Настоящее изобретение относится к технической области композиционных материалов. В частности, изобретение относится к способу местной обработки элемента конструкции, который содержит армированный пенопласт. Изобретение также относится к слоистому изделию и самолету с таким слоистым изделием или с элементом конструкции, который был обработан с использованием способа в соответствии с изобретением.
Несмотря на то, что настоящее изобретение может быть применимо для любых желаемых армированных пенопластов, оно и проблемы, на которых настоящее изобретение основано, разъясняются по отношению к листоподобным слоистым структурам с пенопластовой основой, армированной пропитанными смолой волокнами и заключенной между внешними слоями.
Композиционные материалы и, в частности, так называемые слоистые структуры имеют широкое применение в области самолетостроения за счет их хорошего отношения жесткости и прочности к плотности. Слоистые структуры в общем случае имеют верхний наружный слой и нижний наружный слой, между которыми находится, например, структура основы из вертикально проходящих ячеек с шестиугольным поперечным сечением для увеличения жесткости.
Альтернативой для таких сотовых структур являются жесткие пенопласты. Они имеют преимущество перед сотовыми структурами, в частности в области тепло- и звукоизоляции, а также в технологическом процессе производства слоистых структур. Одним недостатком этих пенопластовых структур является низкая механическая прочность при одинаковой плотности.
Для компенсации такой низкой прочности слоистые структуры с пенопластовыми основами могут быть дополнительно армированы путем введения в основу связывающих элементов. Способы прошивки, в частности, обеспечивают возможность введения волокон и нитей для образования стяжек под различными углами и с плотностью, изменяющейся по слоистому изделию. Технически достижимые скорости прошивки позволяют осуществлять быстрое армирование слоистого изделия. После процесса пропитки смолой прошитые участки способствуют механическому усилению основного пенопласта. Такие структуры уже используются в слоистых структурах в конструировании грузовых автомобилей и в судостроении.
DЕ 102005024408 А1 раскрывает способ прошивки, в котором сначала с одной стороны пенопласта иглой прошивается сквозное отверстие, чтобы затем обеспечить используемой игле возможность захватить пучок волокон, находящийся на другой стороне, и протащить его внутрь пенопласта. Поскольку пучок волокон в значительной степени заполняет сквозное отверстие, лишь небольшое количество смолы используется в последующей пропитке, что ведет к улучшению соотношения достигнутой механической прочности и плотности слоистой структуры, а также делает соответствующие структуры пригодными для применения в самолетостроении.
В данном случае эффект усиления основан на растягивающей нагрузке введенных стяжек. Они могут амортизировать силы лишь в том случае, когда они прикреплены на обоих концах к баростойкому элементу, в общем случае к наружному слою слоистой структуры. Если стяжки разорваны в середине или не прикреплены одним концом, они механически неэффективны.
Поскольку стяжки обычно проходят под различными определенными углами относительно внешнего слоя, существует проблема, заключающаяся в том, что в случае местной обработки слоистой структуры, армированной таким образом, на участке обработки механическая прочность слоистой структуры снижается в области, выходящей за пределы обрабатываемой области, в которой стяжки теряют свое механическое действие. В этой расширенной области армированный пенопласт становится определяющим прочность элементом, воздействие которого заключается в том, что механические свойства значительно изменяются в определенном месте, особенно в случае с легковесными пенопластами.
Поэтому целью настоящего изобретения является обеспечение способа обработки, который позволяет местную обработку армированного пенопласта без какого-либо ухудшения механических свойств в увеличенной зоне вокруг участка обработки.
В соответствии с настоящим изобретением указанная цель достигается путем использования способа местной обработки пенопласта, который содержит армированный пенопласт, с признаками п.1 формулы изобретения, а также путем использования слоистого изделия с признаками п.11 формулы изобретения.
Идея, на которой основывается настоящее изобретение, состоит в том, что пенопласт выборочно удаляется в пределах зоны закрепления стяжек в области участка обработки, на котором осуществляется местная обработка, при этом стяжки, изначально включенные в выборочно удаленный пенопласт, обнажаются. После этого зона закрепления стяжек заполняется наполнителем так, что стяжки в пределах зоны закрепления затем заделываются в наполнитель. Далее стяжки скрепляются с наполнителем.
Таким образом, стяжки, которые в результате местной обработки были разорваны, откреплены с одной стороны или измельчены в области места обработки и поэтому стали механически неэффективными, вновь скрепляются одним концом с прочным на сжатие элементом, более конкретно, наполнителем, заполняющим всю зону закрепления стяжек. Если другой конец стяжки лежит вне участка обработки, он не открепляется при местной обработке, так что стяжка вновь может амортизировать растягивающие нагрузки, точнее, теперь между концом, который неизменно закреплен вне участка обработки, и концом, который заново закреплен способом в соответствии с настоящим изобретением в наполнителе.
Следовательно, восстанавливается закрепление с обеих сторон всех стяжек, проходящих в области вокруг участка обработки, так что стяжки сохраняют полностью свое механическое воздействие и не происходит ухудшения механических свойств элемента конструкции вокруг участка обработки, по сравнению с теми, какими они были до проведения обработки.
В следующем аспекте настоящее изобретение обеспечивает слоистое изделие, которое содержит пенопластовую основу. Заделывающая деталь, по меньшей мере, частично заделана в пенопластовую основу и, по меньшей мере, частично окружена слоем наполнителя. По меньшей мере, одна стяжка включена в пенопласт, закреплена одним концом на поверхности пенопластовой основы, а другим концом соединена со слоем наполнителя. Заделывающая деталь создает возможность улучшения функций слоистого изделия, таких, например, как закрепление крепежных элементов с неснижающейся прочностью по сравнению с соответствующим слоистым изделием без заделывающей детали.
Предпочтительные улучшения и усовершенствования настоящего изобретения можно найти в зависимых пунктах формулы изобретения.
В соответствии с предпочтительной разработкой в качестве наполнителя используется отверждаемое соединение. В этом случае соединение, по меньшей мере, одной стяжки с наполнителем происходит за счет отверждения наполнителя. Это особо выгодно, так как отверждаемое соединение может быть введено до отверждения простым способом, например впрыскиванием даже в зону закрепления стяжек, доступ к которой затруднен, а концы стяжек, которые обнажены в зоне закрепления стяжек, окружаются указанным соединением и надежно закрепляются.
В соответствии с предпочтительной разработкой выборочное удаление пенопласта осуществляется обработкой частицами, например пескоструйной обработкой или струйной обработкой с использованием стеклянных гранул или пластмассовых гранул. Это чрезвычайно выгодно, поскольку струйная обработка частицами позволяет аккуратно удалить пенопласт из зоны закрепления стяжек без повреждения даже тонких стяжек. Более того, струйная обработка частицами дает возможность чрезвычайно легко, даже в труднодоступных местах, достичь равномерной глубины обработки зоны закрепления стяжек вокруг участка обработки.
В соответствии с предпочтительной разработкой обеспечивается операция полного удаления пенопласта и, по меньшей мере, одной стяжки в области удаления основы на участке обработки, причем полное удаление осуществляется, в частности, сверлением или фрезерованием. Это позволяет создать пространство, свободное от стяжек, так что, например, в элементе конструкции можно сформировать отверстия. Выборочное удаление пенопласта с оставлением, по меньшей мере, одной стяжки предпочтительно осуществляется в этом случае так, что зона закрепления стяжек, по меньшей мере, частично вмещает область удаления основы. В результате, остатки стяжек, проходящих через область удаления основы до обработки, надежно закреплены вдоль границы области удаления основы. Размер зоны закрепления стяжек предпочтительно выбран таким, что протяженность области удаления основы вместе с зоной закрепления стяжек в одном пространственном направлении до двух раз превышает протяженность только области удаления основы в том же пространственном направлении. Более того, предпочтительно обеспечивается заделывающая деталь, которая выполнена по форме, соответствующей области удаления основы на участке обработки, так что огибающая поверхность заделывающей детали, по меньшей мере, частично заполняет ее. Заделывающая деталь вставляется в область удаления основы участка обработки и соединяется с наполнителем. Это особенно выгодно, с одной стороны, так как заделывающая деталь позволяет улучшить функции, например такую, как закрепление крепежных элементов. С другой стороны, поскольку заделывающая деталь соединена с наполнителем, то она выполняет конструктивную функцию материала, полностью удаленного из области удаления основы, что делает возможным применение способа для ремонта конструктивных элементов с местными повреждениями.
В качестве наполнителя предпочтительно используется увеличивающийся в объеме клей, также обеспечивается операция нанесения увеличивающегося в объеме клея на поверхность заделывающей детали. Заполнение зоны закрепления стяжек происходит в процессе расширения увеличивающегося в объеме клея. Так как увеличивающийся в объеме клей может быть нанесен на поверхности заделывающей детали перед тем, как она вставляется, все поверхности заделывающей детали являются легкодоступными, что делает возможным надежно и полностью заполнить зону закрепления стяжек даже в местах, к которым затруднен доступ, когда заделывающая деталь вставлена.
В соответствии с предпочтительной разработкой также обеспечивается первоначальная операция удаления, по меньшей мере, одного наружного слоя конструктивного элемента в области участка обработки. Таким образом возможно, например, выполнить ремонт слоистых структур, у которых был поврежден наружный слой, или, кроме того, обеспечить отверстия для вставки заделывающих деталей, в частности таких, как фланцы с точной подгонкой.
Согласно предпочтительной разработке слоистого изделия в соответствии с изобретением, по меньшей мере, одна стяжка имеет, по меньшей мере, один пучок волокон, расположенный в сквозном отверстии и пропитанный, в частности, смолой. За счет малого веса стяжки это слоистое изделие имеет чрезвычайно выгодное соотношение механической прочности и плотности.
В соответствии с предпочтительной разработкой заделывающая деталь имеет крепежный элемент для крепления слоистого изделия к другим изделиям. Это делает возможным конструктивное соединение с другими изделиями.
В соответствии с предпочтительной разработкой заделывающая деталь имеет профиль с поперечной выемкой, по меньшей мере, частично заполненной наполнителем. Это представляется исключительно выгодным, так как по своей глубине профиль находится в положительном сцеплении с наполнителем, обеспечивая тем самым особо жесткую заделку заделывающей детали в слоистом изделии.
В соответствии с предпочтительной разработкой наполнитель содержит клей, в частности увеличивающийся в объеме клей. Заделывающая деталь и пенопласт склеиваются вместе наполнителем. В этом случае достигается особо жесткая заделка путем склеивания заделывающей детали с пенопластом и стяжками.
Ниже приводится подробное описание изобретения на основе показательных примеров его осуществления со ссылкой на прилагаемые чертежи, на которых:
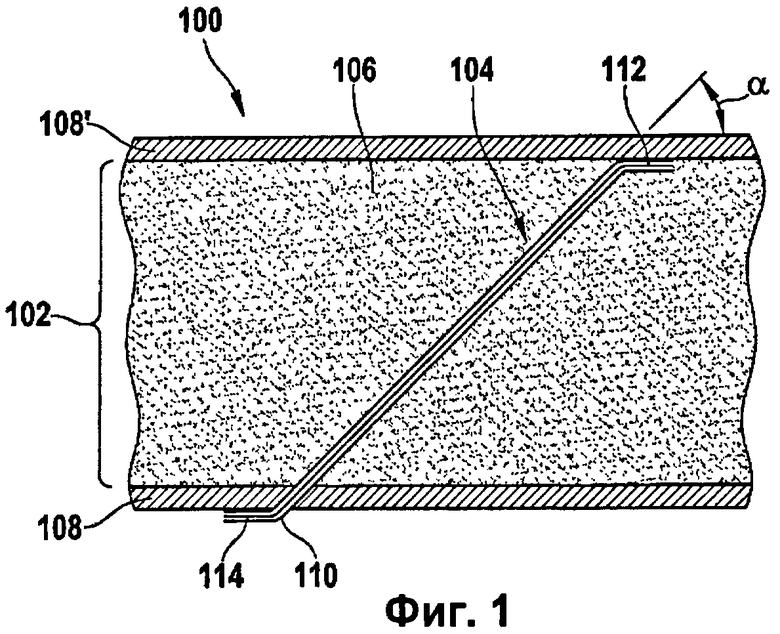
на Фиг.1 показан схематичный разрез слоистой структуры, приведенной в качестве примера, с армированной пенопластовой основой;
на Фиг.2А-F показан ремонт слоистой структуры с местным повреждением путем использования способа в соответствии с первым воплощением изобретения;
на Фиг.3А-F показан ремонт слоистой структуры с местным повреждением путем использования способа в соответствии со вторым примером осуществления изобретения;
На Фиг.4 показана вставка фланца в слоистую структуру способом в соответствии с третьим примером осуществления изобретения.
На чертежах одинаковые номера позиций указывают идентичные или функционально идентичные элементы, если не указано иначе.
На Фиг.1 как отдельная часть в схематичном разрезе показан пример слоистого изделия 100, который содержит структуру основы 102, заключенную между двумя наружными слоями 108, 108'. Структура основы 102 по существу содержит пенопласт 106, например высококачественный полиметакрилимидный (ПМИ) жесткий пенопласт, который преимущественно используется в авиации. Однако, разумеется, что могут быть использованы также другие пенопласта, например из политетрафторэтилена или полиуретанов.
Пенопласт 106, используемый в структуре основы 102, армирован множеством стяжек 104, которые проходят через пенопласт 106 между двумя наружными слоями 108, 108' и из которых здесь для примера показана одна стяжка 104.
Для образования стяжек 104 в пенопластовой основе 102 посредством способа прошивки было выполнено сквозное отверстие, в которое поместили пучок волокон 10. Затем в указанное отверстие вводится смола (не показано).
Стяжка 104 располагается обоими своими концами 112, 114 в каждом случае на одном из наружных слоев 108 и 108' и закрепляется, например, в процессе пропитки смолой. Для примера, один из концов, конец 112, показывает, что пучок волокон может быть заделан между наружным слоем 108' и пенопластом, в то время как другой конец 114 показывает, что пучок волокон 110 может быть расположен на внешней стороне наружного слоя 108. Возможны другие варианты закрепления.
Стяжка 104 образует, например, угол α с наружными слоями 108 и 108'. Закрепление обоих концов 112 и 114 стяжки 104 приводит к тому, что при соответствующем изгибе слоистой структуры 100 стяжка 104 подвергается воздействию растягивающей нагрузки. Множество подобных стяжек, которые под действием различных нагрузок на слоистую структуру соответственно испытывают растягивающие нагрузки, могут быть включены в пенопласт под любым желаемым углом.
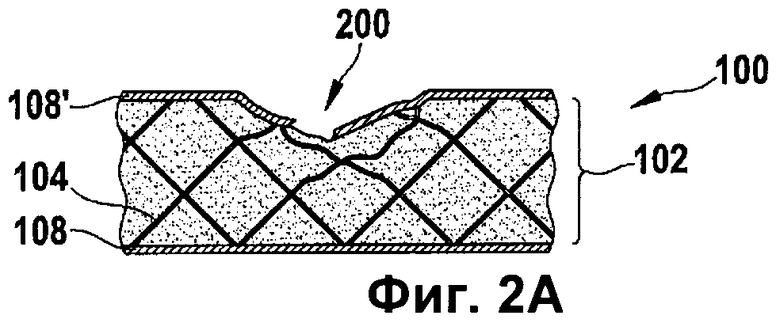
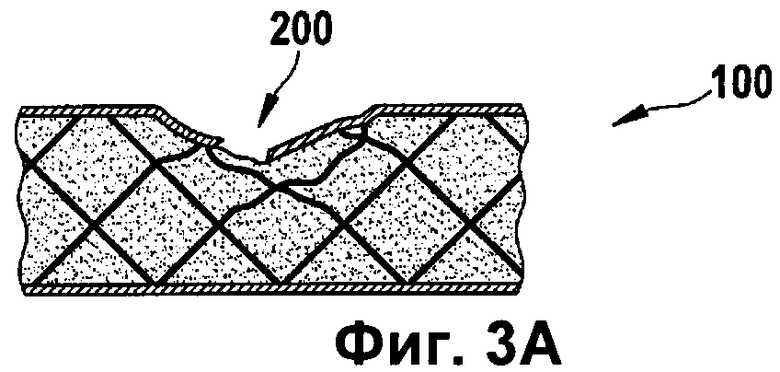
На Фиг.2А аналогично как отдельная часть в схематичном разрезе показано слоистое изделие 100 поясненного типа, в котором множество стяжек 104 соответственно расположены с равными промежутками в двух различных направлениях под углом около 45° относительно наружных слоев 108 и 108' для усиления пенопластовой основы. Верхний наружный слой 108' и пенопластовая основа 102, лежащая под ним, повреждены на участке 200. Применение примера осуществления способа в соответствии с настоящим изобретением для ремонта поврежденной слоистой структуры 100 следует пояснить на следующих фигурах 2В-2F.
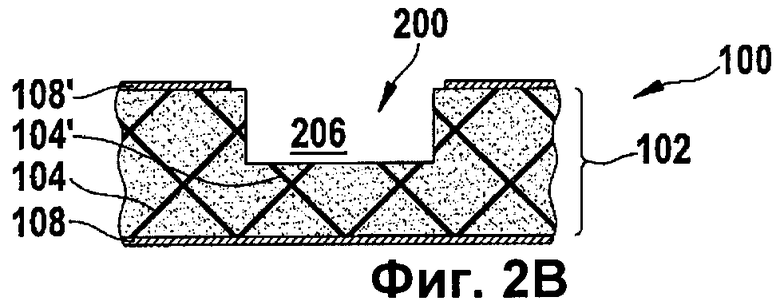
На Фиг.2В на первой операции способа поврежденная часть структуры основы 102 и наружного слоя 108' была удалена из поврежденной слоистой структуры 100, показанной на Фиг.2А, в области удаления 206 основы на участке 200. Удаление осуществляется известными способами, например фрезерованием. В области вокруг участка обработки 200 в результате этого выходят стяжки 104, 104', которые закреплены только на одной стороне и которые, следовательно, являются механически неэффективными. Например, стяжка 104 была отрезана фрезой на одной стороне, а стяжка 104' была перерезана в середине, что привело к образованию из каждой из двух отдельных половинок механически неэффективной стяжки, которая закреплена только с одной стороны.
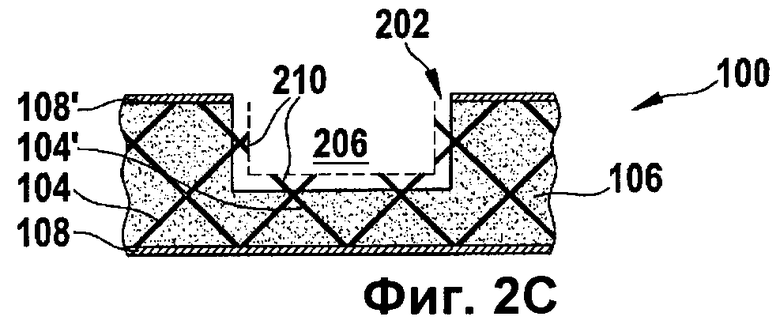
Для жесткого повторного закрепления свободных концов стяжек, как показано на Фиг.2С, пенопласт выборочно удаляется в зоне 202, прилегающей к области удаления 206 основы и окружающей упомянутую область с боковых сторон и снизу, так что концы 210 стяжек выступают над поверхностью пенопласта 106. Целесообразным средством для этой операции является использование устройств для пескоструйной обработки или струйной обработки иными частицами, например устройств для струйной обработки частицами в виде гранул или стеклянных гранул, которые могут удалять пенопласт 106, оставляя целыми стяжки 104.
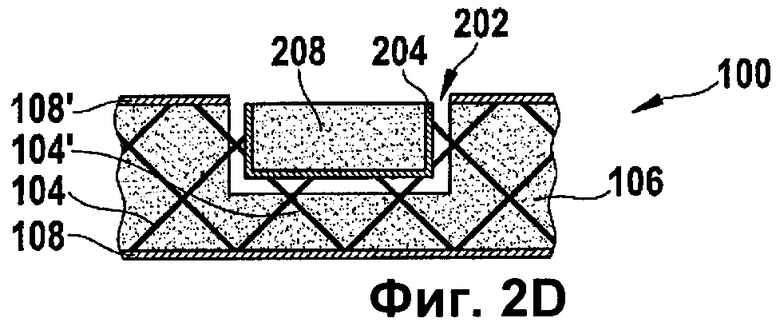
Для реального ремонта структуры основы область удаления 206 основы и зона закрепления 202 стяжек заполняются различными путями. В области удаления 206 основы, из которой структура основы 102 полностью удалена, помещают заделывающую деталь 208 в качестве соответствующей заменяющей структуры, как показано на Фиг.2D. Для того чтобы служить механически эквивалентной заменой армированному пенопласту, который изначально присутствовал в области удаления 206 основы, целесообразно используется заделывающая деталь 208 с достаточными механическими свойствами, например, из сотового материала или пенопласта неусиленной прочности, соответствующей прочности удаленного армированного пенопласта.
В зоне закрепления 202 стяжек, в которой расположены свободные концы 210 стяжек 104, 104', на последующей операции создается сплошной связующий слой 202. Как показано на Фиг.2D, перед вставкой заделывающую деталь 208 со сторон, обращенных к зоне закрепления 202 стяжек, покрывают увеличивающимся в объеме клеем 204 в качестве наполнителя. В зависимости от типа выбранного увеличивающегося в объеме клея 204, клей увеличивается в объеме, например, под воздействием тепла, которое можно обеспечить в пределах участка обработки 200 посредством подходящего нагревательного устройства.
На Фиг.2Е показано состояние после увеличения в объеме увеличивающегося в объеме клея 204, который в процессе увеличения своего объема заполнил зону закрепления 202 стяжек и присоединил ранее свободные концы 210 стяжек 104, 104'. В результате этой операции, с одной стороны, стяжки 104, 104' вновь могут амортизировать воздействие; с другой стороны, заделывающая деталь 208 соединяется с неповрежденной части слоистой структуры 100. Как варианты показанному увеличивающемуся в объеме клею 204 могут быть также использованы заливаемые или впрыскиваемые клеи и смолы.
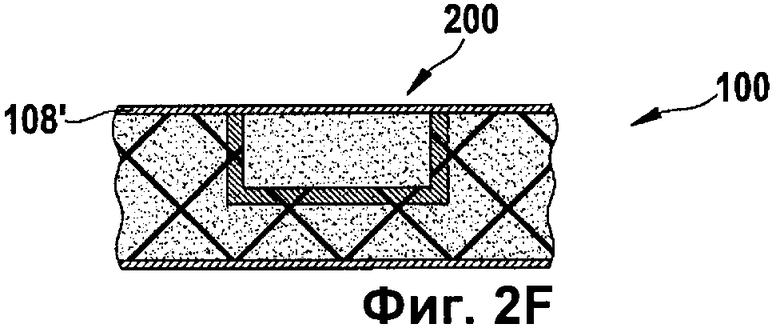
На завершающей операции, как показано на Фиг.2F, наружный слой 108' слоистой структуры смыкают вновь на участке обработки 200 посредством известных способов.
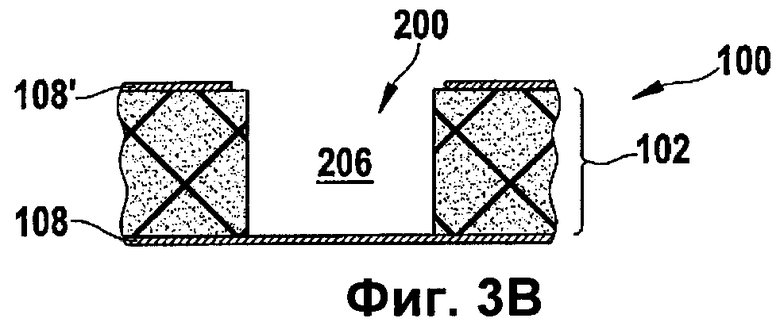
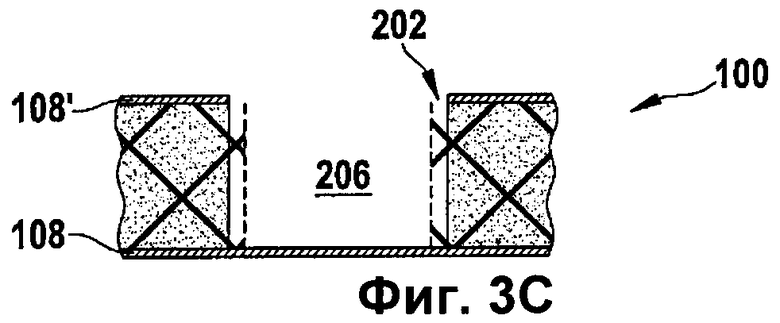
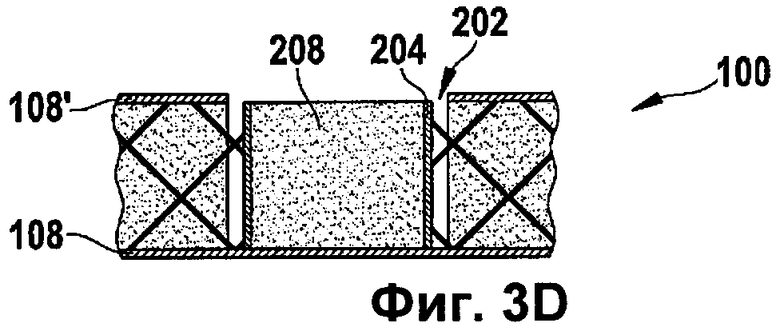
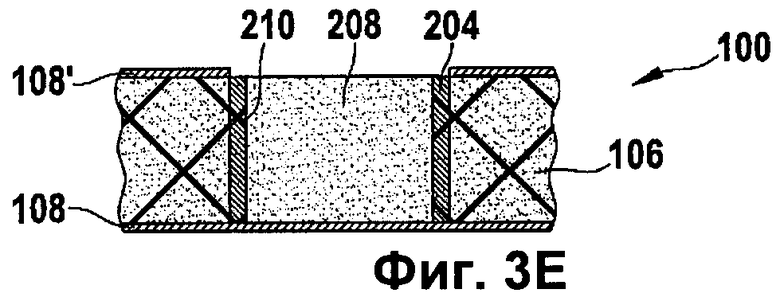
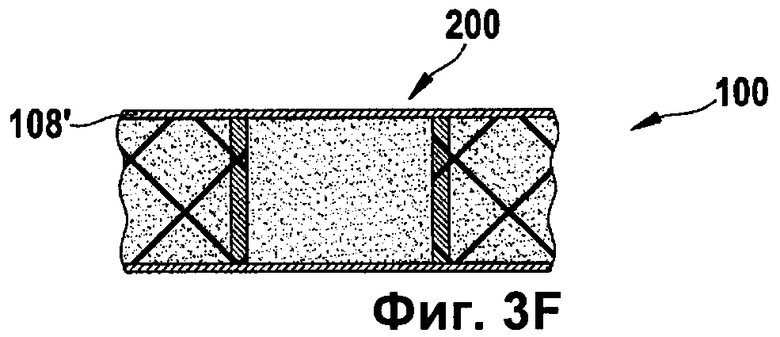
На Фиг.3А-F показан ремонт слоистой структуры 100 с аналогичным повреждением по второму примеру осуществления способа в соответствии с настоящим изобретением. Он отличается от примера осуществления, показанного на Фиг.2А-F тем, что структура основы 102 полностью удаляется на поврежденном участке 200, как это можно видеть на Фиг.3В. В результате, как показано на Фиг.3С, зона закрепления 202 стяжек ограничивается боковыми кромками области удаления 206 основы. Как показано на Фиг.3D, на заделывающую деталь 208 соответственно только по боковым сторонам наносится увеличивающийся в объеме клей 204, а при вставке в область удаления основы заделывающая деталь приклеивается к нижнему наружному слою 108 другим, не увеличивающимся в объеме клеем (не показан). Заключительные операции, показанные на Фиг.3Е и 3F, не отличаются от операций, показанных на Фиг.2Е и 2F примера осуществления, описанного выше.
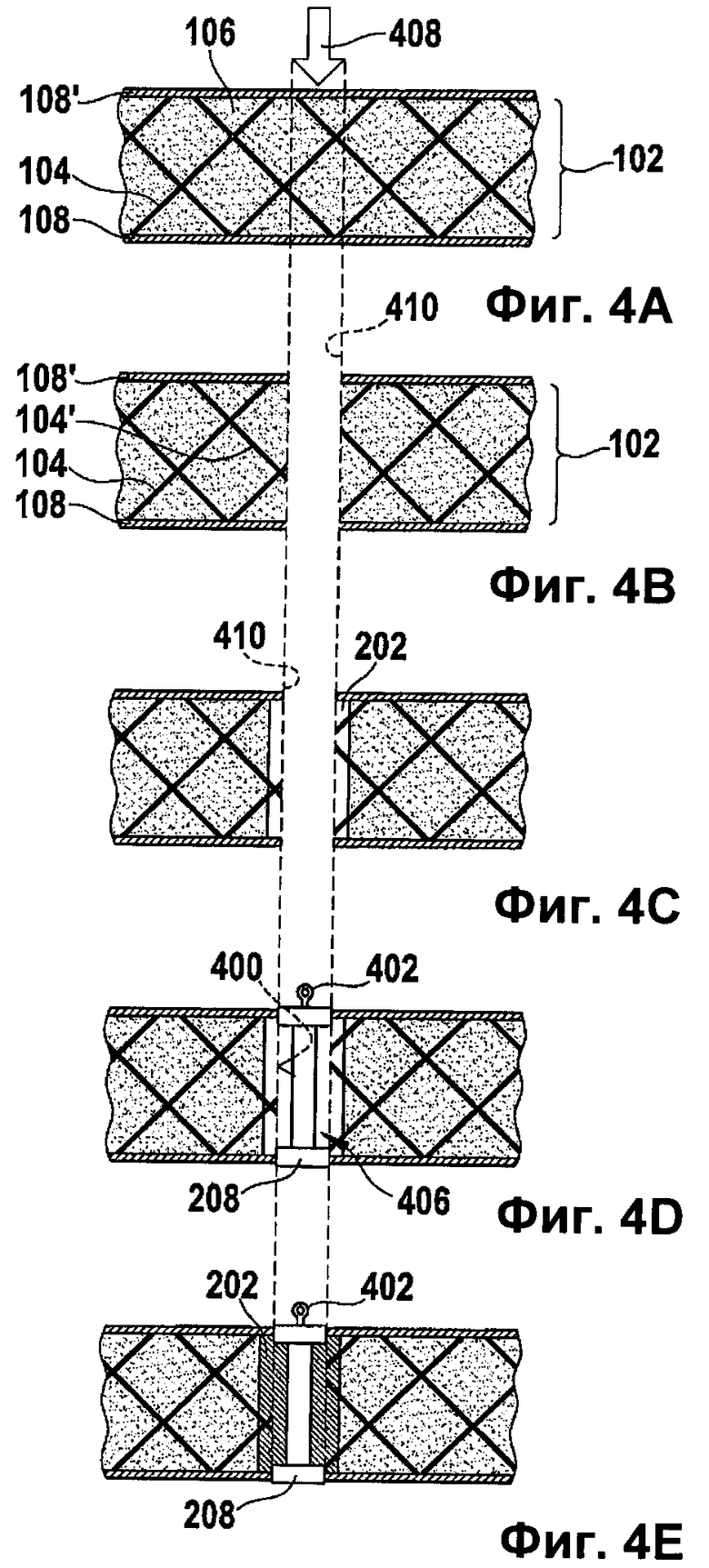
На Фиг 4А-Е показана вставка фланца 208 в качестве заделывающей детали в слоистую структуру способом в соответствии с третьим примером осуществления, изобретения. В отличие от вышеуказанных примеров осуществления первоначальное состояние, показанное на Фиг.4А, представляет собой неповрежденное слоистое изделие со структурой основы 102, содержащее пенопласт 106, армированный стяжками 104, а также верхний наружный слой 108' и нижний наружный слой 108.
Как показано стрелкой 408, во-первых, выполняется отверстие 410, показанное на Фиг.4В и имеющее диаметр, равный диаметру фланца 208, подлежащего вставке. Вместо показанного сквозного отверстия 410 может быть выполнено достаточно глубокое глухое отверстие. Это приводит к тому, что стяжки 104' закреплены лишь с одной стороны к наружному слою 108 или 108' и поэтому не могут передавать какие-либо усилия.
Как показано на Фиг.4С, затем пеноматериал выборочно удаляется, например, пескоструйной обработкой в зоне закрепления 202 стяжек, расположенной вокруг отверстия 410. Как показано на Фиг.4D, фланец 208 вставляется в отверстие. Поскольку отверстие 410 выполняется под диаметр фланца 208, огибающая поверхность 400 последнего точно проходит в отверстие 410, выполненное в наружном слое. На этой операции, показанной на Фиг.4Е, в конце клей впрыскивается в полость вокруг фланца, заключающую в себе зону закрепления 202 стяжек. После схватывания клей удерживает концы армирующих элементов. В результате, с одной стороны, они могут вновь передавать усилия; с другой стороны, фланец соединяется особенно прочно со структурой основы 102. Профиль 406 по глубине фланца, отмеченный на Фиг.40, служит для дальнейшего улучшения заделки, а также для дополнительного снижения массы. Фланец 208, как показано, имеет крепежный элемент 402, при помощи которого слоистая структура может быть соединена с другими компонентами.
Несмотря на то, что настоящее изобретение было описано в данном случае на основе предпочтительных показательных примерах его осуществления, оно не ограничивается только ими, но может быть модифицировано различными путями.
Например, способ может быть использован с целью уплотнения кромочных зон путем распиливания на мерные отрезки листоподобных слоистых структур со структурами основы из армированных пенопластов и с зонами закрепления стяжек, образованными вдоль отрезанных кромок, путем пескоструйной обработки для закрепления обнаженных концов стяжек в уплотнении кромок и образования таким образом прочной обрезанной кромки.
Перечень позиций
100 - слоистая структура
102 - основа
104 - стяжка
106 - пенопласт
108, 108' наружные слои
110 - пучок волокон
112, 114 концы стяжки
200 - участок обработки
202 - зона закрепления стяжек
204 - наполнитель
206 - область удаления основы
208 - заделывающая деталь
210 - свободный конец стяжки
400 - огибающая поверхность
402 - крепежный элемент
406 - профиль по глубине
408 - операция сверления
410 - сквозное отверстие
А - начальное положение
В - полное удаление пенопласта и стяжек
С - выборочное удаление пенопласта
D - вставка заделывающей детали
Е - заполнение зоны закрепления стяжек
F - смыкание наружного слоя
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОЦЕСС ФОРМОВАНИЯ ПОЛИ(МЕТ)АКРИЛИМИДНЫХ ПЕНОПЛАСТОВ И ФОРМУЕМЫЕ ИЗ НИХ КОМПОЗИТНЫЕ ДЕТАЛИ | 2013 |
|
RU2637905C2 |
| АРМИРОВАНИЕ ПЕНОПЛАСТОВ ИЗ СОЕДИНЕННЫХ ДРУГ С ДРУГОМ СЕГМЕНТОВ ВОЛОКНАМИ | 2015 |
|
RU2705089C2 |
| СТЕКЛОПЛАСТИКОВАЯ ТРУБА-ОБОЛОЧКА | 1996 |
|
RU2115056C1 |
| ТЕХНОЛОГИЯ ПУЛТРУЗИИ С НАПОЛНИТЕЛЕМ ИЗ ПОЛИ(МЕТ)АКРИЛИМИДНОГО ПЕНОПЛАСТА | 2013 |
|
RU2624699C2 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| ПОДКИЛЬНЫЙ ОБТЕКАТЕЛЬ АНТЕННЫ СУДОВОЙ ГИДРОАКУСТИЧЕСКОЙ СТАНЦИИ | 2018 |
|
RU2685743C1 |
| ВЛАГОЗАЩИЩЕННЫЙ КОНТЕЙНЕР ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2518690C1 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2298480C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 1992 |
|
RU2125860C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЭНДВИЧЕВОГО ЛЕГКОГО ГИПСОПЕНОПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО (ВАРИАНТЫ) | 2007 |
|
RU2344937C1 |
Настоящее изобретение относится к способу местной обработки элемента конструкции, содержащего пенопласт, армированный, по меньшей мере, одной стяжкой на участке обработки. Сначала выборочно удаляют пенопласт, оставляя указанную, по меньшей мере, одну стяжку в пределах зоны закрепления стяжки в области участка обработки. Затем зону закрепления стяжки заполняют наполнителем и указанную, по меньшей мере, одну стяжку соединяют с наполнителем в зоне закрепления стяжки. В другом аспекте обеспечивается слоистое изделие, содержащее пенопластовую основу. Заделывающая деталь, по меньшей мере, частично заделана в пенопластовую основу и, по меньшей мере, частично охвачена слоем наполнителя. По меньшей мере, одна стяжка включена в пенопласт, закрепленная на одном конце на поверхности пенопластовой основы и введенная на другом конце в слой наполнителя. Изобретение позволяет производить местную обработку армированного пенопласта без ухудшения механических свойств в увеличенной зоне вокруг участка обработки. 5 н. и 12 з.п. ф-лы, 18 ил.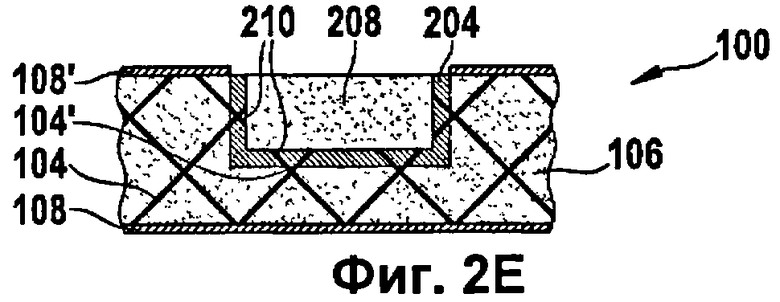
1. Способ местной обработки элемента конструкции на участке обработки, причем элемент конструкции содержит пенопласт, армированный, по меньшей мере, одной стяжкой, проходящей через пенопласт, а указанная стяжка содержит пучок волокон, пропитанных смолой, содержащий операции:
выборочного удаления пенопласта с оставлением указанной, по меньшей мере, одной стяжки в пределах зоны закрепления стяжки в области участка обработки;
заполнения зоны закрепления стяжки наполнителем; и
соединение указанной, по меньшей мере, одной стяжки с наполнителем в зоне закрепления стяжки.
2. Способ по п.1, в котором в качестве наполнителя используют отверждаемое соединение, а соединение указанной, по меньшей мере; одной стяжки с наполнителем осуществляют путем отверждения наполнителя.
3. Способ по п.1, в котором выборочное удаление пенопласта осуществляют путем струйной обработки частицами, в частности пескоструйной обработки, струйной обработки стеклянными гранулами или пластмассовыми гранулами.
4. Способ по п.1, в котором в области удаления основы на участке обработки обеспечивается операция полного удаления пенопласта и указанной, по меньшей мере, одной стяжки, при этом полное удаление осуществляют путем сверления или фрезерования.
5. Способ по п.4, в котором выборочное удаление пенопласта осуществляют вдоль границы области удаления основы таким образом, что зона закрепления стяжки, по меньшей мере, частично вмещает область удаления основы.
6. Способ по п.5, в котором путем выборочного удаления пенопласта вдоль границы области удаления основы протяженность области удаления основы вместе с зоной закрепления стяжки в одном пространственном направлении до двух раз превышает протяженность только области удаления основы в том же пространственном направлении.
7. Способ по п.4, в котором обеспечиваются также следующие операции:
обеспечение заделывающей детали, которая выполнена по форме;
соответствующей области удаления основы на участке обработки, так что огибающая поверхность заделывающей детали, по меньшей мере, частично заполняет ее;
вставка заделывающей детали в область удаления основы на участке обработки; и
соединение заделывающей детали с наполнителем.
8. Способ по п.7, в котором в качестве наполнителя используют увеличивающийся в объеме клей, также обеспечивают операцию нанесения увеличивающегося в объеме клея на поверхность заделывающей детали, а заполнение зоны закрепления стяжки осуществляется за счет увеличения объема увеличивающегося в объеме клея.
9. Способ по п.1, в котором, в области участка обработки также обеспечивается начальная операция удаления, по меньшей мере, одного наружного слоя элемента конструкции.
10. Применение способа по п.1, для ремонта местного повреждения элемента конструкции.
11. Применение способа по п.1 для вставки крепежного элемента в элемент конструкции.
12. Слоистое изделие, содержащее:
пенопластовую основу, которая имеет, по меньшей мере, одну поверхность;
заделывающую деталь, которая, по меньшей мере, частично заделана в пенопластовую основу;
слой наполнителя, который, по меньшей мере, частично охватывает заделывающую деталь; и
по меньшей мере, одну стяжку, содержащую пучок волокон, пропитанных смолой, которая закреплена на одном конце к поверхности пенопластовой основы, проходит через пенопласт и введена в слой наполнителя на другом конце.
13. Слоистое изделие по п.12, в котором заделывающая деталь имеет крепежный элемент для крепления указанного слоистого изделия к другим изделиям.
14. Слоистое изделие по п.12, в котором заделывающая деталь имеет профиль с поперечной выемкой, которая, по меньшей мере, частично заполнена наполнителем.
15. Слоистое изделие по п.12, в котором наполнитель содержит клей, в частности, увеличивающийся в объеме клей, а заделывающая деталь и пенопласт склеены между собой посредством наполнителя.
16. Слоистое изделие по п.12, которое изготовлено с использованием способа по п.1.
17. Авиационный или космический летательный аппарат со слоистым изделием по любому из пп.12-15 или с элементом конструкции, обработанным с использованием способа по любому из пп.1-9.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2345054C1 |
| US 20010031350 A1, 18.10.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ОБШИВКИ КОРПУСНОЙ КОНСТРУКЦИИ ИЗ АРМИРОВАННОГО ПЛАСТИКА | 1995 |
|
RU2084370C1 |
| Профиль из композитного материала | 1978 |
|
SU766951A1 |
| ПРИВОДНОЙ ВАЛ ИЗ ВОЛОКНИСТЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2122663C1 |

