный штифт 57 крепится к передней поверхности передней детали узкого паза 56 в корпусе державки, а стержень штифта 57а имеет коническое направляющее отверстие 57б, которое сужается по мере приближения к центру стержня штифта.
Стопорный винт 58 предусмотрен на верхней поверхности задней детали узкого паза 56, установленной в корпусе 50 державки вертикально относительно стопорного штифта 57, и имеет коническую часть 58а, установленную в коническом направляющем отверстии 57б.
Державка «ТА» для специального использования со сборным режущим инструментом имеет узкий паз 56, прорезанный в направлении хвостовика 13 и начинающийся от конца участка типа «ласточкин хвост», для прочного крепления блока 51 крепления сборного режущего инструмента в положении, в котором заканчивается согласование положения блока 51 крепления сборного режущего инструмента в направлении вверх/вниз.
Соответственно, блок 51 крепления сборного режущего инструмента перемещается в направлении вверх/вниз по канавке типа «ласточкин хвост» 59 с помощью детали типа «ласточкин хвост» и закрепляется путем взаимодействия стопорного штифта 57 и стопорного винта 58 после того, как блок 51 крепления сборного режущего инструмента переместится в требуемое положение. Острые удерживающие поверхности детали типа «ласточкин хвост» 55 обеспечивают прочную и устойчивую установку блока 51 крепления сборного режущего инструмента в требуемом положении.
При этом винт клина 53 в клине 52 находится в зацеплении с корпусом оправки 50 так, что клин 52 перемещается в направлении влево/вправо, а также в направлении вверх/вниз по наклонной поверхности 54 корпуса оправки 50 при вращении винта клина 53 для точкой регулировки высоты режущей кромки режущей пластины 20 относительно центра вращения обрабатываемой детали.
При регулировке высоты режущей кромки режущей пластины с помощью оправки «ТА» для специального использования со сборным режущим инструментом по настоящему изобретению после окончания регулировки положения направлений вверх-вниз блока 51 крепления сборного режущего инструмента с использованием запирающего усилия стопорного винта 58 на стопорном штифте 57 деталь, находящаяся перед узким зазором 56 корпуса оправки 50, упруго деформируется для смещения в направлении уменьшения узкого паза 56 так, что внутренние поверхности канавки типа «ласточкин хвост» 59 корпуса державки 50 входят в плотный контакт с деталью типа «ласточкин хвост» 55 блока крепления сборного режущего инструмента, фиксируя блок 51 крепления сборного режущего инструмента в этом положении, завершая тем самым регулировку высоты режущей кромки режущей пластины.
Как следует из вышеприведенного описания, настоящее изобретение обеспечивает сборный режущий инструмент для многофункциональной механической обработки, такой как сверление, растачивание, подрезка торца и точение, и обеспечивает достаточный объем стружечной канавки для отвода через нее стружки без ухудшения жесткости сборного режущего инструмента, обеспечивая тем самым хорошее качество механической обработки.
Наряду с этим настоящее изобретение обеспечивает державку для специального использования со сборным режущим инструментом, которая может устанавливать режущую кромку режущей пластины по центру обрабатываемой детали.
Для специалистов будет очевидно, что в настоящее изобретение могут быть внесены различные модификации и изменения без выхода за пределы существа и объема настоящего изобретения. Предполагается, что предлагаемая формула изобретения охватывает все такие модификации и изменения данного изобретения при условии, что они находятся в пределах существа и объема прилагаемой формулы изобретения, и их эквиваленты.
Режущий инструмент, содержащий головную часть, имеющую гнездо для размещения одной режущей пластины, спиральную стружечную канавку, проходящую до задней стороны стержня, отверстие для подачи охлаждающей воды, наклоненное на концевом участке головной части к внешней вершине режущей пластины, и режущую пластину, установленную в гнезде, выполненную шестигранной формы с отверстием под винт в своей центральной части и имеющую формирователи стружки, расположенные вокруг отверстия под винт, боковые поверхности, размещенные между нижней поверхностью и верхней поверхностью режущей пластины, режущие кромки. При этом режущая пластина выполнена с закругленными вершинами в каждой из ее четырех угловых частей, где сходятся боковые поверхности с режущими кромками, одна из которых служит внешней вершиной, определяющей размер высверливаемого отверстия, а другая - внутренней вершиной, расположенной по другую сторону относительно оси режущего инструмента, причем угол при внешней вершине выполнен острым меньше тупого угла при внутренней вершине. Для повышения производительности и качества механической обработки каждая из боковых поверхностей имеет положительный задний угол, каждая из режущих кромок имеет три или более трех прямых участка и изогнутый участок. При этом режущие кромки, формирователи стружки и боковые поверхности выполнены симметрично относительно прямой линии, разделяющей внешнюю вершину на две равные части. При этом режущая кромка, смежная с внутренней вершиной, расположена ниже оси режущего инструмента и выполнена с положительным углом наклона в 20-60 градусов относительно нижней поверхности или сильно изогнутой наклоненной кромкой, имеющей угол наклона касательной, аналогичный вышеуказанному. Державка содержит корпус, имеющий квадратный хвостовик и канавку, служащую направляющей для перемещения блока крепления режущего инструмента вверх/вниз. Для достижения того же технического результата она снабжена клином, установленным с возможностью перемещения по наклонной поверхности, выполненной на корпусе и расположенной напротив хвостовика, винтом клина, расположенным в зацеплении с хвостовиком корпуса и служащим для перемещения клина по наклонной поверхности при его вращении, и фиксирующим средством. При этом форма канавки для перемещения блока имеет вид «ласточкина хвоста», на корпусе выполнен узкий паз со стороны одного из углов упомянутой канавки в виде «ласточкина хвоста» в направлении хвостовика корпуса, фиксирующее средство предназначено для приведения передней боковой детали и задней боковой детали, образующих узкий паз корпуса, в плотный контакт для фиксации положения блока крепления сборного режущего инструмента, перемещаемого в направлении вверх/вниз по канавке в корпусе при вращении винта клина. 2 н. и 14 з.п. ф-лы, 9 ил.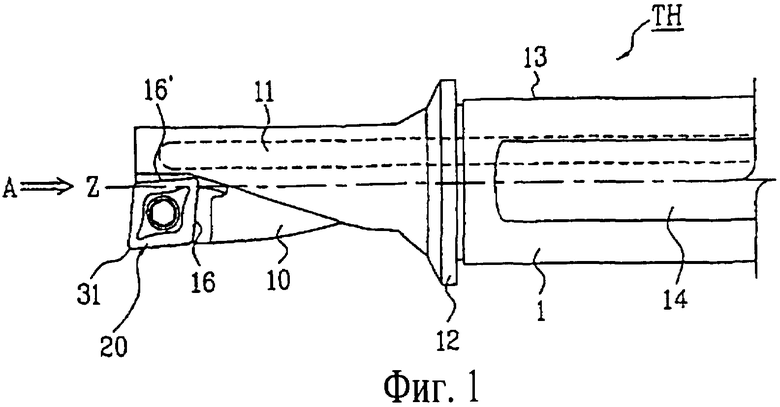
1. Режущий инструмент для многофункциональной механической обработки, содержащий цилиндрический стержень с осью вращения, головную часть, имеющую гнездо для размещения одной режущей пластины, спиральную стружечную канавку, начинающуюся от головной части и проходящую до задней стороны стержня и служащую каналом для отвода стружки, отверстие для подачи охлаждающей воды, наклоненное на концевом участке головной части к внешней вершине режущей пластины, и режущую пластину, установленную в гнезде, при этом режущая пластина выполнена шестигранной формы с отверстием под винт в своей центральной части и имеет формирователи стружки, расположенные вокруг отверстия под винт, каждый из них выполнен с углом наклона, боковые поверхности, размещенные между нижней поверхностью и верхней поверхностью корпуса режущей пластины, режущие кромки, расположенные на пересечениях верхних поверхностей и боковых поверхностей, при этом режущая пластина выполнена с закругленными вершинами в каждой из ее четырех угловых частей, где сходятся боковые поверхности с режущими кромками, одна из которых служит внешней вершиной, определяющей размер высверливаемого отверстия, когда режущая пластина установлена в гнезде, а другая - внутренней вершиной, расположенной по другую сторону относительно оси режущего инструмента, причем угол при внешней вершине выполнен острым меньше тупого угла при внутренней вершине, отличающийся тем, что каждая из боковых поверхностей имеет положительный задний угол, каждая из режущих кромок имеет три или более трех прямых участка и изогнутый участок, при этом режущие кромки, формирователи стружки и боковые поверхности выполнены симметрично относительно прямой линии, разделяющей внешнюю вершину на две равные части, при этом режущая кромка, смежная с внутренней вершиной, расположена ниже оси режущего инструмента и выполнена с положительным углом наклона в 20-60° относительно нижней поверхности или сильно изогнутой наклоненной кромкой, имеющей угол наклона касательной аналогичный вышеуказанному.
2. Режущий инструмент по п.1, отличающийся тем, что внешняя вершина выполнена с углом в пределах 75-85°.
3. Режущий инструмент по п.1, отличающийся тем, что режущая кромка выполнена спиральной формы, высота которой максимальна у внешней вершины и уменьшается при приближении к внутренней вершине.
4. Режущий инструмент по п.1, отличающийся тем, что режущая кромка образует положительный угол поднутрения относительно линии, перпендикулярной оси державки так, что при подрезке торца сначала часть внешней вершины приводится в контакт с обрабатываемой деталью.
5. Режущий инструмент по п.1, отличающийся тем, что положительный угол поднутрения режущей кромки выбран в пределах 1-5°.
6. Режущий инструмент по п.1, отличающийся тем, что режущая пластина расположена при точении с образованием положительного вспомогательного угла режущей кромки в плане между режущей кромкой и обрабатываемой деталью в направлении оси режущего инструмента.
7. Режущий инструмент по п.6, отличающийся тем, что вспомогательный угол режущей кромки в плане выбран в пределах 4°10'-10°.
8. Режущий инструмент по п.1, отличающийся тем, что угол внешней вершины режущей пластины имеет нижний главный угол в плане, который на 3° или более чем на 3°, больше верхнего главного угла в плане.
9. Режущий инструмент по п.1, отличающийся тем, что боковая поверхность режущей пластины, имеющая положительный задний угол, включает одну поверхность с одним углом у внутренней вершины, две или более чем две соединенные поверхности с двумя или более чем с двумя углами у внешней вершины и непрерывную поверхность между внутренней вершиной и внешней вершиной, имеющую угол, непрерывно изменяющийся при интерполяции двух задних углов.
10. Режущий инструмент по п.1, отличающийся тем, что режущая кромка на оси, смежная с внутренней вершиной, образует наклонную поверхность, проходящую к центру режущей пластины при отрицательном угле наклона более 0° относительно нижней поверхности симметрично относительно прямой линии, которая разделяет вершину на две равных части.
11. Режущий инструмент по п.1, отличающийся тем, что спиральная стружечная канавка в головной части стержня имеет одинаковый угол наклона относительно оси стержня во всех положениях стружечной канавки.
12. Режущий инструмент по п.11, отличающийся тем, что угол наклона винтовой линии относительно оси державки выбран в пределах 5-25°.
13. Режущий инструмент по п.1, отличающийся тем, что спиральная стружечная канавка в головной части стержня закручена в пределах 5-25° относительно его оси.
14. Режущий инструмент по п.1, отличающийся тем, что на нем выполнен буртик между участком конца стружечной канавки и хвостовиком для соединения этих двух частей и фиксации положения хвостовика при закреплении, и плоские поверхности, расположенные на хвостовике, предназначенные для предотвращения его проворачивания и служащие установочной базой для определения положения режущей пластины.
15. Державка для сборного режущего инструмента, содержащая корпус, имеющий квадратный хвостовик и канавку, служащую направляющей для перемещения блока крепления сборного режущего инструмента вверх/вниз, отличающаяся тем, что она снабжена клином, установленным с возможностью перемещения по наклонной поверхности, выполненной на корпусе и расположенной напротив хвостовика, винтом клина, расположенным в зацеплении с хвостовиком корпуса и служащим для перемещения клина по наклонной поверхности при его вращении, и фиксирующим средством, при этом форма канавки для перемещения блока имеет вид «ласточкина хвоста», на корпусе выполнен узкий паз со стороны одного из углов упомянутой канавки в виде «ласточкина хвоста» в направлении хвостовика корпуса, фиксирующее средство предназначено для приведения передней боковой детали и задней боковой детали, образующих узкий паз корпуса, в плотный контакт для фиксации положения блока крепления сборного режущего инструмента, перемещаемого в направлении вверх/вниз по канавке вида «ласточкин хвост» в корпусе при вращении винта клина.
16. Державка по п.15, отличающаяся тем, что фиксирующее средство имеет стопорный штифт, прикрепленный к передней поверхности передней боковой детали, образующей узкий паз корпуса, и стержень штифта, имеющий коническое направляющее отверстие, выполненное с уменьшением в направлении к центру штифта, и стопорный винт, расположенный на верхней поверхности задней боковой детали узкого паза, установленный в корпусе перпендикулярно относительно стопорного штифта и имеющий коническую часть, установленную в коническом направляющем отверстии, причем при закреплении стопорного винта стопорный винт оказывает заклинивающее действие на стопорный штифт для перемещения передней детали корпуса по направлению к задней боковой детали корпуса для приведения обеих деталей корпуса в плотный контакт и фиксации блока крепления сборного режущего инструмента.
| US 4072438 А, 07.02.1978 | |||
| Инструментальный блок для станков | 1943 |
|
SU68936A1 |
| Резцедержатель | 1984 |
|
SU1268300A1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1993 |
|
RU2110370C1 |
| US 5156503 А, 20.10.1992 | |||
| DE 19707549 A1, 04.09.1997 | |||
| Устройство для управления каналов многоканальной системы передачи информации | 1976 |
|
SU642859A1 |
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |

