Область техники
Настоящее изобретение относится к области композитных материалов. Более конкретно изобретение относится к способу изготовления армированного ячеистого материала. Изобретение также относится к трехслойному конструктивному элементу, средний слой которого состоит из армированного ячеистого материала, а также к летательному аппарату, в котором используется такой трехслойный конструктивный элемент, изготовленный в соответствии с предлагаемым в изобретении способом.
Предпосылки создания изобретения
Благодаря своему превосходному отношению жесткости или прочности к плотности композитные материалы, в особенности трехслойные структуры, широко используются в самолетостроении. Трехслойные изделия обычно состоят из верхнего и нижнего покрывающих слоев, между которыми размещается сотовая структура, состоящая из вертикальных ячеек с шестиугольным поперечным сечением, которые обеспечивают увеличение жесткости конструктивного элемента.
Трехслойные структуры также обладают и другими свойствами, например, шумоизоляционными или термоизоляционными свойствами (так называемые многофункциональные свойства), если структура выполнена соответствующим образом. Таким образом, можно обойтись без дополнительных мероприятий, которые реализуются с помощью отдельных компонентов, то есть достигается снижение веса всей конструкции.
Жесткие ячеистые материалы используются в качестве альтернативы компонентам, имеющим сотовую структуру. По сравнению с сотовыми структурами жесткие ячеистые материалы обладают определенными преимуществами в отношении термоизоляционных и шумоизоляционных свойств, а также в отношении их производства. Однако ячеистые трехслойные структуры, изготовленные на основе вспененных материалов, имеют один недостаток по сравнению с сотовыми трехслойными структурами, имеющими одинаковую плотность, связанный с ожидаемым ухудшением механических характеристик. Это ухудшение может быть скомпенсировано за счет использования технологий сшивания материалов, при которых в компоненты, изготовленные из жестких ячеистых материалов, вводятся волокна или нити. После пропитки смолой зоны, пронизанные волокнами, обеспечивают увеличение механической прочности ячеистого материала.
Известная трехслойная структура, армированная путем прошивания материала, описана, например, в патенте США №6187411. Для того чтобы усилить эту трехслойную конструкцию, ее прошивают нитью в процессе двухстороннего сшивания, причем верхняя нить вводится иглой в слоистый материал через один покрывающий слой с использованием известных технологий и удерживается нижней нитью в слоистом материале возле другого покрывающего слоя. В результате, когда игла выводится из слоистого материала, образуется петля. Технология такого двухстороннего сшивания также описана в патенте США №4196251, в котором нижняя нить проходит параллельно второму покрывающему слою и в целом перпендикулярна верхней нити. В патенте США №5624622 также описывается трехслойная структура из ячеистых материалов, которая армирована путем прошивания, осуществляемого с использованием известной технологии петельной цепочки или сдвоенной строчки.
Во всех известных способах прошивания игла вводится в ячеистый материал и одновременно вводит в него нить. При прокалывании ячеистого материала нить проходит практически параллельно игле по всей длине ее хода. Поэтому размер отверстия, прокалываемого иглой, определяется диаметром иглы и толщиной нити.
Соответственно, недостатком всех этих известных способов является то, что отверстие, остающееся после выхода иглы из ячеистого материала, слишком велико по сравнению с толщиной введенной нити. Это приводит к тому, что зона отверстия, которая не заполнена волокнами, будет заполняться смолой при пропитке, так что улучшение механических характеристик в этих способах происходит не за счет волокон, что является желательным, а в основном за счет смолы. Однако улучшения некоторых механических характеристик, а именно характеристик, связанных с весом, недостаточны для получения легких конструкций, потенциально необходимых для авиационной промышленности, и поэтому использование в авиационной промышленности армированных ячеистых материалов такого типа рассматривается только в редких случаях.
Сущность изобретения
Среди прочего, целью изобретения является улучшение способа армирования ячеистых материалов волокнами или пучками волокон таким образом, чтобы улучшение механических характеристик среднего слоя, состоящего из ячеистого материала, обеспечивалось, в основном, введенными волокнами.
Термин "ячеистый материал", используемый в контексте настоящего изобретения, относится к любому материалу, который подходит для использования в качестве материала среднего слоя в трехслойных конструктивных элементах. Ячеистые материалы предпочтительно представляют собой действительно ячеистые материалы, однако для целей настоящего изобретения могут также использоваться текстильные материалы, например войлоки или другие нетканые материалы. Например, способ согласно изобретению также обеспечивает использование без проблем текстильных полуфабрикатов, в частности войлоков или нетканых материалов, для улучшения их характеристик. В контексте настоящего изобретения термин "пучки волокон" относится к пучкам (жгутам), состоящим из множества отдельных волокон или моноволокон, отдельных волокон, а также из нитей, которые получают скручиванием отдельных волокон или пучков волокон. В контексте настоящего изобретения термин "толщина пучка волокон" относится к сумме всех отдельных волокон пучка в сжатом состоянии.
Цель изобретения может быть достигнута с помощью способа изготовления трехмерного армированного ячеистого материала, с помощью трехслойного конструктивного элемента, изготовленного в соответствии с таким способом, а также его применением, например, в области авиации и космонавтики, и в частности в летательных аппаратах, в которых используются такие трехслойные конструктивные элементы, изготовленные с помощью предлагаемого в изобретении способа.
Суть изобретения заключается в том, что в предлагаемом в нем способе исключается введение пучков волокон для армирования ячеистого материала одновременно с прокалыванием в нем отверстий, в которых в конечном счете должны быть размещены вытянутые пучки волокон, вместо этого сначала в ячеистом материале выполняются сквозные отверстия, проходящие от первой поверхности в направлении второй поверхности, а затем в них втягиваются в направлении первой поверхности пучки волокон, размещенные на другой стороне второй поверхности. Поэтому в предлагаемом в изобретении способе на первой стадии в ячеистом материале выполняется сквозное отверстие, которое проходит от первой поверхности ячеистого материала к его второй поверхности. Рассматриваемые ячеистые материалы могут иметь пространственную геометрическую форму с противолежащими поверхностями, которые параллельны друг другу только в некоторых простых случаях. Трехслойные конструкционные материалы часто характеризуются трехмерной кривизной, резкими изменениями толщины и другими изменениями геометрических параметров.
На другой стороне второй поверхности ячеистого материала до выполнения сквозного отверстия, в процессе его выполнения или после выполнения размещается по меньшей мере один пучок волокна. Термин "на другой стороне второй поверхности" относится к пучку волокон, размещенному ближе ко второй поверхности, чем к первой поверхности. После выполнения сквозного отверстия в ячеистом материале по меньшей мере один пучок волокон может быть захвачен со стороны сквозного отверстия для последующего втягивания этого пучка в сквозное отверстие в ячеистом материале. Иначе говоря, некоторый элемент проходит через сквозное отверстие со стороны первой поверхности ячеистого материала для захвата, удерживания и протягивания пучка волокон, размещенного на другой стороне, через сквозное отверстие в направлении первой поверхности. Указанное прохождение элемента может осуществляться одновременно с выполнением сквозного отверстия, которое может быть получено, например, путем прокалывания ячеистого материала иглой, или на следующей стадии.
Как было указано выше, могут использоваться любые ячеистые материалы, однако для авиастроения предпочтительными могут быть высококачественные жесткие материалы PMI. Естественно, также можно использовать и другие ячеистые материалы, которые состоят, например, из полихлорвинила или полиуретана. Предлагаемый в изобретении способ может использоваться для армирования не только ячеистых материалов, но также и текстильных материалов, таких как, например, войлоки или другие нетканые материалы, которые в контексте изобретения также могут быть отнесены к общему видовому термину "ячеистые материалы".
Сквозные отверстия могут быть выполнены в ячеистом материале под любым углом. Направление сквозных отверстий может быть выбрано индивидуально для каждого отдельного случая, в частности в зависимости от соответствующей формы ячеистого материала, который необходимо армировать, и от нагрузок, которые можно ожидать в процессе эксплуатации. Предлагаемый в изобретении способ дает возможность изготавливать трехслойные конструктивные элементы по индивидуальным заказам в зависимости от конкретного применения и ожидаемых нагрузок.
Как указывалось выше, по меньшей мере один пучок волокон обеспечивается на другой стороне второй поверхности ячеистого материала. Для того чтобы легко захватить пучок волокон, он должен удерживаться в зоне сквозного отверстия, например, в вытянутом и растянутом состоянии возле второй поверхности для обеспечения надежного захвата пучка крючком или любым другим аналогичным устройством. При захвате такого вытянутого и растянутого пучка волокон для протягивания его через сквозное отверстие он сначала складывается вдвое, так что формируется петля. В результате число моноволокон, которые в конечном счете протягиваются через сквозное отверстие, будет вдвое больше числа отдельных волокон пучка волокон в его начальном состоянии. В качестве альтернативного варианта можно заранее сформировать петлю, которая будет захвачена, так что стадия складывания пучка исключается. Используемые волоконные материалы могут состоять, например, из арамидных волокон, углеродных волокон, нейлоновых волокон, полиэфирных волокон, металлических волокон или стекловолокон, а также могут использоваться любые другие волоконные материалы. Пучки волокон часто состоят из жгутов 12К, то есть пучков волокон из 12000 моноволокон. Для того чтобы дополнительно повысить эффект армирования материала, достигаемого с пучками волокон, можно также использовать пучки с другим количеством составляющих волокон, например, пучки 24К (24000 отдельных волокон) или пучки, содержащие большее число волокон.
Предлагаемый в изобретении способ может обеспечить улучшение определенных механических характеристик ячеистых материалов, используемых в различных отраслях промышленности. Армированные ячеистые материалы указанного типа прежде всего используются в приложениях, для которых важно выполнение жестких требований к прочности при невысокой стоимости материала и малом весе. В качестве классического примера использования таких армированных ячеистых материалов можно привести авиацию и космонавтику, именно потому что в этом случае предъявляются высокие требования к жесткости или прочности конструктивных элементов при минимально возможном весе. Например, в аэрокосмической промышленности предлагаемый в изобретении способ может обеспечить изготовление закрылков, рулей направления или несущих конструкций фюзеляжа, а также частей облицовочных панелей или панелей внутренней отделки. Кроме того, предлагаемый в изобретении способ может также использоваться в автомобилестроении, в строительстве, в мебельной промышленности и в других отраслях промышленности, где широко используемые материалы должны удовлетворять жестким требованиям по прочности при минимально возможном весе. Предлагаемый в изобретении способ также может использоваться во всех случаях, когда важными являются не только прочностные характеристики материала, но также и характеристики по шумо- и термоизоляции, поскольку материалы, получаемые с использованием предлагаемого способа, по своей природе обладают высоким уровнем шумо- и термоизоляции.
Сквозные отверстия в ячеистом материале могут быть выполнены прокалыванием с использованием иглы со стороны первой поверхности, пока игла не выйдет из второй поверхности материала. Игла должна иметь минимально возможный диаметр, для того чтобы избежать выполнения сквозных отверстий, имеющих чрезмерный размер поперечного сечения. Размер поперечного сечения основной части иглы не должен, в частности, превышать толщину пучка волокон, который должен быть протянут через сквозное отверстие (или не должен превышать две толщины пучка волокон в исходном вытянутом состоянии).
Для захвата по меньшей мере одного пучка волокон может использоваться, например, крючок иглы. Для этой цели острие иглы может быть снабжено ушком, по периметру которого имеется разрыв с одной стороны, так что пучок волокон может быть введен в ушко в зоне острия иглы через этот боковой проем.
Если сквозное отверстие было выполнено с помощью иглы, которая имеет минимально возможный размер поперечного сечения, то может быть обеспечено получение сквозного отверстия, размер поперечного сечения которого меньше толщины пучка волокон, протягиваемого через это отверстие. Такой размер поперечного сечения сквозного отверстия обеспечивает возможность сжатия пучка волокон при его протягивании через отверстие, так что отдельные волокна прижимаются друг к другу настолько плотно, насколько это возможно, и проходят через отверстие максимально параллельно его внутренней стенке. Для упрощения процесса втягивания и сжатия отдельных волокон, в том месте, где соответствующий пучок волокон втягивается в ячеистый материал, можно установить воронкообразную насадку, через которую пучок волокон будет втягиваться в сквозное отверстие в материале с одновременным сжатием. Однако поскольку отдельные волокна обычно имеют круглое поперечное сечение, то остается достаточное пространство между отдельными волокнами для последующего заполнения сквозных отверстий пропитывающим материалом, в частности дюропластом, когда пучки волокон находятся в сжатом состоянии.
Из предыдущих объяснений ясно, что захват-удержание пучка волокон на другой стороне второй поверхности, например, с помощью иглы, предотвращает нежелательное расширение сквозного отверстия при обратном ходе иглы. Поскольку кончик иглы входит снова в сквозное отверстие при отведении иглы назад, то игла проходит по сквозному отверстию в ячеистом материале, так что она тянет за собой по меньшей мере один пучок волокон. Поэтому пучок волокон не параллелен продольной оси иглы, когда он втягивается в сквозное отверстие, а следует за иглой и перекрывает ее в зоне острия, где игла имеет наименьшую толщину и лишь немного увеличивает толщину пучка волокон.
После того как по меньшей мере один пучок волокон протянут через сквозное отверстие указанным образом, он может быть обрезан заподлицо с первой и/или второй поверхностями. В качестве альтернативного варианта концы пучка волокон, которые выступают над поверхностями, могут быть плоско прижаты к этим поверхностям и прикреплены к ним. Если армируемый ячеистый материал входит в трехслойную структуру, то первая и/или вторая поверхности могут быть сформированы покрывающими поверхностями или покрывающими слоями трехслойной структуры. В этом случае сквозное предварительно выполняемое отверстие проходит через ячеистый материал, а также через два покрывающих слоя, которые покрывают ячеистый материал, так что пучок волокон проходит через эти три слоя. Естественно, также можно вышеописанным образом вводить пучки волокон в ячеистый материал, когда на него еще не нанесены покрывающие слои, и затем наносить на обе стороны материала покрывающие слои, причем в этом случае выступающие концы пучков волокон прижимаются и прикрепляются или приклеиваются между покрывающим слоем и ячеистым материалом.
Для окончательного скрепления отдельных волокон друг с другом, а также для прикрепления волокон к ячеистому материалу сквозное отверстие, содержащее по меньшей мере один пучок волокон, может быть на следующей стадии пропитано смолой. Пропитка смолой может быть выполнена, например, путем воздействия пониженного давления на одну сторону ячеистого материала для засасывания смолы, находящейся с другой стороны, в сквозное отверстие. Также могут использоваться и любые другие известные способы пропитки.
Для армирования ячеистого материала пучками волокон с использованием вышеописанного способа необходимо многократно выполнить способ, чтобы пучки волокон были введены в ячеистый материал в различных точках. Поэтому выполнение способа начинается заново в другой точке после того, как по меньшей мере один пучок волокон будет втянут в ячеистый материал через сквозное отверстие. Вместо выполнения сквозных отверстий в разных точках ячеистого материала в соответствии с предлагаемым в изобретении способом для последовательного протягивания пучков волокон можно одновременно осуществлять способ в различных точках ячеистого материала. Например, ячеистый материал может быть одновременно проколот множеством игл, и соответствующее количество пучков волокон может размещаться на другой стороне ячеистого материала, так что они могут быть захвачены иглами и протянуты в ячеистом материале через сквозные отверстия, выполненные иглами. Также можно использовать пучки волокон, которые соединяют несколько сквозных отверстий, если процесс размещения пучков волокон сконструирован соответствующим образом.
В соответствии с другим вариантом осуществления настоящего изобретения его цель достигается с помощью предлагаемого в изобретении трехслойного конструктивного элемента. Предлагаемый в изобретении трехслойный конструктивный элемент содержит средний слой из ячеистого материала с противолежащими первой и второй поверхностями. Средний слой из ячеистого материала содержит множество сквозных отверстий, которые проходят между первой и второй поверхностями. В этом случае пучок волокон протягивается через каждое из таких сквозных отверстий, размеры поперечных сечений которых таковы, что отверстия практически полностью заполняются пучками волокон и используемым пропитывающим материалом. В этом случае отдельные волокна пучка волокон, проходящие через соответствующие сквозные отверстия, вытянуты по прямой линии.
Предлагаемый в изобретении трехслойный конструктивный элемент обладает отличной прочностью или жесткостью при малом весе. Это оптимизированное отношение жесткости к весу является следствием того обстоятельства, что сквозные отверстия практически полностью заполнены пучками волокон, так что содержание смолы в этих отверстиях может поддерживаться на низком уровне.
Благодаря высокой жесткости предлагаемого в изобретении трехслойного конструктивного элемента, он может быть использован в различных применениях, в которых важна жесткость материалов в сочетании с минимально возможным весом. Поэтому важным применением предлагаемого в изобретении трехслойного конструктивного элемента является аэрокосмическая промышленность, поскольку минимизация веса, естественно, является в этой отрасли наиболее важным фактором. При применении в аэрокосмической промышленности из предлагаемых в изобретении трехслойных конструктивных элементов можно изготавливать, например, закрылки, рули направления или несущие конструкции фюзеляжа, а также части облицовочных панелей или панелей внутренней отделки Другими областями применения являются, например, автомобилестроение, строительство или мебельная промышленность, а также и другие отрасли промышленности, в которых важным фактором является оптимальное соотношение между прочностью и весом.
Предлагаемые в изобретении трехслойные конструктивные элементы в первую очередь представляют собой плоские изделия с двумя противолежащими поверхностями, которые в простейших случаях параллельны друг другу. Однако трехслойные конструктивные материалы часто характеризуются трехмерной кривизной, резкими изменениями толщины и другими изменениями геометрических параметров.
Хотя могут использоваться любые ячеистые материалы, однако для авиастроения предпочтительными могут быть высококачественные жесткие ячеистые материалы PMI. Однако также можно использовать и другие ячеистые материалы, которые состоят, например, из полихлорвинила или полиуретана. Текстильные материалы, такие как, например, войлоки или любые другие нетканые материалы также могут быть отнесены к общему видовому термину "ячеистые материалы".
Для предотвращения заполнения сквозных отверстий, выполненных в ячеистом материале, преимущественно смолой, что приводит к нежелательному увеличению веса трехслойного конструктивного элемента и одновременно к ухудшению прочностных характеристик, размер поперечного сечения сквозных отверстий должен быть меньше толщины пучков волокон, протягиваемых через эти отверстия, так что пучки волокон сжимаются при их протягивании, и размеры отверстий несколько увеличиваются. В этом случае не только можно получить низкую плотность трехслойного конструктивного элемента, но также обеспечивается расположение отдельных волокон в пучке практически по прямой линии, поскольку отдельные волокна распрямляются при выполнении процесса сжатия.
Поскольку трехслойный конструктивный элемент обычно состоит по меньшей мере из трех слоев (средний слой и два покрывающих слоя), то сквозные отверстия могут проходить непосредственно от одного покрывающего слоя к другому покрывающему слою, то есть первая и/или вторая поверхности трехслойного конструктивного элемента формируются покрывающими слоями. Соответственно, пучки волокон могут проходить через весь трехслойный конструктивный элемент, включая покрывающие слои.
В зависимости от условий изготовления и рабочего режима концы пучков волокон могут либо располагаться заподлицо с первой и/или второй поверхностями, либо плоско прижимаются к ним. Соответственно, если поверхности сформированы покрывающими слоями, то концы пучков волокон либо располагаются заподлицо с покрывающими слоями, либо плоско прижимаются к их верхним поверхностям. Естественно, также возможен вариант, когда концы пучков волокон располагаются заподлицо со средним слоем из ячеистого материала или плоско прижимаются к этому слою, на обе поверхности которого могут быть нанесены покрывающие слои.
Из вышеприведенных объяснений, относящихся к трехслойному конструктивному элементу в соответствии с изобретением, ясно, что такой элемент может быть изготовлен с использованием предлагаемого в изобретении способа получения армированного ячеистого материала, описанного выше. Поэтому объяснения, относящиеся к предлагаемому в изобретении способу, относятся также и к трехслойному конструктивному элементу.
Краткое описание чертежей
Изобретение поясняется ниже на примере предпочтительного варианта со ссылками на прилагаемые фигуры, на которых показано:
Фигура 1 - схема начального положения перед выполнением предлагаемого в изобретении способа.
Фигура 2 - схема выполнения нескольких стадий варианта предлагаемого в изобретении способа.
Фигура 3 - вид следующей стадии варианта предлагаемого в изобретении способа.
Фигура 4 - вид ячеистого материала с введенным пучком волокон.
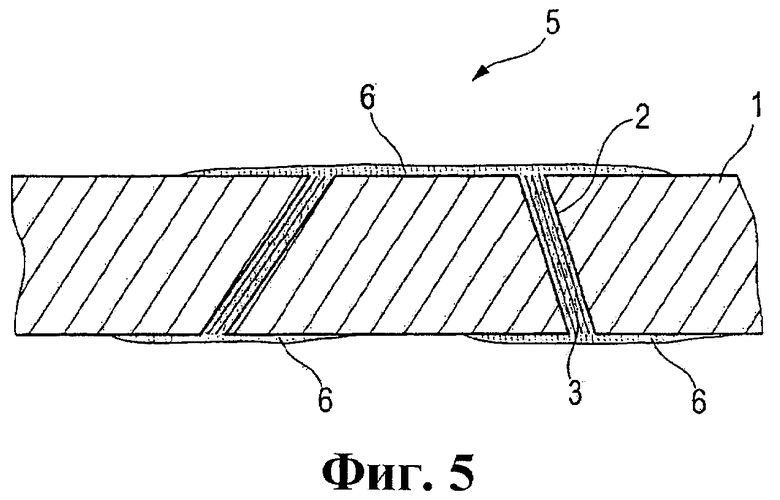
Фигура 5 - вид первого варианта армированного трехслойного конструктивного элемента.
Фигура 5 - вид второго варианта армированного трехслойного конструктивного элемента.
Фигуры 7а-7с - виды трех различных конструкций игл, обеспечивающих осуществление предлагаемого в изобретении способа.
Подробное описание изобретения
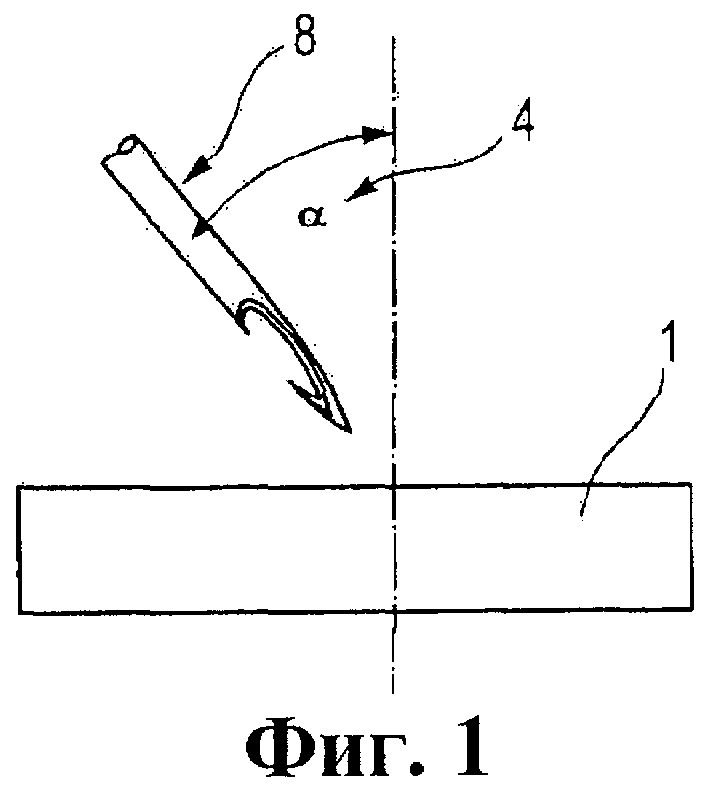
На фигуре 1 можно видеть изображение крючковой иглы 8 перед прокалыванием ячеистого материала 1. Крючковая игла 8, особенностью которой является зона ушка на ее конце, имеющего проем с одной стороны, описана ниже более подробно со ссылками на фигуры 7а-7с. В качестве ячеистого материала 1 может использоваться, в частности, жесткий ячеистый материал PMI или менее качественный ячеистый материал, например ячеистый ПХВ или ячеистый полиуретановый материал. Ячеистый материал 1 также может представлять собой текстильный материал, например войлок или любой другой нетканый материал. Как можно видеть на фигуре 1, игла 8 отклонена от вертикальной линии на угол α (позиция 4). Величина угла α может варьироваться от 0 до 90°, для того чтобы можно было ввести пучок волокон в ячеистый материал 1 под нужным углом. Таким образом, обеспечивается получение армирования материала "под заказ" в зависимости от применения и соответствующих нагрузок, которым ячеистый материал 1 будет подвергаться в составе трехслойной структуры. Хотя на фигуре 1 угол α показан двумерным, поскольку фигура 1 двумерна, однако понятно, что этот угол может быть также пространственным, так что отверстие, прокалываемое иглой, с проходящим сквозь это отверстие пучком волокон может быть выполнено в ячеистом материале 1 под любым нужным пространственным углом.
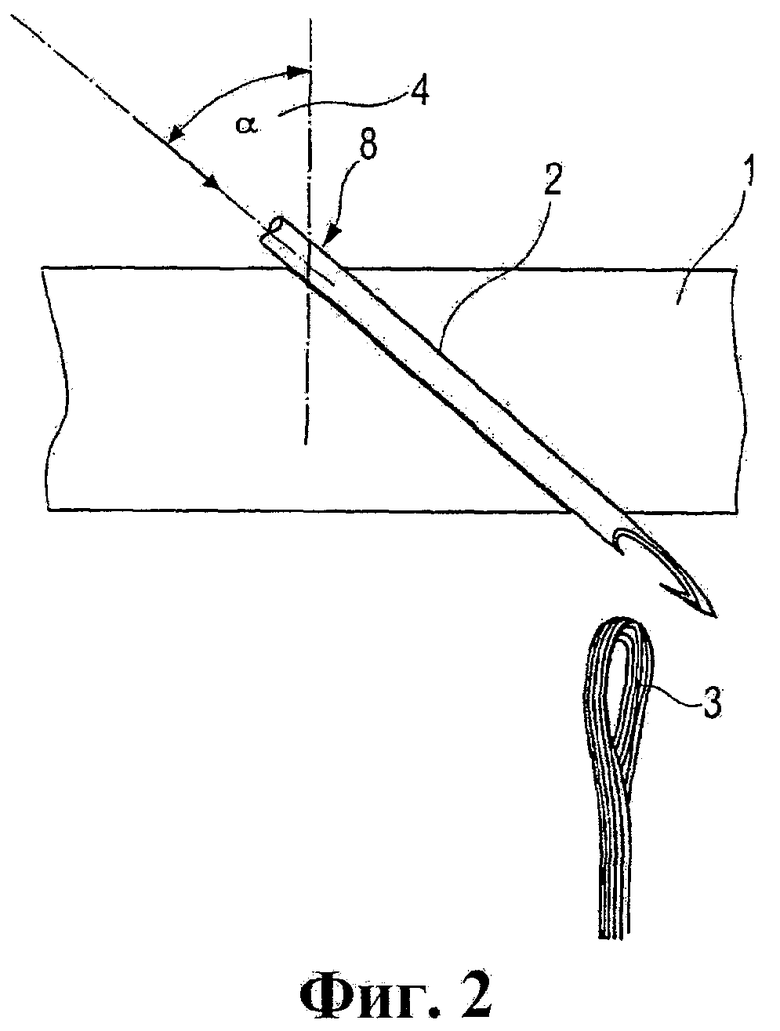
На фигуре 2 изображена стадия способа, на которой кончик иглы 8 введен в ячеистый материал 1. В результате проникновения иглы в материал образуется отверстие 2, проходящее в ячеистом материале 1 под пространственным углом а. Пучок 3 волокон (например, пучок 24К), из которого сформирована петля в непосредственной близости от нижнего слоя ячеистого материала 1, располагают под материалом в зоне точки выхода иглы 8. Таким образом, эта петля пучка 3 волокон может быть захвачена и будет удерживаться крючковой иглой 8 для протягивания пучка внутрь ячеистого материала 1 при обратном ходе иглы 8.
Хотя пучок 3 волокон для наглядности показан на фигуре 2 имеющим форму петли, однако на самом деле он может быть вытянут под нижней поверхностью ячеистого материала 1 строго параллельно этой поверхности, для того чтобы этот пучок волокон мог быть захвачен иглой 8. Пучок 3 волокон имеет толщину S, так что сложенная вдвое в петлю часть пучка волокон в соответствии с фигурой 2 имеет примерно двойную толщину 2S.
Как можно видеть на фигуре 3, игла 8 выводится из ячеистого материала 1. При таком выведении пучок 3 волокон, захваченный иглой 8, вводится в сквозное отверстие 2 на нижней стороне ячеистого материала 1, причем пучок 3 волокон сжимается при введении в это отверстие. Такое сжатие происходит потому, что игла 8 и, соответственно, сквозное отверстие 2 имеют размер поперечного сечения, который меньше двойной толщины 2S пучка волокон, протягиваемого сквозь отверстие. Отдельные волокна пучка 3 волокон в целом выпрямляются и плотно прижимаются друг к другу в сквозном отверстии 2 под действием указанного сжатия и растягивающего усилия, с которым игла 8 действует на пучок волокон, так что между отдельными волокнами остаются лишь очень малые промежутки.
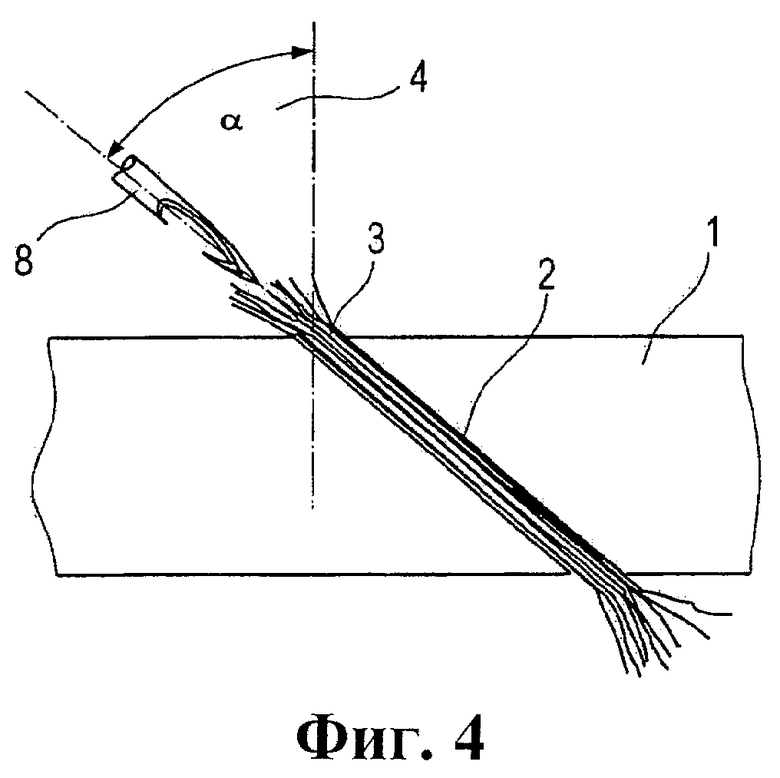
На фигуре 4 показано, что весь пучок 3 волокон втянут в ячеистый материал 1 под углом а, причем игла 8 уже отделилась от пучка 3 волокон. Теперь пучок 3 волокон может быть, например, отрезан заподлицо с обеими сторонами ячеистого материала 1, для того чтобы затем пропитать смолой сквозное отверстие 2.
В альтернативном варианте концы пучка 3 волокон, показанные на фигуре 4, могут быть прижаты и прикреплены к обеим поверхностям ячеистого материала 1. Прикрепление может быть осуществлено путем нанесения покрывающих слоев 7 (которые однако не показаны на фигуре 5) к обеим сторонам ячеистого материала, так что концы пучков 3 волокон плотно прижимаются и прикрепляются к поверхностям ячеистого материала 1.
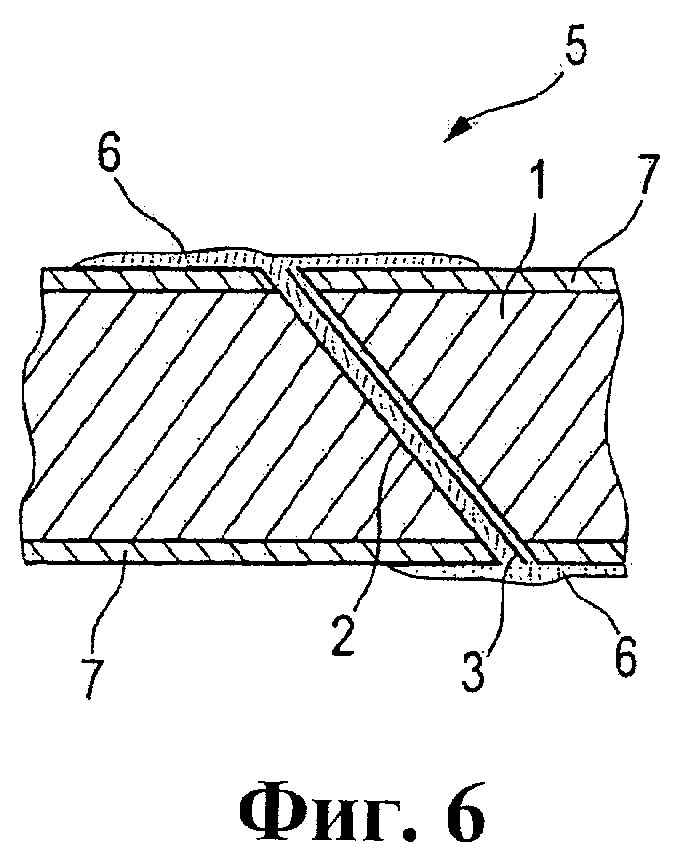
Вместо выполнения одного сквозного отверстия 2 в среднем слое трехслойного конструктивного элемента вышеуказанным способом для протаскивания через это отверстие пучка 3 волокон можно также дополнительно проколоть иглой 8 слои 7, как показано на фигуре 6, для того чтобы затем протянуть пучок 3 волокон через весь трехслойный конструктивный элемент 5, причем концы (6) пучка волокон могут быть также прижаты и прикреплены к покрывающим слоям 7 или отрезаны заподлицо с поверхностями этих слоев, как показано на фигуре 6.
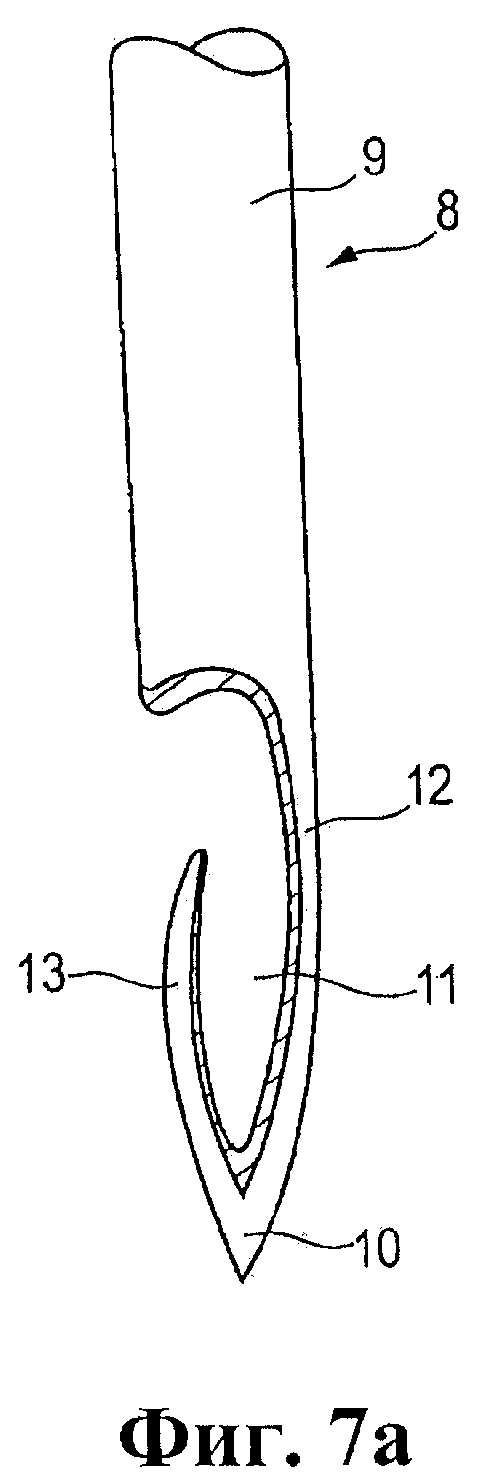
На фигурах 7а-7с представлены виды трех различных конструкций игл, обеспечивающих осуществление предлагаемого в изобретении способа. На фигуре 7а представлен вид первого варианта крючковой иглы 8 с прямой основной частью, которая суживается к острию 10 на переднем конце. В зоне острия 10 игла 8 снабжена ушком 11, которое имеет разрыв на одной стороне для введения через него пучка 3 волокон в область ушка 11 иглы 8. Поэтому зона ушка 11 крючковой иглы 8 содержит первую часть 12, которая проходит без разрывов к острию 10, и вторую выпуклую криволинейную часть 13, которая отходит от острия 10 назад в направлении основной части 9, но не доходит до нее.
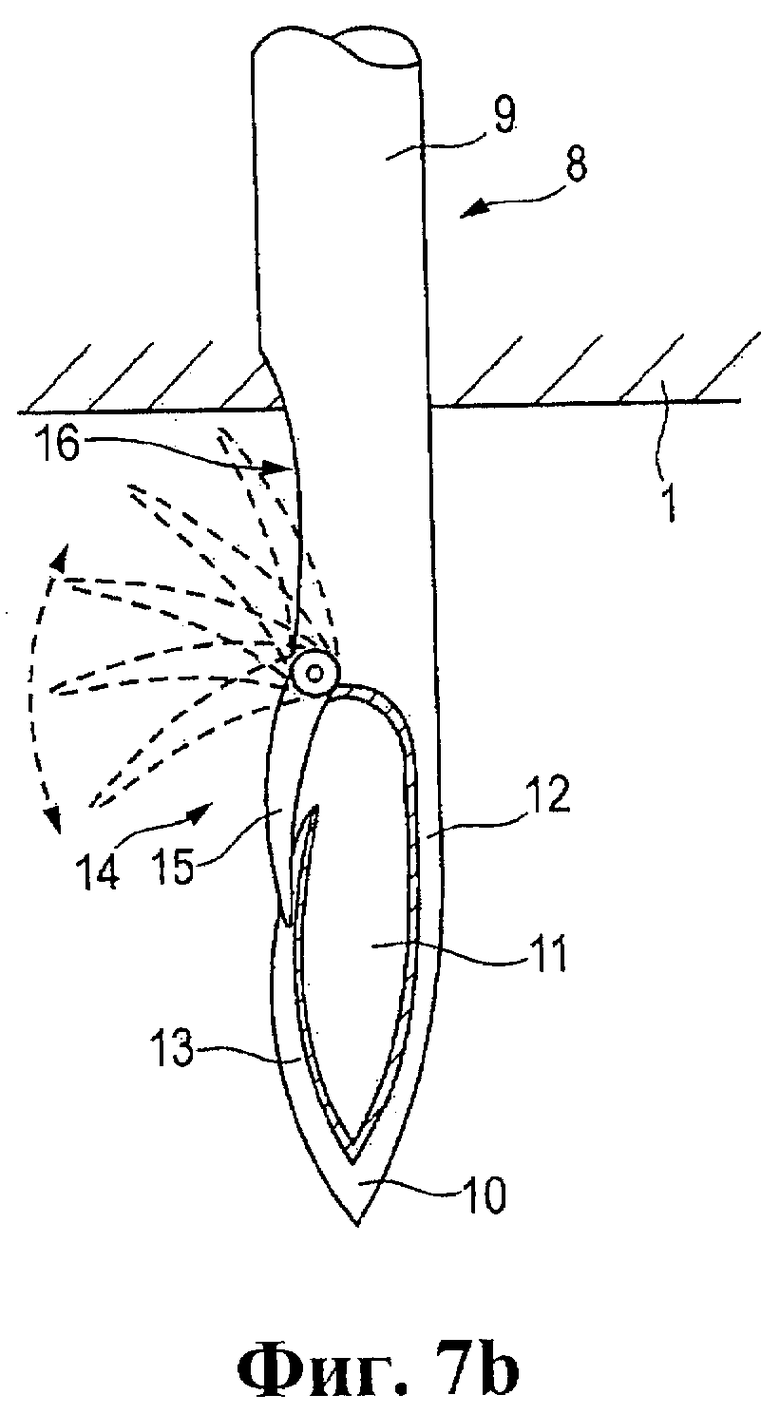
Конструкция крючковой иглы 8, показанная на фигуре 7b, в основном аналогична конструкции, показанной на фигуре 7а, однако содержит дополнительно запирающее устройство 14, которое предназначено для перекрытия разрыва в ушке 11 при выведении иглы из ячеистого материала 1 (обратный ход иглы). Запирающее устройство 14 по существу состоит из откидного элемента 15, который в начальном положении прилегает к основной части иглы 8 в суженной зоне 16. Как только этот откидной элемент 15 вступает во взаимодействие с ячеистым материалом 1 своим свободным концом, когда игла 8 выводится из материала, этот элемент перемещается против часовой стрелки из своего начального положения в положение запирания, когда он полностью закрывает проем в ушке 11, как показано на фигуре 7b. В этом случае предотвращается повреждение крючком второй части 13 иглы внутренней стенки сквозного отверстия 2 в ячеистом материале 1, когда из него выводится игла 8. Кроме того, запирающий механизм 14 предотвращает возможность отделения волокон от пучка 3 волокон, когда он втягивается в ячеистый материал 1. При прокалывании ячеистого материала 1, включая уже нанесенные покрывающие слои 7 или текстильного полуфабриката, запирающий механизм 14 предотвращает захватывание иглой 8 и втягивание внутрь сквозного отверстия волокон текстильного материала. Это действительно необходимо, например, при прошивании войлоков, однако в таких применениях оно может повлечь за собой ухудшение механических характеристик получаемого композитного материала.
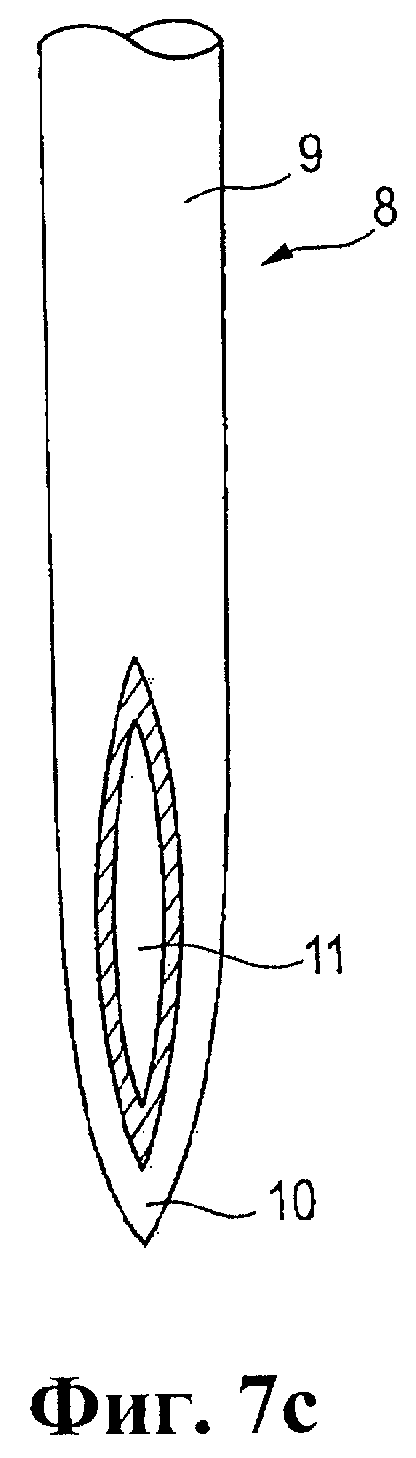
На фигуре 7с показан третий вариант конструкции иглы 8, в которой используется линзообразное ушко 11 в зоне ее острия. В отличие от первых двух вариантов, в которых пучок 3 волокон захватывается иглой 8 с использованием проема в периметре ушка, в этом третьем варианте пучок 3 волокон должен вводиться в ушко 11 иглы, для того чтобы он был захвачен иглой.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННОГО ПЕННОГО МАТЕРИАЛА | 2008 |
|
RU2479427C2 |
| АРМИРОВАНИЕ СЕЧЕНИЯ ДЛЯ СЛОИСТЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2490130C2 |
| АРМИРОВАНИЕ ПЕНОПЛАСТОВ ИЗ СОЕДИНЕННЫХ ДРУГ С ДРУГОМ СЕГМЕНТОВ ВОЛОКНАМИ | 2015 |
|
RU2705089C2 |
| АРМАТУРА ДЛЯ БЕТОННЫХ ЭЛЕМЕНТОВ, СИСТЕМА И СПОСОБ ПРОИЗВОДСТВА АРМИРОВАННЫХ БЕТОННЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2413059C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ПОВЕРХНОСТЬ С ПОКРЫТИЕМ, ПОКРЫТИЕ И ИМПЛАНТ, СОДЕРЖАЩИЙ ТАКОЕ ПОКРЫТИЕ | 2014 |
|
RU2661994C2 |
| ДЕКОРАТИВНАЯ ИНТЕРЬЕРНАЯ ЗВУКОПОГЛОЩАЮЩАЯ ПАНЕЛЬ | 2005 |
|
RU2379434C9 |
| ЛИСТОВОЙ ОСНОВНОЙ МАТЕРИАЛ ИЗ АРМИРУЮЩЕГО ВОЛОКНА, ЗАГОТОВКА И ФОРМОВАННЫЙ ПРОДУКТ ИЗ АРМИРОВАННОЙ ВОЛОКНОМ СМОЛЫ | 2016 |
|
RU2719817C2 |
| МЕСТНАЯ ОБРАБОТКА АРМИРОВАННЫХ ПЕНОПЛАСТОВ И СЛОИСТОЕ ИЗДЕЛИЕ | 2008 |
|
RU2459706C2 |
| ГИБКАЯ ПОЛОСА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА, СОДЕРЖАЩАЯ АРМИРУЮЩИЕ ЭЛЕМЕНТЫ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ОБЪЕМНАЯ ЯЧЕИСТАЯ КОНСТРУКЦИЯ, ВЫПОЛНЕННАЯ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2021 |
|
RU2760449C1 |
Изобретение относится к области композитных материалов. Способ получения армированного ячеистого материала содержит несколько этапов процесса. В ячеистом материале выполняют сквозное отверстие, которое проходит от первой поверхности ячеистого материала ко второй его поверхности. Располагают, по меньшей мере, один пучок волокон на другой стороне поверхности ячеистого материала. Проникают через сквозное отверстие с первой поверхности, для того чтобы захватить, по меньшей мере, один пучок волокон. Втягивают, по меньшей мере, один пучок волокон в сквозное отверстие в ячеистом материале. Трехслойный конструктивный элемент содержит средний слой ячеистого материала, в котором имеется, по меньшей мере, одно сквозное отверстие и, по меньшей мере, один пучок волокон, размещенный в этом отверстии и находящийся в сжатом состоянии. При этом поперечное сечение сквозного отверстия имеет такой размер, при котором практически полностью заполняется, по меньшей мере, одним пучком волокон. Обеспечивается уменьшение веса конструкции, что важно при использовании в авиационной промышленности. 3 н. и 15 з.п. ф-лы, 7 ил.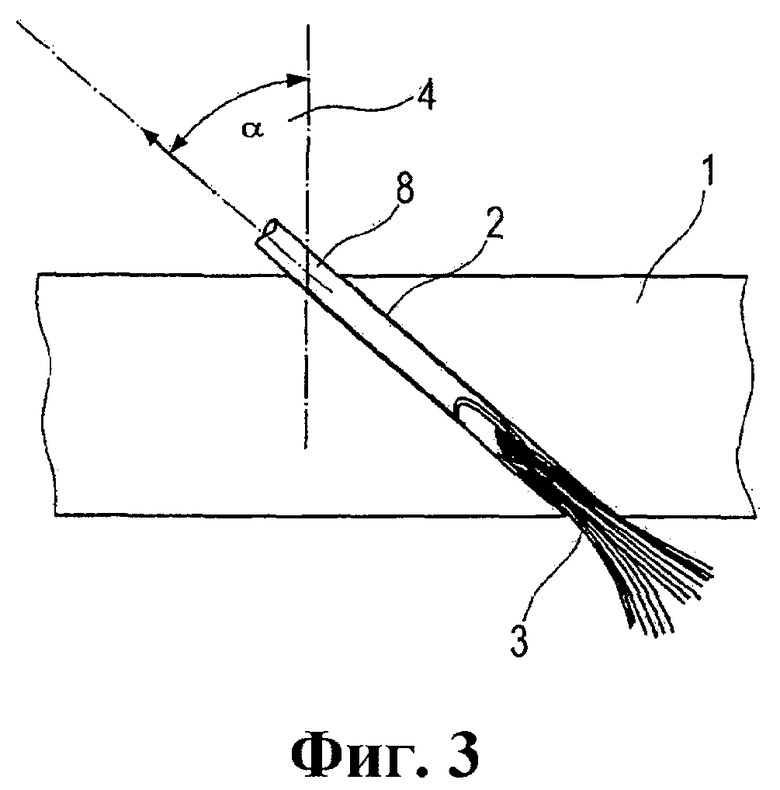
1. Способ получения армированного ячеистого материала, содержащий следующие стадии:
выполнение в ячеистом материале сквозного отверстия, которое проходит от первой поверхности ячеистого материала ко второй его поверхности;
расположение по меньшей мере одного пучка волокон на другой стороне второй поверхности ячеистого материала;
проникновение через сквозное отверстие с первой поверхности для того, чтобы захватить по меньшей мере один пучок волокон; и
втягивание по меньшей мере одного пучка волокон в сквозное отверстие в ячеистом материале.
2. Способ по п.1, в котором сквозное отверстие выполняется прокалыванием ячеистого материала с использованием иглы.
3. Способ по п.2, в котором по меньшей мере один пучок волокон захватывается крючком иглы.
4. Способ по одному из пп.2 или 3, в котором сквозное отверстие выполняется с размером поперечного сечения, который меньше, чем двойная толщина пучка волокон, который должен протягиваться через это отверстие, так что пучок волокон сжимается при его протягивании через сквозное отверстие.
5. Способ по п.3, в котором игла вводится в сквозное отверстие в ячеистом материале таким образом, чтобы она протягивала за собой по меньшей мере один пучок волокон.
6. Способ по п.1, который содержит дополнительно следующие стадии:
обрезание по меньшей мере одного пучка волокон, втянутого в сквозное отверстие, таким образом, чтобы его концы были заподлицо с первой и/или со второй поверхностями; или
размещение по меньшей мере одного пучка волокон, втянутого в сквозное отверстие, на первой и/или на второй поверхностях.
7. Способ по п.1, который содержит дополнительно стадию формирования или размещения покрывающего слоя на первой и/или второй поверхностях.
8. Способ по п.1, который содержит дополнительно стадию пропитки сквозного отверстия, содержащего по меньшей мере один пучок волокон.
9. Способ по п.1, который повторяется после того, как по меньшей мере один пучок волокон втягивается в сквозное отверстие в ячеистом материале.
10. Трехслойный конструктивный элемент, содержащий:
средний слой ячеистого материала, в котором имеется по меньшей мере одно сквозное отверстие, и по меньшей мере один пучок волокон, размещенный в этом отверстии, и находящийся в сжатом состоянии;
причем поперечное сечение сквозного отверстия имеет такой размер, что оно практически полностью заполняется по меньшей мере одним пучком волокон.
11. Трехслойный конструктивный элемент по п.10, в котором средний слой ячеистого материала имеет две противолежащие поверхности, между которыми проходит по меньшей мере одно сквозное отверстие.
12. Трехслойный конструктивный элемент по п.10 или 11, в котором по меньшей мере одно сквозное отверстие, содержащее по меньшей мере один пучок волокон, пропитано смолой.
13. Трехслойный конструктивный элемент по п.10, в котором размер поперечного сечения по меньшей мере одного сквозного отверстия меньше, чем двойная толщина по меньшей мере одного пучка волокон, протянутого через это отверстие, так что пучок волокон сжимается при его протягивании через сквозное отверстие.
14. Трехслойный конструктивный элемент по п.10, в котором по меньшей мере первая и/или вторая поверхности среднего слоя ячеистого материала имеют покрывающий слой.
15. Трехслойный конструктивный элемент по п.10, в котором по меньшей мере один пучок волокон заканчивается заподлицо с первой и/или второй поверхностями или плоско прижимается к первой и/или второй поверхностям.
16. Трехслойный конструктивный элемент по п.10, изготовленный с использованием способа по одному из пп.1-9.
17. Летательный аппарат с трехслойным конструктивным элементом по одному из пп.10-16.
18. Летательный аппарат по п.17 с несущим элементом, изготовленным с использованием способа по одному из пп.1-9.
| US 5741574 А, 21.04.1998 | |||
| US 5935680 А, 10.08.1999 | |||
| C. NOVYI ДЛЯ ЛЕЧЕНИЯ СОЛИДНЫХ ОПУХОЛЕЙ ЧЕЛОВЕКА | 2014 |
|
RU2718670C2 |
| DE 9110061 U1, 27.05.1992 | |||
| DE 10018035 A1, 18.10.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ СТРУКТУР С ПРОМЕЖУТОЧНЫМ ОБЪЕМНЫМ СЛОЕМ ТЕКСТИЛЯ, КОМПОЗИЦИОННАЯ СТРУКТУРА И СТАНОК ДЛЯ ПРОИЗВОДСТВА КОМПОЗИЦИОННОЙ СТРУКТУРЫ | 1992 |
|
RU2093362C1 |

