Область техники, к которой относится изобретение
Изобретение относится к способу и устройству для отделения порций массы пищевого продукта от непрерывно проводимого вдоль участка транспортировки рукава со скоростью движения ленты и наполненного массой пищевого продукта, в частности плавленым сыром, пленочного рукава, причем наполненный массой пищевого продукта пленочный рукав сначала посредством пары калибровочных валиков формируется в ленту определенной толщины, и причем для образования отдельных порций пищевого продукта масса пищевого продукта затем посредством пары воздействующих друг на друга вытеснительных валиков вытесняется из расположенных перпендикулярно над пленочным рукавом зон вытеснения. В зонах вытеснения затем производится поперечное запечатывание с целью закрывания отдельных ломтиков продукта. Наконец, отдельные ломтики отделяются от общего ряда посредством разрезания в процессе поперечного запечатывания.
Уровень техники
Такие способы уже давно известны из процесса изготовления отдельно упакованных ломтиков плавленого сыра («IWS», «individual wrapped slices») и описаны, к примеру, в DE 4204357 A1 и в US 5112632. При этом сначала из пленки формируется пленочный рукав, который запечатывается по продольному шву. Этот пленочный рукав заполняется массой пищевого продукта и сначала прокатывается в ленту. В зависимости от того, разделяется ли масса пищевого продукта посредством вытеснения на отдельные порции в еще горячем состоянии («горячее вытеснение») или в охлажденном состоянии («холодное вытеснение»). Зоны вытеснения затем герметично закрываются посредством инструмента поперечного запечатывания и, наконец, разрезаются на отдельные порции.
Вытеснительный инструмент имеет либо два вытеснительных ремня, которые при соприкосновении с рукавом перемещаются синхронно, либо несколько вытеснительных валиков, причем вытеснительные ремни или вытеснительные валики, со своей стороны, снабжены вытеснительными распорками, через которые давление вытеснения передается на заполненный рукав. Вытеснительные распорки прокатываются в процессе вытеснения по пленочному рукаву. Как известно, вытеснительные инструменты приводятся в действие с постоянной и синхронизированной, прежде всего, за счет механического соединения со скоростью движения ленты, окружной скоростью. В соответствии с этим, геометрия вытеснительного инструмента и геометрия вытеснительных распорок с точки зрения размеров изготовляемых ломтиков пищевого продукта должны быть согласованы друг с другом.
У известных вытеснительных инструментов расстояние между вытеснительными распорками определяет расстояние между зонами вытеснения. Поэтому у данных устройств невозможно или возможно лишь при больших затратах на переоборудование, изменить величину ломтика в направлении движения ленты сыра или произвести спонтанную регулировку в соответствии с изменениями параметров изготовления. В условиях жесткой корреляции между скоростью движения ленты и процессом поперечного вытеснения также возможно лишь механическим способом реагировать на обусловленные процессом изменения, к примеру на увеличение длины пенки. Такая механическая регулировка является, однако, затратной и отнюдь не универсальной в применении.
Такое устройство выявлено, к примеру, также в DE 19620560. И здесь величина ломтиков задана посредством вытеснительного инструмента с расположенными на ремне на фиксированном расстоянии друг от друга вытеснительными распорками. За счет фиксированного расположения зон вытеснения относительно друг друга корреляция всех последующих валиков, которые укомплектованы входящими в зоны вытеснения инструментами, со скоростью ленты обязательна.
Таким образом, задачей предложенного на рассмотрение изобретения является создание способа отделения массы пищевого продукта от непрерывно проводимого вдоль участка транспортировки рукава и наполненного массой пищевого продукта пленочного рукава, который, имея простую конструкцию, универсален при формировании зоны поперечного вытеснения и, соответственно, при поперечном запечатывании. К тому же, задачей является создание простого и экономичного в изготовлении устройства для применения способа, которое посредством того же вытеснительного инструмента может формировать расположенные на различном расстоянии друг от друга зоны вытеснения и тем самым различные размеры упаковки пищевого продукта.
Раскрытие изобретения
Эти задачи решаются посредством способа в соответствии с пунктом 1 формулы изобретения, а также устройства в соответствии с пунктом 8 формулы изобретения. Особые варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы изобретения.
Важнейшая основная идея изобретения заключается, прежде всего, в устранении взаимосвязи между процессом поперечного вытеснения и поперечного запечатывания и скоростью движения ленты. В соответствии с изобретением это достигается посредством того, что вытеснительные валики, которые в предпочтительном варианте осуществления изобретения производят также и поперечное запечатывание, вне зависимости от скорости движения ленты и, таким образом, в любой функциональной взаимосвязи с ней, приводятся в действие посредством выполненного с возможностью управления в ходе работы, в частности, по углу поворота и по скорости вращения приводного механизма. Такой приводной механизм может быть реализован посредством шагового двигателя или посредством серводвигателя. В то время как у шагового двигателя поле вращается прерывисто и вал, соответственно, вращается с определенным шагом, положение, скорость и/или крутящий момент серводвигателя контролируется посредством закрытого регулирующего контура. Изобретение использует тот факт, что при работе с такими двигателями, с одной стороны, можно вне зависимости от внешних факторов устанавливать любые профили движения, а с другой стороны, профиль движения может быть поставлен в любые зависимости от внешних параметров, которые, в частности, передаются с датчиков. Благодаря тому что происходит устранение взаимосвязи процесса поперечного вытеснения и, соответственно, поперечного запечатывания, эти шаги можно регулировать любым образом в соотношении с предпочтительно непрерывной скоростью движения ленты. При этом, естественно, следует обратить внимание на то, что поперечное вытеснение и поперечное запечатывание коррелируются постольку, поскольку в зонах вытеснения также должно быть произведено запечатывание, что в простейшем случае может быть осуществлено как бы одновременно посредством комбинации валиков для поперечного вытеснения и валиков для поперечного запечатывания.
Здесь следует подчеркнуть, прежде всего, тот факт, что под признак «валики» в дальнейшем подпадают также валики, через которые проводится ремень. Поэтому вытеснительный валик может быть образован также посредством гладкого валика, через который проводится ремень с вытеснительными распорками. Решающим является, однако, тот факт, что всегда в зацеплении с наполненным массой пищевого продукта пленочным рукавом находится лишь одна единственная пара вытеснительных распорок, так что расстояние между следующими друг за другом вытеснительными зонами можно регулировать различным образом. Для вытеснения могли бы использоваться также несколько расположенных друг за другом пар валиков.
Посредством таких приводных механизмов, с одной стороны, возможно приводить в действие вытеснительные валики в регулируемой, однако в процессе производства одной партии постоянной зависимости от скорости движения ленты или с заданной индивидуальной характеристикой вращения. При использовании этих приводных механизмов можно прийти, к примеру, к изготовлению ломтиков различного размера в пределах одной партии посредством другого профиля движения; даже в ходе изготовления одной партии могут быть изготовлены различные по величине ломтики. Размеры изготовляемых ломтиков можно, в принципе, посредством таких приводных механизмов с самого начала программировать изменяемыми, так что управление приводом валиков и тем самым установка вытеснительных распорок производится посредством программы. В простейшем случае установка вытеснительных распорок определяется посредством заданного программой регулируемого промежутка времени, так что вытеснительные валики приводятся в действие посредством реализующей синхронизацию времени компьютерной программы с задаваемой характеристикой вращения.
Вместо использования такого промежутка времени установка вытеснительных распорок может производиться также под контролем датчиков, которые контролируют продвижение пленочного рукава. Таким образом, и посредством использования отдельного приводного механизма, в частности, возможно приводить вытеснительные валики в действие в корреляции с распознаваемым на пленочном рукаве изображением, а вытеснение коррелировать, таким образом, с фактическим продвижением ленты. Изображение может быть напечатано на пленке в виде маркировки в соответствии с раппортом специально для распознавания и синхронизации. Однако речь может идти и о характерном месте печатного изображения в ряду постоянно возвращающихся изображений, относительного которого производится синхронизация. Также синхронизация может производиться относительно оптически или тактильно распознаваемых и постоянно возвращающихся углублений или тиснений на пленке. В данном примере осуществления изобретения вытеснительные валики настраиваются посредством компьютерной программы в корреляции с сигналом датчика, причем сигнал датчика находится в корреляции с распознаваемым на пленочном рукаве изображением.
Синхронизация относительно такой «маркировки» включает в себя следующие этапы способа: распознавание определенной части печатного и/или тесненного изображения, в частности оптически и/или тактильно распознаваемой маркировки в соответствии с раппортом на пленочном рукаве, посредством датчика, который может быть осуществлен, в частности, в виде оптического и/или тактильного датчика; приведение в действие вытеснительных валиков (пары) в зависимости от результатов распознавания определенной части печатного изображения, так что масса пищевого продукта на заданном расстоянии от определенной части печатного изображения вытесняется из рукава. Вытеснение и последующее запечатывание в соответствии с изобретением синхронизируется с печатным изображением или тиснением на пленке, в частности с маркировкой в соответствии с раппортом, и с центрированием по раппорту вводится в упаковочные промежуточные пространства.
Идея состоит, таким образом, в том, что функционирование и работа вытеснительных валиков и, таким образом, вытеснение массы пищевого продукта вводится в зависимость от этой массы, что распознает датчик. Так, датчик распознает изображение на пленочном рукаве, которое располагается на заранее заданном расстоянии от зоны вытеснения. На основании момента времени и места расположения маркировки в соответствии с раппортом при распознавании посредством датчика и на основании скорости подачи пленочного рукава можно определить, в какой момент времени зона пленочного рукава, в которой должно быть произведено вытеснение (зона вытеснения), попадает в зону действия вытеснительного инструмента. Вытеснительные валики регулируются в этом случае таким образом, что именно в этот момент времени (момент времени вытеснения) и происходит процесс вытеснения. Вытеснительные валики могут приводиться в действие, в частности, посредством (шагового или) серводвигателя, который точно к моменту времени вытеснения может привести вытеснительные валики в соответствующее положение. К моменту времени вытеснения посредством шагового двигателя может быть обеспечено также соответствие окружной скорости вытеснительных валиков скорости подачи рукава. В промежуток между двумя последующими моментами времени вытеснения вытеснительные валики могут быть переведены на более высокую или более низкую окружную скорость для выравнивания различий между расстояниями между двумя последующими зонами вытеснения и двумя последующими поверхностями вытеснения.
Далее может быть предусмотрено, что на основании описанного выше взаимодействия, функционирование вытеснительных валиков, по меньшей мере, опосредованно, вводится в зависимость от резного рельефа на продольной кромке пленки, которая образует рукав. Резной рельеф может формировать отрывные планки на готовой упаковке. Отрывные планки должны быть, естественно, центрированы на ломтике сыра или на упаковке ломтика сыра, что может быть достигнуто посредством использования способа. Синхронизация с конфигурацией пленки может быть осуществлена также на основании изображений, которые не нанесены печатным способом, что далее относится ко всему изобретению. Так, изображение может быть образовано, в частности, и посредством кромки инструмента, к примеру выступ резного рельефа.
Изобретение включает в себя далее устройство для отделения порций пищевого продукта от непрерывно проводимого вдоль участка транспортировки рукава и наполненного массой пищевого продукта, в частности горячим растопленным сыром, пленочного рукава, причем для образования отдельных порций пищевого продукта имеются вытеснительные валики для вытеснения массы пищевого продукта из зоны вытеснения. В соответствии с изобретением устройство имеет выполненный с возможностью регулировки по ходу приводной механизм, в частности шаговый двигатель или серводвигатель, который позволяет осуществить независимый от скорости движения ленты и коррелированный с синхронизацией по времени и/или с сигналом датчика привод вытеснительных валиков.
В особо предпочтительном варианте осуществления изобретения предусмотрены средства для проведения пленочного рукава вдоль участка транспортировки рукава и датчик для распознавания определенной части выбитого или печатного изображения, в частности маркировки в соответствии с раппортом, на пленочном рукаве или на выемке в пленочном рукаве. Регулировка вытеснительных валиков осуществляется посредством системы управления, которая приводит в действие вытеснительные валики в зависимости от генерированного датчиком сигнала, так что масса пищевого продукта на заданном расстоянии от определенной части печатного изображения или выемки вытесняется из пленочного рукава.
Краткое описание чертежей
Изобретение поясняется далее более детально на основании чертежей, на которых представлены:
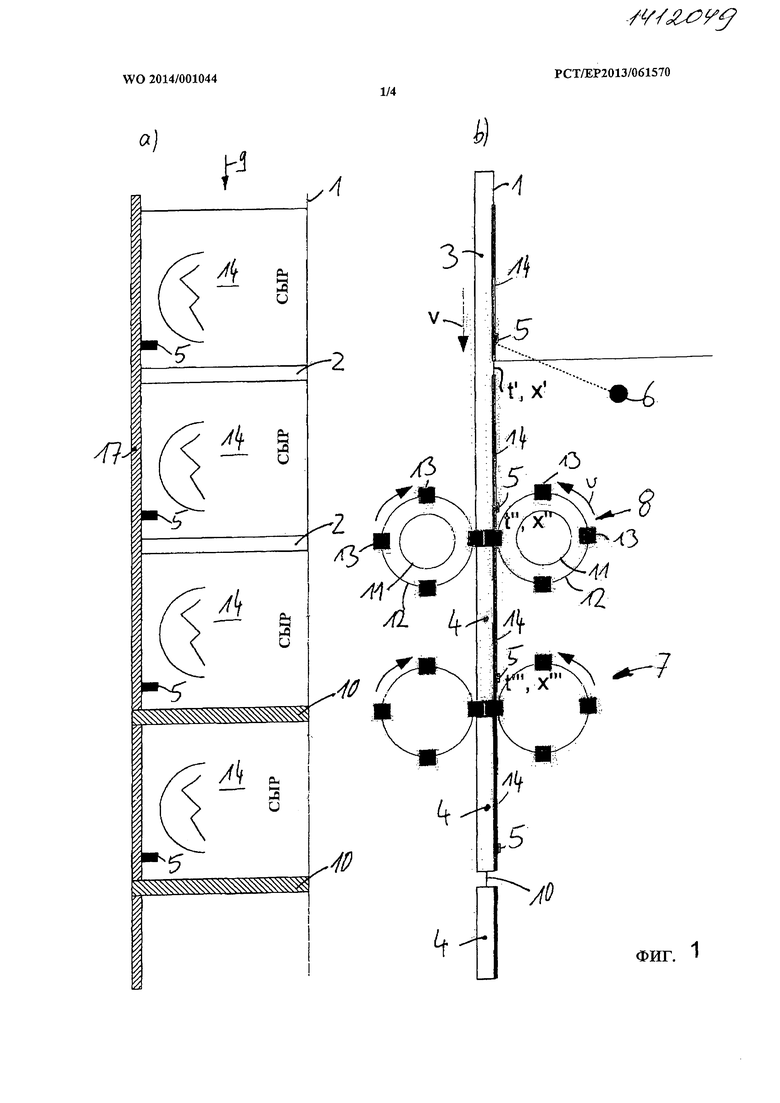
фиг. 1 - схематично устройство для осуществления способа в соответствии с изобретением;
a) на виде сверху без изображения инструментов;
b) на виде сбоку;
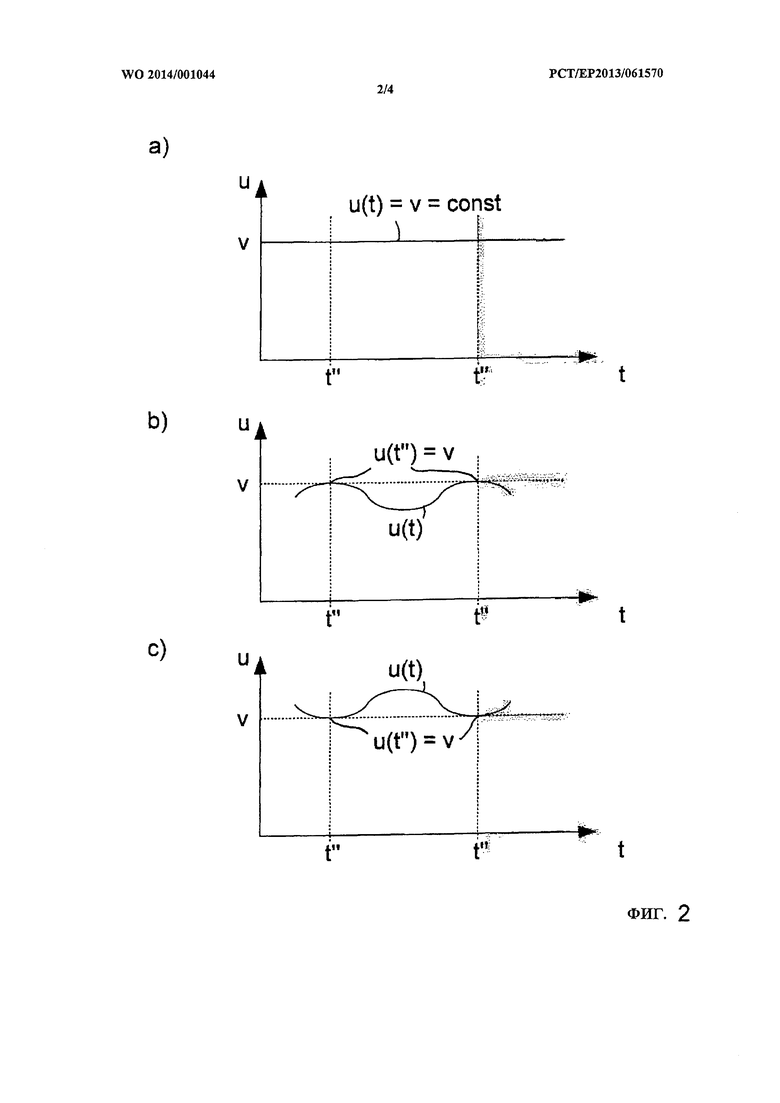
фиг. 2 - скоростная характеристика вытеснительного валика, соответственно, для случая, когда
a) расстояние между двумя поверхностями вытеснения равно расстоянию между двумя зонами вытеснения,
b) расстояние между двумя поверхностями вытеснения по периферии вытеснительного валика больше расстояния между двумя зонами вытеснения на рукаве,
c) расстояние между двумя поверхностями вытеснения по периферии вытеснительного валика меньше расстояния между двумя зонами вытеснения на рукаве;
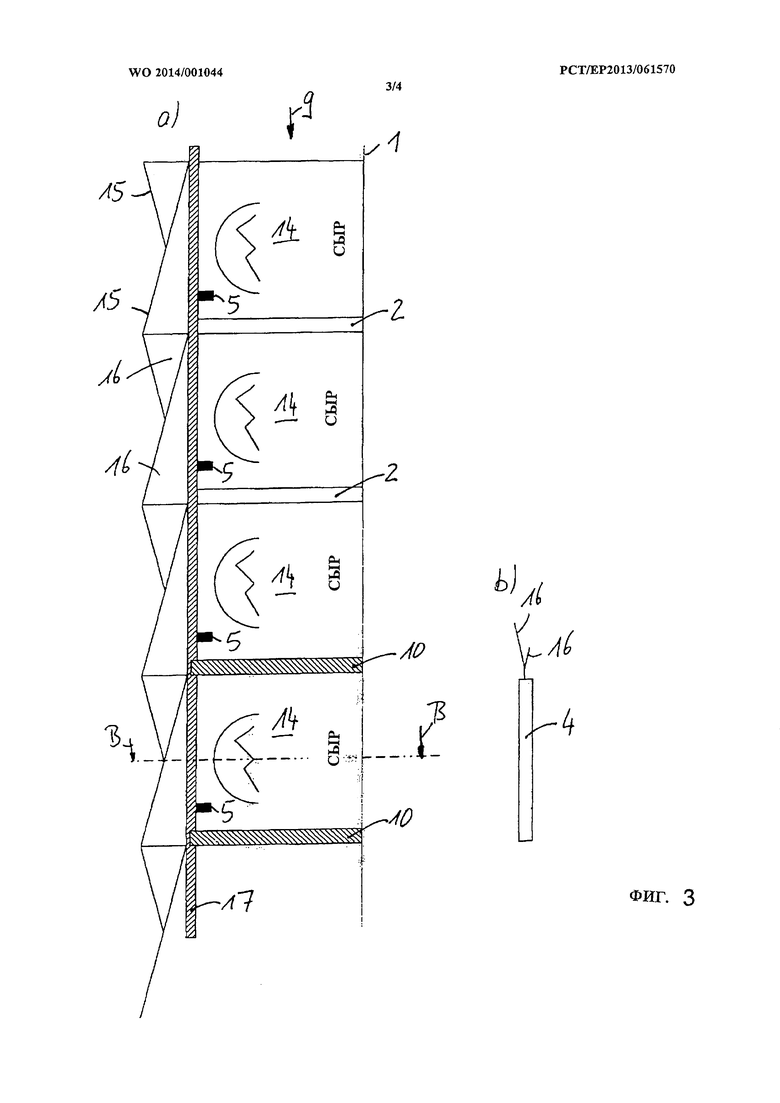
фиг. 3 - а) устройство в соответствии с фиг. 1а) с пленкой, с односторонним или двухсторонним контурным вырезом на продольной стороне пленки,
b) полученная упаковка с отрывными планками в поперечном сечении по линии В-В разреза в соответствии с фиг. 3a).
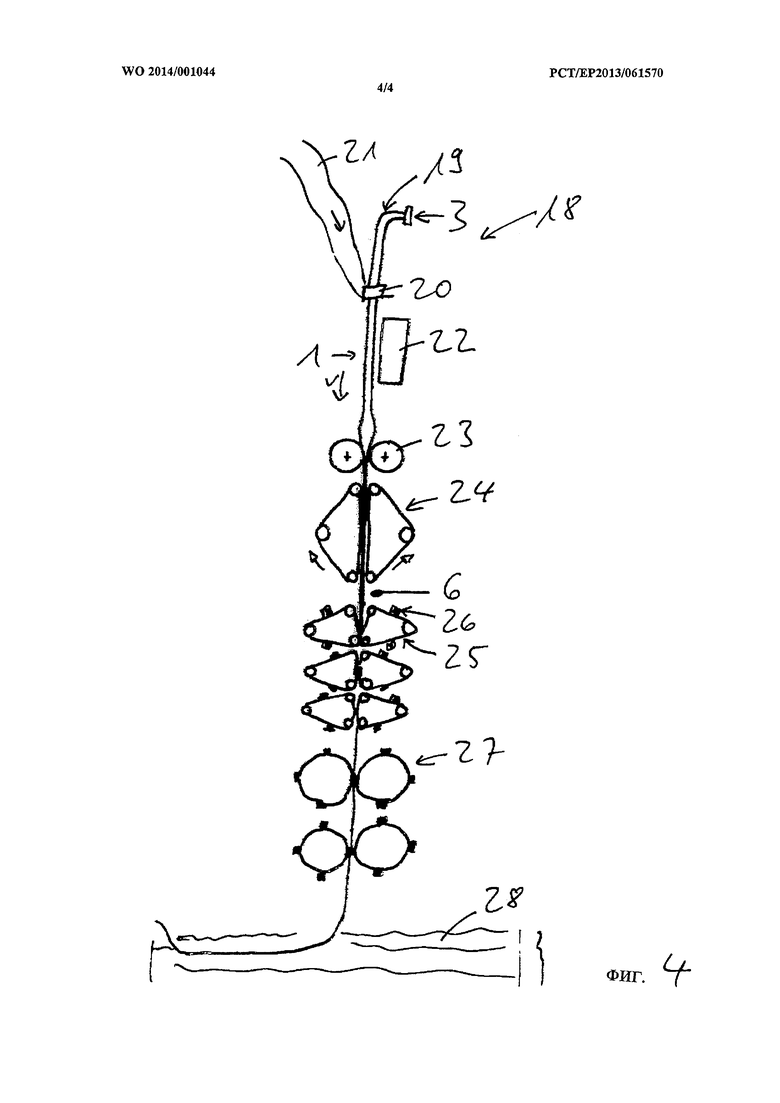
фиг. 4 - промышленная установка с устройством для осуществления способа в соответствии с изобретением.
Осуществление изобретения
На фиг. 1 представлен пленочный рукав 1 в процессе осуществления способа в соответствии с изобретением. Пленочный рукав 1 проводится вдоль участка 9 транспортировки рукава посредством не изображенных направляющих средств. Он наполнен массой 3 плавленого сыра, причем упакованная в пленочный рукав масса плавленого сыра разделяется на отдельно упакованные ломтики. В конце осуществления способа получают отдельно упакованные ломтики сыра определенного размера, причем длина ломтиков может регулироваться посредством устройства в соответствии с изобретением любым образом (даже в процессе непрерывного производства), ширина же, однако, задана габаритами пленочного рукава. В предложенном на рассмотрение примере осуществления изобретения каждая упаковка снабжена точно центрированным относительно упаковки изображением 14, которое включает в себя логотип и информацию о продукте в текстовой форме.
Каждое изображение 14 имеет маркировку 5 в соответствии с раппортом, которая распознается датчиком 6. На определенном расстоянии от маркировки 5 в соответствии с раппортом определяется зона 2 вытеснения, к которой подходят вытеснительные валики 8, 12 для осуществления процесса вытеснения плавленого сыра из зоны 2 вытеснения. В тот момент времени t′ распознавания, когда датчик 6 распознает маркировку 5 в соответствии с раппортом, зона 2 вытеснения находится в точке х′. На основании постоянной скорости v подачи рукава 1 можно рассчитать момент времени t′′ вытеснения, в который зона 2 вытеснения располагается в точке х′′ вдоль участка 9 транспортировки, в которой затем осуществляется процесс вытеснения с использованием вытесняющих валиков 12. При этом за счет вращения поверхности 13 вытеснения на вытесняющих валиках 12 перемещаются в направлении друг друга и пережимают пленочный рукав 1, в результате чего плавленый сыр 3 должен выдавиться из зоны 2 вытеснения. Благодаря этому плавленый сыр 2 разделяется на отдельные ломтики 4.
Затем рукав 1 с помощью инструмента 7 для поперченного запечатывания посредством валиков для поперечного запечатывания запечатывается в зоне 2 вытеснения. Далее отдельные ломтики посредством поперечного разрезания могут быть разделены на запечатанные зоны 2, к примеру, посредством устройства, описанного в WO 2008/119633 A1.
При этом необходимо, чтобы к моменту времени t′′ в точке x′′ поверхности 13 вытеснения перемещались с окружной скоростью u, которая соответствует скорости v подачи рукава 1. На фиг. 2а) представлена диаграмма скорости, при которой окружная скорость u поверхностей 13 вытеснения идентична скорости v подачи. Это возможно тогда, когда зоны 2 вытеснения рукава 1 располагаются на расстоянии друг от друга, которое соответствует расстоянию по периферии между двумя соседними поверхностями 13 вытеснения. Тогда, без проскальзывания, возможно обкатывание поверхностей 13 вытеснения по рукаву при постоянной окружной скорости. Это возможно именно благодаря постоянной скорости v подачи рукава 1.
Если, напротив, расстояние между двумя соседними зонами 2 вытеснения должно быть больше расстояния по периферии между двумя соседними поверхностями 13 вытеснения, то скорость вытеснительного валика 12 между отдельными этапами процесса вытеснения должна быть уменьшена с целью предотвращения «обгона» зон 2 вытеснения поверхностями 13 вытеснения. Однако далее предусмотрено, что в момент времени t′′ вытеснения окружная скорость и вытеснительного валика 12 соответствует скорости v подачи рукава 1 для предотвращения скольжения инструмента 12 по рукаву 1. Поэтому выявляется представленная на фиг. 2b) волнообразная характеристическая кривая, которая в середине, однако, меньше скорости подачи рукава 1 и реализуется посредством управления серводвигателем 11.
Для случая, когда расстояние между двумя соседними зонами 2 вытеснения меньше расстояния по периферии между двумя соседними поверхностями 13 вытеснения, скорость вытеснительного валика 12 между отдельными этапами процесса вытеснения должна быть увеличена, чтобы, напротив, предотвратить «обгон» поверхностей 13 вытеснения зонами 2 вытеснения. И в этом случае далее предусмотрено, что в момент времени t′′ вытеснения окружная скорость u вытеснительного валика 12 соответствует скорости v подачи рукава 1 для предотвращения скольжения инструмента 12 по рукаву 1. Поэтому выявляется представленная на фиг. 2 с волнообразная характеристическая кривая, которая в середине, однако, больше скорости подачи рукава 1 и реализуется посредством управления серводвигателем 11. Соответствующая регулировка последующих запечатывающих валиков 27 (фиг. 4) осуществляется, соответственно, с другим моментом времени t′′ и другой точкой x′′.
Посредством использования изобретения возможно реализовать абсолютно любые расстояния между зонами 2 вытеснения, без необходимости дополнительного переоснащения устройства для вытеснения. Для этого необходимы лишь либо регулируемая синхронизация времени вытеснения и запечатывания, либо идентификация на рукаве распознаваемой посредством датчика маркировки 5 в соответствии с раппортом, которая всегда располагается на заданном расстоянии от желаемой зоны вытеснения. Таким образом, во время осуществления непрерывного производственного процесса уже за счет изменения синхронизации времени и/или расстояний между маркировками в соответствии с раппортом можно изменять расстояния между зонами 2 вытеснения. За счет этого достигается надежная синхронизация вытеснительных валиков 8, в частности, с нанесенным на рукаве изображением или с другими маркировками. Благодаря этому создается возможность для снабжения упаковок с одним ломтиком плавленого сыра центрированным изображением.
На основании фиг. 3 поясняется следующая возможность применения. Образующая рукав 1 пленка имеет на одной или на обеих продольных кромках, соответственно, зубчатый рельеф 15. При сформированном рукаве 1 зубчатый рельеф 15 перекрывает продольный запечатывающий шов 17, так что отрывные планки 16 выступают за пределы продольного запечатывающего шва 17. Отрывные планки 16 располагаются свободно и могут по отдельности захватываться конечным потребителем и для открывания упаковки отводиться друг от друга. Маркировка 5 в соответствии с раппортом синхронизирована с зубчатым рельефом 15. Таким образом, за счет синхронизации вытеснительных валиков 8 с маркировкой 5 в соответствии с раппортом от массы 3 плавленого сыра отделяется ломтик 4 сыра, который ориентирован относительно зубчатого рельефа 15 и, таким образом, относительно отрывных планок 16. Вытеснительные валики 8, а также инструмент 7 для поперечного запечатывания должны работать не по всей ширине пленки, а могут исключать зону отрывных планок 16.
На фиг. 4 схематично представлена производственная линия 18 для изготовления отдельно упакованных ломтиков сыра, которая подходит для устройства в рамках способа в соответствии с изобретением. Через подающую насадку 19 в верхней зоне подается растопленный текучий плавленый сыр 3. На сформированном буртике 20 U-образно вокруг подающей насадки 19 укладывается рукавная пленка 21, которая изначально подается в плоском состоянии. В последующем устройстве 22 для продольного запечатывания продольные кромки рукавной пленки, которые вследствие V-образного расположения накладываются друг на друга, запечатываются, так что формируется непрерывная продольная запечатанная кромка 17 (фиг. 1а)). В результате образуется пленочный рукав 1.
Затем наполненный плавленым сыром 3 пленочный рукав 1 пропускается между двумя вращающимися в противоположных направлениях калибровочными валиками 23, посредством которых регулируется толщина ломтика 4 плавленого сыра. Две последующие транспортерные ленты 24 зажимают наполненный пленочный рукав 1 между собой. За счет усилия растяжения, с которым транспортерные ленты 24 воздействуют на пленочный рукав, этот пленочный рукав в зажатом состоянии удерживается в зоне над транспортерными лентами 24 и затем подается вниз. В другом варианте осуществления изобретения транспортерные ленты 24 могут располагаться также под вытеснительными и запечатывающими инструментами. Транспортерные ленты 24 обеспечивают желаемую скорость подачи пленочного рукава 1, что является предпосылкой для функционирования вытеснительных валиков. Оптический датчик 6 распознает маркировку в соответствии с раппортом или другие изображения на пленочном рукаве 1.
За транспортерными лентами 24 предусмотрены вытеснительные валики. Они в данном случае, в отличие от примера осуществления в соответствии с фиг. 1, осуществлены в виде трех расположенных друг за другом пар ременных лент 25, снабженных ориентированными перпендикулярно направлению подачи распорками 26. Распорки 26 образуют вытеснительные поверхности 9, аналогично вытеснительным валикам 12 в соответствии с фиг. 1, и могут также вытеснять массу 3 плавленого сыра из зон рукава 1. Во время процесса вытеснения распорки 26 приводятся в действие с окружной скоростью u, которая соответствует скорости v подачи рукава. В направлении подачи далее предусмотрены две пары валиков 27 для поперечного запечатывания, которые в поперечном направлении запечатывают рукавную пленку в зонах 2 вытеснения. Функция ременных лент 25 с распорками и валиков 27 для поперечного запечатывания аналогична функции соответствующих элементов из примера осуществления в соответствии с фиг. 1 и фиг. 2. Затем рукав 1 проходит через резервуар 28 с охлаждающей жидкостью, в результате чего сформированные отдельные ломтики плавленого сыра охлаждаются.
За счет использования центрированного в соответствии с раппортом (или центрированного относительно другой маркировки) вытеснения и запечатывания оба этапа способа синхронизируются относительно поверхности с нанесенной печатью и/или имеющей тиснение. Таким образом, вытеснение, а также поперечное запечатывание может осуществляться по центру между нанесенными печатными рисунками. Таким образом, за счет использования приводного механизма в соответствии с изобретением для вытеснительных инструментов и инструментов для поперечного запечатывания, возможна синхронизация относительно нанесенного на пленку печатного изображения. Далее, за счет использования приводного механизма, в процессе работы возможно произвести переналадку на любые длины ломтиков в пределах заданного диапазона, без замены инструментов, что подходит, в частности, для пленок, на которые не нанесен печатный рисунок или рисунок нанесен методом распыления. В промышленную установку в соответствии с фиг. 4 может быть без проблем установлено устройство в соответствии с фиг. 1 в качестве замены соответствующих представленных на фиг. 4 устройств.
Перечень ссылочных позиций
1 - рукав
2 - зона вытеснения
3 - плавленый сыр
4 - ломтик сыра
5 - маркировка в соответствии с раппортом
6 - датчик
7 - инструмент для поперечного запечатывания
8 - вытеснительный инструмент
9 - участок транспортировки рукава
10 - поперечный запечатывающий шов
11 - серводвигатель
12 - вытеснительный валик
13 - поверхность вытеснения
14 - изображение
15 - зубчатый рельеф
16 - отрывная планка
17 - продольный запечатывающий шов
18 - серийная установка
19 - подающая насадка
20 - сформированный буртик
21 - рукавная пленка
22 - устройство для продольного запечатывания
23 - валики для калибровки
24 - транспортерные ленты
25 - ременные ленты с распорками
26 - распорки
27 - валики для поперечного запечатывания
28 - резервуар с охлаждающей жидкостью
x - положение вдоль участка транспортировки рукава
t - момент времени
v - скорость подачи рукава
u - окружная скорость поверхностей вытеснения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВКИ ПИЩЕВОГО ПРОДУКТА В ТЕКУЧЕМ СОСТОЯНИИ С ПОЛУЧЕНИЕМ ОТДЕЛЬНЫХ ЛОМТИКОВ, НАХОДЯЩИХСЯ В ГЕРМЕТИЧНЫХ ОБОЛОЧКАХ | 1992 |
|
RU2104236C1 |
| ПОДАЮЩИЙ УЗЕЛ ДЛЯ ПОДАЧИ ЗАПЕЧАТАННЫХ УПАКОВОК ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2015 |
|
RU2671468C2 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ТЕКУЧЕГО ИЛИ СЫПУЧЕГО ПРОДУКТА | 2006 |
|
RU2395209C2 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из ленточного полимерного материала | 1979 |
|
SU876497A1 |
| ОБОЛОЧКА ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ (ВАРИАНТЫ) | 2005 |
|
RU2284696C1 |
| СПОСОБ УПАКОВКИ И УПАКОВОЧНАЯ МАШИНА | 2019 |
|
RU2791891C2 |
| Способ упаковывания продукта между двумя лентами упаковочного материала | 1989 |
|
SU1742135A1 |
| Способ группового упаковывания пищевых продуктов | 1990 |
|
SU1733336A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЕЗНОГО ДЛЯ ЗДОРОВЬЯ ЗАКУСОЧНОГО ПИЩЕВОГО ПРОДУКТА | 2007 |
|
RU2459417C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПОЛУЧЕНИЯ ПОЛЕЗНОГО ДЛЯ ЗДОРОВЬЯ ЗАКУСОЧНОГО ПИЩЕВОГО ПРОДУКТА | 2011 |
|
RU2474126C2 |
В способе непрерывно движущийся пленочный рукав, наполненный массой пищевого продукта, в частности плавленым сыром, посредством пары калибровочных валиков формируют в ленту определенной толщины и транспортируют вдоль участка, причем для образования отдельных порций продукта его посредством пары воздействующих друг на друга вытеснительных валиков вытесняют из расположенных перпендикулярно над пленочным рукавом зон вытеснения. При этом валики посредством выполненного с возможностью регулировки в процессе его работы приводного механизма приводят в действие вне зависимости от скорости движения ленты. В устройстве для образования отдельных порций продукта вытеснительные валики снабжены независимым от скорости движения ленты приводным механизмом, выполненным с возможностью регулировки, в частности шаговым двигателем или серводвигателем. Группа изобретений обеспечивает расширение ассортимента и повышение производительности. 2 н. и 8 з.п. ф-лы, 4 ил.
1. Способ отделения порций массы (3) пищевого продукта от непрерывно проводимого вдоль участка (9) транспортировки рукава со скоростью движения ленты и наполненного массой пищевого продукта, в частности плавленым сыром (3), пленочного рукава (1), причем наполненный массой (3) пищевого продукта пленочный рукав сначала посредством пары калибровочных валиков формируют в ленту определенной толщины и для образования отдельных порций (3) пищевого продукта массу пищевого продукта затем посредством пары вытеснительных валиков с помощью воздействующих друг на друга вытеснительных распорок (26) вытесняют из расположенных перпендикулярно над пленочным рукавом зон (2) вытеснения, отличающийся тем, что вытеснительные валики посредством выполненного с возможностью регулировки в процессе его работы приводного механизма приводятся в действие вне зависимости от скорости движения ленты.
2. Способ по п. 1, отличающийся тем, что вытеснительные валики посредством реализующей синхронизацию времени компьютерной программы настраивают с задаваемой характеристикой вращения.
3. Способ по п. 1, отличающийся тем, что вытеснительные валики посредством компьютерной программы настраивают в корреляции с сигналом датчика, причем сигнал датчика коррелируют с распознаваемым на пленочном рукаве изображением.
4. Способ по п. 3, отличающийся следующими этапами:
- распознавание определенной части (5) предусмотренного на пленочном рукаве (1) изображения, в частности маркировки в соответствии с раппортом, посредством датчика (6),
- приведение в действие вытеснительных валиков (8) в зависимости от результатов распознавания определенной части (5) изображения, так что масса (3) пищевого продукта на заданном расстоянии от определенной части (5) изображения в зоне вытеснения вытесняется из пленочного рукава (1).
5. Способ по п. 4, отличающийся тем, что на основании положения (x′) определенной части (5) вдоль участка (9) транспортировки рукава и на основании момента времени (t′) распознавания маркировки (5) определяют момент времени (t′′) вытеснения, к которому вытеснительные валики (8) своими вытеснительными распорками вводятся в вытеснительный контакт с рукавом (1).
6. Способ по одному из пп. 1-5, отличающийся тем, что в зоне (2) вытеснения формируют поперечный запечатывающих шов (10) после вытеснения массы (3) пищевого продукта из зоны (2) вытеснения.
7. Способ по п. 1, отличающийся тем, что фигурный вырез (15) на продольной кромке (17) образующей пленочный рукав (1) пленки для образования отрывных планок (16) на готовой упаковке, по меньшей мере, опосредованно синхронизируют относительно вытеснительных валиков (7) и/или валиков для поперечного запечатывания.
8. Устройство для отделения порций пищевого продукта (3) от непрерывно проводимого вдоль участка (9) транспортировки рукава и наполненного массой пищевого продукта, в частности плавленым сыром (3), пленочного рукава (1), причем для образования отдельных порций пищевого продукта предусмотрены вытеснительные валики (7) для вытеснения массы (3) пищевого продукта из зоны (2) вытеснения, отличающееся тем, что к независимому от скорости движения ленты приводному механизму вытеснительных валиков предусмотрен выполненный с возможностью регулировки по ходу приводной механизм, в частности шаговый двигатель или серводвигатель.
9. Устройство по п. 8, отличающееся тем, что предусмотрена компьютерная программа для управления вытеснительными валиками в корреляции с сигналом датчика и/или в корреляции с синхронизацией по времени.
10. Устройство по п.8 или 9, отличающееся тем, что предусмотрены средства, в частности транспортерные ленты (24), для проведения пленочного рукава (1) вдоль участка (9) транспортировки рукава,
датчик (6) для распознавания определенной части (5) выбитого или напечатанного изображения, в частности маркировки в соответствии с раппортом, на пленочном рукаве (1) или на выемке в пленочном рукаве,
устройство для управления сервоприводом (11) в зависимости от генерированного датчиком (6) сигнала, для вытеснения массы (3) пищевого продукта на заданном расстоянии от определенной части (5) печатного изображения или выемки на пленочном рукаве (1).
| DE 19620560 A1, 27.11.1997 | |||
| US 6088994 A, 19.07.2000 | |||
| УПАКОВОЧНОЕ УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА АСЕПТИЧНО ЗАПЕЧАТАННЫХ УПАКОВОК, СОДЕРЖАЩИХ ВЫЛИВАЕМЫЕ ПИЩЕВЫЕ ПРОДУКТЫ, ИЗ ТРУБЫ УПАКОВОЧНОГО МАТЕРИАЛА | 1998 |
|
RU2138429C1 |

