Изобретение относится к диагностическому обследованию внутренней поверхности отрезков труб диаметром 1020, 1220 и 1420 мм с наружным изоляционным покрытием.
При широкомасштабном внедрении организации и технологии капитального ремонта трубопроводов с полной заменой труб, на площадках хранения вырезанных старых труб скопилось огромное их количество. При этом трубы складированы в стеллажи.
Использованные трубы могут быть годны для повторного использования, но для этого необходима их диагностика.
Известен способ ультразвуковой диагностики металла труб с использованием наружных сканеров-дефектоскопов типа А2075 SONET. Для обеспечения работы такого оборудования с использованными трубами требуется удаление старого изоляционного покрытия и остатков праймера. В связи с этим, при диагностике находящихся на стеллажах труб, появляются дополнительные работы по их подъему, перемещению и укладке на опоры для последующей очистки.
Процесс очистки труб от разных типов покрытий является трудоемкой работой.
При удалении изоляции из липких лент холодного нанесения очистка может успешно осуществляться с помощью лопат и ручных скребков, но в случае покрытий из трехслойного полиэтилена или полиуретана удаление изоляции может производиться только с использованием очистной машины с резцами, принудительным вращением дисковых и щеточных устройств, что не гарантирует хорошего качества очистки: может потребоваться использование горелок.
Таким образом, для проведения дефектоскопии труб, складированных в стеллажи, необходимо проведение комплекса работ, требующих использования трубоукладчика (автокрана), специальных машин для удаления и очистки труб от старого изоляционного покрытия и применения сканера-дефектоскопа.
Известен также способ диагностики труб с применением внутритрубных сканеров-дефектоскопов типа А2072 «IntroScan». С применением этого способа контроля металла труб необходимость очистки последних от изоляционного покрытия отпадает, но с другой стороны, возникают проблемы с точностью при определении положения и размеров дефектов. Слабым местом этих роботизированных сканеров-дефектоскопов являются их приводные механизмы, которые, перемещая сканеры-дефектоскопы по спирали по внутренней поверхности трубы, по ряду технических причин постепенно смещают их положение относительно запланированного направления исследования объекта. Системные отклонения от траектории сканирования влияют на результаты определения положения дефектов и их размеры, изменяя их фактические значения.
Известен внутритрубный дефектоскоп, пропускаемый внутри обследуемого трубопровода, содержащий корпус, средства измерений и обработки данных измерений, датчики, чувствительные к диагностическим параметрам, отражающим состояние стенки трубопровода, которые установлены в держателях датчиков, установленных на корпусе дефектоскопа по периметру вокруг оси симметрии дефектоскопа и выполненных способными изгибаться в плоскости, проходящей через ось симметрии дефектоскопа, каждый держатель датчиков закреплен на корпусе дефектоскопа с помощью, по меньшей мере, пары рычагов, способных поворачиваться в плоскости, проходящей через ось симметрии дефектоскопа, при этом каждый из рычагов имеет одну ось вращения в корпусе дефектоскопа и одну ось вращения в держателе датчиков, рычаги выполнены способными упруго отжимать указанные держатели датчиков с установленными в них датчиками в направлении от оси симметрии дефектоскопа, рычаги каждой пары рычагов установлены параллельно между собой и выполнены способными сохранять параллельность между собой при их повороте, отличающийся тем, что на рычаге или держателе датчиков со стороны носовой части дефектоскопа установлен, по меньшей мере, один полимерный элемент, опирающийся на внутреннюю поверхность цилиндра, в который вписывается дефектоскоп, и выполненный способным изгибаться в плоскости, проходящей через ось симметрии дефектоскопа, в направлении хвостовой части дефектоскопа – RU 2248498 C1, 2005 г.
Недостаток известного дефектоскопа состоит в сложности его конструкции, из-за чего надежность диагностики понижается, а так же невозможности его применения для складированных труб, находящихся, в том числе, в стеллажах.
В соответствии с требованиями «Инструкции по оценке дефектов труб и соединительных деталей при ремонте и диагностировании магистральных газопроводов» (ПАО «Газпром» от 05.09. 2013 г.), для принятия решения о дальнейшем использовании труб необходимо их продиагностировать на предмет наличия различного рода дефектов типа коррозии, трещин глубиной 0,3 мм и более, а также вмятин, гофров и других повреждений.
Одним из наиболее важных параметров в плане обеспечения конструктивной прочности труб является выявление дефектов в продольном или спиральном швах. Ультразвуковые волны хорошо отражаются от препятствий, перпендикулярных направлению этой волны и по этой причине выявление дефектов в сварных продольных швах глубиной до 1.75 мм возможно только с использованием ультразвука - «Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов» Система стандартизации «Газпром» 2 - 2.4 - 083- 2006 г. (по тексту – Инструкция).
Наиболее близким аналогом изобретения является способ, реализованный автоматизированным устройством ультразвукового контроля качества труб, содержащим механизм ультразвукового контроля, состоящий из основания, кронштейна, на свободном конце которого установлена подпружиненная иммерсионная ванна, соединенная телескопической тягой с осью крепления кронштейна, в которой установлены электроакустические преобразователи дефектоскопов и толщиномера, блок управления и исполнительное устройство, отличающееся тем, что кронштейн соединен с узлом подъема иммерсионной ванны, телескопическая тяга выполнена подпружиненной, противоположная сторона иммерсионной ванны через направляющие соединена с направляющей рамкой, на направляющих иммерсионной ванны установлены кулачки со вставками, информационные выходы дефектоскопов, толщиномера и датчика наличия трубы соединены с входами адаптера, выходы которого через сопроцессор соединены с ЭВМ и, через блок управления, с узлом подъема иммерсионной ванны и исполнительными устройствами, а электроакустический преобразователь толщиномера размещен около дальней по ходу движения трубы стенки иммерсионной ванны параллельно горизонтальному сечению трубы соосно с вертикальным диаметральным сечением трубы – RU 2209426 C2, 2003 г.
Ультразвуковой контроль трубы в иммерсионной ванне требует очистки наружной поверхности трубы, что сложно и затратно, о чем было указано выше. Кроме того, устройство содержит сложное механическое приспособление для подъема ванны и не может применяться для складированных труб, находящихся, в том числе в стеллажах.
Изобретение решает задачу создания относительно простого способа ультразвукового контроля изолированных отрезков труб изнутри при достижении контролируемых параметров, указанных в нормативных документах.
Эта задача решена способом внутритрубной диагностики отрезков трубы с наружным изоляционным покрытием и тремя вариантами устройств, реализующими этот способ.
В способе внутритрубной диагностики диагностику трубы производят сканером-дефектоскопом с акустическими системами, который размещают в иммерсионной ванне, а также производят измерения и обработку полученных данных, при этом, в качестве иммерсионной ванны, заполненной водой, используют диагностируемый отрезок трубы с наружным изоляционным покрытием, который очищают изнутри, размещают в нём сканер-дефектоскоп на транспортном средстве, с изолированным электронным блоком, сканер-дефектоскоп выполнен с одной или двумя акустическими системами, каждая из которых выполнена в виде круговой обоймы с ультразвуковыми преобразователями, в характеристике которых участок ближней зоны имеет цилиндрическую форму, преобразователи закреплены равномерно по окружности в один ряд перпендикулярно оси их вращени, электронным блоком задают режим вращательно-поступательного движения для излучения, измерения и приёма зондирующих импульсов, которые обрабатывают, хранят и передают в базу данных для визуализации.
Варианты частных исполнений способа следующие: − отрезок трубы для диагностики очищают изнутри пескоструйным, или водоструйным, или механическим способом; − при использовании ультразвуковых преобразователей высокоточного разрешения типа П211-7,5-13-1639 SENDAST, частоту волны сигнала зондирующих импульсов f принимают равной 7,5 МГц, цилиндрическую форму участка ближней зоны регулируют диаметром пластины ультразвукового преобразователя DT, принятым равным 13 мм;
- производят контрольное измерение путем обратного хода сканера-дефектоскопа.
Заявленный способ ультразвуковой диагностики металла отрезков труб с наружным изоляционным покрытием предусматривает использование в качестве иммерсионной ванны сами диагностируемые отрезки труб. Наиболее эффективно этот способ подходит для обследования технического состояния изолированных отрезков труб, находящихся на хранении в закрепленных стеллажах. В этом случае резервуаром для накопления контактной жидкости может являться любая труба, изолированная с помощью заглушек с обеих ее сторон. Для обеспечения 100% покрытия площади обследования поверхности диагностируемого отрезка трубы закрытой с двух сторон заглушками, ультразвуковой сканер оснащается двумя акустическими системами. Управление сканером-дефектоскопом осуществляется дистанционно по радиоканалу.
На фиг.1 (а, 6, в) показан вид сканера-дефектоскопа; на фиг.2 - расположение ультразвуковых преобразователей П 211-7,5-13-1639 SENDAST в трубах диаметров 1020 мм, 1220 мм и 1420 мм; на фиг.3 показаны маршруты отображения кольцевого следа ультразвуковых сигналов преобразователей по внутренней поверхности отрезка трубы (фрагмент).
Устройство сканера-дефектоскопа, приведенное на фиг.1, содержит одну акустическую систему 1 (фиг.1, в) или две акустические системы 1 (фиг.1, б) с ультразвуковыми преобразователями 2 в круговой обойме 3 (фиг.1, а).
В характеристике ультразвуковых преобразователей 2 участок ближней зоны имеет цилиндрическую форму, преобразователи 2 закреплены в обойме 3 равномерно по окружности в один ряд, перпендикулярно оси их вращения. Электронный блок 4 управляет поступательным движением транспортного средства 5 и вращательным движением обоймы 3 через привод 6 вращения круговой обоймы 3.
Процесс ультразвукового обследования отрезка трубы 7 состоит из высокоточного зондирования состояния поверхности внутренней стенки отрезка трубы 7 и измерения ее толщины. При этом акустическая система 1 с преобразователями 2 в обойме 3 находится на некотором расстоянии от внутренней стенки заполненной контактной жидкостью (как правило, водой) трубы 7. На фиг.2 (а, 6, в) показано расположение акустической системы 1 сканера-дефектоскопа в отрезках труб 7 диаметра 1020, 1220 и 1420 мм. Для каждого диаметра указана фактическая величина ближней зоны: L₁=13 мм, L₂=113 мм, L₃=213 мм, соответственно.
Заполняющая жидкость (вода) действует как контактная акустическая среда.
Ультразвуковой сканер-дефектоскоп с вращающимися иммерсионными ультразвуковыми преобразователями 2 при поступательном движении транспортного средства 5 обеспечивает:
- обнаружение и фиксацию не соответствующих нормам дефектов металла отрезка трубы и сварных соединений;
- оценку формы дефекта (объемный, плоскостной, дефект промежуточной формы);
- определение и фиксацию координат или зон расположения обнаруженных дефектов;
- слежение за наличием акустического контакта между акустической системой и контролируемым изделием, фиксацию участков сканирования с отсутствием акустического контакта.
Технические характеристики сканера-дефектоскопа разработаны в соответствии с требованиями нормативных документов к техническому состоянию труб, используемых при капитальном ремонте газопроводов. Максимально допустимая эквивалентная площадь Sбрак для труб с минимальной толщиной стенки t, в соответствии с «Инструкцией по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов», принята равной 2,0 мм. Минимально фиксируемая эквивалентная площадь Sк, в соответствии с указанной Инструкцией:

равна 2,0/2,0=1,0 мм.
Допустимая нормативная точность измерений дефектов размером от 0,5 мм до 1,0 мм (при минимально фиксируемой эквивалентной площади Sк, равной 1,0 мм) в соответствии с указанной Инструкцией, назначается равной ±0,2 мм.
Нормативные предельные размеры дефектов для газопроводов III и IV категорий:
- высота дефекта h должна быть менее 1,75 мм;
- диаметр d и длина l дефекта должна быть менее 3,5 мм.
Для лучшей деталировки объектов частота волны сигнала f принята равной 7,5 МГц. Узконаправленность сигнала отрегулирована диаметром пластины преобразователя DT. Этот параметр принят равным 13 мм.
При длине волны λ=0,00078 м (частота 7,5 МГц) минимальные размеры lмин и dмин выявляемых заявленным способом дефектов, приняты равными ее половине 1,5 мм, что существенно меньше минимального предельного значения этих параметров.
Минимальная глубина дефекта h, измеренная прямым преобразователем сканера-дефектоскопа, определена по формуле:

где: Cl - скорость продольных волн в металле трубы;
Т – продолжительность зондирующего импульса.
Продолжительность зондирующего импульса Т равна 0,5 периода от принятой частоты генерации импульсов 7,5 МГц, что составляет 0,067 мкс.При скорости продольных волн в металле трубы Cl=6100 м/с минимальная определяемая глубина дефекта для сканера-дефектоскопа определена равной 0,2 мм.
Конструкция сканера-дефектоскопа заявленного способа ультразвуковой диагностики металла трубы позволяет без перестройки оборудования проводить диагностическое обследование отрезков труб диаметром 1020, 1220 и 1420 мм, что достигается использованием иммерсионных преобразователей с протяженной ближней зоной L. Этому способствуют результаты расчета ближней зоны L преобразователей, равными 0,253 м, выполненные по формуле:

Технически, согласно заявленным выше параметрам конструкции сканера-дефектоскопа, могут быть использованы преобразователи типа П211-7,5-13-1639 SENDAST со следующими параметрами: ближней зоной L=213 мм, диаметр пластины преобразователя DT=13 мм, зондирующий импульс Т=0,067 мкс. Преимуществом преобразователя, выбранного из серийно выпускаемых, является тот факт, что на участке ближней зоны отсутствует фактор расхождения конуса волны: луч без фокуса цилиндрической формы.
Ультразвуковые преобразователи предусмотрено расположить в круговой обойме, внешний диаметр которой составляет 994 мм (для указанного типа преобразователей).
Количество преобразователей не опционально и зависит от длины обследуемого участка трубы при одном обороте акустической системы 1.
Сканированние стенки трубы ультразвуковыми сигналами в заявленном способе диагностики выполняется по специально разработанной методике, позволяющей при постобработке получать 3D модель развертки трубы с выделением дефектов и дефектных зон с их координатами и характеристиками.
Каждый ультразвуковой преобразователь имеет свой маршрут сканирования. Шаг сканирования Δс принят равным 5,2 мм (при DT=13 мм), что позволяет иметь 60% перекрытие смежных кольцевых зон излучателя, а в дальнейшем - двухкратное сканирование ситуации по маршруту. Продольное перекрытие маршрутов сканирования датчиками Δм также принято с 60% перекрытием, что дает итоговое четырехкратное сканирование ситуации по двум смежным маршрутам. Наличие повторных результатов измерений обеспечивает контроль и анализ выполняемых диагностических работ.
На фиг.3 показаны маршруты отображения кольцевого следа ультразвукого сигнала при вращении иммерсионных ультразвуковых преобразователей регистратора и поступательном движении транспортного средства 5.
Скорость перемещения кольцевой зоны излучения преобразователей зависит от частоты посылок зондирующих импульсов Nи и инерционности дефектов, определяемой числом импульсов Nр, от которого срабатывает регистратор. Скорость сканирования vс – скорость перемещения кольцевой зоны излучения преобразователя по оси Y определена по формуле:
Скорость поступательного перемещения сканера-дефектоскопа при диаметре круговой обоймы с датчиками 994 мм (при использовании преобразователей П211-7,5-13-1639 SENDAST), обеспечивающая указанное выше продольное перекрытие Δм определяется по формуле:
При уменьшении скорости сканирования при неизменных значениях Nи и Nр можно увеличить площадь перекрытия зоны излучения до 90%. В этом случае шаг сканирования уменьшится до 0,0013 м.
При шаге сканирования 0,0052 м одна условная точка поверхности трубы будет обследована 4 раза. При шаге сканирования 0,0013 м эта же условная точка измерений будет обследована 10 раз, т.е. в электронный блок обработки диагностических исследований поступит в 5 раз больше информации об объекте исследования, что в итоге существенно повысит достоверность оценки дефектов в результате детализации ситуации.
Последующий анализ записанных данных позволяет сделать вывод о наличии дефектов и определить их размеры. Алгоритмы интерпретации данных в методах неразрушающего контроля с целью идентификации дефектов хорошо известны из уровня техники. Полученные данные о дефектах в стенке отрезка трубы позволяют определить, годится ли труба для дальнейшего использования или отправится на переплавку.
Для реализации описанного способа предложены три варианта устройств внутритрубной диагностики.
Наиболее близким аналогом всех вариантов устройств внутритрубной диагностики является локальная иммерсионная ванна для ультразвукового контроля труб, содержащая корпус, входное и выходное уплотнительные устройства и ультразвуковые преобразователи, при этом, входное и выходное уплотнительные устройства расположены в отдельных отсеках корпуса ванны и дополнительно содержат как минимум два быстросъемных блока с эластичными уплотнениями, согласованными по форме с объектом контроля и охватывающими его по периметру сечения, и как минимум две заслонки, перекрывающие доступ воды в отсутствие объекта контроля и открывающиеся при его входе в локальную иммерсионную ванну и выходе из нее, причем заслонки оборудованы механизмами для их перевода в открытое или закрытое положение – RU 177782 U1, 2018 г.
Недостаток известного устройства – его сложность, а также – невозможность использования для диагностики изолированных отрезков труб на стеллажах.
Техническая задача при создании устройств внутритрубной диагностики – возможность упрощения конструкции иммерсионной ванны для ее применения при ультразвуковой диагностике изолированных отрезков труб на стеллажах и в трассовых условиях.
Эта задача для возможности ультразвуковой диагностики изолированных отрезков труб на стеллажах решена первым вариантом устройства внутритрубной диагностики, содержащем иммерсионную ванну для ультразвуковой диагностики с заглушками на концах ванны, а также - ультразвуковые средства измерения, при этом, в качестве иммерсионной ванны используется диагностируемый отрезок трубы с наружным изоляционным покрытием, размещенный на стеллаже для труб, заглушки на концах выполнены с патрубками, сканер-дефектоскоп размещен на транспортном средстве внутри трубы с установленными на нем двумя акустическими системами, каждая из которых выполнена в виде круговой обоймы с ультразвуковыми преобразователями, в характеристике которых участок ближней зоны имеет цилиндрическую форму, преобразователи закреплены равномерно по окружности в один ряд перпендикулярно оси их вращения, электронный блок содержит средства измерений, обработки и хранения полученных данных.
В устройстве может дополнительно содержаться резервуар для воды, соединенный, через насос – фильтр, с внутренним объемом трубы через заглушки.
В частности, заглушка с патрубками выполнена цилиндрической формы с фланцем, имеющим кольцевую прокладку по краям из эластичного материала и содержит в нижней части первый патрубок, оснащенный крановым узлом, верхняя часть заглушки оснащена вторым патрубком, а по центру боковой поверхности фланца размещены скобы для крепления к диагностируемому отрезку трубы с помощью высокопрочного монтажного полотенца.
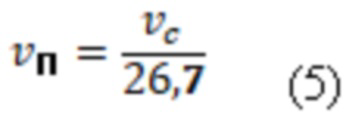
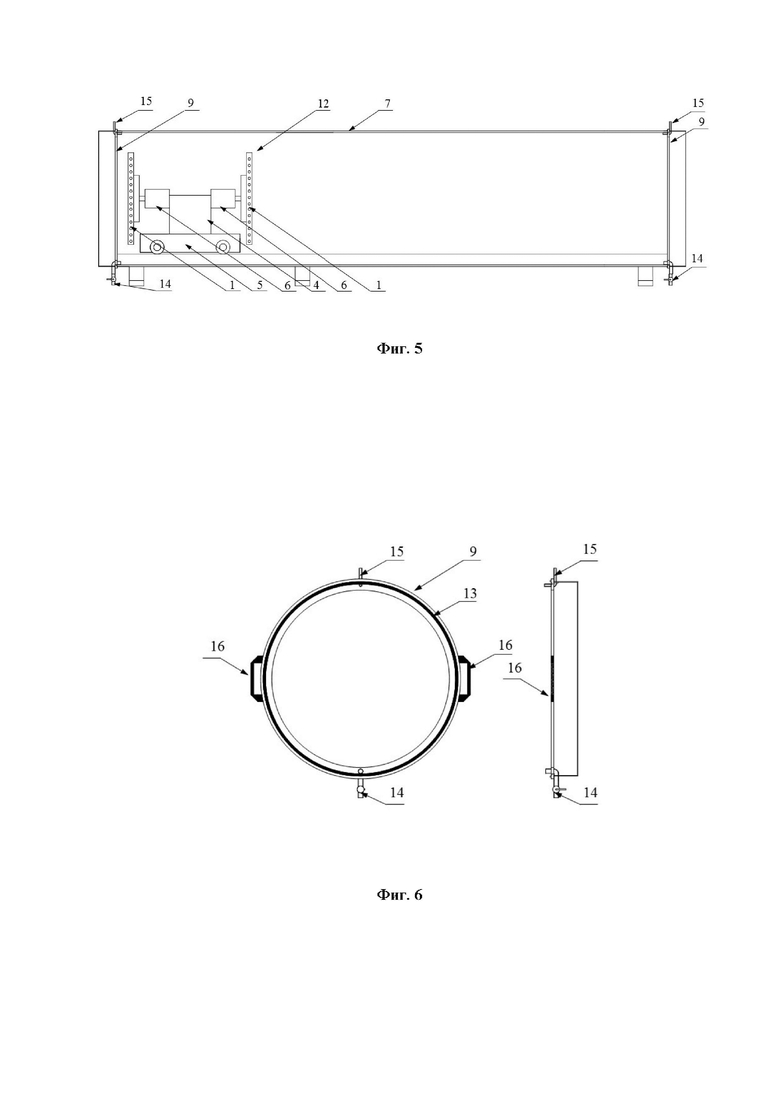
На фиг.4 представлен первый вариант устройства внутритрубной диагностики, на фиг.5 - конструкция устройства, на фиг.6 - конструкция заглушки, на фиг.7 - крепление заглушек к диагностируемому отрезку трубы с помощью высокопрочного монтажного полотенца.
Устройство по фиг.4 содержит стеллаж 8 для труб, диагностируемый отрезок трубы 7 с наружным изоляционным покрытием, используемый в качестве иммерсионной ванны и имеющий заглушки 9 (видна задняя заглушка); в открытой части трубы 7 видна одна круговая обойма с ультразвуковыми преобразователями.
Для смены воды (контактной жидкости) имеется резервуар 10, соединенный, через насос – фильтр 11, с внутренним объемом диагностируемого отрезка трубы 7 через нижний патрубок в заглушке 9.
Внутри отрезка трубы 7, снабженной заглушками 9 по концам, расположен сканер-дефектоскоп 12 (фиг.5) на транспортном средстве 5 с двумя акустическими системами 1 и электронным блоком 4.
Конструкция заглушки 9 по фиг.6 выполнена цилиндрической формы с фланцем, имеющим кольцевую прокладку 13 по краям из эластичного материала и содержит в нижней части первый патрубок 14, оснащенный крановым узлом, верхняя часть заглушки 9 оснащена вторым патрубком 15, а по центру боковой поверхности фланца размещены скобы 16 для крепления к диагностируемому отрезку трубы с помощью высокопрочного монтажного полотенца 17 (фиг.7).
Работа устройства осуществляется следующим образом.
В диагностируемый отрезок трубы 7 с наружным изоляционным покрытием, размещенный на стеллаже 8, помещают сканер-дефектоскоп 12 на транспортном средстве 5 с двумя акустическими системами 1 в круговых обоймах. С обоих концов трубу 7 изолируют заглушками 9, закрепляя их стягиванием монтажным высокопрочным полотенцем 17 с помощью натяжного устройства.
Через крановый узел первого патрубка 14 в трубу 7 подают воду из резервуара 10 через насос – фильтр 11. Выход воздуха и контроль за наполнением трубы 7 водой осуществляется через вторые патрубки 15 в верхней части заглушек 9.
После заполнения объема отрезка трубы 7 с электронного блока 4 подается команда на работу по проведению процесса диагностики. При этом отрезок трубы 7 служит в качестве иммерсионной ванны, а вода в нем является для ультразвуковых преобразователей 2 контактной жидкостью. Транспортное средство 5 движется вдоль трубы 7, ультразвуковые преобразователи 2 в обоймах 3 диагностируют стенки трубы 7.
Цикл диагностики – движение сканера-дефектоскопа 12 в обе стороны. После проведения цикла диагностических операций, осуществляют слив и очистку использованной воды из трубы 7 через насос-фильтр 11 в резервуар 10.
Указанная выше задача для возможности ультразвуковой диагностики изолированных труб на стационарных стендах в заводских или базовых условиях решена вторым вариантом устройства внутритрубной диагностики, содержащим иммерсионную ванну для ультразвуковой диагностики с опорами и эластичными уплотнениями для трубы, заглушку на одном конце ванны и ультразвуковые средства измерения, при этом, в качестве иммерсионной ванны используется диагностируемый отрезок трубы с наружным изоляционным покрытием, размещенный на опорах и закрепленный эластичными уплотнениями на стационарном стенде между заглушкой на одном конце стационарного стенда и, через патрубок, с лотком для запуска сканера-дефектоскопа на другом конце стационарного стенда, сканер-дефектоскоп размещен на транспортном средстве с одной акустической системой, выполненной в виде круговой обоймы с ультразвуковыми преобразователями, в характеристике которых участок ближней зоны имеет цилиндрическую форму, преобразователи закреплены равномерно по окружности в один ряд перпендикулярно оси их вращения, электронный блок содержит средства измерений, обработки и хранения полученных данных.
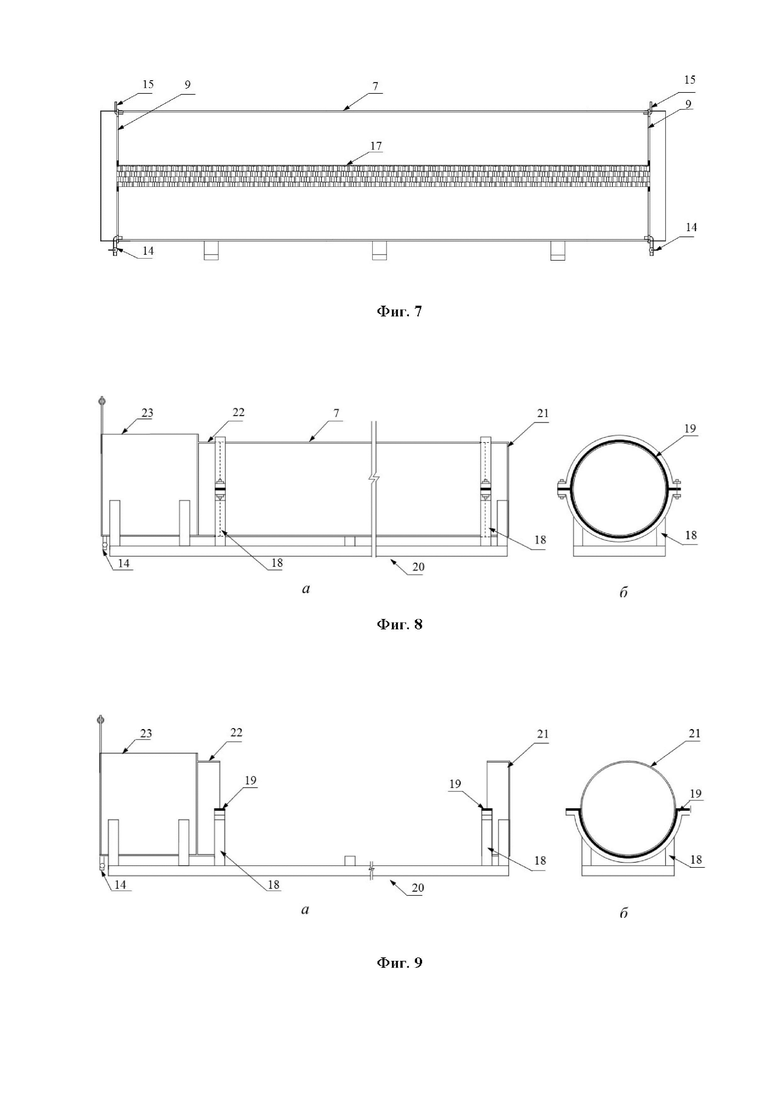
На фиг.8 (а, б) представлен второй вариант устройства внутритрубной диагностики - стационарный стенд с диагностируемым отрезком трубы; на фиг.9 (а, б) - стационарный стенд без диагностируемой трубы.
Второй вариант устройства внутритрубной диагностики содержит в качестве иммерсионной ванны диагностируемый отрезок трубы 7 с наружным изоляционным покрытием, размещенный на опорах 18 и закрепленный эластичными уплотнениями 19 на стационарном стенде 20 с заглушкой 21 на одном конце стационарного стенда 20 и, через патрубок 22, с лотком 23 на другом конце стационарного стенда 20. Лоток 23 предназначен для размещения сканера-дефектоскопа на транспортном средстве с одной акустической системой, и электронным блоком со средствами измерений, обработки и хранения полученных данных.
Диагностическое устройство описано для первого варианта устройства и здесь не показано. Для обеспечения 100% покрытия площади обследования поверхности отрезка трубы в этом варианте конструкции применяется сканер-дефектоскоп с одной акустической системой. При этом сканер-дефектоскоп может управляться по оптико-волоконному кабелю.
Работа устройства по второму варианту осуществляется следующим образом.
На опоры 18 стационарного стенда 20 (фиг.8) укладывают диагностируемый отрезок трубы 7 с наружным изоляционным покрытием и закрепляют его эластичными уплотнениями 19. После заполнения отрезка трубы 7 сверху, через лоток 23, контактной жидкостью (водой), с блока управления подается команда на работу по проведению процесса диагностики. При этом труба 7 служит в качестве иммерсионной ванны, а вода в ней является для ультразвуковых преобразователей 1 контактной жидкостью. Сканер-дефектоскоп выполняет проход в прямом и обратном направлении. После проведения цикла диагностических операций, осуществляют слив и очистку использованной воды из трубы 7. Слив жидкости осуществляется через патрубки, оснащенные крановыми узлами и расположенные в нижней части лотка 23.
Указанная выше задача для возможности ультразвуковой диагностики изолированных отрезков труб в трассовых условиях решена третьим вариантом устройства внутритрубной диагностики, содержащим иммерсионную ванну для ультразвуковой диагностики и ультразвуковые средства измерения, при этом, иммерсионная ванна выполнена в виде емкости с открытым верхом с размещением в ней диагностируемого отрезка трубы с наружным изоляционным покрытием, сканера-дефектоскопа, содержащего установленную на его транспортном средстве одну акустическую систему, выполненную в виде круговой обоймы с ультразвуковыми преобразователями, в характеристике которых участок ближней зоны имеет цилиндрическую форму, преобразователи закреплены равномерно по окружности в один ряд перпендикулярно оси их вращения, электронный блок содержит средства измерений, обработки и хранения полученных данных.
В частных случаях исполнения, емкость с открытым верхом может быть выполнена из металла или бетона.
На фиг.10 (а, б) представлен третий вариант устройства внутритрубной диагностики - емкость с открытым верхом.
Емкость 24 с открытым верхом для внутритрубной ультразвуковой диагностики изолированных отрезков труб 7 используется преимущественно в трассовых условиях или в условиях площадок хранения труб.
Устройство по третьему варианту содержит иммерсионную ванну в виде емкости 24 из металла или бетона с открытым верхом. В емкости 24 размещены: диагностируемый отрезок трубы 7 с наружным изоляционным покрытием, сканер-дефектоскоп 12, содержащий установленную на его транспортном средстве 5 одну акустическую систему 1 в виде круговой обоймы с приводом ее вращения 6 и электронный блок 4.
Работа устройства по третьему варианту осуществляется следующим образом.
В иммерсионную ванну - емкость 24 – укладывают отрезок трубы 7 с помощью подъемного механизма, и после заполнения ее контактной жидкостью ультразвуковой сканер-дефектоскоп 12 выполняет проходы в прямом и обратном направлениях. После проведения цикла диагностических операций, осуществляют откачку использованной воды из емкости 24 и замену ее на чистую для диагностики следующего отрезка трубы.
Заявляемые объекты - способ внутритрубной диагностики и три варианта устройств для его осуществления, позволяют решить задачу создания относительно простого способа ультразвукового контроля изолированных отрезков труб изнутри при достижении контролируемых параметров, указанных в нормативных документах.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНАЯ БАЗА ПО РЕМОНТУ ТРУБ, ЕЕ ПОТОЧНАЯ ЛИНИЯ И СТЕНД ПОДГОТОВКИ КРОМОК ТОРЦОВ ТРУБ | 2015 |
|
RU2602941C2 |
| СПОСОБ ПОДГОТОВКИ ТРУБ ДЛЯ ПОВТОРНОГО ПРИМЕНЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2338946C1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ТРУБОПРОВОДОВ | 1999 |
|
RU2149367C1 |
| Способ ультразвукового контроля колесной пары рельсового транспорта и стенд для его осуществления | 2022 |
|
RU2777471C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ТРУБ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2704392C2 |
| СПОСОБ ОТБРАКОВКИ И РЕМОНТА ТРУБ ПОДЗЕМНЫХ ТРУБОПРОВОДОВ | 2016 |
|
RU2639599C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВЫХ ИСПЫТАНИЙ | 2006 |
|
RU2408009C2 |
| СПОСОБ ИСПЫТАНИЯ ВНУТРИТРУБНОГО ИНСПЕКЦИОННОГО ПРИБОРА НА КОЛЬЦЕВОМ ТРУБОПРОВОДНОМ ПОЛИГОНЕ | 2012 |
|
RU2526579C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 2015 |
|
RU2596242C1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |



Изобретение относится к диагностическому обследованию внутренней поверхности отрезков труб диаметром 1020, 1220 и 1420 мм с наружным изоляционным покрытием. Сущность изобретения: отрезок трубы 7 с наружным изоляционным покрытием очищают изнутри, размещают в нем для диагностики сканер-дефектоскоп 12 с акустическими системами 1 и изолированным электронным блоком 4 на транспортном средстве 5. Отрезок трубы 7 изолируют заглушками 9, через патрубки 14 заполняют водой, производят измерения и обработку полученных данных. Сканер-дефектоскоп 12 выполнен с одной или двумя акустическими системами 1, каждая из которых содержит круговую обойму с ультразвуковыми преобразователями, в характеристике которых участок ближней зоны имеет цилиндрическую форму; преобразователи закреплены равномерно по окружности в один ряд перпендикулярно оси их вращения. Три варианта устройств для реализации способа разработаны для возможности ультразвуковой диагностики изолированных отрезков труб на стеллажах и на стационарных стендах в трассовых условиях. Изобретение обеспечивает создание простого способа ультразвукового контроля изолированных отрезков труб изнутри. 4 н. и 6 з.п. ф-лы, 10 ил.
1. Способ внутритрубной диагностики, при котором диагностику трубы производят сканером-дефектоскопом с акустическими системами, который размещают в иммерсионной ванне, а также производят измерения и обработку полученных данных, отличающийся тем, что в качестве иммерсионной ванны, заполненной водой, используют диагностируемый отрезок трубы с наружным изоляционным покрытием, который очищают изнутри, размещают в нём сканер-дефектоскоп на транспортном средстве с изолированным электронным блоком, сканер-дефектоскоп выполнен с одной или двумя акустическими системами, каждая из которых выполнена в виде круговой обоймы с ультразвуковыми преобразователями, в характеристике которых участок ближней зоны имеет цилиндрическую форму, преобразователи закреплены равномерно по окружности в один ряд перпендикулярно оси их вращения, электронным блоком задают режим вращательно-поступательного движения для излучения, измерения и приёма зондирующих импульсов, которые обрабатывают, хранят и передают в базу данных для визуализации.
2. Способ по п. 1, отличающийся тем, что отрезок трубы для диагностики очищают изнутри пескоструйным, или водоструйным, или механическим способом.
3. Способ по п. 1, отличающийся тем, что при использовании ультразвуковых преобразователей высокоточного разрешения типа П211-7,5-13-1639 SENDAST, частоту волны сигнала зондирующих импульсов f принимают равной 7,5 МГц, цилиндрическую форму участка ближней зоны регулируют диаметром пластины ультразвукового преобразователя DT, принятым равным 13 мм.
4. Способ по п. 1, отличающийся тем, что производят контрольное измерение путём обратного хода сканера-дефектоскопа.
5. Устройство внутритрубной диагностики, содержащее иммерсионную ванну для ультразвуковой диагностики с заглушками на концах ванны и ультразвуковые средства измерения, отличающееся тем, что в качестве иммерсионной ванны используется диагностируемый отрезок трубы с наружным изоляционным покрытием, размещённый на стеллаже для труб, заглушки выполнены с патрубками, сканер-дефектоскоп размещён на транспортном средстве внутри отрезка трубы с установленными на нём двумя акустическими системами, каждая из которых выполнена в виде круговой обоймы с ультразвуковыми преобразователями, в характеристике которых участок ближней зоны имеет цилиндрическую форму, преобразователи закреплены равномерно по окружности в один ряд перпендикулярно оси их вращения, электронный блок содержит средства измерений, обработки и хранения полученных данных.
6. Устройство по п. 5, отличающееся тем, что дополнительно содержится резервуар для воды, соединённый, через насос–фильтр, с внутренним объёмом отрезка трубы через заглушки.
7. Устройство по любому из пп. 5, 6, отличающееся тем, что заглушка с патрубками выполнена цилиндрической формы с фланцем, имеющим кольцевую прокладку по краям из эластичного материала и содержит в нижней части первый патрубок, оснащённый крановым узлом, верхняя часть заглушки оснащена вторым патрубком, а по центру боковой поверхности фланца размещены скобы для крепления к диагностируемому отрезку трубы с помощью высокопрочного монтажного полотенца.
8. Устройство внутритрубной диагностики, содержащее иммерсионную ванну для ультразвуковой диагностики с опорами и эластичными уплотнениями для трубы, заглушку на одном конце ванны и ультразвуковые средства измерения, отличающееся тем, что в качестве иммерсионной ванны используется диагностируемый отрезок трубы с наружным изоляционным покрытием, размещённый на опорах и закреплённый эластичными уплотнениями на стационарном стенде между заглушкой на одном конце стационарного стенда и, через патрубок, с лотком для запуска сканера-дефектоскопа на другом конце стационарного стенда, сканер-дефектоскоп размещён на транспортном средстве с одной акустической системой, выполненной в виде круговой обоймы с ультразвуковыми преобразователями, в характеристике которых участок ближней зоны имеет цилиндрическую форму, преобразователи закреплены равномерно по окружности в один ряд перпендикулярно оси их вращения, электронный блок содержит средства измерений, обработки и хранения полученных данных.
9. Устройство внутритрубной диагностики, содержащее иммерсионную ванну для ультразвуковой диагностики и ультразвуковые средства измерения, отличающееся тем, что иммерсионная ванна выполнена в виде ёмкости с открытым верхом, в которой размещены диагностируемый отрезок трубы с наружным изоляционным покрытием, сканер-дефектоскоп, содержащий установленную на его транспортном средстве одну акустическую систему, выполненную в виде круговой обоймы с ультразвуковыми преобразователями, в характеристике которых участок ближней зоны имеет цилиндрическую форму, преобразователи закреплены равномерно по окружности в один ряд перпендикулярно оси их вращения, и электронный блок, содержащий средства измерений, обработки и хранения полученных данных.
10. Устройство по п. 9, отличающееся тем, что ёмкость с открытым верхом выполнена из металла или бетона.
| УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 0 |
|
SU177782A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |
| Суперрегенеративный приемник | 1948 |
|
SU108627A1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ТРУБОПРОВОДОВ | 1999 |
|
RU2149367C1 |
| KR 102184873 B1, 02.12.2020 | |||
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ТРУБОПРОВОДОВ | 1999 |
|
RU2149367C1 |
| KR 1020180070661 A, 26.06.2018. | |||

