Изобретение относится к области способов получения слоистых композиционных материалов с использованием технологии, включающей получение полуфабриката слоистого материала, технологический передел и термическую обработку с целью создания композиционных материалов с высокими значениями временного сопротивления предела прочности и модуля упругости, которые могут быть использованы в машиностроении, авиа- и ракетостроении, космической технике и других отраслях промышленности.
Легкие цветные металлы: алюминий, магний, титан, цирконий и их сплавы обладают в сравнении с другими конструкционными материалами высокой удельной прочностью и относительно низким модулем упругости. Модуль нормальной упругости алюминиевых сплавов равен 70…80 ГПа, магниевых сплавов - 50-60 ГПа, титановых сплавов - 100…125 ГПа, циркониевых сплавов - 110…125 ГПа, а для сталей - 200…210 ГПа, танталовых сплавов - 200…220 ГПа.
Наиболее распространенным способом упрочнения и повышения модуля упругости легких сплавов является их объемное легирование медью, никелем и др. элементами. Упрочнение сплава при этом достигается за счет образования в сплаве по всему объему дисперсных частиц высокопрочных, тугоплавких и вместе с тем хрупких химических соединений - интерметаллидов, например CuAl2, TiAl3, MgNi2, Fе3Аl2, Ti-Cu, Zr3Al и др. Образование в структуре интерметаллидов сопровождается повышением прочности, модуля упругости, твердости и снижением пластичности материала. Ресурс повышения прочностных свойств за счет объемного легирования достиг предельных значений, и дальнейшее упрочнение и увеличение модуля упругости может быть достигнуто только за счет создания слоистых композиционных материалов. Слоистые металлические материалы могут быть получены путем диффузионной сварки, прокатки, порошковой металлургии, сварки взрывом, осаждением.
Наиболее перспективным является применение сварки взрывом, которая обеспечивает прочное сцепление слоев композиционного материала и широко применяется для создания стале-алюминиевых, титано-алюминиевых, алюминиево-медных и других многослойных материалов.
Известен способ получения композиционного стале-алюминиевого материала сваркой взрывом, при котором между алюминием и сталью вводится прослойка из титана с целью повышения прочности соединения /1/. Недостатком данного способа является невозможность получения высокопрочного толстолистового конструкционного материала за одну взрывную стадию, так как в этом случае приходится применять взрывчатые вещества с большой высотой заряда, что приводит к образованию на границе титана со сталью сплошного слоя интерметаллидов, резко снижающего прочность сварного соединения по всей площади контакта слоев. Это обстоятельство приводит к расслоению материала и его разрушению.
Известен способ получения композиционного стале-алюминиевого материала, при котором на свариваемую поверхность стальной пластины наносится тонкий слой из диффузионного материала (цинк, хром, никель и др.). Затем к этому слою приваривают алюминиевую пластину с помощью прокатки /2/.
Недостатком данного способа является низкая прочность сварного соединения, так как с помощью прокатки практически очень сложно добиться равнопрочного соединения. Особенно это относится к таким трудно свариваемым разнородным металлам, как алюминий и сталь. Кроме того, сварка прокаткой не позволяет получать толстолистовые и сложнопрофильные композиционные материалы.
Наиболее близким по технической сущности к заявляемому изобретению является способ получения композиционного алюминиево-медного материала /3/, согласно которому сначала составляют пакет из чередующихся слоев алюминия и меди, затем размещают над ним защитную металлическую прослойку с зарядом взрывчатого вещества и осуществляют сварку взрывом. Соотношение толщины слоев алюминия и меди в пакете выбирают равным 1/(0,4…0,56) при толщине слоя алюминия, равной 1,8…2,5 мм, и отношении удельной массы заряда взрывчатого вещества к сумме удельных масс защитной металлической прослойки, слоев алюминия и меди, равном 0,47…0,92.
В способе используют заряд взрывчатого вещества со скоростью детонации 2070…2930 м/с. После сварки пакет подвергают горячей прокатке при температуре 350…500°С с обжатием 50…75%.
Полученную заготовку подвергают отжигу при температуре 400…500°С в течение 2…3 часов с последующим охлаждением на воздухе. Далее осуществляют окончательную прокатку при температуре 20…250°С.
Способ позволяет повысить модуль упругости композиционного материала и прочность соединения. Материал обладает пониженной теплопроводностью в поперечном направлении и повышенной вдоль металлических слоев. Повышение модуля упругости материала (до 250 ГПа) и временного сопротивления при растяжении (до 800…1000 МПа) обеспечивается образованием на границе алюминий - медь интерметаллидов CuAl2. Однако способ не дает рационального сочетания высоких значений модуля упругости и временного сопротивления при растяжении. При высоком показателе модуля упругости композиционный материал имеет недостаточно высокую прочность сварных соединений в слоях.
Это объясняется влиянием интерметаллического слоя, образующегося по всей площади контакта слоев алюминия и меди. Слой интерметаллидов обладает высокой прочностью и тугоплавкостью, но в то же время хрупкостью и склонностью к трещинообразованию в процессе эксплуатации изделий из данного материала. При этом чем больше площадь контакта слоев алюминия и меди, тем менее прочно сварное соединение.
При производстве слоистых композиционных материалов с помощью сварки взрывом, прокатки и термической обработки встает актуальная задача обеспечения рационального сочетания механических свойств получаемого материала, а именно: высокий модуль упругости и временное сопротивление композиционного материала при растяжении при высокой прочности сварного соединения.
Предлагаемое изобретение направлено на разработку такой технологии получения слоистых композиционных материалов из металлов, образующих интерметаллические соединения, например алюминиево-медного, которые обеспечивали бы высокий комплекс механических свойств при рациональном их сочетании.
Задача решена таким образом, что в способе получения композиционного материала, включающем пакетирование чередующихся слоев металла-основы и армирующего металла, образующего с основой интерметаллид, сварку слоев взрывом, используют слои металла-основы в виде листов и слои армирующего металла в виде фрагментов полос или проволоки, при этом перед пакетированием определяют необходимое количество фрагментов в слое исходя из соотношения площадей слоев металла-основы и армирующего металла, равного 1/(0,5…0,7), на поверхности фрагментов выполняют насечку и осуществляют закладку этих фрагментов, а после сварки слоев взрывом осуществляют низкотемпературный отжиг, прокатку и высокотемпературный отжиг материала.
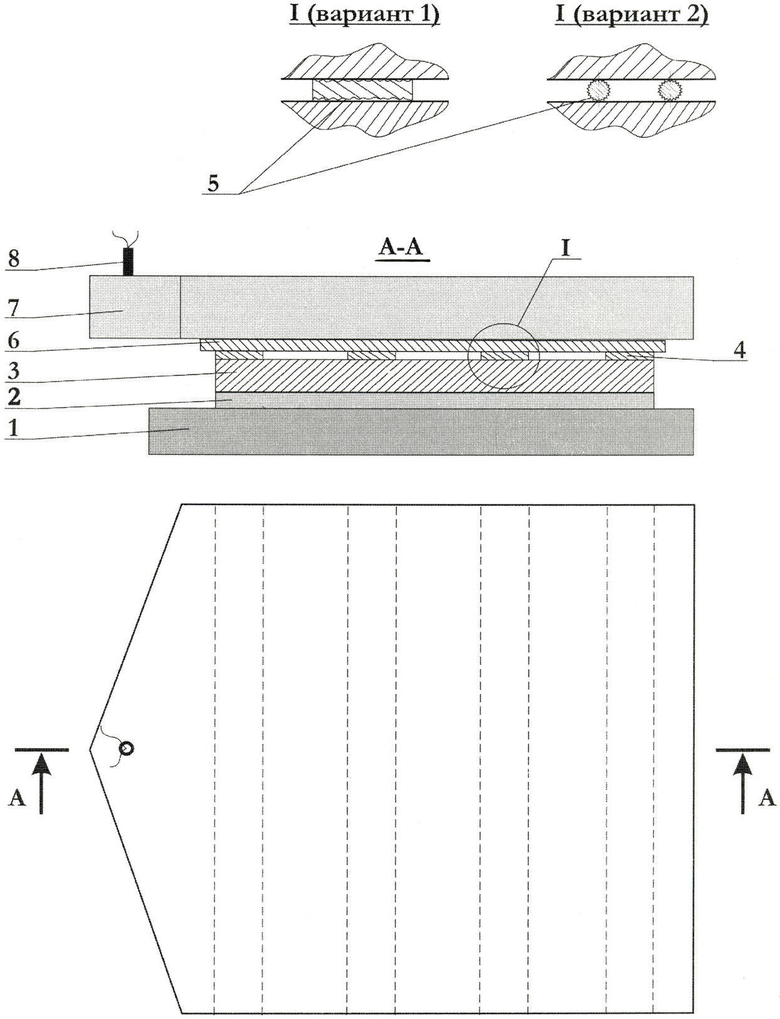
Способ иллюстрируется чертежом, на котором представлен пакет слоев двух металлов в поперечном разрезе и на виде сверху.
На чертеже: 1 - грунт, 2 - деревянная подкладка, 3 - нижний слой металла - основы (алюминия), 4 - слой фрагментов второго металла из полос или проволоки с насечкой (меди), 5 - насечка на поверхности полос или проволоки, 6 - верхний слой металла - основы, 7 - взрывчатое вещество, 8 - электродетонатор.
Предлагаемый способ осуществляется следующим образом. Сначала готовят листы металла - основы, которые необходимы для изготовления полуфабриката слоистого композиционного изделия. Листы очищают и обезжиривают. Далее, исходя из площади поверхности контакта листа, рассчитывают площадь поверхности фрагментов армирующего металла по указанному соотношению. Например, площадь поверхности алюминиевого слоя относится к площади поверхности медных фрагментов как 1/(0,5…0,7). По рассчитанной площади медных фрагментов, известной толщине (диаметру) фрагментов и их длине определяют их количество.
Далее заготавливают слои армирующего металла и делают на них насечку ручным или механическим способом. Насечка может быть прямой, наклонной, сетчатой, хаотической, точечной и т.д. Глубина насечек 0,5…1,5 мм.
Затем собирают пакет всех пластин согласно вышеприведенному чертежу, после чего производят подрыв взрывчатого вещества и осуществляют сварку слоев двух или более металлов. Затем производят операции - низкотемпературный отжиг при температуре 150…200°С для снятия наклепа, образовавшегося при сварке; прокатку заготовки до необходимых размеров по чертежу и окончательный высокотемпературный длительный отжиг.
Температура и длительность отжига выбираются в зависимости от состава и свойств металлов, составляющих слоистых композиционный материал, например, для алюминиево-медного материала при температуре 400…430°С в течение 4…6 часов.
При сварке взрывом, а также при высокотемпературном отжиге в диапазоне температур 400…500°С на границах раздела фаз алюминий-медь происходит химическое взаимодействие алюминия и меди, в результате чего образуются интерметаллиды CuAl2, которые в виде дисперсных частиц образуют твердый каркас по границам дендритных ячеек. В месте расположения медных фрагментов по их периферии образуются слои, состоящие из твердых высокопрочных интерметаллидов, которые способствуют увеличению модуля упругости композиционного материала.
Вместе с тем наличие слоя интерметаллидов должно привести к хрупкости, трещинообразованию материала в зоне границы раздела фаз и снижению предела прочности при растяжении, однако этого явления в предлагаемом изобретении в отличие от прототипа не наблюдается. Это объясняется тем, что слой меди выполнен не в виде сплошной пластины, а в виде фрагментов полос или проволоки, в связи с чем интерметаллический слой имеет не сплошное, а локальное распространение по площади контакта слоев алюминия и меди.
Локальные участки твердых интерметаллических слоев способствуют увеличению прочности сварного соединения алюминия и меди. Промежутки между локальными участками интерметаллических слоев заполняются более мягким алюминием, который противодействует распространению микротрещин по всему материалу в случае, если они по каким-либо причинам возникают в интерметаллическом слое.
Вышесказанное в целом способствует увеличению прочности сварного соединения, повышению временного сопротивления при растяжении и модуля упругости материала при рациональном сочетании их величин.
Высокой прочности сварного соединения способствует также насечка, выполненная на фрагментах меди. Наличие насечки на фрагментах меди обеспечивает заход частиц алюминия в толщу медных фрагментов при высоких давлениях, развивающихся в момент взрыва и во время прокатки. Это способствует увеличению прочности сварного соединения.
Указанное соотношение площадей слоев алюминия и меди, равное 1/(0,5…0,7), является оптимальным, так как при выходе из указанных соотношений механические свойства материала ухудшаются. Если площадь слоя меди будет меньше 0,5 от площади слоя алюминия, то площадь интерметаллического слоя будет недостаточной для существенного повышения модуля упругости материала.
Если площадь слоя меди будет больше 0,7 от площади слоя алюминия, то площадь интерметаллического слоя возрастет, что приведет к охрупчиванию сварного соединения и снижению его прочности.
Проведены испытания и исследования композиционных материалов, полученных по предлагаемому способу:
а) испытывались плоские алюминиево-медные слоистые композиционные материалы в виде пластин размером 200x200 мм толщиной 4 мм;
б) испытывались трубные материалы в виде двух свариваемых алюминиевых труб диаметрами 57,0 и 48,5 мм из сплава АМг6 с толщиной стенок 3 и 4 мм, между которыми размещались фрагменты меди.
В обоих случаях в качестве медного слоя использовались фрагменты полосовой меди толщиной 1…2 мм и медная проволока диаметром 1…2 мм. Марка меди - М0.
Усредненные значения физико-механических свойств алюминиево-медного слоистого композиционного материала, полученного по предлагаемому способу, в сравнении со свойствами материала, полученного по изобретению-прототипу, приведены в таблицах 1 и 2. В таблице 1 представлены показатели, измеренные вдоль фрагментов меди, в таблице 2 - в перпендикулярном направлении.
Из приведенных данных видно, что вдоль направления армирования в предлагаемом изобретении обеспечивается более высокий показатель предела прочности при растяжении. Модуль упругости на 10…30 ГПа меньше, но значительно больше (на 40…120 ГПа), чем у неармированного алюминия. Ударная вязкость материала, полученного по предлагаемому способу, на 0,7…1,5 кДж/м2 больше, что объясняется наличием металлической связи интерметаллидов с матрицей.
В направлении, перпендикулярном армированию, у материала, полученного по предлагаемому способу, выше предел прочности при растяжении и ударная вязкость. Модуль упругости меньше, однако это обстоятельство не является серьезным недостатком, так как рабочим положением изделий из материала, полученного предлагаемым способом, является положение вдоль направления армирования и вдоль направления воздействующих на изделие усилий.
Предлагаемый материал может быть использован для следующих материалов: алюминия, титана, циркония, магния и их сплавов в сочетаниях с элементами, образующими интерметаллиды, при этом армирующий металл располагается в виде фрагментов.
Таким образом, предлагаемый способ обеспечивает получение слоистого композиционного материала, характеризующегося рациональным сочетанием физико-механических свойств и высокой прочностью сварного соединения. Предлагаемое изобретение найдет применение в различных отраслях промышленности.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент Японии №49-153333, МПК В23К 19/00, опубл. 13.04.74.
2. Рябов В.Р. Применение биметаллических и армированных стале-алюминиевых соединений. М.: Металлургия, 1975.- с.192.
3. Патент РФ RU 2221682 С1. МПК В23К 20/08, В32В 15/01. Способ получения композиционного материала. Опубл. 20.01.04.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2522505C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2606134C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2221682C1 |
| Многослойный композиционный материал для электронной техники СВЧ | 2024 |
|
RU2829081C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА СИСТЕМЫ ТИТАН-АЛЮМИНИЙ | 2015 |
|
RU2614511C1 |
| Способ получения износостойких покрытий на поверхностях пластин из алюминиевого сплава и меди | 2019 |
|
RU2701699C1 |
| Способ получения износостойких покрытий на поверхностях пластин из меди и алюминиевого сплава | 2019 |
|
RU2711284C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МАТЕРИАЛА | 2013 |
|
RU2560472C2 |
| Способ получения износостойких покрытий на поверхностях пластин из алюминиевого сплава и меди | 2019 |
|
RU2712156C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2012 |
|
RU2486043C1 |
Изобретение относится к способам получения слоистых композиционных материалов с использованием взрывных технологий, а именно материалов с высокими значениями предела прочности и модуля упругости, которые могут быть использованы в машиностроении, авиа- и ракетостроении, космической технике и других отраслях промышленности. Технический результат - повышение физико-механических свойств материала, в частности модуля упругости в сочетании с высокой прочностью сварного соединения. 1 ил., 2 табл.
Способ получения композиционного материала, включающий пакетирование чередующихся слоев металла-основы и армирующего металла, образующего с основой интерметаллид, и сварку слоев взрывом, отличающийся тем, что используют слои металла-основы в виде листов, а слои армирующего металла - в виде фрагментов полос или проволоки, при этом перед пакетированием определяют необходимое количество фрагментов в слое, исходя из соотношения площадей слоев металла-основы и армирующего металла, равного 1/(0,5…0,7), на поверхности фрагментов выполняют насечку и осуществляют закладку этих фрагментов, а после сварки слоев взрывом осуществляют низкотемпературный отжиг, прокатку и высокотемпературный отжиг материала.
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2002 |
|
RU2221682C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 1996 |
|
RU2115754C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2074074C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

