Изобретение относится к оборудованию для нанесения покрытий преимущественно методом напыления на наружную поверхность труб в заводских условиях.
Прототипом изобретения является приводной рольганг для транспортирования длинномерных цилиндрических изделий, содержащий дисковые ролики на осях, закрепленные наклонно, под углом к горизонтальной плоскости с образованием ручьев, сообщающий изделиям вращательно-поступательное движение - авт.св. СССР №340591, B65G 13/00, 1972 г.
Недостаток прототипа как конвейера изделий при поточном производстве заключается в том, что взаимодействие опорных роликов рольганга и перемещаемой в процессе обработки трубы - длинномерного цилиндрического изделия - осуществляется путем контакта роликов с наружной поверхностью трубы. При этом исключается движение трубы по рольгангу после нанесения покрытия, до приобретения им требуемых физико-механических характеристик. Кроме того, возможность движения трубы по рольгангу ограничивается минимально допустимыми кривизной ее оси, овальностью и длиной.
В связи с указанным, техническая задача, решаемая изобретением, заключается в возможности нанесения покрытий на наружную поверхность трубы при непрерывном ее движении по конвейеру с исключением контакта с опорными поверхностями, существенно большими допустимыми кривизной оси и овальностью, а также отсутствием ограничений по минимальной длине.
Эта задача решена в устройстве для нанесения покрытия на трубу, содержащем протяженные опоры в виде не менее двух параллельных труб с приводом вращения, инструмент для нанесения покрытия и съемные бандажи, установленные на концах трубы и снабженные средствами фиксации на трубе, опорные поверхности обоих бандажей составляют не менее 1,004 наружного диаметра трубы с нанесенным покрытием и выполнены в виде винтовых выступов с одинаковыми параметрами.
Кроме того, данное устройство может быть представлено следующими частными исполнениями:
- для нанесения покрытия по всей поверхности концевых участков трубы инструмент для нанесения покрытия установлен на каретке с возможностью ее перемещения вдоль трубы и фиксации в трех положениях - двух крайних и промежуточном;
- для обеспечения достаточной и стабильной связи винтовых выступов и протяженных опор последние выполнены с эластичными наружными поверхностями, например, футерованы резинотканевыми лентами;
- для связи бандажей с трубой и компенсации дисбаланса трубы, вызванного искривлением ее оси и овальностью, средства фиксации бандажей выполнены в виде не менее чем трех эксцентриковых механизмов, контактирующих с внутренней поверхностью трубы;
- для экранирования концевого участка трубы от наносимого покрытия каждый из бандажей выполнен с выступом в виде цилиндрической обечайки с внутренним диаметром, превышающим диаметр трубы, и наружным диаметром, меньшим диаметра опорной поверхности бандажей.
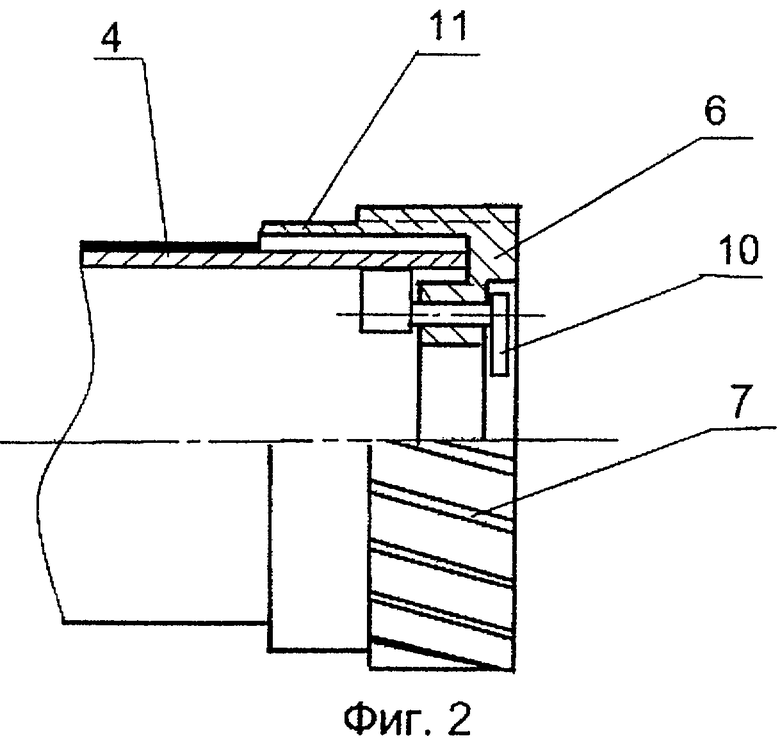
Устройство представлено на фиг.1 - вид сверху, на фиг.2 показан в разрезе бандаж, установленный на конце трубы.
Устройство для нанесения покрытий на трубу, представленное на фиг.1, содержит протяженные опоры 1, 2 в виде двух параллельных труб с приводом вращения 3. В частном случае выполнения устройство может содержать более двух протяженных опор.
На концах обрабатываемой трубы 4 установлены съемные бандажи 5, 6 с опорными поверхностями, выполненными в виде винтовых выступов 7, 8, наружный диаметр которых составляет не менее 1,004 наружного диаметра трубы 4 с нанесенным покрытием. Винтовые выступы 7, 8 имеют одинаковые параметры.
В частном случае инструмент для нанесения покрытия может быть установлен на каретке 9, выполненной с возможностью ее перемещения вдоль трубы 4 и фиксации в трех положениях - двух крайних и промежуточном.
Опоры 1, 2 выполнены с эластичными наружными поверхностями, например, футерованы резинотканевыми лентами.
В бандажах 5, 6 выполнены средства фиксации в виде не менее чем трех эксцентриковых механизмов, контактирующих с внутренней поверхностью трубы 4. На разрезе бандажа (фиг.2) показан один эксцентриковый механизм 10, смонтированный на бандаже 6.
Для экранирования концевого участка трубы от наносимого покрытия каждый из бандажей может быть выполнен с выступом в виде цилиндрической обечайки 11 с внутренним диаметром, превышающим диаметр трубы 4, и наружным диаметром, меньшим диаметра опорной поверхности бандажей 5, 6.
Работа устройства осуществляется следующим образом.
На концах подлежащей обработке трубы 4 монтируют бандажи 5, 6 с учетом компенсации дисбаланса трубы 4 при искривлении ее оси. После этого трубу 4 с бандажами устанавливают на протяженные опоры 1, 2, которые вращаются с помощью привода вращения 3, вращают и перемещают трубу 4 в зону нанесения покрытия. При этом в начале процесса происходит нанесение покрытия на наружную поверхность обечайки 11 бандажа 6, а затем - на поверхность трубы 4.
Нанесение покрытия на трубу 4 заканчивается после нанесения покрытия на обечайку противоположного бандажа 5.
При нежелательности нанесения покрытия на обечайки бандажей 5, 6 перед началом процесса нанесения каретка 9 с инструментом для нанесения покрытия находится в исходном крайнем положении (фиг.1). Для нанесения покрытия на участок трубы 4, примыкающий к бандажу 6, каретку 9 перемещают вдоль трубы 4 в направлении ее поступательного движения до окончания нанесения покрытия на этом участке. Затем каретку 9 фиксируют в промежуточном положении, и при продолжении вращательного и поступательного движения трубы 4 происходит нанесение покрытия. В начале участка поверхности трубы 4, примыкающего к бандажу 5, каретку 9 с инструментом начинают перемещать вдоль трубы 4 в направлении ее поступательного движения до тех пор, пока участок, примыкающий к бандажу 5, будет полностью покрыт. После этого процесс нанесения покрытия прекращается, а каретку 9 перемещают в исходное (другое крайнее) положение и цикл обработки повторяется.
Таким образом, с помощью простого устройства возможно нанесение покрытий на наружную поверхность труб с исключением их контакта с опорными поверхностями конвейера и обеспечением движения труб при нанесении покрытий без ограничений по длине труб и при существенном снижении требований по допустимой кривизне оси и овальности труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ТРУБОПРОВОДА | 2011 |
|
RU2492387C2 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2005 |
|
RU2306476C2 |
| СПОСОБ НАНЕСЕНИЯ НА ТРУБОПРОВОД ИЗОЛИРУЮЩЕЙ ЛЕНТЫ | 2005 |
|
RU2315225C2 |
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ТРЕЩИНОПОДОБНЫХ И КОРРОЗИОННЫХ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2004 |
|
RU2338116C2 |
| СПОСОБ ПОДГОТОВКИ ТРУБ ДЛЯ ПОВТОРНОГО ПРИМЕНЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2338946C1 |
| Способ внутритрубной диагностики и устройство для его осуществления (варианты) | 2021 |
|
RU2766370C1 |
| СПОСОБ РЕМОНТА ТРУБЫ | 2000 |
|
RU2177582C1 |
| ИСКУССТВЕННАЯ ТРАНШЕЯ ДЛЯ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА, СПОСОБ СООРУЖЕНИЯ ЕГО ОСНОВАНИЯ (ВАРИАНТЫ), ОСНОВАНИЕ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ МОНТАЖА ОСНОВАНИЯ | 2007 |
|
RU2340824C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ТРЕЩИНОПОДОБНЫХ И КОРРОЗИОННЫХ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2004 |
|
RU2340823C2 |
| НАРУЖНОЕ ПОЛИУРЕТАНОВОЕ ДВУХКОМПОНЕНТНОЕ ЗАЩИТНОЕ ПОКРЫТИЕ (ВАРИАНТЫ) | 2012 |
|
RU2481367C1 |

Изобретение относится к оборудованию для нанесения покрытий преимущественно методом напыления на наружную поверхность труб в заводских условиях. Устройство для нанесения покрытий на трубу содержит протяженные опоры в виде не менее двух параллельных труб с приводом вращения. На концах обрабатываемой трубы установлены съемные бандажи с опорными поверхностями, выполненными в виде винтовых выступов, имеющих одинаковые параметры. Каретка с инструментом для нанесения покрытия выполнена с возможностью перемещения вдоль трубы и фиксации в трех положениях. Техническим результатом изобретения является осуществление возможности нанесения покрытий на наружную поверхность трубы при непрерывном ее движении по транспортному конвейеру с исключением контакта с его опорными поверхностями. 4 з.п. ф-лы, 2 ил.
1. Устройство для нанесения покрытия на трубу, содержащее протяженные опоры в виде не менее двух параллельных труб с приводом вращения, инструмент для нанесения покрытия и съемные бандажи, установленные на концах трубы и снабженные средствами фиксации на трубе, опорные поверхности обоих бандажей составляют не менее 1,004 наружного диаметра трубы с нанесенным покрытием и выполнены в виде винтовых выступов с одинаковыми параметрами.
2. Устройство по п.1, отличающееся тем, что инструмент для нанесения покрытия установлен на каретке с возможностью ее перемещения вдоль трубы и фиксации в трех положениях - двух крайних и промежуточном.
3. Устройство по п.1, отличающееся тем, что протяженные опоры выполнены с эластичными наружными поверхностями, например футерованы резинотканевыми лентами.
4. Устройство по п.1, отличающееся тем, что средства фиксации бандажей выполнены в виде не менее чем трех эксцентриковых механизмов, контактирующих с внутренней поверхностью трубы.
5. Устройство по п.1, отличающееся тем, что каждый из бандажей выполнен с выступом в виде цилиндрической обечайки с внутренним диаметром, превышающим диаметр трубы, и наружным диаметром, меньшим диаметра опорной поверхности бандажей.
| ПРИВОДНОЙ РОЛЬГАНГ для ТРАНСПОРТИРОВАНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU340591A1 |
| Установка для нанесения защитного слоя на тела вращения | 1977 |
|
SU732139A2 |
| Способ магнитошумового контроля ферромагнитных изделий | 1976 |
|
SU667923A1 |
| СПОСОБ БАНДАЖИРОВАНИЯ ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 1996 |
|
RU2121619C1 |
| УСТРОЙСТВО ДЛЯ БАНДАЖИРОВАНИЯ ТРУБОПРОВОДА | 1994 |
|
RU2083904C1 |
| СПОСОБ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖА ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2002 |
|
RU2235188C2 |
| US 4690668 A, 01.09.1987. | |||

