Изобретение относится к способу формирования пакета из имеющихся в форме кругов продуктов питания, в частности штабеля или пакета из отдельно упакованных кругов плавленого сыра. Кроме того, изобретение относится к устройству для осуществления способа и самого пакетирования.
Собственно из области переработки плавленых сыров известны многочисленные возможности упаковки отдельных кругов. Чтобы сделать продукт привлекательным, круги в большей части упаковок выглядят снаружи приятно для покупателя. В принципе можно различать два вида упаковки.
Во-первых, известно укладывание в штабель непосредственно друг на друга отдельных кругов сыра и раскладывание полученного штабеля, состоящего из определенного количества кругов, на порции в имеющие форму чаши емкости. Для упрощения извлечения таких совместно упакованных кругов их иногда укладывают с некоторым смещением. При изготовлении и переработке штабель чаще всего транспортируется по транспортерным лентам в лежачем положении.
Во-вторых, диски по отдельности известным способом заворачиваются в пленку, причем штабель таких индивидуально упакованных кругов дополнительно заворачивается в добавочную, в частности, типа пленки общую упаковку. В противоположность названным выше вместе упакованным кругам индивидуально упакованные круги направляются на дальнейшую переработку с помощью щеточных лент, вертикально установленными на ребро, в частности, в упаковке. Проблема переработки при наличии лежащих кругов заключается в том, что индивидуально упакованные круги в штабеле легко сдвигаются, если они плоско лежат друг на друге. Это иногда осложняет переработку в лежачем положении.
Общим для обоих способов является то, что таким образом образованные и упакованные штабели состоят соответственно из кругов одного сорта соответствующего продукта питания, в частности плавленого сыра.
В связи с этим задачей изобретения является создание способа и соответствующего устройства, с помощью которых можно с высокой скоростью и в большом количестве с помощью простых технических средств получать пакеты кругов различного вида, в частности кругов сыра различных рецептур.
Эта задача решается с помощью способа с отличительными признаками пункта 1 и устройства по пункту 4 формулы изобретения. Особые варианты осуществления приведены в соответствующих зависимых пунктах.
Первоначально в основе изобретения лежит основная идея, заключающаяся в том, что общий единый пакет (ниже также называется «пакетом») составляется из, по меньшей мере, имеющих одинаковую форму отдельных штабелей отдельных кругов (также «штабель продуктов»), причем отдельный штабель включает соответственно несколько, в частности примерно пять, отдельных кругов. Каждый отдельный штабель соответственно лежа по собственной линии доставляется к месту объединения, где отдельные штабели потом синхронно укладываются в виде слоя друг на друга в общий пакет соответственно пакет. Особенно предпочтительно способ может применяться, если оба продуктовых штабеля содержат отдельно упакованные круги плавленого сыра различных рецептур.
Для этого первый отдельный штабель по первой линии доставки и второй отдельный штабель по второй линии доставки с помощью соответственного одного транспортного средства, которым может быть транспортерная лента, транспортируются с транспортной скоростью. Линии доставки, сначала при необходимости проходящие рядом друг с другом, затем располагаются друг над другом и проходят в конечной стадии в зоне объединения параллельно друг другу, до того как верхняя линия доставки заканчивается кромкой для соскальзывания, определяющей место объединения. Прежде чем верхний отдельный штабель по кромке для соскальзывания сможет соскользнуть на лежащий ниже отдельный штабель, его движение с помощью соответствующих средств синхронизируется с нижним движущимся отдельным штабелем, так что оба отдельных штабеля укладываются заподлицо в пакет.
Таким образом, основное действие предложенного согласно изобретению способа заключается в правильном в части положения укладывании в пакет двух поступающих друг над другом отдельных штабелей. Такое сведение двух отдельных штабелей может повторяться с помощью расположенных каскадом один за другим устройств. При этом в случае плавленых сыров различного порядка величины отдельные штабели могут иметь от 4 до 10 отдельных кругов. Особое преимущество способа действия заключается в том, что с большой пропускной способностью для покупателей получается привлекательный конечный продукт, состоящий из двух или более отдельных штабелей различных сортов, соответственно различных рецептур. При этом также возможно иметь различное количество кругов в каждом отдельном штабеле. Таким образом, пакеты, составленные из обоих объединенных отдельных штабелей, могут в последующем доставляться к упаковочной машине, в которой пакеты получают дополнительную обладающую хорошими потребительскими свойствами упаковку. Для обеспечения особо стерильной упаковки, которая для кругов плавленого сыра является особенно предпочтительной, упаковка образуется из герметично, плотно запечатанного пленочного шланга. С помощью предложенного в соответствии с изобретением способа без проблем может производиться до 150 общих пакетов в минуту.
Синхронизация может конструктивно особенно просто поддерживаться, если предусмотрены средства захвата, которые прикладываются сзади относительно направления транспортирования к подлежащим объединению отдельным штабелям и перемещают их со скоростью увлечения на протяжении места объединения, таким образом, до некоторой степени выдвигают оба продуктовых штабеля с линий доставки. Для осуществления этого предпочтительно, если верхние отдельные штабели с помощью прилегающих сбоку щеточных лент направляются по направляющему листу, выполненному в качестве листа для соскальзывания, на котором снизу осуществляется действие средства захвата.
Это выдвижение или «вычесывание» возможно в случае, если скорость средства захвата больше, чем одна из обеих транспортных скоростей, в частности чем транспортная скорость верхней щеточной ленты, причем транспортные скорости могут быть различны. Особенно просто средство захвата может быть реализовано, если оно оборудовано захватывающими поперечинами, которые примерно вертикально к направлению транспортирования пропускаются через обе лежащие друг над другом линии доставки и прикладываются сзади соответственно двух продуктовых штабелей. Таким образом, можно без проблем осуществлять заподлицо послойную укладку отдельных штабелей, причем с помощью прилегающих захватывающих поперечин предотвращается взаимное смещение отдельных штабелей.
В особо предпочитаемом варианте осуществления кромка для соскальзывания образована тонким, наклоненным вниз листом для соскальзывания. Это имеет преимущество в том, что лист для соскальзывания может иметь небольшую толщину и таким образом кромкой для соскальзывания может особенно близко подводиться к поверхности отдельного штабеля, который транспортируется на нижней доставочной линии. Таким образом, к минимуму сводится возможный участок для свободного падения верхнего отдельного штабеля, так что он особенно плавно может укладываться на нижний штабель. К тому же может быть преимуществом, что лист для соскальзывания подобно трамплину снабжен «столом отрыва», что позволяет достичь параллельного ведения обоих отдельных штабелей. Чтобы иметь возможность подогнать кромку для соскальзывания при различной высоте подлежащих обработке отдельных штабелей в положение под обрез над поверхностью нижнего отдельного штабеля, предпочтительно, если лист для соскальзывания установлен с возможностью отклонения.
В особо предпочтительном варианте осуществления лист для соскальзывания может так далеко отклоняться вверх, что подача отдельного штабеля по верхней доставочной линии может полностью прекратиться. В этом режиме работы пакеты не образуются, а лишь отдельные штабели подводятся посредством средства к упаковке. Такой режим работы («монорежим»), при котором при необходимости ременная лента с поперечинами, предусмотренная для синхронизации, должна заменяться на нормальную транспортерную ленту, может использоваться для периодического перехода на новый вид производства. С помощью отклонения может также устраняться возможный затор продуктов. К тому же эта возможность способствует устранению аварий.
Контролируемому движению вниз на листе для соскальзывания способствуют расположенные по сторонам листа для соскальзывания и захватывающие сбоку отдельный штабель щеточные ленты. Подобного рода щеточные ленты используются при обработке таких кругов продуктов. Они на поверхности имеют большое количество торчащих пучков щетины, которыми с зажимом может захватываться штабель продуктов. Щеточные ленты приводятся в движение таким образом, что они направляют зажатый отдельный штабель вниз и укладывают его затем на поверхность нижнего штабеля продуктов. Щеточная лента транспортирует штабели продуктов преимущественно наклонно вниз на «ременную ленту с поперечинами», служащую захватывающим средством и оснащенную захватывающими поперечинами, которая снизу проходит под листом для сползания и «вычесывает» верхние отдельные штабели из щеточных лент.
При предложенном согласно изобретению способе действий отдельные штабели доставляются в зону объединения двумя различными транспортерными лентами с определенной тактовой частотой. Если каждая транспортерная лента, например, со скоростью 30 м/мин транспортирует в минуту 125 отдельных штабелей, между двумя отдельными штабелями, если длина каждого составляет 10 см, имеется соответственно расстояние примерно 6 см. Таким образом, два отдельных штабеля могут разниться в «такте» примерно на 8 см или 0,15 с. Чтобы иметь возможность компенсировать подобного рода различие предпочтительно предусмотреть более короткие синхронизационные ленты, которые могут соответственно замедлять или ускорять лежащие отдельные штабели. Управление синхронизационными лентами при этом может осуществляться с помощью световых затворов, с помощью которых распознается положение движущихся мимо отдельных штабелей. Длина синхронизационных лент в обеих транспортерных лентах определяется из выше приведенных параметров. Она составляет примерно двойную длину подлежащих обработке отдельных штабелей.
Поскольку такая синхронизация зависит в основном от скорости транспортирования транспортерными лентами, предпочтительно иметь возможность ее гибкого регулирования. Так, на входе обеих транспортерных лент может осуществляться счет отдельных штабелей, что позволяет определять расчетную скорость для регулируемых по скорости транспортерных лент. В зависимости от положения отдельных штабелей осуществляется наложенное движение на лентах.
В нормальном случае на обеих транспортерных лентах отдельные штабели поступают в одинаковом количестве, так что отдельные штабели могут позиционно точно предварительно синхронизироваться на первой и второй регулируемой ленте. После третьей регулируемой ленты тактовый режим вводится в ременной ленте с поперечинами. Скорость изменяется преимущественно таким образом, что штабель всегда поступает на ременную ленту с поперечинами.
После того как штабели продуктов сведены в общий пакет, он выводится через выходной участок. При этом предпочтительно предусмотреть на выходном участке прижимное средство, которое сверху нагружает общий пакет небольшой силой и таким образом несколько увеличивает сцепление. Это улучшенное сцепление, которое упрощает дальнейшую обработку, в частности упаковывание, объясняется при отдельно упакованных кругах плавленого сыра небольшой еще остающейся влажностью между кругами. В простейшем случае прижимное средство может иметь ведомый прижимной ролик, под действием силы тяжести которого и качающегося рычага общие пакеты сдавливаются сверху.
Далее предпочтительно осуществлять на выходе контроль высоты и длины общих пакетов и при наличии определенного брака выводить их из процесса через примыкающую станцию. Выбывшие общие пакеты могут при необходимости вручную укладываться слоями и снова возвращаться в процесс. Далее на выходе может находиться контроль длины и/или контроль высоты с подсоединенным устройством для выбраковки, например в виде пневматического устройства перевода. Если длина или высота общих пакетов не в порядке, устройство для выбраковки выталкивает отдельные общие пакеты. В общем отбракованные пакеты на промежуточном столе-накопителе, широкой ленте с шириной, равной 2,5 кратной ширине продукта, с помощью устройства перевода могут быть сдвинуты на край ленты, и при необходимости обслуживающим персоналом могут собираться штабели и снова направляться в процесс.
Ниже изобретение более подробно поясняется с помощью фиг.1-3, на которых показано:
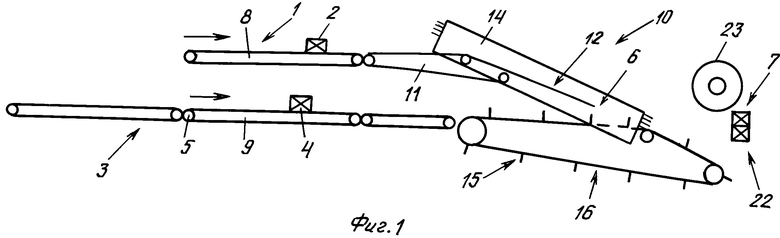
фиг.1 - устройство для получения пакетов, вид сверху;
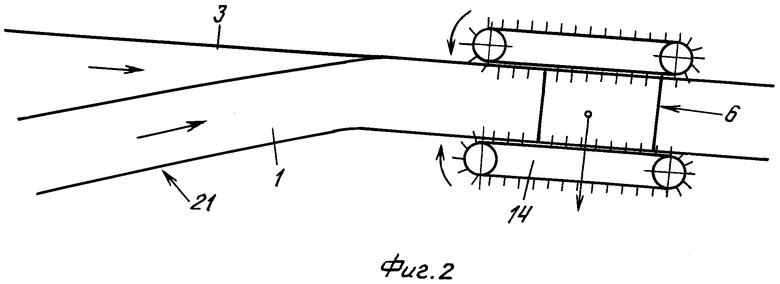
фиг.2 - устройство для получения пакетов, вид спереди;
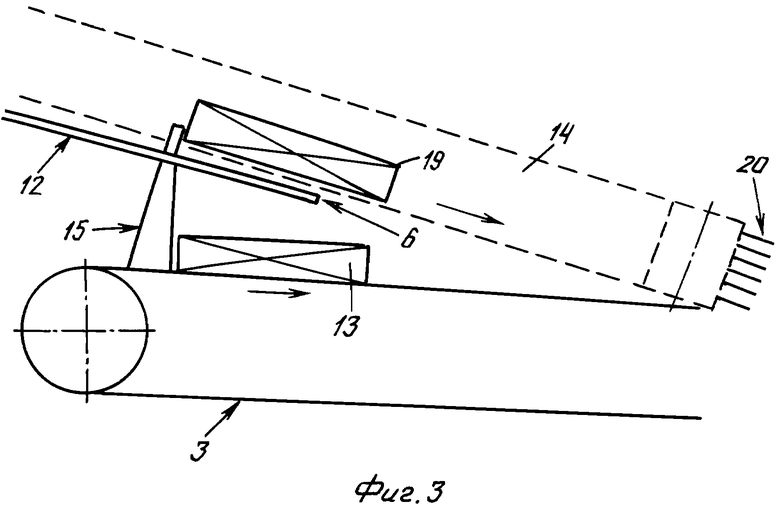
фиг.3 - зона объединения устройства.
На фиг.1 показан вид сверху устройства для получения пакетов 7. Это устройство имеет первую верхнюю линию 1 доставки для транспортирования лежа первого штабеля 2 продуктов и вторую нижнюю линию 3 доставки для транспортирования лежа второго штабеля 4 продуктов. Возможные швы от запечатывания штабелей 2 и 4 для продуктов находятся справа и слева, если смотреть в направлении транспортирования. Линии 1 и 3 доставки в качестве транспортного средства имеют транспортерные ленты, которые движут соответствующие штабели 2 и 4 продуктов соответственно в направлении стрелки со скоростью доставки. Транспортерные ленты управляются с помощью раздельно управляемых ведущих роликов 5. В зоне объединения транспортерные ленты расположены одна над другой, причем верхняя линия доставки оканчивается кромкой 6 для соскальзывания (см. также фиг.3).
Для укладки заподлицо на штабель 4 продуктов штабеля 2 продуктов, поступающего по кромке 6 для соскальзывания, предусмотрены средства для синхронизации. Они включают, во-первых, не показанные световые затворы, с помощью которых распознают, прошли ли мимо и когда прошли штабели продуктов на линиях 1 и 3 доставки. В зависимости от информации световых затворов транспортерные ленты 8 и 9, выполненные в качестве синхронизационных лент, ускоряются или замедляются с тем, чтобы штабель 2 с приближенной синхронностью попадал в зону 10 объединения. При этом соответственно имеется вверху и внизу три таких синхронизационных ленты a), b) и c).
В зоне 10 объединения транспортерная лента 11 проходит над наклоненным вниз листом 12 для соскальзывания, который образует кромку 6 для соскальзывания. Наклон листа 12 для соскальзывания выбран таким образом, что кромка 6 для соскальзывания почти вплотную находится над поверхностью штабеля 13 продуктов, который транспортируется на нижней линии доставки (фиг.3). По бокам листа 12 для соскальзывания с обеих сторон расположены транспортирующие вниз щеточные ленты 14, которые, зажимая между пучками 20 щетины, захватывают поступающий сверху штабель продуктов и направляют вниз по кромке 6 для соскальзывания.
На фиг.2 показан вид сверху линий 1 и 3 доставки. Перед зоной 10 объединения верхняя линия 1 доставки слегка приподнимается и переходит в S-образную кривую 21 над нижней линией 3 доставки. Перед кромкой 6 для соскальзывания обе линии доставки проходят затем точно параллельно.
Средства для синхронизации имеют к тому же захватывающее приспособление, которое выполнено в виде бесконечной ременной ленты 16, оснащенной захватывающими поперечинами 15. Как видно на фиг.3, захватывающие поперечины 15 действуют на обеих лежащих друг над другом доставочных линиях 1 и 3. Также видно, что захватывающая поперечина 15 прикладывается сзади к обоим штабелям продуктов, нижнему штабелю 13 продуктов, лежащему на транспортерной ленте 3, и верхнему штабелю 19 продуктов, зажатому между щеточными лентами 14, и сдвигает его по кромке для соскальзывания со скоростью увлечения, которая больше или, по меньшей мере, равна наибольшей скорости транспортирования, и таким образом укладывает штабели один на другой. Чтобы упаковки прилегали к «сдвигающим» захватывающим поперечинам, они с помощью расположенных сбоку по обеим сторонам направляющих щитков прижимаются к ремням поперечин. Щеточная лента 14 транспортирует отдельный штабель 19 наклонно вниз на ременную ленту с поперечинами. Захватывающие поперечины затем захватывают комплектную упаковку. Для обеспечения надежного примыкания захватывающей поперечины 15 к отдельному штабелю 19, щеточная лента 14 движется несколько медленнее, чем нижняя транспортерная лента 3.
После объединения предусмотрен выходной участок 22 для отвода общего пакета 7, причем на выходном участке 22 посредством ведомого прижимного ролика 23 сдавливаются общие пакеты 7 сверху, в частности, под действием силы тяжести ролика и качающегося рычага. На выходе также предусмотрен контроль общих пакетов 7, причем высота исследуется лазерным датчиком, а длина - световыми щупами. При монорежиме ролик может фиксироваться в верхнем положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ГАЛЕВ ДЛЯ ПРОБОРНОЙ МАШИНЫ | 1991 |
|
RU2092635C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ПАКЕТОВ ШПАЛ, ПРЕИМУЩЕСТВЕННО ЖЕЛЕЗОБЕТОННЫХ, НА ТИПОВОЙ ЖЕЛЕЗНОДОРОЖНОЙ ПЛАТФОРМЕ | 2008 |
|
RU2381323C1 |
| Устройство для растряски коконов | 1984 |
|
SU1278365A1 |
| СЕКЦИЯ УСТРОЙСТВА ФОТООБРАБОТКИ | 1991 |
|
RU2024902C1 |
| СЕКЦИЯ УСТРОЙСТВА ФОТООБРАБОТКИ | 1991 |
|
RU2024903C1 |
| СПОСОБ ОТДЕЛЕНИЯ ПОРЦИЙ МАССЫ ПИЩЕВОГО ПРОДУКТА И УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПИЩЕВОГО ПРОДУКТА | 2013 |
|
RU2588548C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ РЕМИЗНОГО НАБОРА В ОСНОВОПРОБОРНОЙ МАШИНЕ | 1991 |
|
RU2072010C1 |
| УСТАНОВКА ДЛЯ НАЛОЖЕНИЯ ПРОТЕКТОРА НА БАРАБАН ДЛЯ СБОРКИ ШИН | 2004 |
|
RU2343073C2 |
| НАКОПИТЕЛЬНОЕ УСТРОЙСТВО | 2011 |
|
RU2553522C2 |
| БЕСКОНЕЧНАЯ ТРАНСПОРТЕРНАЯ ЛЕНТА (ВАРИАНТЫ) | 1993 |
|
RU2108952C1 |
Изобретение относится к формированию пакета продукта питания в форме круга, в частности штабеля из отдельно упакованных кругов плавленого сыра. Согласно предложенному способу пакет формируют из двух имеющих одинаковую форму штабелей. Первый штабель по первой линии доставки и второй штабель по второй линии доставки лежа транспортируют с помощью транспортного средства. Линии доставки параллельно друг над другом направляют в зону объединения, причем верхняя линия оканчивается кромкой для соскальзывания, определяющей зону объединения. При этом имеются средства для синхронизации, которые регулируют так, чтобы штабель, поступающий по кромке для соскальзывания, укладывался заподлицо на штабель, который транспортируется нижней линией доставки, формируя общий пакет. Общий пакет содержит, по меньшей мере, два штабеля продуктов отдельно упакованных кругов продукта питания. Пакет формируют указанным способом. Изобретение обеспечивает упрощение укладки в штабель продуктов питания и повышение производительности. 3 н. и 11 з.п. ф-лы, 3 ил.
1. Способ формирования общего пакета (7) существующего в форме круга продукта питания, в частности отдельно упакованных кругов плавленого сыра, отличающийся тем, что общий пакет (7) объединяют из двух имеющих одинаковую форму штабелей (2, 4) продуктов в форме кругов, причем первый штабель (2) продуктов по первой линии (1) доставки и второй штабель (4) продуктов по второй линии (3) доставки соответственно в положении лежа транспортируют с помощью транспортного средства с транспортной скоростью, причем линии (1, 3) доставки параллельно друг над другом направляют в зону (10) объединения, и верхняя линия (1) доставки оканчивается кромкой (6) для соскальзывания, которая определяет зону (10) объединения, причем средства для синхронизации регулируют таким образом, что штабель (2) продуктов, поступающий по кромке (6) для соскальзывания, укладывают заподлицо на штабель (4) продуктов, который транспортируют по нижней линии доставки.
2. Способ по п.1, отличающийся тем, что оба штабеля (2, 4) продуктов содержат отдельно упакованные круги плавленого сыра различных рецептур.
3. Способ по п.1 или 2, отличающийся тем, что средство для синхронизации имеет средство (15) захвата, которое прилегает сзади относительно направления транспортирования к обоим подлежащим объединению штабелям (2, 4) продуктов и движется со скоростью увлечения на протяжении зоны (10) объединения, причем скорость увлечения больше, чем скорость транспортирования, задаваемая, в частности, щеточной лентой (14).
4. Способ по п.1 или 2, отличающийся тем, что общий пакет (7) обоих объединенных штабелей (2, 4) продуктов создают с помощью упаковывания, в частности в герметический, плотно запечатанный шланг из пленки.
5. Устройство для формирования общего пакета (7) существующего в форме круга продукта питания, в частности для осуществления способа по любому из пп.1-4, отличающееся первой линией (1) доставки для транспортирования первого штабеля (2) продуктов в положении лежа и второй линией (3) доставки для транспортирования в положении лежа второго штабеля (4) продуктов, причем каждой линии доставки соответствует транспортное средство, с помощью которого перемещается соответствующий штабель (2, 4) со скоростью доставки, причем обе линии (1, 3) доставки в зоне (10) объединения расположены друг над другом, причем верхняя линия (1) доставки в зоне (10) объединения оканчивается кромкой (6) для соскальзывания, причем предусмотрены средства для синхронизации, с помощью которых обеспечивается заподлицо укладка друг на друга в виде слоя штабеля продуктов, поступающего по кромке (6) для соскальзывания, на штабель продуктов, который транспортируется на нижней доставочной линии (3).
6. Устройство по п.5, отличающееся тем, что кромка (6) для соскальзывания образована наклоненным вниз листом (12) для соскальзывания, причем наклон установлен таким образом, что кромка (6) для соскальзывания расположена очень близко над поверхностью штабеля (4) продуктов, который транспортируется на нижней линии (3) доставки.
7. Устройство по п.6, отличающееся тем, что лист (12) для соскальзывания может отклоняться вверх, в частности также для остановки верхней линии (1) доставки.
8. Устройство по п.6, отличающееся тем, что по сторонам листа для соскальзывания расположены транспортирующие вниз транспортерные ленты («щеточные ленты») (14), поверхности которых снабжены большим количеством торчащих пучков (20) щетины, причем с помощью щеточных лент (14) захватывается штабель продуктов, зажимается между пучками щетины и направляется вниз.
9. Устройство по любому из пп.5-8, отличающееся тем, что средства для синхронизации имеют захватывающее приспособление, которое включает действующее на обеих лежащих друг над другом линиях доставки и движущееся со скоростью захвата средство захвата, в частности захватывающую поперечину (15).
10. Устройство по п.9, отличающееся тем, что скорость увлечения больше или, по меньшей мере, равна наибольшей скорости транспортировки, причем средство (15) прилегает сзади к обоим штабелям (2, 4) продуктов и направляет их по кромке (6) для соскальзывания.
11. Устройство по любому из пп.5-8, 10, отличающееся тем, что средство для синхронизации имеет световые затворы для распознавания движущихся мимо штабелей продуктов и синхронизационные ленты для ускорения или замедления движущихся мимо штабелей продуктов.
12. Устройство по п.9, отличающееся тем, что средство для синхронизации имеет световые затворы для распознавания движущихся мимо штабелей продуктов и синхронизационные ленты для ускорения или замедления движущихся мимо штабелей продуктов.
13. Устройство по п.5, отличающееся выходным участком (22) для отвода общего пакета (7), причем в выходном участке (22) посредством ведомого прижимного ролика сдавливаются общие пакеты (7) сверху, в частности под действием силы тяжести ролика и качающегося рычага.
14. Общий пакет, содержащий, по меньшей мере, два штабеля продуктов отдельно упакованных кругов продукта питания, в частности два штабеля продуктов отдельно упакованных кругов плавленого сыра различных рецептур, формируемый, в частности, способом в соответствии с любым из пп.1-4.
| US 4450949 А, 29.05.1984 | |||
| DE 3642123 A1, 16.06.1988 | |||
| Гвоздезабивной станок | 1977 |
|
SU654407A1 |
| Устройство для укладки плоских изделий в стопу | 1989 |
|
SU1715694A1 |

