Настоящее изобретение относится к устройству для транспортирования полосового материала, такого как протектор.
Такие устройства известны из патентов США 6488193, 6062453, 2003/0066610, 4359675 и Европейского патента 844067. Во всех этих устройствах форма или положение полосового материала измеряются над измерительной щелью, образованной путем разделения устройства для транспортирования, или измеряются на конце устройства для транспортирования. Коррекция положения происходит посредством поперечного перемещения самой полосы или устройства, на котором расположена полоса, возле измерительной щели. Это может привести к погрешностям в измерениях, потому что диапазон измерения и диапазон коррекции примыкают друг к другу или даже перекрывают друг друга. Дополнительно, предъявляются высокие требования к скорости измерения и скорости коррекции, и сложные коррекционные вычисления не могут быть выполнены или сильно затруднены. Учет предыдущих результатов измерений затруднен или невозможен.
Кроме того, из-за необходимой измерительной щели полоса не поддерживается по всей ее длине, что может повлечь за собой растяжение или ошибки измерения.
Целью настоящего изобретения является предложить альтернативу, или, по меньшей мере, предложить усовершенствование существующих устройств.
С этой целью изобретение создает устройство для транспортирования полосового материала, такого как протектор, от стороны загрузки до стороны разгрузки, содержащее главную транспортерную ленту, проходящую от стороны загрузки до стороны разгрузки, и вспомогательные транспортерные ленты с обеих сторон главной транспортерной ленты, каждая из которых содержит загрузочную транспортерную ленту и разгрузочную транспортерную ленту, и щелевидное отверстие между загрузочной транспортерной лентой и разгрузочной транспортерной лентой, расположенных так, чтобы с обеих сторон главной транспортерной ленты была сформирована щель.
В результате полоса поддерживается по всей ее длине, и может быть выполнена более точная запись ширины полосы и положения полосы на устройстве.
В варианте воплощения устройства согласно изобретению щелевидные отверстия вспомогательных транспортерных лент находятся на одной линии. В связи с этим положение или ширина могут быть легко определены.
В варианте воплощения главная транспортерная лента приспособлена для поддержки полосы по всей ее длине.
В варианте воплощения главная транспортерная лента содержит удерживающее средство для удерживания полосового материала на главной транспортерной ленте.
В варианте воплощения удерживающее средство адаптировано для удерживания полосы на главной транспортерной ленте по почти всей ее поверхности, поддерживаемой главной транспортерной лентой.
В варианте воплощения главная транспортерная лента является гладкой для удерживания полосы невулканизированной резины на главной транспортерной ленте почти неподвижно на месте.
В варианте воплощения вспомогательные транспортерные ленты являются гладкими для удерживания полосы невулканизированной резины на вспомогательных транспортерных лентах почти неподвижно на месте.
В варианте воплощения устройство согласно изобретению дополнительно содержит средство записи, предпочтительно средство для записи изображений, такое как камера или камера с однострочной разверткой, выше или ниже щели. В варианте воплощения данного устройства, осветительное средство, такое как средство флуоресцентного освещения или средство стробоскопического освещения, размещено напротив средства записи с другой стороны щели. В варианте воплощения данного устройства оно дополнительно имеет средство управления, операционно связанное со средством записи, запоминающее средство для хранения изображения всей полосы полосового материала и вычислительное средство для вычисления положения полосы на устройстве на основании записей средства записи.
В варианте воплощения устройства согласно изобретению оно дополнительно имеет средство для поперечного перемещения стороны разгрузки во время транспортирования полосы.
В варианте воплощения устройства согласно изобретению оно дополнительно имеет ось вращения на стороне загрузки или у щели, и средство для поперечного перемещения стороны разгрузки во время транспортирования полосы поворачивают устройство вокруг оси вращения.
В варианте воплощения данного устройства, имеющего средство управления, средство управления операционно связано со средством для поперечного перемещения и со средством привода главной транспортерной ленты для распознавания положения полосы на главной транспортерной ленте в продольном направлении, и средство управления содержит опорные положения для полосы на устройстве, и средство управления адаптировано для управления средством для поперечного перемещения во время транспортирования полосы.
В варианте воплощения устройства согласно изобретению загрузочные транспортерные ленты короче, чем разгрузочные транспортерные ленты, предпочтительно короче на такую величину, что щель находится возле стороны загрузки.
В варианте воплощения транспортерные ленты - это так называемые зубчатые ремни, имеющие сервопривод.
В варианте воплощения устройство имеет средство привода на стороне загрузки для общего привода главной транспортерной ленты и загрузочных транспортерных лент. В еще одном варианте воплощения устройства, главная транспортерная лента и разгрузочные транспортерные ленты на стороне разгрузки содержат общий приводной ролик или направляющий ролик.
Вышеуказанное устройство предпочтительно используется в агрегатах или станках для сборки шин. Отдельные полосы невулканизированной резины, такие как брекерные слои, воздухонепроницаемые внутренние слои и протекторы, подвергаются обработке и транспортируются на сборочный барабан. Полосы затем должны быть расположены в определенном порядке вокруг сборочного барабана в точных относительных положениях.
Устройство особенно подходит для использования установки для наложения компонентов на сборочный барабан. Особенно трудно наложить протекторы, потому что они тонкие и имеют расширяющиеся книзу стороны, и притом их развитие ведет к тому, что угол становится все меньше. В связи с этим кромки могут легко повреждаться.
Изобретение далее относится к установке для наложения протектора для наложения протектора на сборочный барабан для сборки шины, и к способу для наложения протектора на сборочный барабан для сборки шины.
Традиционно принято накладывать отдельные слои шины, такой как шина легкового или грузового автомобиля, на сборочный барабан. Разные слои, такие как, например, внутренний слой, обеспечивающий воздухонепроницаемость, боковина, борта и другие слои, собираются вместе на сборочном барабане для сборки каркаса. На сборочном барабане для сборки брекерно-протекторного браслета, часто одновременно, собирается пакет, состоящий из брекерных слоев и протектора поверх них. Протектор (по сравнению с уже расположенными слоями) представляет собой относительно толстую полосу невулканизированной липкой резины, обычно приблизительно несколько сантиметров толщиной, приблизительно 10-40 сантиметров шириной и приблизительно несколько метров длиной. Брекерно-протекторный пакет впоследствии передается на сборочный барабан для сборки каркаса. Это, кроме всего прочего, описано в Европейском патенте заявителя № 88436.
Наложение протектора является сложной задачей, в особенности правильное позиционирование на сборочном барабане. Вплоть до настоящего времени часто необходимы регулировка и коррекция оператором. Желательна точность позиционирования более чем приблизительно один миллиметр.
Патент США № 4049486 и Европейский патент № 844067 описывают центрирующее устройство для ленточного материала. Здесь используется механическое боковое направление, что не подходит для направления протектора, в особенности не для современных протекторов, которые становятся все тоньше, имеющих асимметричные канавки и все более малый боковой угол.
В патентах США 4359675 и 6062453 измерение и коррекция происходят непосредственно перед наложением полосы на сборочный барабан.
В патенте США 6488193 коррекция поперечного положения протектора основывается на ребре, сформированном за одно целое на протекторе. Здесь снова измерение и коррекция происходят на такой же измерительной щели, и, кроме того, далеко от сборочного барабана.
Разные решения, среди других описанные выше, были получены с использованием поперечно перемещаемых устройств транспортирования.
Целью настоящего изобретения является улучшить позиционирование протектора на сборочном барабане.
С этой целью изобретение, кроме того, предлагает установку для наложения протектора на сборочный барабан для сборки шины, содержащее устройство для транспортирования протектора к сборочному барабану от стороны загрузки устройства к стороне разгрузки устройства транспортирования протектора в направлении транспортирования, и позиционирующее устройство для позиционирования протектора на сборочном барабане, содержащее средство измерения на стороне загрузки для определения положения отрезка протектора и генерирования значения положения, средство перемещения отрезка протектора компонентом направленного перемещения параллельно оси вращения сборочного барабана, и средство управления, связанное со средством измерения и средством перемещения, для управления на основании значения положения средством перемещения во время наложения отрезка протектора на сборочный барабан.
Изобретение также относится к способу наложения протектора на сборочный барабан для сборки шины, в котором положение каждого отрезка протектора на устройстве для транспортирования протектора измеряется, затем устройство для транспортирования протектора транспортирует протектор к сборочному барабану и накладывает его на сборочный барабан, при этом во время наложения протектора на сборочный барабан положение отрезка протектора, который наложен на сборочный барабан, постоянно регулируется, чтобы получить предварительно заданное положение до его наложения на сборочный барабан, посредством поперечного перемещения устройства для транспортирования протектора относительно сборочного барабана.
Благодаря постоянному измерению положения отрезка и, если необходимо, коррекции положения указанного отрезка во время наложения, оказывается также возможным автоматизировать данную стадию сборки шины. Оказывается, что в известных системах происходит измерение и происходит немедленная последующая коррекция через поперечное перемещение, после чего полоса накладывается на сборочный барабан.
Кроме того, благодаря тому, что генерируется значение положения и на основании указанного значения положения регулируется, если требуется, положение отрезка, оказывается возможным точно определить значение положения и точно установить положение. Соответственно, в частности, возможно наложить протектор на сборочный барабана правильно центрированным.
Вследствие разделения обеих функций, измерения и позиционирования, оказывается возможным измерить протектор с высокой точностью и воспроизводимостью, и на основании измерения наложить его безошибочно и воспроизводимо на сборочный барабан.
Благодаря проведению измерения при транспортировании и позиционированию при наложении, безошибочное наложение протектора может происходить быстро.
В частности, оказывается возможным наложение с правильным центрированием.
В варианте воплощения устройства согласно изобретению устройство для транспортирования протектора содержит главную транспортерную ленту, проходящую от стороны загрузки к стороне разгрузки. Протектор может соответственно контролироваться во время транспортирования.
Согласно дальнейшему варианту воплощения устройства устройство для транспортирования протектора содержит вспомогательные транспортерные ленты, расположенные с обеих сторон главной транспортерной ленты.
Согласно дальнейшему варианту воплощения устройства вспомогательные транспортерные ленты содержат загрузочную вспомогательную транспортерную ленту и разгрузочную вспомогательную транспортерную ленту.
Согласно дальнейшему варианту воплощения устройства главная транспортерная лента содержит загрузочный опорный ролик и разгрузочный опорный ролик, при этом загрузочный опорный ролик предназначен для загрузочных вспомогательных транспортерных лент и разгрузочный опорный ролик предназначен для разгрузочных вспомогательных транспортерных лент. В результате взаимная скорость транспортерных лент может быть правильно отрегулирована.
Согласно другому варианту воплощения загрузочные вспомогательные транспортерные ленты и разгрузочные вспомогательные транспортерные ленты расположены так, что между их концами имеется расстояние для формирования щели. Указанная щель позволяет образовать подходящую измерительную позицию.
Согласно дальнейшему варианту воплощения устройства загрузочные вспомогательные транспортерные ленты и разгрузочные вспомогательные транспортерные ленты расположены так, чтобы с обеих сторон главной транспортерной ленты сформировать щель, и щели с обеих сторон главной транспортерной ленты находятся на одной линии. Соответственно, когда, например, средство записи изображений, такое как камера с однострочной разверткой, размещено выше щели, и осветительное средство, такое как устройство флуоресцентного освещения или средство стробоскопического освещения, размещено ниже щели, запись отрезка, имеющего правильную контрастность, может быть сделана быстро.
Согласно варианту воплощения устройство для транспортирования протектора выполнено с возможностью перемещения для перемещения стороны разгрузки направляющим компонентом параллельно оси вращения сборочного барабана.
Согласно варианту воплощения устройство для транспортирования протектора размещено с возможностью поворота вокруг оси вращения по существу перпендикулярно направлению перемещения.
Согласно дальнейшему варианту воплощения устройство для транспортирования протектора имеет ось поворота вблизи стороны загрузки для поворота устройства для транспортирования протектора по существу параллельно налагаемому протектору, предпочтительно имеет ось поворота по существу посередине и ниже налагаемого протектора. Соответственно позиционирование может быть выполнено с минимальными нагрузкой и усилием.
Кроме того, сторона разгрузки сравнительно тяжелого устройства для транспортирования может быть быстро взаимно перемещена, что необходимо для быстрого и корректного наложения всего протектора. Для обеспечения высокой производительности, протектор должен быть наложен за несколько секунд. За это время обычно необходимо обработать сотни измерений. Средство перемещения должно быть в состоянии сделать сотни регулирующих перемещений за указанное время.
Согласно варианту воплощения центрирующего устройства, описанного выше, оно содержит привод, который связан с устройством для транспортирования протектора для перемещения стороны разгрузки.
Вариант воплощения устройства согласно изобретению содержит средство измерения, имеющее средство для записи изображения отрезка протектора на устройстве для транспортирования протектора.
Согласно варианту воплощения данного устройства, средство измерения содержит вычислительный блок для вычисления из записанного изображения отрезка значения положения середины отрезка.
Кроме того, может быть включено средство для крепления отрезка протектора, предпочтительно протектора по всей его поверхности, на устройстве для транспортирования протектора.
В сочетании с прижимным средством для удерживания отрезка протектора на сборочном барабане может быть достигнута оптимальная коррекция отклонений, когда устройство для транспортирования протектора и сборочный барабан перемещаются в поперечном направлении относительно друг друга.
Крепление на устройстве транспортирования протектора может, например, осуществляться вакуумным средством, которое обеспечивает присасывание протектора к транспортерной ленте, двумя транспортерными лентами, между которыми протектор транспортируется, прижимными роликами над транспортерной лентой. Предпочтительно, однако, транспортерная лента является гладкой, в результате чего протектор прилипает к транспортерной ленте.
Для прижима к сборочному барабану сторона разгрузки устройства для транспортирования протектора может иметь прижимные ролики.
В варианте воплощения устройство содержит дополнительно средство измерения для определения длины протектора.
В варианте воплощения устройство дополнительно содержит средство для адаптации длины протектора на основании результата вычисления расхождения между измеренной длиной и предварительно заданной длиной.
В варианте воплощения устройства средство измерения содержит, по меньшей мере, одно средство для записи изображения, по меньшей мере, отрезка протектора, средство управления содержит компьютер, устройство для транспортирования протектора содержит средства привода для привода устройства для транспортирования протектора с регулируемой скоростью перемещения протектора, и сборочный барабан содержит средство привода сборочного барабана для привода сборочного барабана с регулируемой частотой вращения, при этом средство записи изображений и указанные средства привода связаны с компьютером для обмена данными с компьютером, и компьютер содержит программное обеспечение для вычисления на основании изображений средства записи изображений положения и длины протектора, и на основании вычисленной длины регулирующее взаимодействие указанных средств привода. Дополнительная модификация, которую легко реализовать, это обеспечить различные скорости транспортирования устройства для транспортирования протектора и загрузочного устройства или разделить устройство для транспортирования протектора, по меньшей мере, на две части, имеющих взаимно различные скорости транспортирования.
В другом варианте воплощения предварительно заданная длина регулируется на основании анализа протектора, наложенного на сборочный барабан. Когда, например, при визуальном осмотре первого протектора из серии, в месте соединения соединение оказывается неидеальным, оператор может отрегулировать заданные в средствах управления длину среза или угол среза так, что последующие протекторы на сборочном барабане будут иметь идеально соединенные поверхности среза.
Соответственно обработка различных компонентов может быть легко взаимно отрегулирована.
Центрирование отрезка протектора также может быть определено таким способом.
По изображениям из средства записи изображений может быть определена продольная ось протектора. Программное обеспечение сравнивает измеренную продольную ось с заданной продольной осью. На основании расхождения компьютер управляет средствами перемещения.
В другом варианте воплощения, предварительно заданная длина регулируется на основании анализа протектора, наложенного на сборочный барабан. Когда, например, при визуальном осмотре первого протектора из серии, в месте соединения соединение оказывается неидеальным, оператор может отрегулировать заданные в средствах управления длину среза или угол среза так, что последующие протекторы на сборочном барабане будут иметь идеально соединенные поверхности среза. Устройство может дополнительно быть снабжено средством для записи изображения места соединения на сборочном барабане. Средство управления связано со средством записи изображений и имеет средство для анализа места соединения на сборочном барабане на основании записанного изображения. Предпочтительно, в средстве управления имеется средство для регулирования заданных длины среза или угла среза на основании результатов вышеупомянутого анализа.
Согласно варианту воплощения способа согласно изобретению середина протектора повторно определяется по почти всей длине протектора из измерения положения обеих сторон отрезка.
Согласно варианту воплощения способа во время наложения протектора на сборочный барабан часть секции протектора, которая еще не наложена на сборочный барабан, перемещается относительно сборочного барабана компонентом перемещения параллельно оси вращения сборочного барабана.
Согласно варианту воплощения данного способа во время перемещения части протектора, которая еще не наложена на сборочный барабан, ведущая часть протектора наложена на сборочный барабан, и ведомая часть протектора удерживается на устройстве для транспортирования протектора.
Различные аспекты, описанные выше, могут быть объединены.
Далее приведено подробное описание варианта воплощения установки для наложения протектора согласно изобретению со ссылками на чертежи, на которых изображено следующее:
фиг.1А показывает поперечное сечение протектора;
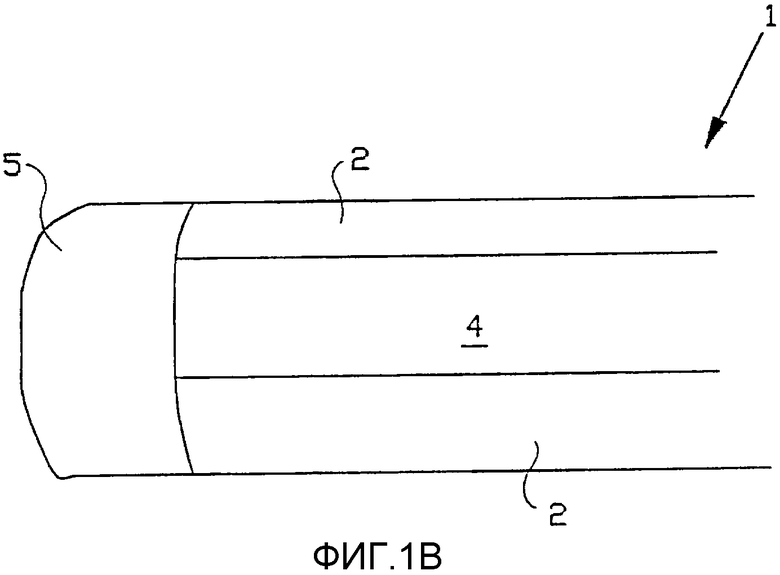
фиг.1В показывает вид сверху протектора;
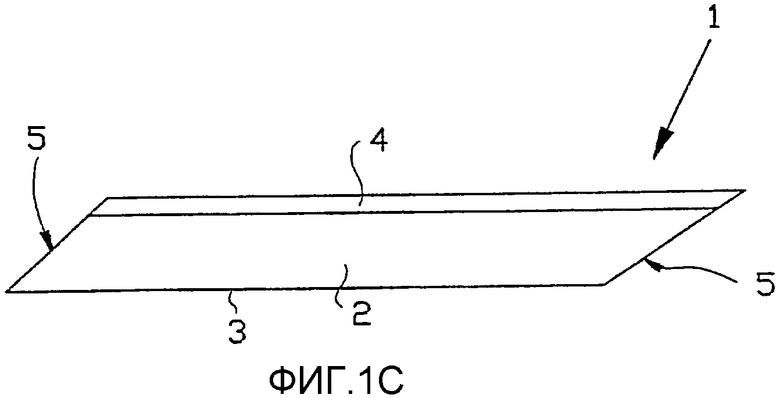
фиг.1С показывает продольное сечение протектора;
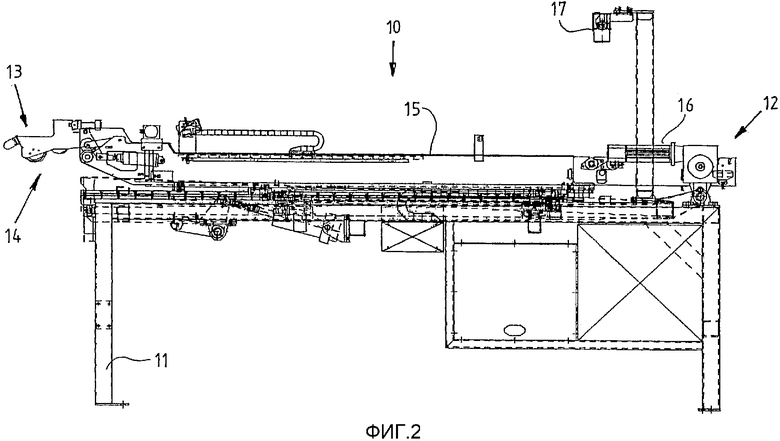
фиг.2 показывает детализированный вид сбоку установки для наложения протектора согласно изобретению;
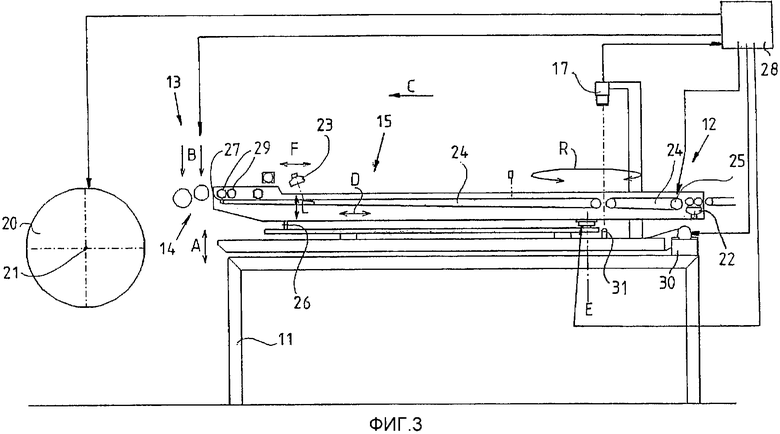
фиг.3 показывает схематично вид сбоку установки, показанной на фиг.2 и имеющей подвижные части;
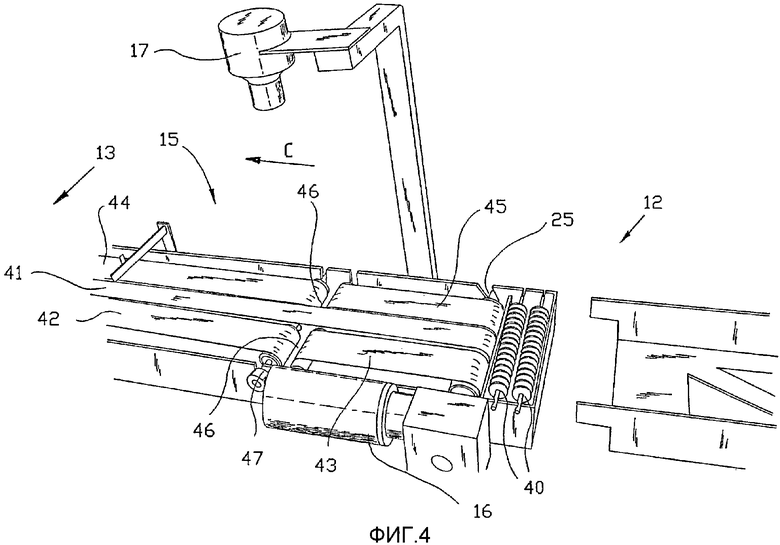
фиг.4 показывает детализированный вид стороны загрузки установки для наложения протектора, показанной на фиг.2-3;
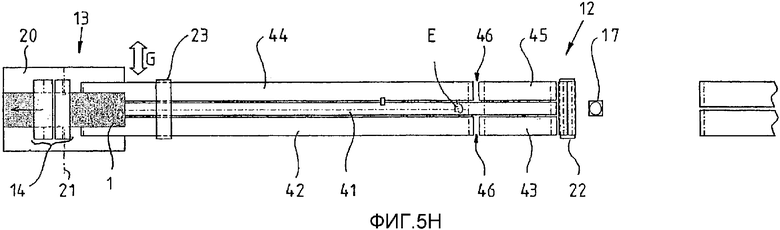
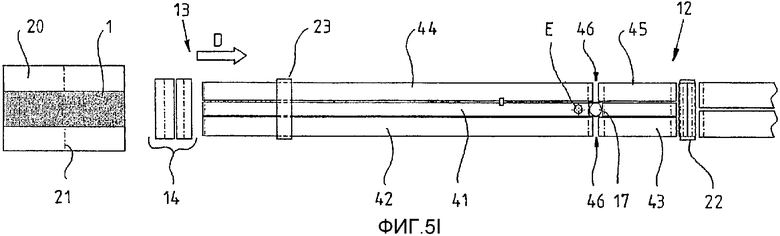
фиг.5А-5I показывают вид сверху установки для наложения протектора, показанной на фиг.2-4, во время различных этапов наложения протектора;
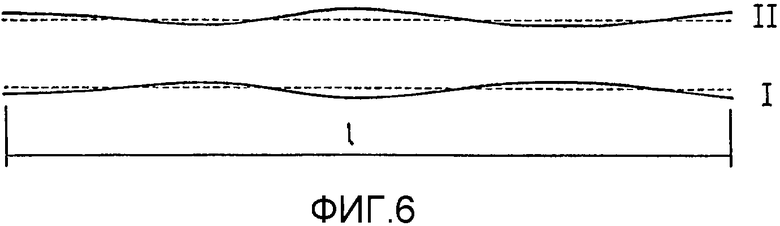
фиг.6 показывает вид положения протектора;
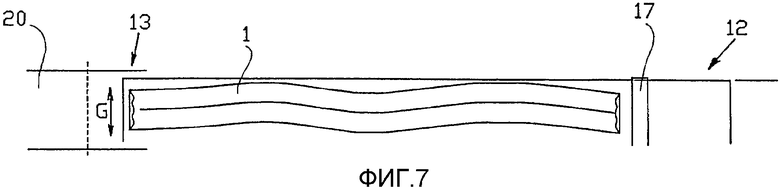
фиг.7 показывает схематичный вид отклонений протектора;
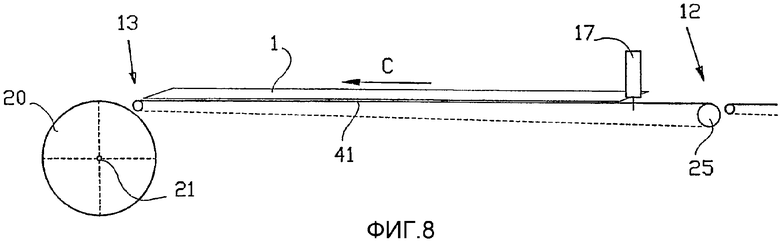
фиг.8 показывает вид сбоку фиг.7.
Протектор для шины накладывается как толстый невулканизированный слой резины на пакет слоев, который уже был наложен на сборочный барабан. На фиг.1А показано поперечное сечение протектора 1. Протектор имеет наклонные кромки 2, нижнюю сторону 3 протектора и верхнюю сторону 4, на которой в результате будет сформирована рельефная часть шины. Для полной ясности все это показано и на фиг.1В на виде сверху. Протектор поставляется как длинная непрерывная полоса и затем разрезается на протекторы косыми срезами 5.
В продольном сечении, показанном на фиг.1С, можно лучше увидеть, что срез 5 расположен по диагонали так, чтобы была образована большая поверхность среза, по которой в конечном итоге могут быть склеены оба конца протектора так, чтобы была создана непрерывная лента. Протектор соответственно формирует замкнутую ленту.
На фиг.2 показан детализированный вид сбоку установки для наложения протектора на сборочный барабан согласно изобретению. Установка 10 для наложения протектора установлена на стационарной раме 11 и имеет сторону 12 загрузки и сторону 13 разгрузки. На стороне 13 разгрузки расположены ролики 14 наложения, которые, например, были описаны в патенте США 6105648, который включен в данное описание в качестве ссылки.
Установка 10 имеет устройство 15 для транспортирования протектора, которое установлено с возможностью перемещения относительно рамы 11. Для привода устройства 15 установка 10 имеет средство 16 привода, в данном случае электродвигатель. Кроме того, установка 10 имеет средство 17 измерения, включающее камеру, установленную выше устройства 15 для транспортирования протектора.
На фиг.3 показан схематичный вид установки 10 для наложения протектора. На данной фигуре показаны различные варианты перемещения устройства 15 для транспортирования протектора. На данной фигуре также показан сборочный барабан 20. На сборочном барабане сначала накладываются все разнообразные слои шины, после чего накладывается протектор. Сборочный барабан 20 имеет ось вращения 21, вокруг которой он может вращаться. Установка 10 для наложения протектора имеет первое нагревательное устройство 22 на стороне 12 загрузки и второе нагревательное устройство 23 вблизи стороны 13 разгрузки. Второе нагревательное устройство 23 может перемещаться вдоль устройства 15 в направлении F, параллельно направлению транспортирования. В результате могут быть нагреты протекторы различной длины.
Назначением первого и второго нагревательных устройств является нагрев поверхностей среза 5.
Нагрев от первого нагревательного устройства 22 соответственно идет снизу вверх, а от второго нагревательного устройства сверху вниз. В результате поверхности среза лучше склеиваются вместе после наложения протектора на сборочный барабан. Для обеспечения возможности нагрева передней поверхности среза для различных длин протекторов, второе нагревательное устройство выполнено с возможностью перемещения.
Устройство 15 для транспортирования протектора имеет различные транспортерные ленты 24, что будет далее рассмотрено на последующих фигурах. Транспортерные ленты 24 приводятся в движение приводным роликом 25. Это также будет подробно объяснено ниже. Прежде всего, будут описаны различные варианты перемещения устройства 15 для транспортирования протектора, где направления перемещения обозначены заглавными буквами.
Устройство для транспортирования протектора может регулироваться по высоте перемещением вокруг шарнира 30 в направлении, обозначенном А, для приспосабливания к различным диаметрам сборочного барабана.
Дополнительно, прижимные ролики 14 могут перемещаться в вертикальном направлении для прижатия протектора к сборочному барабану 20 и управления прижимом. Данное направление обозначено В.
В установке для наложения протектора направление транспортирования протектора С - это направление, в котором протекторы транспортируются к сборочному барабану.
Для доставки протектора к сборочному барабану и наложения его на сборочный барабан, устройство для транспортирования протектора может перемещаться в направлении перемещения D, то есть может перемещаться по направлению к сборочному барабану, при помощи средства привода. Прижимные ролики 14 связаны с устройством для транспортирования протектора и перемещаются по направлению к сборочному барабану 20.
На фиг.3 также показано осветительное средство 31, расположенное непосредственно под средством 17 записи изображений.
Для позиционирования протектора на сборочном барабане и непрерывной регулировки указанного положения во время наложения, устройство для транспортирования протектора может поворачиваться вокруг оси вращения E вблизи стороны 12 загрузки установки 10 для наложения протектора. Вблизи стороны 13 разгрузки установки для наложения протектора конец устройства 15 для транспортирования протектора расположен на маленьких роликах 26, обеспечивающих возможность бокового перемещения стороны разгрузки 13. Сторона 13 разгрузки тем самым может перемещаться компонентом перемещения параллельно оси вращения сборочного барабана.
На фиг.3, кроме того, показано средство управления, в данном случае компьютер 28, имеющий память, программное обеспечение и средство связи для получения данных от средства 17 измерения, и передающий команды и данные на средство привода сборочного барабана, средство привода устройства для транспортирования, средство перемещения для средства 30 привода для перемещения устройства для транспортирования к сборочному барабану в направлении D.
Устройство 15 для транспортирования имеет также прижимные ролики 29 для удерживания протектора на устройстве 15 во время позиционирования.
На фиг.4 более детально показаны транспортерные ленты устройства 15 и положение камеры средства 17 измерения на стороне 12 загрузки установки для наложения протектора.
На фиг.4 с этой целью показан детальный вид стороны загрузки установки для наложения протектора согласно варианту осуществления изобретения. Протектор или непрерывная полоса, из которой будет вырезан протектор, подается на сторону 12 загрузки, при этом он перемещается над подающими роликами 40, под которыми размещено нагревательное устройство для локального нагрева поверхности среза.
Затем от подающих роликов 40 протектор доставляется на транспортерные ленты, которые содержат главную транспортерную ленту 41, которая поддерживает середину протектора. Главная транспортерная лента 41 движется от стороны загрузки к стороне разгрузки. Кроме того, устройство для транспортирования протектора содержит на стороне загрузки первую загрузочную вспомогательную транспортерную ленту 32 и вторую загрузочную вспомогательную транспортерную ленту 45 с обеих сторон главной транспортерной ленты 41. Главная транспортерная лента и обе загрузочные вспомогательные транспортерные ленты совместно используют общий приводной ролик 25 и средство 16 привода. Кроме того, загрузочные вспомогательные транспортерные ленты 43 и 45 и разгрузочные вспомогательные транспортерные ленты 42 и 44 связаны друг с другом посредством зубчатого ремня 47. В результате скорости главной транспортерной ленты и загрузочных вспомогательных транспортерных лент и разгрузочных вспомогательных транспортерных лент почти равны.
Дополнительно, устройство 15 для транспортирования протектора содержит на стороне разгрузки разгрузочную вспомогательную транспортерную ленту 42 и разгрузочную вспомогательную транспортерную ленту 44 с обеих сторон главной транспортерной ленты 41. Главная транспортерная лента 41 и обе разгрузочные вспомогательные ленты совместно используют опорный ролик 27, так что скорости главной транспортерной ленты и разгрузочных вспомогательных лент равны.
Обе разгрузочные вспомогательные транспортерные ленты 42, 44 размещены на небольшом расстоянии от обеих загрузочных вспомогательных лент 43 и 45, так что образована измерительная щель 46 с обеих сторон главной транспортерной ленты 41.
Под щелью 46 установлена лампа 31 (на фиг.3) и над щелью 46 установлено средство 17 измерения для осуществления записи отрезков протектора 1 во время транспортирования протектора над щелью 46.
Из изображений может быть определено точное положение каждого отрезка протектора. В варианте воплощения определены обе стороны протектора, потому что они дают высокий контраст, так как протектор черный (относительно недоэкспонированный) по отношению к щели, освещенной снизу. Из положения обеих сторон может быть определено положение середины протектора.
Различные транспортерные ленты 41, 42, 43, 44, 45 имеют гладкую поверхность, так что нижняя сторона протектора, состоящая из липкой невулканизированной резины, прилипает к транспортерной ленте и не может сместиться с нее во время транспортирования протектора от стороны загрузки к стороне разгрузки и, в конечном итоге, к барабану.
Кроме того, едва ли может случиться какое-либо коробление, поскольку протектор удерживается на транспортерной ленте почти по всей его длине. В результате длина может быть правильно проконтролирована, и может быть гарантировано правильное распределение материала. Кроме того, место соединения протектора, когда он наложен на барабан, более постоянно и более точно.
Кроме того, длина устройства 15 больше, чем длина протекторов, которые будут транспортироваться, так что протектор может быть полностью поддержан устройством 15.
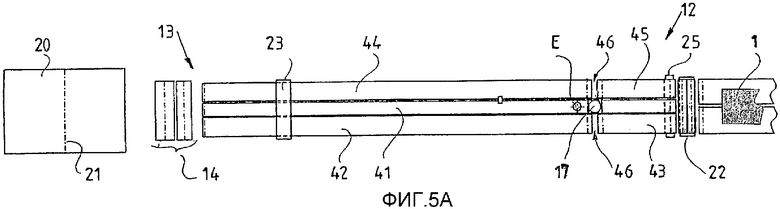
На фиг.5А-5I на последовательных изображениях показана работа установки для наложения протектора.
На фиг.5А показано, как протектор 1 подается средствами устройства подачи по направлению к установке для наложения протектора.
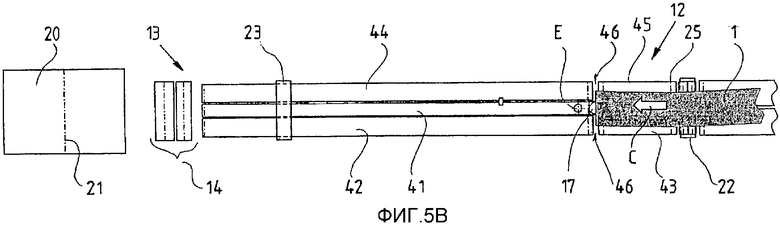
На фиг.5B показано, как затем протектор передается над щелью 46 мимо средства 17 измерения, так что произведен замер начала протектора.
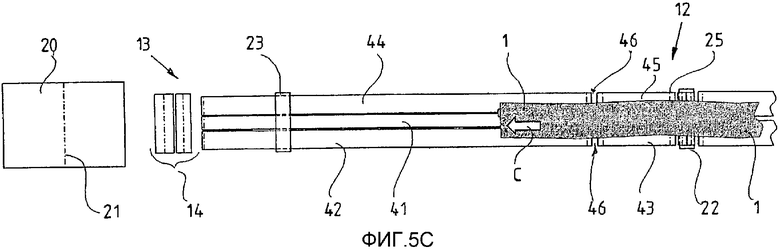
На фиг.5C можно увидеть, как протектор транспортируется далее над щелью 46, в то время как делается запись изображения каждого следующего отрезка. На этом чертеже можно ясно увидеть, как форма протектора может быть смещена в продольном направлении на устройстве для наложения протектора. Продольная ось протектора непрямая.
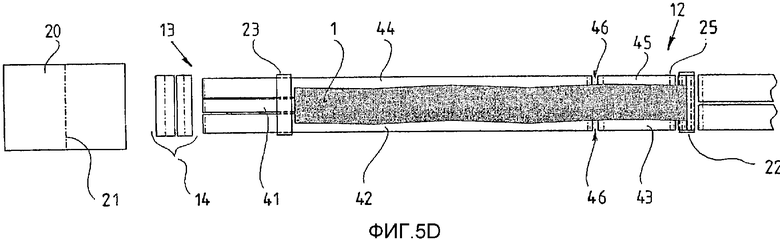
На фиг.5D можно увидеть, как протектор 1 сходит с подающего устройства, и весь полностью размещается на устройстве 15 для транспортирования. В данной позиции нагревательное устройство 22 может правильно нагреть поверхность среза. Устройство 15 будет для этого остановлено на короткое время.
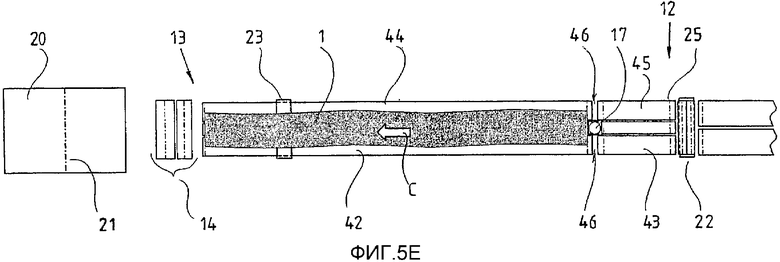
На фиг.5E протектор полностью передан через щель 46 и средство 17 измерения осуществило запись изображения конца протектора. Протектор здесь размещен весь полностью на транспортерных лентах устройства 15. Средство 17 измерения тем временем генерирует результат измерения положения каждого отрезка протектора 1.
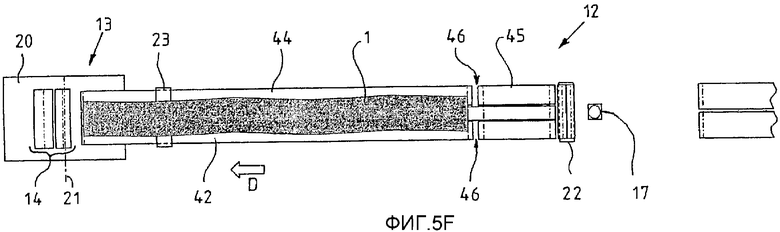
На фиг.5F можно увидеть, как устройство 15 для транспортирования протектора полностью перемещено в направлении, обозначенном стрелкой D, к сборочному барабану. В результате, из-за того, что протектор закреплен на гладкой поверхности транспортерных лент, протектор едва ли может перемещаться или деформироваться на устройстве 15 для транспортирования.
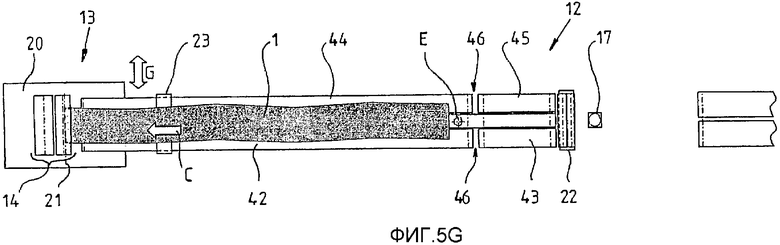
На фиг.5G показано начало наложения протектора на сборочный барабан.
Прижимные ролики 14 прижимают протектор к барабану 20, в то же время сборочный барабан 20 и транспортерные ленты устройства 15 для транспортирования протектора почти синхронно приходят в движение, чтобы намотать протектор 1 на сборочный барабан 20. Конец устройства 15 перемещается в направлении, обозначенном стрелкой G, то есть параллельно оси 21 вращения сборочного барабана.
На фиг.5G и 5H можно ясно увидеть, как устройство 15 для транспортирования протектора во время наложения протектора перемещается в сторону, по направлениям G, на стороне 13 загрузки, чтобы иметь возможность корректировать отклонения каждого отрезка. Так как один конец протектора 1 прикреплен на устройстве 15 транспортирования протектора, возможно отрегулировать положение отрезка, размещенного между сборочным барабаном 20 и устройством 15 и не удерживаемого, так что протектор 1 накладывается корректно в правильном положении на сборочном барабане.
Кроме того, посредством дополнительной корректировки скорости устройства 15 для транспортирования и частоты вращения сборочного барабана относительно друг друга, длина протектора может быть отрегулирована, так что небольшие отклонения длины, которые могли быть измерены, могут быть скорректированы.
На фиг.5I можно увидеть, как протектор 1 наложен и устройство 15 для транспортирования протектора возвращается в направлении D в исходное положение к подающему устройству.
На фиг.6, 7 и 8 продемонстрирована теоретическая основа варианта воплощения позиционирующего устройства согласно изобретению. Из записей изображений, которые были сделаны средством 17 измерения во время транспортирования протектора 1 над щелью 46, были определены стороны протектора и отсюда определено положение середины протектора 1 на всем протяжении продольного направления l протектора на схеме I (продольная ось протектора). Выше, на схеме II, показаны результаты вычислений компьютера, который вычисляет, какое должно быть поперечное перемещение устройства транспортирования во время наложения протектора 1 на сборочный барабан 20, для приведения измеренной продольной оси в соответствие с требуемым значением. Здесь положение продольной оси может быть смещено в целом, но также и по ходу продольной оси.
На фиг.7, в немного преувеличенном виде, показаны отклонения формы протектора на устройстве 15 для транспортирования протектора, где можно ясно увидеть, как отдельные отрезки протектора находятся не на одной линии, в результате чего протектор больше не образует прямую ленту, а имеет несколько извилин (продольная ось не прямая). Благодаря поперечному перемещению концов устройства 15 для транспортирования протектора во время наложения протектора на сборочный барабан 20 возможно, как изложено выше, устранить эти извилины. Результирующая продольная ось является прямой линией.
На фиг.8 показан вид сбоку фиг.7 с наиболее важными частями установки для наложения протектора, на котором ясно показаны сборочный барабан 20, транспортерная лента 41 и схематично показаны протектор 1 и средство 17 измерения, здесь имеющее камеру.
Должно быть ясно, что данное выше описание представляет только предпочтительные варианты воплощения изобретения и не ограничивает объем охраны настоящего изобретения. Объем охраны настоящего изобретения определен формулой изобретения, изложенной ниже. Варианты и конструктивные решения вариантов воплощений, рассмотренных выше в описании, которые являются очевидными для эксперта, также находятся в пределах объема охраны настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УСТРОЙСТВ ДЛЯ СБОРКИ СЫРОЙ ШИНЫ ТРАНСПОРТНЫХ СРЕДСТВ | 1997 |
|
RU2174469C2 |
| УСТРОЙСТВО ПЕРЕМОТКИ ЛЕНТЫ ДЛЯ АППАРАТА МАГНИТНОЙ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ | 1993 |
|
RU2110854C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU303207A1 |
| Способ наложения протектора на сборочный барабан | 1990 |
|
SU1808738A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Устройство для обеспыливания листовых предметов в пачках | 1973 |
|
SU549391A1 |
| СБОРОЧНАЯ УСТАНОВКА ДЛЯ ШИН И СПОСОБ ПОДАЧИ УДЛИНЕННОГО ЭЛЕМЕНТА НА ФОРМИРУЮЩИЙ БАРАБАН В ШИНОСБОРОЧНОЙ УСТАНОВКЕ | 2015 |
|
RU2690340C2 |
| Подвижное транспортное средство с покрытием днища кузова | 2022 |
|
RU2784553C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2588247C2 |
| СПОСОБ НАЛОЖЕНИЯ ЛЕНТОЧНОГО ЭЛАСТИЧНОГО МАТЕРИАЛА НА ВРАЩАЮЩИЙСЯ ОБЪЕКТ | 1990 |
|
SU1725516A1 |
Настоящее изобретение относится к устройству для транспортирования полосового материала, такого как протектор. Техническим результатом заявленного изобретения является создание устройства для транспортирования полосового материала, в котором полоса поддерживается по всей ее длине, и может быть выполнена более точная запись ширины полосы и положения полосы на устройстве, а также улучшение позиционирования протектора на сборочном барабане. Технический результат достигается в устройстве для транспортирования полосового материала, такого как протектор, содержащем главную транспортерную ленту. При этом устройство содержит вспомогательные транспортерные ленты, расположенные с обеих сторон главной транспортерной ленты. Каждая из них содержит загрузочную транспортерную ленту и разгрузочную транспортерную ленту. Между загрузочной транспортерной лентой и разгрузочной транспортерной лентой находится щелевидное отверстие. Вспомогательные транспортные ленты расположены так, что с обеих сторон главной транспортерной ленты сформирована щель. Выше или ниже щели расположено средство записи, предпочтительно средство записи изображений, такое как камера или камера с однострочной разверткой. 3 н. и 11 з.п. ф-лы, 18 ил.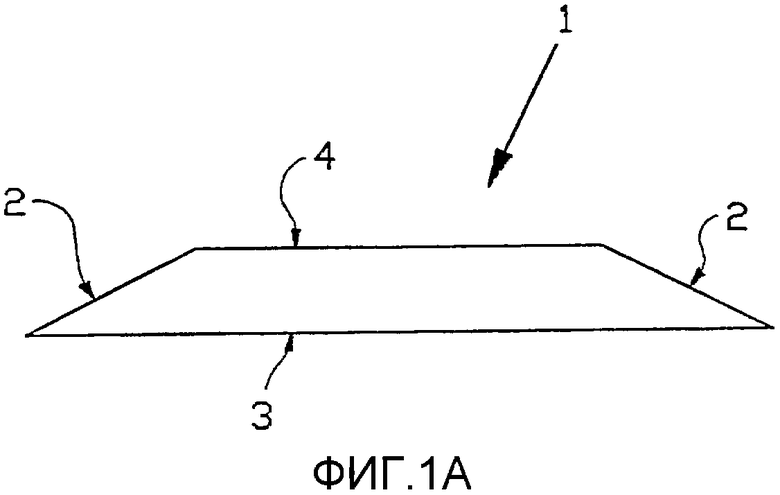
| JP 8058958 А, 05.03.1996 | |||
| JP 5229032 А, 07.09.1993 | |||
| US 2850277 А, 02.09.1958 | |||
| US 4386273 А, 31.05.1983 | |||
| US 4359675 А, 16.11.1982 | |||
| Устройство для подачи заготовок протекторов к сборочным станкам | 1981 |
|
SU1031751A1 |
| Говорящий кинематограф | 1920 |
|
SU111A1 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1990 |
|
SU1752574A1 |
| WO 9942390 A1, 26.08.1999 | |||
| Волновая зубчатая передача | 1980 |
|
SU973972A1 |

