Изобретение относится к формованному изделию из пенопласта, причем по меньшей мере одно волокно (F) частично находится внутри формованного изделия, то есть окружено пенопластом. Следовательно, каждый из обоих не окруженных пенопластом концов волокна (F) выступает с соответствующей стороны указанного формованного изделия. Пенопласт включает по меньшей мере два соединенные друг с другом пенопластовые сегмента.
Другим объектом настоящего изобретения является панель, которая включает по меньшей мере одно указанное формованное изделие, а также по меньшей мере один дополнительный слой (S1). К другим объектам изобретения относится способ получения предлагаемых в изобретении формованных изделий из пенопласта, соответственно предлагаемых в изобретении панелей, а также их применение, например, в качестве лопастей ветроэнергетических установок.
Международная заявка WO 2006/125561 относится к способу получения армированного ячеистого материала, на первой стадии которого в ячеистом материале выполняют по меньшей мере одно отверстие, проходящее от первой поверхности ячеистого материала до его второй поверхности. На другой стороне второй поверхности ячеистого материала подготавливают по меньшей мере один пучок волокон, который посредством иглы протягивают через отверстие на первую сторону ячеистого материала. Прежде чем игла захватит пучок волокон, ее пропускают через соответствующее отверстие с первой стороны ячеистого материала. Кроме того, по завершении предлагаемого в цитируемом изобретении способа пучок волокон частично находится внутри ячеистого материала, заполняя соответствующее отверстие, и частично выступает наружу из первой и второй поверхностей пористого материала на соответствующих сторонах.
Способом, описанным в международной заявке WO 2006/125561, можно изготавливать многослойные компоненты, которые включают сердцевину из указанного выше ячеистого материала и по меньшей мере один пучок волокон. Для непосредственного изготовления многослойного компонента на поверхности указанной сердцевины можно наносить смоляные слои и армированные волокнами смоляные слои. В качестве ячеистого материала для формирования сердцевины многослойного компонента можно использовать, например, поливинилхлориды или полиуретаны. Пучок волокон образован, например, углеродными, нейлоновыми, стеклянными или полиэфирными волокнами.
Однако в в международной заявке WO 2006/125561 не сообщается о том, что в качестве ячеистого материала для изготовления сердцевины многослойного компонента можно использовать также пенопласты, которые включают по меньшей мере два соединенных друг с другом пенопластовые сегмента. Многослойные компоненты согласно цитированной заявке пригодны для применения в самолётостроении.
Международная заявка WO 2011/012587 относится к другому способу изготовления сердцевины с внедренными мостиковидными волокнами для панелей из композитных материалов. Для изготовления сердцевины через так называемый «кулич» из легкого материала с помощью иглы частично или полностью протягивают заранее подготовленные на поверхности соответствующего кулича мостиковидные волокна. «Кулич» может быть выполнен из пенополиуретанов, пенополиэфиров, пенополиэтилентерефталатов, пенополивинилхлоридов или фенольного пенопласта, в частности, из пенополиуретана. В качестве волокон в принципе можно использовать одинарные или комплексные нити любого типа, а также другую пряжу.
Сердцевины, выполненные в соответствии с цитированной выше заявкой, в свою очередь могут быть составной частью панели из композитных материалов, причем в многослойной конструкции сердцевина с одной или двух сторон окружена смоляной матрицей и комбинациями из смоляной матрицы и волокон. Однако в международной заявке WO 2011/012587 не сообщается о том, что для изготовления соответствующего сердцевинного материала можно использовать пенопласты, которые включают по меньшей мере два соединенные друг с другом пенопластовые сегмента.
Международная заявка WO 2012/138445 относится к способу изготовления панели с композитной сердцевиной, предусматривающему использование множества продолговатых полос из ячеистого материала с низкой плотностью. Между соответствующими полосами помещают двухслойный волокнистый мат, который при использовании смолы обеспечивает склеивание отдельных полос при формировании панели с композитной сердцевиной. Согласно цитируемой заявке ячеистый материал с пониженной плотностью, который образует продолговатые полосы, выбран из группы, включающей древесину пробкового дерева, эластичные пенопласты или армированные волокнами композитные пенопласты. Двухслойным волокнистым матом, помещаемым между отдельными полосами, может являться, например, пористый стекловолоконный мат. Используемой в качестве клея смолой может являться, например, сложный полиэфир, эпоксидная смола, фенольная смола или активируемый теплом термопластичный полимер, например, полипропилен или полиэтилентерефталат. Однако в цитируемой заявке не сообщается о возможности встраивания отдельных волокон или пучков волокон в ячеистый материал с целью армирования. Согласно цитируемой заявке для армирования используют исключительно волокнистые маты, которые при склеивании отдельных полос посредством смолы с формированием материала сердцевины выполняют дополнительную функцию соединительных звеньев.
В патентной заявке Великобритании GB-A 2 455 044 опубликован способ изготовления многослойного композитного изделия, на первой стадии которого осуществляют приготовление множество пеллет из термопластичного материала, а также вспенивающего средства. Термопластичный материал является смесью полистирола с полифениленоксидом, содержащей по меньшей мере от 20 до 70% масс. полифениленоксида. На второй стадии пеллеты вспенивают и на третьей стадии сваривают в форме, получая формованное изделие из термопластичного пенопласта с замкнутой ячеистой структурой, причем пенопласт повторяет конфигурацию формы. На следующей технологической стадии на поверхность пенопласта с замкнутой ячеистой структурой наносят слой армированного волокнами материала, причем соединение соответствующих поверхностей осуществляют посредством эпоксидной смолы. Однако в цитируемой заявке не сообщается о возможности введения волокнистого материала в сердцевину многослойного композитного изделия.
Способ и соответствующее многослойное композитное изделие, подобные описанным в цитированной выше патентной заявке Великобритании GB-А 2 455 044, опубликованы также в международной заявке WO 2009/047483. Получаемые при этом многослойные композитные изделия пригодны, например, для применения в качестве лопастей (в турбинных ветродвигателях) или в качестве судового корпуса.
В патенте США US-B 7,201,625 предлагается способ изготовления пенопластовых изделий, а также сами пенопластовые изделия, которые можно использовать в спортивной сфере, например, в качестве доски для сёрфинга. Сердцевина подобного пенопластового изделия образована пенопластом из вспененных частиц, например, на основе пенополистирола. Подобный пенопласт из вспененных частиц получают в особой форме, причем полученный пенопласт окружен внешним полимерным слоем. Внешним полимерным слоем может являться, например, полиэтиленовая пленка. В цитируемом документе также не сообщается о возможности присутствия в пенопласте из вспененных частиц волокон, используемых для армирования материала.
В патенте США US-B 6,767,623 описаны многослойные панели с сердцевинным слоем из пенополипропилена на основе частиц с размерами в диапазоне от 2 до 8 мм и насыпной плотностью от 10 до 100 г/л. Кроме того, подобные многослойные панели включают два покровных слоя из армированного волокнами полипропилена, причем отдельные покровные слои упорядочены вокруг сердцевины таким образом, что они образуют структуру типа «сэндвич». Для декоративных целей в подобных многослойных панелях при необходимости могут присутствовать также другие слои. Покровные слои могут содержать стеклянные волокна или прочие полимерные волокна.
В европейской заявке на патент ЕР-А 2 420 531 описаны экструзионные пенопласты на основе полимера, например, полистирола, которые содержат по меньшей мере один минеральный наполнитель с размером частиц ≤10 мкм и по меньшей мере один зародыш кристаллизации. Подобные экструзионные пенопласты отличаются оптимизированной жесткостью. Кроме того, описан соответствующий метод экструзии, пригодный для изготовления указанных экструзионных пенопластов на основе полистирола. Экструзионные пенопласты могут обладать замкнутой ячеистой структурой. Однако в цитируемой заявке отсутствуют сведения о том, что экструзионные пенопласты содержат волокна или включают по меньшей мере два соединенные друг с другом пенопластовые сегмента.
Международная заявка WO 2005/056653 относится к формованным пенопластовым изделиям, получаемым из содержащих наполнитель вспененных полимерных гранулированных материалов. Подобные формованные изделия могут быть изготовлены посредством сваривания предварительно вспененных пенопластовых частиц из вспениваемых термопластичных полимерных гранулятов, содержащих наполнитель, причем пенопласт из вспененных частиц обладает плотностью в диапазоне от 8 до 300 г/л. Под термопластичным полимерным гранулятом прежде всего подразумевают полимер на основе стирола. В качестве наполнителя можно использовать порошкообразные неорганические материалы, металл, мел, гидроксид алюминия, карбонат кальция, глинозем или сферические или волокнистые неорганические материалы, например, стеклянные шарики, стеклянные волокна или углеродные волокна.
В патентной заявке США US 2001/0031350 описаны многослойные материалы, которые включают армированный волокнами материал, обладающий замкнутой ячеистой структурой и низкой плотностью, слои армирующих волокон и смолу. Материалом с замкнутыми ячейками и низкой плотностью является пенопласт. Сердцевинный материал подобных многослойных материалов содержит сегменты пенопласта, соединенные друг с другом посредством слоев волокон. С целью армирования в сегменты дополнительно могут быть введены волокна, например, в виде ровницы, которые при необходимости могут пронизывать слои волокон. Волокна частично находятся внутри сердцевинного материала, вторая часть волокон выступает наружу с первой стороны пенопласта, третья часть волокон выступает наружу с его второй стороны. Для введения волокон в пенопласт согласно цитируемому документу используют иглы. В процессе пропускания волокон от первой стороны пенопласта до его второй стороны иглы одновременно формируют отверстие с протяженностью от первой стороны до второй стороны, в связи с чем волокна частично находятся внутри пенопласта и частично вне пенопласта.
В основу настоящего изобретения была положена задача предложить новые армированные волокнами формованные изделия, соответственно панели.
Указанная задача согласно изобретению решается с помощью формованного изделия из пенопласта, причем пенопласт включает по меньшей мере два соединенные друг с другом пенопластовые сегмента, причем волооконный участок (FB2) по меньшей мере одного волокна (F) находится внутри формованного изделия и окружен пенопластом, в то время как волоконный участок (FB1) волокна (F) выступает наружу с первой стороны формованного изделия, а волоконный участок (FB3) волокна (F) выступает наружу со второй стороны формованного изделия, и причем волокна (F) частично введены в пенопласт способом, который включает следующие стадии а) - f):
a) при необходимости нанесение по меньшей мере одного слоя (S2) по меньшей мере на одну сторону пенопласта,
b) выполнение отверстия для волокна (F) в пенопласте и при необходимости в слое (S2), причем отверстие проходит от первой стороны пенопласта до его второй стороны и при необходимости через слой (S2),
c) предоставление по меньшей мере одного волокна (F) на второй стороне пенопласта,
d) пропускание иглы через отверстие от первой стороны пенопласта до его второй стороны и при необходимости через слой (S2),
e) прикрепление по меньшей мере одного волокна (F) к игле на второй стороне пенопласта, и
f) возвращение иглы вместе с волокном (F) через отверстие, выполняемое таким образом, чтобы волокно (F) вместе с волоконном участком (FB2) находилось внутри формованного изделия и был окружен пенопластом, волоконный участок (FB1) волокна (F) выступал наружу с первой стороны формованного изделия или при необходимости из слоя (S2) и волоконный участок (FB3) волокна (F) выступал наружу со второй стороны формованного изделия.
Таким образом, объектом настоящего изобретения является формованное изделие из пенопласта, причем пенопласт включает по меньшей мере два соединенные друг с другом пенопластовые сегмента, причем внутри формованного изделия находится волоконный участок (FB2) по меньшей мере одного волокна (F), который окружен пенопластом, в то время как волоконный участок (FB1) волокна (F) выступает наружу с первой стороны формованного изделия, а волоконный участок (FB3) волокна (F) выступает наружу со второй стороны формованного изделия.
Приведенные ниже варианты и предпочтительные варианты относятся к обоим вариантам исполнения предлагаемого в изобретении формованного изделия из пенопласта.
Предлагаемые в изобретении формованные изделия обладают улучшенными механическими характеристиками. Кроме того, в зонах соединения по меньшей мере двух пенопластовых сегментов друг с другом наблюдается более прочное фиксирование по меньшей мере одного волокна (F).
Следовательно, зоны соединения по меньшей мере двух пенопластовых сегментов друг с другом действуют подобно опорным точкам для волокон (F). Прежде всего это имеет место в предпочтительном варианте осуществления изобретения, согласно которому пенопластовые сегменты соединяют друг с другом посредством склеивания и/или сваривания. Поскольку по меньшей мере одно волокно (F) более прочно зафиксировано в пенопласте, возрастает его сопротивление вытягиванию из пенопласта. Благодаря этому улучшается также последующая переработка формованных изделий, например, в случае изготовления предлагаемой в изобретении панели. Кроме того, оказывается возможным улучшенный контроль ориентации волокон в пенопласте.
Другое преимущество настоящего изобретения состоит в том, что зоны соединения по меньшей мере двух пенопластовых сегментов друг с другом уменьшают вероятность разрастания трещин в формованных изделиях, поскольку подобные зоны предотвращают дальнейший рост трещин. Благодаря этому возрастает долговечность предлагаемых в изобретении формованных изделий и их способность сопротивляться повреждению.
Кроме того, предлагаемые в изобретении формованные изделия предпочтительно отличаются незначительным поглощением смол и вместе с тем прочным соединением граничных поверхностей. Данный эффект имеет особое значение в том случае, если предлагаемые в изобретении формованные изделия подвергают дальнейшей переработке в предлагаемые в изобретении панели.
Использование для изготовления предлагаемых в изобретении формованных изделий пенопласта, включающего по меньшей мере два соединенные друг с другом пенопластовые сегмента, предоставляет возможность лучшего регулирования структуры пенопласта по сравнению с плитами аналогичного размера, состоящими из единственного пенопластового сегмента. При соединении пенопластовых сегментов друг с другом могут быть достигнуты, например, меньшие размеры и более высокая однородность ячеек, а также анизотропность свойств и более узкий диапазон отклонений геометрических параметров от заданных значений.
Поскольку в предпочтительном варианте исполнения формованного изделия пенопластовые сегменты содержат ячейки, по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% которых являются анизотропными, в одном варианте осуществления изобретения анизотропными являются также механические характеристики пенопласта, а, следовательно, и механические характеристики формованного изделия, в связи с чем особенно предпочтительным является применение предлагаемого в изобретении формованного изделия прежде всего для лопастей, в ветроэнергетических установках, в транспортной отрасли, в строительной отрасли, автомобилестроении, судостроении, в строительстве железнодорожного подвижного состава, в контейнеростроении, для медико-санитарных устройств и/или в авиации и космонавтике.
Целенаправленное упорядочение анизотропных пенопластовых сегментов при их соединении позволяет обеспечивать, например, соответствующую нагрузке ориентацию механических свойств или минимальное поглощение смол.
Предлагаемые в изобретении формованные изделия в связи с присущей им анизотропией характеризуются особенно высокой прочностью при их сжатии по меньшей мере в одном направлении. Кроме того, они отличаются высокой степенью замкнутости ячеек и оптимальной стабильностью в условиях разрежения.
Согласно изобретению дополнительное повышение прочности связи при одновременном уменьшении поглощения смол оказывается возможным благодаря армированию пенопластов, содержащихся в предлагаемых в изобретении формованных изделиях, соответственно изготавливаемых из них панелях, волокнами. В предпочтительном варианте осуществления изобретения волокна можно вводить в пенопласт (по отдельности или предпочтительно в виде пучка) прежде всего в сухом состоянии и/или посредством механических процессов. Волокна, соответственно пучки волокон, укладывают на соответствующие поверхности пенопласта не в плотном состоянии, а с напуском, благодаря чему оказывается возможной их более прочная связь, соответственно непосредственное соединение с соответствующими покрывными слоями предлагаемой в изобретении панели. Согласно изобретению это имеет место прежде всего в том случае, если при формировании панели на предлагаемые в изобретении формованные изделия в качестве покровного слоя наносят по меньшей мере один другой слой (S1). Предпочтительно наносят два слоя (S1), которые могут быть одинаковыми или разными. При формировании предлагаемой в изобретении панели на противолежащие стороны предлагаемого в изобретении формованного изделия особенно предпочтительно наносят два одинаковых слоя (S1), в частности, два одинаковых армированных волокнами смоляных слоя. Подобные панели согласно изобретению называют также «многослойными материалами», причем предлагаемое в изобретении формованное изделие можно называть также «сердцевинным материалом».
Таким образом, предлагаемые в изобретении панели характеризуются низким поглощением смол в сочетании с оптимальным сопротивлением расслаиванию. При надлежащей ориентации анизотропных пенопластовых сегментов могут быть достигнуты также высокие показатели устойчивости к смятию. Кроме того, благодаря надлежащему выбору типа волокон, а также их количества и упорядочения могут быть целенаправленно обеспечены высокие показатели прочности и жесткости. Эффект низкого поглощения смол имеет большое значение в связи с тем, что целью использования соответствующих панелей (многослойных материалов) часто является повышение уровня структурных характеристик при минимально возможной массе. В случае использования, например, армированных волокнами покровных слоев вклад в общую массу помимо непосредственных покровных слоев и сердцевины комбинированного материала вносит поглощаемая сердцевинным материалом смола. Однако благодаря предлагаемым в изобретении формованным изделиям, соответственно предлагаемым в изобретении панелям поглощение смол удается уменьшить, что позволяет уменьшить массу, а также обеспечить экономию затрат.
Другое преимущество предлагаемых в изобретении формованных изделий, соответственно панелей, состоит в том, что благодаря использованию пенопластов, соответственно связанной с этим производственной технологии, относительно упрощается выполнение интегрированных на поверхностях формованных изделий структур, например, прорезей или отверстий, а также дальнейшая переработка формованных изделий. Структуры указанного типа при использовании подобных формованных изделий (сердцевинных материалов) часто выполняют, например, с целью маскировки в искривленных структурах (глубокие прорези), для повышения пригодности для переработки в соответствии с технологией жидких смол, например, методом вакуумной инфузии (отверстия), и для ускорения данного процесса переработки (плоские прорези).
Кроме того, благодаря использованию пенопластовых сегментов подобные структуры можно выполнять еще до соединения сегментов. Это позволяет создавать в формованных изделиях геометрические структуры, которые не могут быть технически реализованы иными методами или подобная реализация требует высоких затрат. Так, например, в формованное изделие можно интегрировать отверстия, упорядоченные внутри пенопласта параллельно его поверхности.
Других улучшений и преимуществ можно достичь благодаря тому, что волокна вводят в пенопласт под углом α к направлению толщины (d) пенопласта, составляющим от 0° до 60°, особенно предпочтительно от 0° до 45°. В общем случае технически осуществимым является введение волокон под углом α, находящимся в диапазоне от 0 до <90°.
Дополнительных улучшений и преимуществ можно достичь, если вводить в пенопласт не только параллельные друг другу волокна, но и другие волокна, находящиеся под углом β друг к другу, который предпочтительно составляет от >0° до 180°. Благодаря этому достигают дополнительного улучшения механических характеристик предлагаемого в изобретении формованного изделия.
Преимуществ достигают также, если смоляной (покровный) слой предлагаемых в изобретении панелей наносят жидкостным инжекционным методом или жидкостным инфузионным методом, согласно которым волокна в процессе переработки можно пропитывать смолой и улучшать их механические свойства. Кроме того, подобная обработка способствует экономии затрат.
Ниже изобретение рассматривается более подробно.
Согласно изобретению формованное изделие включает пенопласт и по меньшей мере одно волокно (F).
Пенопласт включает по меньшей мере два соединенные друг с другом пенопластовые сегмента. Это означает, что пенопласт может включать два, три, четыре или более соединенных друг с другом пенопластовых сегмента.
Пенопластовые сегменты могут быть основаны на любых известных специалистам полимерах.
Так, например, пенопластовые сегменты основаны по меньшей мере на одном полимере, выбранном из полистирола, сложного полиэфира, полифениленоксида, получаемого из фениленоксида сополимера, получаемого из стирола сополимера, полиарилэфирсульфона, полифениленсульфида, полиарилэфиркетона, полипропилена, полиэтилена, полиамида, полиамидимида, полиэфироимида, поликарбоната, полиакрилата, полимолочной кислоты, поливинилхлорида и их смеси, предпочтительно на полимере, выбранном из полистирола, полифениленоксида, смеси полистирола с полифениленоксидом, полиэтилентерефталата, поликарбоната, полиэфирсульфона, полисульфона, полиэфироимида, получаемого из стирола сополимера и смеси получаемых из стирола сополимеров, и особенно предпочтительно на полимере, выбранном из полистирола, смеси полистирола с поли(2,6-диметилфенилен-оксидом), смеси, состоящей из сополимера стирола с малеиновым ангидридом и сополимера стирола с акрилонитрилом, и сополимера стирола с малеиновым ангидридом.
Кроме того, в качестве пенопластов пригодны термопластичные эластомеры. Термопластичные эластомеры как таковые известны специалистам.
Полифениленоксидом предпочтительно является поли(2,6-диметилфе-ниленовый эфир), называемый также поли(2,6-диметилфениленоксидом).
Пригодные сополимеры, получаемые из фениленоксида, известны специалистам. Сомономеры, пригодные для сополимеризации с фениленоксидом, также известны специалистам.
Получаемый из стирола сополимер помимо мономерных звеньев стирола предпочтительно содержит звенья другого мономера, выбранного из α-метилстирола, галогенированных в ядро стиролов, алкилированных в ядро стиролов, акрилонитрила, сложных эфиров акриловой кислоты, сложных эфиров метакриловой кислоты, N-виниловых соединений, малеинового ангидрида, бутадиена, дивинилбензола и бутандиолдиакрилата.
Все пенопластовые сегменты пенопласта предпочтительно основаны на одних и тех же полимерах. Это означает, что все пенопластовые сегменты содержат одинаковые полимеры, предпочтительно состоят из одинаковых полимеров.
Пенопластовые сегменты состоят, например, из пенопласта, получаемого из вспененных частиц, экструзионного пенопласта, реакционноспособного пенопласта и/или пенопласта, получаемого периодическим методом, предпочтительно из экструзионного пенопласта, прежде всего из экструзионного пенопласта, получаемого способом, который включает следующие стадии:
I) предоставление полимерного расплава в экструдере,
II) введение по меньшей мере одного вспенивающего средства в предоставленный на стадии I) полимерный расплав с образованием вспениваемого полимерного расплава,
III) экструзию предоставленного полученного на стадии II) вспениваемого полимерного расплава из экструдера по меньшей мере через одно отверстие экструзионной головки в зону пониженного давления, причем вспениваемый полимерный расплав расширяется с образованием вспененного пеноматериала,
IV) калибровку вспененного на стадии III) пеноматериала, для чего его пропускают через формующий инструмент, получая экструзионный пенопласт,
V) при необходимости выполняемую механическую обработку полученного на стадии IV) экструзионного пенопласта,
причем
i) предоставленный на стадии I) полимерный расплав при необходимости содержит по меньшей мере одну добавку, и/или
ii) на стадии II) к полимерному расплаву и/или между стадиями II) и III) к вспениваемому полимерному расплаву при необходимости добавляют по меньшей мере одну добавку, и/или
iii) на стадии III) и/или на стадии IV) на вспененный пеноматериал при необходимости наносят по меньшей мере одну добавку,
и/или
iv) на стадии IV) и/или непосредственно после стадии IV) на экструзионный пенопласт при необходимости наносят по меньшей мере один слой (S2).
Для приготовления полимерного расплава в экструдере на стадии I) в принципе пригодны любые известные специалистам методы: так, например, полимерный расплав может быть приготовлен посредством плавления готового полимеризованного полимера в экструдере. Приготовление полимерного расплава на стадии I) в экструдере можно осуществлять посредством плавления полимера непосредственно в экструдере, однако полимер можно также подавать в экструдер уже в расплавленном состоянии. Приготовление полимерного расплава на стадии I) можно осуществлять также, реализуя в экструдере реакцию соответствующих мономеров, необходимых для получения полимера, образующего полимерный расплав.
В рассматриваемом случае под полимерным расплавом подразумевают полимер, температура которого превышает температуру плавления (Тm) (в случае частично кристаллических полимеров), соответственно превышает температуру стеклования (Тg) (в случае аморфных полимеров).
Температура полимерного расплава на стадии I) обычно находится в диапазоне от 100 до 450°С, предпочтительно от 150 до 350°С, особенно предпочтительно от 160 до 300°С.
На стадии II) в приготовленный на стадии I) полимерный расплав вводят по меньшей мере один вспенивающий агент. Методы введения вспенивающего агента известны специалистам.
Пригодные вспенивающие агенты, например, выбраны из группы, включающей диоксид углерода, алканы, в частности, пропан, изобутан и пентан, спирты, в частности, метанол, этанол, 1-пропанол, 2-пропанол, 1-бутанол, 2-бутанол, 2-метилпропанол и трет-бутанол, простые эфиры, в частности, диметиловый эфир, кетоны, в частности, ацетон и метилэтилкетон, галогенированные углеводороды, в частности, гидрофторпропилен, воду, азот и смеси указанных веществ.
Итак, на стадии II) получают вспениваемый полимерный расплав. Вспениваемый полимерный расплав обычно содержит от 1 до 15 % масс., предпочтительно от 2 до 10% масс., особенно предпочтительно от 3 до 8 % масс., по меньшей мере одного вспенивающего агента соответственно в пересчете на общую массу вспениваемого полимерного расплава.
Давление в экструдере на стадии II) обычно находится в диапазоне от 20 до 500 бар, предпочтительно от 50 до 400 бар, особенно предпочтительно от 60 до 300 бар.
Полученный на стадии II) вспениваемый полимерный расплав на стадии III) выдавливают из экструдера по меньшей мере через один мундштук в зону пониженного давления, причем вспениваемый полимерный расплав расширяется с образованием вспененного пеноматериала.
Техника экструзии вспениваемого полимерного расплава известна специалистам.
Для экструзии вспениваемого полимерного расплава пригодны любые известные специалистам отверстия экструзионной головки. Отверстие экструзионной головки может обладать любой формой, например, оно может быть прямоугольным, круглым, эллиптическим, квадратным или гескагональным. Предпочтительными являются прямоугольные щелевые головки и круглые головки с кольцевой фильерой.
В одном варианте осуществления изобретения вспениваемый полимерный расплав экструдируют точно через одну экструзионную головку, предпочтительно через щелевую головку. В другом варианте вспениваемый полимерный расплав экструдируют через экструзионную головку с большим количеством отверстий, предпочтительно обладающих круглым или гескагональной формой, получая большое количество прутков, которые непосредственно после выхода из отверстий объединяют и формируют вспененный пеноматериал. Большое количество прутков можно объединять также только на стадии IV) посредством их пропускания через формующий инструмент.
По меньшей мере одну экструзионную головку предпочтительно нагревают. Экструзионную головку особенно предпочтительно нагревают по меньшей мере до температуры стеклования (Тg) полимера, содержащегося в предоставленном на стадии I) полимерном расплаве (в случае если этот полимер является аморфным), и по меньшей мере до температуры плавления Тm полимера, содержащегося в предоставленном на стадии I) полимерном расплаве (в случае если этот полимер является частично кристаллическим): температура экструзионной головки, например, находится в диапазоне от 80 до 400°С, предпочтительно от 100 до 350°С, особенно предпочтительно от 110 до 300°С.
Вспениваемый полимерный расплав на стадии III) экструдируют в зону пониженного давления. Давление в зоне пониженного давления обычно находится в диапазоне от 0,05 до 5 бар, предпочтительно от 0,5 до 1,5 бар.
Давление, при котором вспениваемый полимерный расплав на стадии III) экструдируют через экструзионную головку, обычно находится в диапазоне от 20 до 600 бар, предпочтительно от 40 до 300 бар, особенно предпочтительно от 50 до 250 бар.
На стадии IV) выполняют калибровку вспененного на стадии III) пеноматериала, для чего его пропускают через формующий инструмент, получая экструзионный пенопласт.
Калибровка вспененного пеноматериала определяет внешнюю конфигурацию получаемого на стадии IV) экструзионного пенопласта. Методы калибровки известны специалистам.
Формующий инструмент может быть упорядочен непосредственно рядом с экструзионной головкой. Формующий инструмент может быть упорядочен также на определенном расстоянии от мундштука.
Формующие инструменты, используемые для калибровки вспененного пеноматериала, известны специалистам. Пригодными формующими инструментами являются, например, листовальные калибрующие устройства, тянущие валковые устройства, стержневые калибрующие устройства, тянущие цепные устройства и тянущие гусеничные устройства. Для уменьшения коэффициента трения между формующими инструментами и экструзионным пенопластом формующие инструменты можно снабжать покрытием и/или нагревать.
Посредством выполняемой на стадии IV) калибровки задают геометрическую форму поперечного сечения предлагаемого в изобретении экструзионного пенопласта по меньшей мере в одном измерении. Экструзионный пенопласт предпочтительно обладает почти прямоугольным поперечным сечением. В случае если калибровку частично выполняют лишь в определенных направлениях, геометрические параметры свободных поверхностей экструзионного пенопласта могут отличаться от идеальных геометрических параметров. При этом толщина экструзионного пенопласта, с одной стороны, определяется мундштуком, а, с другой стороны, также формующим инструментом, что относится также к ширине экструзионного пенопласта.
Для выполняемой на стадии V) механической обработки полученного на стадии IV) экструзионного пенопласта в принципе пригодны любые известные специалистам методы резания. Так, например, экструзионный пенопласт можно подвергать режущей обработке посредством пиления, фрезерования, сверления или строгания. Кроме того, в случае если экструзионный пенопласт является термопластичным материалом, можно выполнять его термическую обработку давлением, благодаря чему удается избежать режущей обработки с характерными для нее потерями и повреждением волокон (F).
Специалистам понятно, что полученный экструзионный пенопласт можно использовать в предлагаемом в изобретении формованном изделии в качестве пенопластового сегмента. Экструзионный пенопласт может быть, например, также сначала разрезан или распилен на более мелкие сегменты, которые затем можно использовать в предлагаемом в изобретении формованном изделии в качестве пенопластовых сегментов. Кроме того, перед соединением сегментов в экструзионном пенопласте можно выполнять прорези, отверстия и углубления, что оказывает положительное воздействие на характеристики формованного изделия или на изготовление, соответственно свойства панели. В качестве альтернативы пенопласт, очевидно, можно использовать также непосредственно после экструзии.
В соответствии с прямоугольной системой координат длину пенопласта называют направлением по оси X, ширину называют направлением по оси Y и толщину называют направлением по оси Z. Направление по оси X соответствует направлению выдавливания экструзионного пенопласта (в случае его изготовления методом экструзии).
В качестве добавок в принципе пригодны любые известные специалистам добавки, например, добавки, предназначенные для уменьшения размера ячеек пенопласта, огнезащитные средства, красящие вещества, стабилизаторы процесса, технологические добавки, светостабилизаторы и пигменты.
В отношении слоя (S2), который наносят на экструзионный пенопласт в одном варианте осуществления изобретения, действительны описанные ниже варианты и предпочтительные варианты.
Согласно изобретению по меньшей мере два пенопластовые сегмента соединены друг с другом. По меньшей мере два пенопластовые сегмента могут быть соединены друг с другом любыми известными специалистам методами. Соединение по меньшей мере двух пенопластовых сегментов специалисты называют также сочленением.
Предлагаемые в изобретении формованные изделия предпочтительно характеризуются по меньшей мере одной из следующих особенностей:
i) по меньшей мере два соединенные друг с другом пенопластовые сегмента соединены посредством склеивания и/или сваривания, причем предпочтительно все соединенные друг с другом пенопластовые сегменты формованного изделия соединены посредством термического сваривания и/или склеивания,
ii) отдельные пенопластовые сегменты обладают длиной (направлением по оси X), составляющей по меньшей мере 2 мм, предпочтительно от 20 до 8000 мм, более предпочтительно от 100 до 4000 мм, шириной (направлением по оси Y), составляющей по меньшей мере 2 мм, предпочтительно от 5 до 4000 мм, более предпочтительно от 25 до 2500 мм, и толщиной (направлением по оси Z), составляющей по меньшей мере 2 мм, предпочтительно по меньшей мере 5 мм, особенно предпочтительно по меньшей мере 25 мм, наиболее предпочтительно от 30 до 80 мм,
iii) отдельные пенопластовые сегменты обладают формой плит,
iv) отдельные пенопластовые сегменты характеризуются отношением длины (направления по оси X) к толщине (направлению по оси Z), составляющим по меньшей мере 5, предпочтительно по меньшей мере 10, более предпочтительно по меньшей мере 20, наиболее предпочтительно от 20 до 500,
v) отдельные пенопластовые сегменты характеризуются отношением ширины (направления по оси Y) к толщине (направлению по оси Z), составляющим по меньшей мере 3, предпочтительно по меньшей мере 5, более предпочтительно по меньшей мере 10, наиболее предпочтительно от 10 до 250,
vi) по меньшей мере одно волокно (F) проходит по меньшей мере через одну соединительную поверхность между двумя соединенными друг с другом пенопластовыми сегментами, причем предпочтительно по меньшей мере 20% всех волокон (F), особенно предпочтительно по меньшей мере 50% всех волокон (F) проходят по меньшей мере через одну соединительную поверхность между двумя соединенными друг с другом пенопластовыми сегментами,
vii) по меньшей мере одно волокно (F) частично или полностью проходит по меньшей мере через одну соединительную поверхность между двумя соединенными друг с другом пенопластовыми сегментами под углом 5, составляющим ≥20°, предпочтительно ≥35°, в частности, от 40° до 90°,
viii) по меньшей мере одна соединительная поверхность, предпочтительно все соединительные поверхности между по меньшей мере двумя соединенными друг с другом пенопластовыми сегментами обладают толщиной, составляющей по меньшей мере 2 мкм, предпочтительно по меньшей мере 5 мкм, более предпочтительно от 20 до 2000 мкм, наиболее предпочтительно от 50 до 800 мкм,
и/или
ix) толщина по меньшей мере одной соединительной поверхности, предпочтительно всех соединительных поверхностей между по меньшей мере двумя соединенными друг с другом пенопластовыми сегментами превышает сумму средних значений толщины стенок ячеек, содержащихся в соединенных друг с другом пенопластовых сегментах, причем указанная толщина предпочтительно от 2 до 1000 раз, особенно предпочтительно от 5 до 500 раз превышает указанную сумму.
Под толщиной соединительной поверхности подразумевают толщину зоны между пенопластовыми сегментами, в которой пористость пенопластовых сегментов составляет менее 10%. При этом под пористостью подразумевается отношение (безразмерное) объема полостей (объема пор) к общему объему пенопласта. Пористость определяют, например, посредством аналитической оценки полученных с помощью микроскопа снимков. Определенный данным методом объем полостей затем делят на общий объем пенопласта.
По меньшей мере два соединяемые друг с другом пенопластовые сегмента могут быть соединены друг с другом таким образом, чтобы образовался многослойный пенопласт. Под «многослойным» пенопластом в данном случае имеют в виду по меньшей мере двухслойный пенопласт. Пенопласт может быть также, например, трехслойным, четырехслойным или пятислойным. Специалистам понятно, что двухслойный пенопласт получают посредством соединения двух пенопластовых сегментов, трехслойный пенопласт посредством соединения трех пенопластовых сегментов и так далее. По меньшей мере двухслойный пенопласт, очевидно, обладает большей толщиной, нежели отдельные пенопластовые сегменты.
Подобный многослойный пенопласт предпочтительно получают посредством соединения по меньшей мере двух пенопластовых сегментов, которые обладают формой плит.
Кроме того, многослойный пенопласт, например, может быть разрезан на более мелкие части, которые, в свою очередь, могут быть соединены друг с другом.
Так, например, многослойный пенопласт можно резать в перпендикулярном плитам направлении и полученные при этом более мелкие части соединять друг с другом.
По меньшей мере два соединяемые друг с другом пенопластовые сегмента могут быть соединены любыми известными специалистам методами, причем по меньшей мере два соединяемые друг с другом пенопластовые сегмента предпочтительно соединены посредством склеивания и/или сваривания.
Методы склеивания и сваривания известны специалистам.
При склеивании по меньшей мере два соединяемые друг с другом пенопластовые сегменты соединяют посредством пригодного клея (средства для повышения адгезии).
Пригодные клеи известны специалистам. Так, например, можно использовать однокомпонентный клей, двухкомпонентный клей, плавкий клей или диспергированный клей. Пригодными являются, например, клеи на основе полихлорбутадиена, полиакрилатов, сополимеров стирола с акрилатами, полиуретанов, эпоксидов или продуктов конденсации меламина с формальдегидом. Клей можно наносить на пенопластовые сегменты, например, посредством распыления, намазывания, накатывания, окунания или смачивания. Общий обзор склеивания опубликован в справочнике «Habenicht, Kleben - Grundlagen, Technologien, Anwendung», издательство Springer (2008).
Методы сваривания также известны специалистам.
Соединяемые друг с другом пенопластовые сегменты могут быть соединены, например, методами термической сварки, горячего зачеканивания, сварки нагретым инструментом, сварки токами высокой частоты, круговой сварки, сварки вращательным трением, ультразвуковой сварки, вибрационной сварки, сварки нагретым газом или сварки растворителем.
При этом подлежащие соединению друг с другом пенопластовые сегменты можно сваривать непосредственно друг с другом или можно дополнительно использовать другие слои, в частности, низкоплавкие полимерные пленки. Это способствует снижению температуры сваривания и уменьшению степени сжатия, а, следовательно, меньшему уплотнению пенопластовых сегментов. В качестве слоев можно использовать также другие материалы, например, волокнистые материалы в виде нетканых материалов, тканей или однонаправленных тканей из органических, неорганических, металлических или керамических волокон, причем предпочтительными являются полимерные волокна, базальтовые волокна, стеклянные волокна, углеродные волокна или природные волокна, особенно предпочтительно стеклянные волокна или углеродные волокна.
Соответствующие методы известны специалистам и описаны, например, в европейском патенте ЕР 1213119, немецком патенте DE 4421016, патентной заявкее США US 2011/082227, а также в европейских патентах ЕР 1318164 и ЕР 2578381.
В случае если пенопластовые сегменты соединяют друг с другом посредством сваривания, предпочтительным является соединение методом термической сварки.
Выполнение термической сварки известно специалистам. При этом соответствующие поверхности подвергают воздействию источника тепла. Соответствующие источники тепла или устройства известны специалистам. Термическую сварку предпочтительно выполняют с помощью устройства, выбранного из группы, включающей нагретый клинообразный элемент, нагретую решетку или нагретую плиту. Термическую сварку можно осуществлять, например, в непрерывном режиме с использованием нагретого клинообразного элемента, а также можно выполнять сварку без видимого шва, предусматривающую использование нагретой плиты или нагретой решетки. Кроме того, термическую сварку, то есть подвод тепла, можно частично или полностью осуществлять с использованием электромагнитного излучения.
При соединении по меньшей мере двух пенопластовых сегментов между поверхностями по меньшей мере двух пенопластовых сегментов образуется по меньшей мере одна соединительная поверхность. В случае если два пенопластовые сегменты соединяют друг с другом посредством термической сварки, подобную соединительную поверхность специалисты называют также сварным швом, сварной коркой или сварной зоной.
Соединительная поверхность может обладать любой толщиной, причем толщина соединительной поверхности в общем случае составляет по меньшей мере 2 мкм, предпочтительно по меньшей мере 5 мкм, более предпочтительно от 20 до 2000 мкм и наиболее предпочтительно от 50 до 800 мкм.
Пенопластовые сегменты обычно содержат ячейки. Средняя толщина стенок ячеек пенопластовых сегментов может быть определена любыми известными специалистам методами, например, методом световой или электронной микроскопии, на основании результатов которой выполняют статистическую оценку толщины стенок ячеек.
Согласно изобретению величина соединительной поверхности между по меньшей мере двумя соединенными друг с другом пенопластовыми сегментами предпочтительно превышает сумму средних значений толщины стенок ячеек обоих пенопластовых сегментов.
Кроме того, предпочтительным является предлагаемое в изобретении формованное изделие, пенопластовые сегменты которого содержат ячейки, причем:
i) по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, являются анизотропными,
ii) отношение наибольшего размера (в направлении «а») к наименьшему размеру (в направлении «с») по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, равно или превышает 1,05 и предпочтительно находится в диапазоне от 1,1 до 10, особенно предпочтительно от 1,2 до 5,
и/или
iii) направление наибольшего размера (направление «а») по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, ориентировано относительно направления толщины (d) формованного изделия под углом γ, составляющим ≤45°, предпочтительно ≤30°, более предпочтительно ≤5°.
Анизотропная ячейка характеризуется разными размерами в разных направлениях в пространстве. Наибольший размер ячейки называют направлением «а», тогда как ее наименьший размер называют направлением «с». Третий размер ячейки называют направлением «b».
Размер ячейки может быть определен, например, на основании снимков, полученных методом световой или электронной микроскопии.
Кроме того, в предпочтительном варианте среднее значение наименьшего размера (в направлении «с) по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, находится в диапазоне от 0,01 до 1 мм, предпочтительно от 0,02 до 0,5 мм, в частности, от 0,02 до 0,3 мм.
Среднее значение наибольшего размера (в направлении «а») по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, обычно составляет не более 20 мм и предпочтительно находится в диапазоне от 0,01 до 5 мм, в частности, от 0,03 до 1 мм, особенно предпочтительно от 0,03 до 0,5 мм.
Кроме того, в предпочтительном варианте по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, являются ортотропными или трансверсально изотропными ячейками.
Под ортотропной ячейкой имеется в виду частный случай анизотропной ячейки. Определение ячеек «ортотропные» означает, что ячейки характеризуются тремя плоскостями симметрии. В случае если плоскости симметрии ориентированы перпендикулярно друг другу, в прямоугольной системе координат размеры ячейки во всех трех направлениях в пространстве, то есть в направлении «а», направлении «b» и направлении «с», отличаются друг от друга.
Определение ячеек «трансверсально изотропные» означает, что ячейки характеризуются тремя плоскостями симметрии. Однако в отношении вращения вокруг оси, образованной в результате пересечения двух плоскостей симметрии, ячейки являются инвариантными. В случае если плоскости симметрии ориентированы перпендикулярно друг другу, размер ячейки в одном направлении в пространстве отличается от размеров ячейки в двух других направлениях в пространстве. Так, например, размер ячейки в направлении «а» отличается от размера ячейки в направлении «b» и размера ячейки в направлении «с», причем размер ячейки в направлении «b» равен размеру ячейки в направлении «с».
Кроме того, в предпочтительном варианте по меньшей мере 80%, предпочтительно по меньшей мере 95%, особенно предпочтительно по меньшей мере 98% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, являются замкнутыми. Степень замкнутости ячеек пенопластовых сегментов определяют согласно стандарту DIN ISO 4590 (немецкая версия, состояние на август 2003). Степенью замкнутости ячеек является объемная доля замкнутых ячеек в общем объеме.
Кроме того, в предпочтительном варианте волокна (F) находятся в формованном изделии под углом ε к наибольшему размеру (направлению «а») от по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, составляющим ≤60°, предпочтительно ≤50°.
Анизотропные свойства ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, предпочтительно обусловлены использованием в одном варианте осуществления изобретения предпочтительной технологии экструзии. Экструзионный пенопласт, образующийся в результате выдавливания вспениваемого полимерного расплава на стадии III) и калибровки вспененного пеноматериала, выполняемой на стадии IV), обычно обладает анизотропными свойствами, наличие которых является следствием анизотропности соответствующих ячеек.
Анизотропность пенопластовых сегментов означает, что их характеристики различаются в зависимости от направления в пространстве. Так, например, предел прочности пенопластовых сегментов при сжатии, измеренный по толщине (в направлении оси Z), может отличаться от результатов измерения этого показателя по длине (в направлении оси X) и/или по ширине (в направлении оси Y).
Кроме того, предпочтительным является предлагаемое в изобретении формованное изделие, у которого:
i) по меньшей мере одна из механических характеристик, предпочтительно все механические характеристики по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, являются анизотропными, предпочтительно ортотропными или трансверсально изотропными,
ii) по меньшей мере один из упругих модулей, предпочтительно все упругие модули экструзионного пенопласта ведут себя подобно анизотропному, предпочтительно ортотропному или трансверсально изотропному материалу,
и/или
iii) отношение предела прочности при сжатии по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, по толщине (в направлении оси Z) к пределу прочности при сжатии по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, по длине (в направлении оси X) и/или отношение предела прочности при сжатии по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, по толщине (в направлении оси Z) к пределу прочности при сжатии по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, по ширине (в направлении оси Y) составляет ≥1,1:1, предпочтительно ≥1,5, и особенно предпочтительно находится в диапазоне от 2:1 до 10:1.
Под механическими характеристиками подразумевают любые известные специалистам механические свойства пенопластов, например, прочность, жесткость, соответственно эластичность, дуктильность и вязкость.
«Упругий модуль» является известным специалистам понятием. К упругим модулям относятся, например, модуль упругости, модуль упругости при сжатии, модуль упругости при кручении и модуль упругости при сдвиге.
Определение «ортотропный» применительно к механическим характеристикам, соответственно упругим модулям, означает, что материал характеризуется тремя плоскостями симметрии. В случае если плоскости симметрии ориентированы перпендикулярно друг к другу, речь идет о прямоугольной системе координат. При этом механические свойства, соответственно упругие модули пенопластовых сегментов во всех трех направлениях в пространстве (по оси X, по оси Y и по оси Z) отличаются друг от друга.
Определение «трансверсально изотропный» применительно к механическим характеристикам, соответственно упругим модулям, означает, что материал характеризуется тремя плоскостями симметрии, причем в отношении вращения вокруг оси, образованной в результате пересечения двух плоскостей симметрии, модули являются инвариантными. В случае если плоскости симметрии ориентированы перпендикулярно друг другу, механические характеристики, соответственно упругие модули пенопластовых сегментов в одном направлении в пространстве отличаются от механических характеристик, соответственно упругих модулей пенопластовых сегментов в двух других направлениях в пространстве, однако последние являются одинаковыми. Так, например, механические свойства, соответственно упругие модули в направлении оси Z отличаются от таковых в направлении оси X и в направлении оси Y, причем последние являются одинаковыми.
Специалистам понятно, что в зависимости от того, каким образом пенопластовые сегменты соединены друг с другом, пенопласт, а, следовательно, и предлагаемое в изобретении формованное изделие, могут быть анизотропными или изотропными. В предпочтительном варианте как соединенные друг с другом пенопластовые сегменты, так и пенопласт являются анизотропными.
Предел прочности пенопластовых сегментов при сжатии определяют согласно стандарту DIN EN ISO 844 (по состоянию на октябрь 2009).
Предел прочности при сжатии пенопластовых сегментов по толщине (в направлении оси Z) обычно находится в диапазоне от 0,05 до 5 МПа, предпочтительно от 0,1 до 2 МПа, особенно предпочтительно от 0,1 до 1 МПа.
Предел прочности при сжатии пенопластовых сегментов по длине (в направлении оси X) и/или по ширине (в направлении оси Y) обычно находится в диапазоне от 0,05 до 5 МПа, предпочтительно от 0,1 до 2 МПа, особенно предпочтительно от 0,1 до 1 МПа.
Под содержащимся в формованном изделии волокном (F) имеется в виде отдельное волокно или пучок волокон, предпочтительно пучок волокон. К пригодным материалам волокон (F) относятся известные специалистам материалы, способные образовывать волокна. Примером волокна (F) является органическое, неорганическое, металлическое, керамическое волокно или их комбинация, причем предпочтительным является полимерное волокно, базальтовое волокно, стеклянное волокно, углеродное волокно или природное волокно, особенно предпочтительно полиарамидное волокно, стеклянное волокно, базальтовое волокно или углеродное волокно, и причем полимерным волокном предпочтительно является волокно из сложного полиэфира, полиамида, полиарамида, полиэтилена, полиуретана, поливинилхлорида, полиимида и/или полиамидимида, а природным волокном предпочтительно является волокно из сизаля, пеньки, льна, бамбука, кокоса и/или джута.
В одном варианте осуществления изобретения используют пучки волокон. Пучки волокон скомплектованы из нескольких отдельных волокон (элементарных волокон). Количество элементарных волокон в пучке составляет по меньшей мере 10, предпочтительно от 100 до 100000, особенно предпочтительно от 300 до 10000 (в случае стеклянных волокон) и от 1000 до 50000 (в случае углеродных волокон), в частности, предпочтительно от 500 до 5000 (в случае стеклянных волокон) и от 2000 до 20000 (в случае углеродных волокон).
Согласно изобретению волоконный участок (FB2) по меньшей мере одного волокна (F) находится внутри формованного изделия и окружен пенопластом, в то время как волоконный участок (FB1) волокна (F) выступает наружу с первой стороны формованного изделия, а волоконный участок (FB3) волокна (F) выступает наружу со второй стороны формованного изделия.
Длина волоконного участка (FB1), волоконного участка (FB2) и волоконного участка (FB3) соответственно может составлять любую часть от общей длины волокна (F). В одном варианте осуществления изобретения длина волоконного участка (FB1) и волоконного участка (FB3) соответственно независимо друг от друга составляет от 1 до 45 %, предпочтительно от 2 до 40%, особенно предпочтительно от 5 до 30% от общей длины волокна (F), тогда как длина волоконного участка (FB2) составляет от 10 до 98%, предпочтительно от 20 до 96%, особенно предпочтительно от 40 до 90% от общей длины волокна (F).
В другом предпочтительном варианте осуществления изобретения первая сторона формованного изделия, из которой выступает наружу волоконный участок (FB1) волокна (F), расположена напротив второй стороны формованного изделия, из которой выступает наружу волоконный участок (FB3) волокна (F).
Волокно (F) предпочтительно введено в формованное изделие под углом α к направлению толщины (d) формованного изделия, соответственно под прямым углом к поверхности первой стороны формованного изделия. Угол α может принимать любые значения в диапазоне от 0 до 90°. Так, например, волокно (F) вводят в пенопласт под углом α относительно направления толщины (d) формованного изделия, составляющим от 0 до 60°, предпочтительно от 0 до 50°, более предпочтительно от 0 до 15° или от 10 до 70°, в частности, от 30 до 60°, более предпочтительно от 30 до 50°, еще более предпочтительно от 30 до 45°, в частности, 45°.
В другом варианте осуществления изобретения по меньшей мере два волокна (F) вводят под двумя разными углами α, а именно α1 и α2, причем угол α1 предпочтительно составляет от 0° до 15°, а второй угол α2 предпочтительно составляет от 30 до 50°, и причем особенно предпочтительно угол α1 находится в диапазоне от 0° до 5°, а угол α2 в диапазоне от 40 до 50°. В предпочтительном варианте все содержащиеся в предлагаемом в изобретении формованном изделии волокна (F) характеризуются одинаковым или по меньшей мере примерно одинаковым углом α (отклонение составляет не более ±5°, предпочтительно ±2°, особенно предпочтительно ±1°).
Предлагаемое в изобретении формованное изделие предпочтительно содержит множество волокон (F) предпочтительно в виде пучка волокон и/или включает более 10 волокон (F) или пучков волокон, предпочтительно более 1000 волокон (F) или пучков волокон, особенно предпочтительно от 4000 до 40000 волокон (F) или пучков волокон соответственно в расчете на квадратный метр.
Все волокна (F) могут быть расположены в формованном изделии параллельно друг другу. Кроме того, возможно и в соответствии с изобретением предпочтительно, если два или более волокна (F) расположены в формованном изделии под углом друг к другу, равным β. Под углом β в соответствии с настоящим изобретением подразумевается угол между вертикальной проекцией первого волокна (F1) на поверхности первой стороны формованного изделия и вертикальной проекцией второго волокна (F2) на поверхности формованного изделия, причем оба волокна введены в формованное изделие.
Угол β предпочтительно составляет 360°/n, причем n означает целое число. Индекс n предпочтительно означает число от 2 до 6, особенно предпочтительно от 2 до 4. Угол β составляет, например, 90°, 120° или 180°. В другом варианте угол β находится в диапазоне от 80 до 100°, от 110 до 130° или от 170 до 190°. В другом варианте вводят более двух волокон (F), находящихся под углом β друг к другу, например три или четыре волокна (F). Подобные три или четыре волокна (F) могут находиться относительно обоих соответствующих соседних волокон под двумя разными углами β, а именно β1 и β2. В предпочтительном варианте все волокна (F) находятся под одинаковым углом относительно обоих соседних волокон (F), то есть справедливо соотношение β=β1=β2. Так, например, если угол В составляет 90°, то угол β1 между первым волокном (F1) и вторым волокном (F2) составляет 90°, угол β2 между вторым волокном (F2) и третьим волокном (F3) составляет 90°, угол β3 между третьим волокном (F3) и четвертым волокном (F4) составляет 90° и угол β4 между четвертым волокном (F4) и первым волокном (F1) также составляет 90°. В этом случае угол β между первым волокном (F1) (базовым) и вторым (F2), третьим (F3) и четвертые (F4) волокнами в направлении часовой стрелки соответственно составляет 90°, 180° и 270°. То же относится и к другим возможным углам.
В рассмотренном выше случае первое волокно (F1) характеризуется первым направлением, тогда как второе волокно (F2), расположенное под углом β к первому волокну (F1), характеризуется вторым направлением. В первом направлении и втором направлении предпочтительно расположены аналогичные количества волокон. Определение количества волоком «аналогичное» в данном случае означает, что различие между количеством волокон в соответствующем направлении относительно другого направления составляет менее 30%, особенно предпочтительно менее 10% и наиболее предпочтительно менее 2%.
Волокна или пучки волокон могут быть введены в пенопласт в нерегулярном или регулярном порядке. Предпочтительным является введение волокон или пучков волокон в регулярном порядке. В соответствии с настоящим изобретением под «регулярным порядком» имеется в виду, что все волокна ориентированы параллельно друг другу, причем по меньшей мере одно волокно или пучок волокон находится на одинаковом расстоянии (а) от любых находящихся в непосредственном соседстве волокон или пучков волокон. В особенно предпочтительном варианте все волокна или пучки волокон располагаются на одинаковом расстоянии от любых находящихся в непосредственном соседстве волокон или пучков волокон.
В другом предпочтительном варианте осуществления изобретения волокна или пучки волокон вводят таким образом, чтобы в прямоугольной системе координат, в соответствии с которой направление толщины (d) совпадает с направлением оси Z, волокна или пучки волокон находились на одинаковом расстоянии (ах) друг от друга вдоль направления оси X и на одинаковом расстоянии (ау) друг от друга вдоль направления оси Y. В особенно предпочтительном варианте волокна или пучки волокон в направлении оси X и в направление оси Y характеризуются одинаковым расстоянием (а), то есть справедливо соотношение а=ах=ау.
В случае если два или более волокна (F) располагаются под углом β друг к другу, первые волокна (F1), расположенные параллельно друг другу, предпочтительно характеризуются регулярным порядком с первым расстоянием (а1), в то время как вторые волокна (F2), которые расположены параллельно друг к другу и под углом β к первым волокнам (F1), предпочтительно характеризуются регулярным порядком со вторым расстоянием (а2). В предпочтительном варианте первые волокна (F1) и вторые волокна (F2) соответственно характеризуются регулярным порядком с расстоянием (а). В подобном случае справедливо соотношение а=a1=а2.
В случае если волокна или пучки волокон вводят в пенопласт под углом β друг к другу, то в предпочтительно варианте волокна или пучки волокон в каждом направлении характеризуются регулярным порядком.
На Фиг. 1 схематически показан предпочтительный вариант исполнения предлагаемого в изобретении формованного изделия из пенопласта (1) в аксонометрии. При этом позицией (2) обозначена (поверхность) первой стороны формованного изделия, а позицией (3) вторая сторона соответствующего формованного изделия. Как показано на Фиг. 1, первая сторона (2) формованного изделия расположена напротив второй стороны (3) этого формованного изделия. Волокно (F) обозначено позицией (4). Один конец (4а) волокна (F), соответственно участок (FB1), выступает наружу с первой стороны (2) формованного изделия, в то время как другой конец (4b) того же волокна, соответственно участок (FB3), выступает наружу со второй стороны (3) формованного изделия. Средний участок (FB2) волокна (F) находится внутри формованного изделия, а, следовательно, окружен пенопластом.
Показанное на Фиг. 1 волокно (4) является, например, отдельным волокном или пучком волокон, предпочтительно пучком волокон, и расположено под углом α относительно направления толщины (d) формованного изделия, соответственно под прямым углом к (поверхности) первой стороны (2) формованного изделия. Угол α может принимать любые значения в диапазоне от 0 до 90° и обычно составляет от 0 до 60°, предпочтительно от 0 до 50°, особенно предпочтительно от 0 до 15° или от 10 до 70°, предпочтительно от 30 до 60°, в частности, от 30 до 50°, еще более предпочтительно от 30 до 45°, в частности, 45°. На Фиг. 1 для наглядности показано единственное отдельное волокно (F).
На Фиг. 3 в качестве примера схематически показана часть варьируемых углов. Показанное на этом чертеже формованное изделие из пенопласта (1) содержит первое волокно (41) и второе волокно (42). Для лучшей наглядности на Фиг. 3 для обоих волокон (41) и (42) показан лишь тот волоконный участок (FB1), который выступает наружу с первой стороны (2) формованного изделия. Первое волокно (41) образует с перпендикуляром (О) к поверхности первой стороны (2) формованного изделия первый угол α (α1). Второе волокно (42) образует с перпендикуляром (О) к поверхности первой стороны (2) второй угол α (α2). Вертикальная проекция (41р) первого волокна (41) на первой стороне (2) формованного изделия образует с вертикальной проекцией (42р) второго волокна (42) на первой стороне (2) формованного изделия угол β.
На Фиг. 4 в качестве примера схематически показан угол δ между волокном (4) и соединительной поверхностью между двумя соединенными друг с другом пенопластовыми сегментами (9; 10). Показанное на этом чертеже формованное изделие из пенопласта (1) содержит волокно (4), первый пенопластовый сегмент (9), второй пенопластовый сегмент (10) и соединительную поверхность (8). Для наглядности на фиг. 4 показаны только одно волокно (4), только два пенопластовые сегмента (9; 10) и только одна соединительная поверхность (8). Формованное изделие, разумеется, может включать более одной соединительной поверхности (8), более двух пенопластовых сегментов (9; 10) и более одного волокна (4). Волокно (4) введено в пенопласт под углом δ относительно соединительной поверхности (8), составляющим ≥20°, предпочтительно ≥35°, особенно предпочтительно от 40 до 90°.
Объектом настоящего изобретения является также панель, которая включает по меньшей мере одно предлагаемое в изобретении формованное изделие и по меньшей мере один слой (S1). Подобную панель специалисты в некоторых случаях называют также «сэндвичем», многослойным материалом, ламинатом и/или композитным изделием.
В предпочтительном варианте исполнения панель включает два слоя (S1), каждый из которых нанесен на ту сторону формованного изделия, которая находится в формованном изделии напротив соответствующей другой стороны.
В одном варианте исполнения предлагаемой в изобретении панели слой (S1) содержит по меньшей мере одну смолу, предпочтительно реакционноспособную термореактивную или термопластичную смолу, более предпочтительно смолу на основе эпоксидов, акрилатов, полиуретанов, полиамидов, сложных полиэфиров, ненасыщенных сложных полиэфиров, сложных виниловых эфиров или их смесей, причем смолой прежде всего является отверждающаяся амином эпоксидная смола, латентно отверждающаяся эпоксидная смола, отверждающаяся ангидридом эпоксидная смола или полиуретан на основе изоцианатов и полиолов. Подобные смоляные системы известны специалистам и описаны, например, в следующих публикациях: Penczek и другие, Advances in Polymer Science, 184, cc. 1-95, 2005), Pham и другие, Ullmann's Encyclopedia of Industrial Chemistry, том 13, 2012, Fahnler, Polyamide, Kunststoff Handbuch, 3/4, 1998, а также Younes, международная заявка WO 12134878 A2.
Кроме того, согласно изобретению предпочтительной является панель, в которой:
i) волоконный участок (FB1) волокна (F) частично или полностью, предпочтительно полностью контактирует с первым слоем (S1),
ii) волоконный участок (FB3) волокна (F) частично или полностью, предпочтительно полностью контактирует со вторым слоем (S1)
и/или
iii) панель между по меньшей мере одной стороной формованного изделия и по меньшей мере одним слоем (S1) содержит по меньшей мере один слой (S2), который предпочтительно является слоем из плоских волокнистых материалов или полимерных пленок, особенно предпочтительно слоем из стеклянных волокон или углеродных волокон в виде нетканых материалов, однонаправленных тканей или тканей.
В другом варианте исполнения предлагаемой в изобретении панели по меньшей мере один слой (S1) дополнительно содержит по меньшей мере один волокнистый материал, причем:
i) волокнистый материал содержит волокна в виде одной или нескольких прокладок из штапельных волокон, нетканых материалов, однонаправленных тканей, трикотажных материалов и/или тканей, предпочтительно в виде однонаправленных тканей или тканей, особенно предпочтительно в виде однонаправленных тканей или тканей, масса которых, отнесенная к единице площади, составляет от 150 до 2500 г/м2,
и/или
ii) волокнистый материал содержит органические, неорганические, металлические или керамические волокна, предпочтительно полимерные волокна, базальтовые волокна, стеклянные волокна, углеродные волокна или природные волокна, особенно предпочтительно стеклянные волокна или углеродные волокна.
Природные волокна и полимерные волокна описаны выше.
Слой (S1), который дополнительно содержит по меньшей мере один волокнистый материал, называют также армированным волокнами слоем, в частности, армированным волокнами смоляным слоем (при условии, что слой (S1) включает смолу).
На Фиг. 2 показан другой предпочтительный вариант осуществления изобретения. На этом чертеже представлен двухкоординатный вид сбоку предлагаемой в изобретении панели (7), которая включает предлагаемое в изобретении формованное изделие (1), например, в показанном на Фиг. 1 варианте исполнения. В отсутствие иных указаний позиции на Фиг. 1 и 2 имеют одинаковое значение.
Согласно показанному на Фиг. 2 варианту исполнения предлагаемая в изобретении панель включает два слоя (S1), которые обозначены позициями (5) и (6). Оба слоя (5) и (6) соответственно находятся на противолежащих сторонах формованного изделия (1). Оба слоя (5) и (6) предпочтительно являются смоляными слоями или армированными волокнами смоляными слоями. Кроме того, как показано на Фиг. 2, оба конца волокон (4) окружены слоем (5), соответственно слоем (6).
Между формованным изделием (1) и первым слоем (5) и/или между формованным изделием (1) и вторым слоем (6) при необходимости может присутствовать один или более других слоев. Для простоты на Фиг. 2 так же, как и на Фиг. 1, показано единственное волокно (F), обозначенное позицией (4). В отношении количества волокон, соответственно пучков волокон, справедливы практические соображения, приведенные выше при рассмотрении Фиг. 1.
Кроме того, объектом настоящего изобретения является способ изготовления предлагаемого в изобретении формованного изделия, причем по меньшей мере одно волокно (F) вводят в пенопласт частично, вследствие чего волоконный участок (FB2) волокна (F) находится внутри формованного изделия и окружен пенопластом, в то время как волоконный участок (FB1) волокна (F) выступает наружу с первой стороны формованного изделия, а волоконный участок (FB3) волокна (F) выступает наружу со второй стороны формованного изделия.
Для введения волокна (F) и/или пучка волокон в принципе пригодны любые известные специалистам методы. Пригодные методы введения волокон описаны, например, в международной заявке WO 2006/125561 или WO 2011/012587.
В одном варианте осуществления предлагаемого в изобретении способа частичное введение по меньшей мере одного волокна (F) в пенопласт выполняют посредством вшивания с использованием иглы, причем частичное введение предпочтительно выполняют на следующих стадиях a)-f):
a) при необходимости нанесение по меньшей мере одного слоя (S2) по меньшей мере на одну сторону пенопласта,
b) выполнение отверстия для волокна (F) в пенопласте и при необходимости в слое (S2), причем отверстие проходит от первой стороны пенопласта до его второй стороны и при необходимости через слой (S2),
c) подготовка по меньшей мере одного волокна (F) на второй стороне пенопласта,
d) пропускание иглы через отверстие от первой стороны пенопласта до его второй стороны и при необходимости через слой (S2),
e) прикрепление по меньшей мере одного волокна (F) к игле на второй стороне пенопласта, и
f) возвращение иглы вместе с волокном (F) через отверстие, выполняемое таким образом, чтобы волоконный участок (FB2) волокна (F) находился внутри формованного изделия и был окружен пенопластом, волоконный участок (FB1) волокна (F) выступал наружу с первой стороны формованного изделия или при необходимости из слоя (S2) и волоконный участок (FB3) волокна (F) выступал наружу со второй стороны формованного изделия,
причем в особенно предпочтительном варианте стадии b) и d) реализуют одновременно.
Приведенные ниже варианты и предпочтительные варианты осуществления стадий a)-f) предлагаемого в изобретении способа соответственно относятся также и к стадиям a)-f) метода, посредством которого волокно (F) введено в предлагаемое в изобретении формованное изделие.
Нанесение по меньшей мере одного слоя (S2) на стадии а) можно осуществлять, например, как описано выше, во время реализации стадии IV) и/или непосредственно после ее реализации.
В особенно предпочтительном варианте стадии b) и d) реализуют одновременно. В данном варианте отверстие, проходящее от первой стороны пенопласта до его второй стороны, формируют посредством пропускания иглы от первой стороны пенопласта до его второй стороны.
В данном варианте введение по меньшей мере одного волокна (F) может включать, например, следующие стадии:
a) при необходимости нанесение слоя (S2) по меньшей мере на одну сторону пенопласта,
b) предоставление по меньшей мере одного волокна (F) на второй стороне пенопласта,
c) выполнение отверстия для волокна (F) в пенопласте и при необходимости в слое (S2), причем отверстие проходит от первой стороны пенопласта до его второй стороны и при необходимости через слой (S2), и причем отверстие выполняют посредством пропускания иглы через пенопласт и при необходимости через слой (S2),
d) прикрепление по меньшей мере одного волокна (F) к игле на второй стороне пенопласта,
e) возвращение иглы вместе с волокном (F) через отверстие, выполняемое таким образом, чтобы волоконный участок (FB2) волокна (F) находился внутри формованного изделия и был окружен пенопластом, волоконный участок (FB1) волокна (F) выступал наружу с первой стороны формованного изделия или при необходимости из слоя (S2) и волоконный участок (FB3) волокна (F) выступал наружу со второй стороны формованного изделия,
f) при необходимости обрезку волокна (F) на второй стороне и
g) при необходимости разрезание петли, образовавшейся на игле из волокна (F).
В предпочтительном варианте в качестве иглы используют крючковую иглу и по меньшей мере одно волокно (F) на стадии d) закрепляют в крючковой игле.
В другом предпочтительном варианте осуществления изобретения в пенопласт на описанных выше стадиях одновременно вводят несколько волокон (F).
Кроме того, объектом настоящего изобретения является способ изготовления предлагаемой в изобретении панели, в соответствии с которым на предлагаемое в изобретении формованное изделие наносят и отверждают по меньшей мере один слой (S1) в виде реакционноспособной вязкой смолы, предпочтительно используя для этой цели метод жидкостной пропитки, особенно предпочтительно метод жидкостной пропитки с поддерживающим воздействием давления или разрежения, особенно предпочтительно метод вакуумной инфузии или инжекционный метод с поддерживающим воздействием давления, наиболее предпочтительно метод вакуумной инфузии. Методы жидкостной пропитки известны специалистам и подробно описаны, например, в Wiley Encyclopedia of Composites (2-е издание, издательство Wiley, 2012), Parnas и другие (Liquid Composite Moulding, издательство Hanser, 2000), а также в Williams и другие (Composites Part А, 27, cc. 517-524, 1997).
Для изготовления предлагаемой в изобретении панели можно использовать различные вспомогательные материалы. Вспомогательными материалами, пригодными для изготовления панели методом вакуумной инфузии, являются, например, вакуумная пленка предпочтительно из нейлона, вакуумная уплотнительная лента, вспомогательные материалы для повышения текучести предпочтительно из нейлона, разделительная пленка предпочтительно из полиолефина, отрывная ткань предпочтительно из сложного полиэфира, полупроницаемая пленка, предпочтительно мембранная пленка, особенно предпочтительно мембранная пленка из политетрафторэтилена, а также аспирационный нетканый материал предпочтительно из сложного полиэфира. Выбор надлежащих вспомогательных материалов определяется подлежащей изготовлению деталью, выбранным технологическим процессом и исходными материалами, в особенности смоляной системой. В случае смоляных систем на основе эпоксида и полиуретана предпочтительному использованию подлежат вспомогательные материалы для повышения текучести из нейлона, разделительные пленки из полиолефина, отрывная ткань из сложного полиэфира, полупроницаемые пленки в виде мембранных пленок из политетрафторэтилена и аспирационные нетканые материалы из сложного полиэфира.
Указанные выше вспомогательные материалы можно использовать при изготовлении предлагаемой в изобретении панели различным образом. В особенно предпочтительном варианте панели изготавливают из формованных изделий посредством нанесения армированных волокнами покровных слоев методом вакуумной инфузии. В типичном варианте конструктивного исполнения предлагаемой в изобретении панели на верхнюю и нижнюю стороны формованного изделия наносят волокнистые материалы и при необходимости другие слои. Затем помещают отрывную ткань и разделительную пленку. При инфузии жидкой смоляной системы можно совместно использовать вспомогательные материалы для повышения текучести и/или мембранные пленки. При этом особенно предпочтительными являются следующие технологические варианты:
i) использование вспомогательного материала для повышения текучести только на одной стороне конструкции,
ii) использование вспомогательного материала для повышения текучести на обеих сторонах конструкции,
iii) с одной или обеих сторон на вспомогательный материал для повышения текучести, разделительную пленку и отрывную ткань помещают конструкцию с полупроницаемой мембраной (VAP-конструкцию), которая предпочтительно плоскостно драпирует формованное изделие, полупроницаемую мембрану герметизируют относительно поверхности формы посредством вакуумной уплотнительной ленты, и на противоположную формованному изделию сторону полупроницаемой мембраны помещают аспирационный нетканый материал, что позволяет плоскостно эвакуировать воздух в верхнем направлении,
и/или
iv) использование вакуумного кармана из мембранной пленки, который предпочтительно помещают на противоположной от литника стороне формованного изделия и посредством которого воздух эвакуируют с противоположной от литника стороны.
Затем конструкцию снабжают литниками для смоляной системы и патрубками для вакуумирования. В заключение, поверх общей конструкции наносят вакуумную пленку, посредством уплотнительной ленты герметизируют общую конструкцию и выполняют ее вакуумирование. После инфузии смоляной системы в ней при поддержании разрежения протекает реакция.
Объектом настоящего изобретения является также применение предлагаемого в изобретении формованного изделия или предлагаемой в изобретении панели для лопастей, в ветроэнергетических установках, в транспортной отрасли, строительной отрасли, автомобилестроении, судостроении, в строительстве железнодорожного подвижного состава, в контейнеростроении, для медико-санитарных устройств и/или в авиации и космонавтике.
Приведенные ниже примеры служат для более подробного пояснения настоящего изобретения.
Примеры
Пример В1, V2. В3. V4. V8 и V9
Сначала изготавливают пенопластовые сегменты в виде плит варьируемого состава. Пенопластовые сегменты изготавливают на двойной экструзионной установке в виде экструзионных пенопластов, содержащих полифениленоксид и полистирол. В червячный расплавитель (ZSK 120) непрерывно подают полифениленоксидную заправку (PPE/PS-Batch Noryl С6850, фирма Sabic) и полистирол (PS 148Н, фирма BASF), получая общую смесь, содержащую 25 частей полифениленоксида и 75 частей полистирола. Через зону питания дополнительно примешивают добавки, в частности, тальк (0,2 части) в виде заправки в полистироле (PS 148Н, фирма BASF). В инжекционное отверстие под давлением впрыскивают вспенивающее средство (диоксид углерода, этанол и изобутан) варьируемого состава. Общая производительность, включая вспенивающее средство и добавки, составляет 750 кг/ч. Вспениваемый полимерный расплав охлаждают в последовательно присоединенном холодильном экструдере (ZE 400) и выдавливают через щелевую головку. Вспененный пеноматериал протягивают через обогреваемый узел калибровки, поверхности которого снабжены тефлоном, а также через роликовый ленточный транспортер, формируя плиты. Плиты перед механической обработкой в типичном случае обладают следующими размерами: ширина около 800 мм, толщина 60 мм. Средняя плотность экструзионного пенопласта составляет 50 кг/м3.
В примере В1 соединительные поверхности образуются вследствие сваривания двух пенопластовых плит. При этом сначала поверхность посредством фрезы удаляют и выравнивают. После этого пенопластовые плиты подвергают бесконтактному нагреванию, выполняемому посредством машины для сварки нагретым элементом, и соединяют. Средняя температура сварки составляет 350°С, длительность нагревания от 2,5 до 4,0 секунд, расстояние между нагревательным элементом и пенопластовой плитой 0,7 мм. Результирующая потеря толщины при сварке составляет от трех до пяти миллиметров. Затем полученный пенопласт обрабатывают строганием до толщины 20 мм.
В качестве сравнительного образца используют несваренную плиту (сравнительный пример V2), которую обрабатывают строганием до толщины 20 мм.
В качестве другого сравнительного образца используют плиту согласно сравнительному примеру V2, в которую иглопрошивным методом дополнительно введены волокна (сравнительный пример V8).
В качестве сравнительного образца используют также сваренную плиту согласно примеру В1, в которую иглопрошивным методом введены волокна (сравнительный пример V9).
Для введения волокон иглопрошивным методом используют иглу фирмы Schmitz, обозначенную CANU 83:54S 2 NM 250 согласно системе игл 0647LH0545D300WE240RBNSPGELF. Данная игла обладает наименьшими размерами среди выпускаемых фирмой Schmitz прошивных игл и не требует изготовления по специальному заказу.
В соответствии с иглопрошивным методом пучок волокон пропукают через пенопласт непосредственно прошивной иглой от первой стороны до второй стороны, после чего иглу возвращают к первой стороне пенопласта. На второй стороне пенопласта пучок волокон образует петлю. Поскольку при использовании иглопрошивного метода отверстие в пенопласте формируется во время совместного пропускания прошивной иглы и пучка волокон, на прошивную иглу и пучок волокон воздействуют значительные силы трения, и вместе с тем пучок волокон в угольном ушке обладает чрезвычайно малым радиусом изгиба. Подобное сочетание обусловливает пересечение и перепутывание пучков волокон, в связи с чем они образуют петлю не всегда, а, кроме того, не все волокна пучка волокон удается ввести в пенопласт.
Для максимально полного устранения указанных выше недостатков и обеспечения сопоставимости результатов введения волокон предлагаемым в изобретении способом иглопрошивной метод в соответствии со сравнительными примерами V8 и V9 осуществляют следующим образом.
Сначала указанной выше прошивной иглой выполняют отверстие, после чего посредством прошивной иглы в пенопласт, как описано выше, вводят пучок волокон.
Как в примерах В1 и В3, так и в сравнительных примерах V2 и V4 используют одинаковые пучки волокон (ровницу).
Пенопласты на основе сложных полиэфиров выдавливают на экструзионном агрегате через многоканальный мундштук, и отдельные прутки непосредственно в процессе экструзии соединяют друг с другом. В двухчервячном экструдере с однонаправленными червяками (диаметр червяков 132 мм) плавят и смешивают следующие компоненты: полимерную смесь из 80 частей полиэтилентерефталата (пригоден для формования бутылок для питьевой воды, индекс вязкости 0,74, M&G, Р76) и 20 частей рециклируемого в процесс материала, добавку для уменьшения размера ячеек пенопласта (тальк, 0,4 части, заправка в полиэтилентерефталате), агент удлинения цепей (пиромеллитовый диангидрид, 0,4 части, заправка в полиэтилентерефталате) и полиолефиновый эластомер (Proflex CR0165-02, 10 частей, заправка в полиэтилентерефталате). После плавления добавляют используемый в качестве вспенивающего средства циклопентан (4,5 части). Непосредственно после добавления вспенивающего средства гомогенный расплав охлаждается в последующем кожухе экструдера и статическом смесителе. Температура кожуха экструдера составляет от 300 до 220°С. Перед поступлением в многоканальный мундштук расплав подлежит пропусканию через соответствующий фильтр. Многочисленные отдельные отверстия многоканального мундштука упорядочены в восемь рядов. Общая производительность составляет около 150 кг/ч. Давление в мундштуке сохраняют на уровне по меньшей мере 50 бар. В результате пропускания через многоканальный мундштук вспениваемый полимерный расплав вспенивается, и в калибрующем узле отдельные прутки соединяются друг с другом, образуя соответствующий блок. Затем экструдированные плиты подвергают режущей обработке, получая плиты толщиной 35 мм с фиксированным внешним контуром, которые посредством термической сварки соединяют друг с другом в направлении, параллельном направлению экструзии. Средняя плотность пенопласта составляет 50 кг/м3.
В примере В3 посредством соединения пенопластовых плит методом термической сварки параллельно направлению экструзии формируют внутренние опорные точки. Для сварки используют метод контактной сварки, которую выполняют после нагревания пенопластовой плиты нагревательной пластиной, снабженной тефлоновым покрытием. Полученный пенопласт обрабатывают строганием до толщины 20 мм.
В соответствующем сравнительном примере V4 используют несваренную пенопластовую плиту, которую обрабатывают строганием до толщины 20 мм.
Среднюю толщину стенок ячеек пенопластовых сегментов и толщину соединительных поверхностей определяют посредством статистической оценки снимков, полученных с помощью растрового электронного микроскопа. Аналогичным образом определяют среднюю толщину стенок в опорных точках. Типичные размерные параметры приведены в таблице 1.
Для выполнения технологических операций с формованными изделиями важно, чтобы волокна оставались фиксированными внутри пенопластовой плиты. В качестве меры количественной оценки фиксации используют сопротивление волокон вытягиванию (определяемое при соответствующем испытании усилие, необходимое для вытягивания волокон).
В соответствии с примерами В1 и В3, а также сравнительными примерами V2 и V4 волокна в виде ровницы (бесщелочное стекло, 400 текс) сначала вручную вводят в пенопласт перпендикулярно его поверхности и перпендикулярно соединительной поверхности. Для этого ровницу вводят в пенопласт комбинированным методом шитья/вязания. Сначала пенопласт прокалывают насквозь крючковой иглой (диаметр около 0,80 мм) от первой стороны до второй стороны. На второй стороне пенопласта ровницу закрепляют в крючке крючковой иглы и протягивают иглой в обратном направлении (от второй стороны пенопласта до его первой стороны). В заключение, ровницу на второй стороне обрезают и образовавшуюся петлю отцепляют от иглы.
Во всех примерах и сравнительных примерах образовавшуюся после введения ровницы петлю прикрепляют посредством небольшого штифта к динамометрическому датчику и после коррекции нуля датчика пенопласт перемещают со скоростью 50 мм/мин. Используют динамометрический датчик (1 кН) с эффективной разрешающей способностью 1 мН. Во время перемещения машины пенопласт фиксируют вручную. С целью оценки необходимого для вытягивания ровницы усилия определяют среднее значение из трех результатов измерения максимального усилия. Максимальное усилие всегда констатируют в начале испытания, поскольку первоначальное трение покоя превышает трение при последующем скольжении.
В соответствии с предлагаемым в изобретении способом необходимое для вытягивания волокон ровницы максимальное усилие при интегрировании в опорных точках гораздо выше, чем при фиксации ровницы в чистом пенопласте, что можно обнаружить при сопоставлении примеров В1 и В3 с примерами V2 и V4.
В отличие от этого влияние опорных точек на усилие вытягивания волокон ровницы, которые были введены иглопрошивным методом (сравнительный пример V9), не обнаружено. Данное обстоятельство свидетельствует о том, что при использовании иглопрошивного метода происходит сильное повреждение опорных точек и/или защемляющее усилие уменьшается вследствие большого размера отверстия.
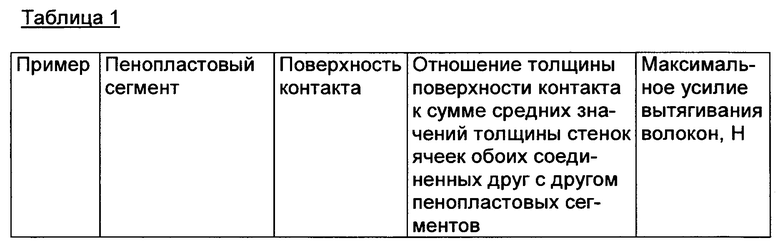

Пример В5
Из указанных выше пенопластов на основе полифениленоксида и полистирола (пример В1) изготавливают формованные изделия, которые содержат соединенные друг с другом пенопластовые сегменты и окруженные пенопластом волокна. В случае экструзионного пенопласта используют соединенные друг с другом пенопластовые плиты толщиной 20 мм. Поверхность контакта располагается точно посередине соединенных плит. Плита обладает размером 800 мм × 600 мм, средняя толщина двух соединенных элементов плиты первоначально составляет 60 мм, тогда как после уменьшения толщины резанием получают используемые для окончательного соединения пенопластовые сегменты, толщина которых составляет 10 мм.
Прочность при сжатии обоих пенопластовых сегментов в направлении толщины (d) составляет 0,8 МПа, а, следовательно, почти в 3,9 раз превышает результат соответствующего измерения в продольном, соответственно поперечном направлении (согласно стандарту DIN EN ISO 844). Кроме того, наибольший размер (в направлении «а») ячеек, оцениваемый на основании полученных с помощью микроскопа снимков, совпадает с направлением толщины (d). Волокна введены под углом α относительно направления толщины (d), составляющим 45°, а, следовательно, под аналогичным углом (45°) к соединительные поверхности. В качестве волокон используют стекловолоконные ровницы (стекловолокна S2, 406 текс, фирма AGY). Стеклянные волокна вводят в регулярном прямоугольном порядке на одинаковом расстоянии друг от друга (а=12 мм). Следовательно, поверхностная плотность составляет 27,778 ровниц/м2, причем все ровницы зафиксированы соединительной поверхностью. С обеих сторон дополнительно предусматривают напуск (около 5,5 мм стеклянных волокон), что позволяет повысить прочность соединения со стекловолоконными матами, вводимыми позже в качестве покровных слоев. Волокна, соответственно волоконные ровницы, вводят автоматизированным комбинированным методом шитья/вязания. Сначала пенопласт прокалывают насквозь крючковой иглой (диаметр около 0,80 мм) от первой стороны до второй стороны. На второй стороне пенопласта ровницу закрепляют в крючке крючковой иглы и протягивают иглой в обратном направлении (от второй стороны пенопласта до его первой стороны). В заключение, ровницу на второй стороне обрезают и образовавшуюся петлю отрезают от иглы.
Использование опорных точек в пеноматериале способствует гораздо лучшей фиксации волокон, а, следовательно, оптимизации условий выполнения технологических операций с формованными изделиями. Кроме того, в меньшей степени может происходить вытягивание волокон при обработке формованных изделий резанием.
Пример В6
Из указанных выше пенопластов на основе полиэтилентерефталата (пример В3) изготавливают формованные изделия, которые содержат соединенные друг с другом пенопластовые сегменты и окруженные пенопластом волокна. В случае экструзионных пенопластов сначала посредством термической сварки соединяют друг с другом несколько пенопластовых плит длиной 1500 мм, шириной 700 мм и толщиной 35 мм. Затем из полученного пенопласта, общая толщина которого составляет 700 мм, посредством ленточной пилы перпендикулярно поверхностям контакта и продольному направлению первоначальной несочленной плиты нарезают плиты шириной 700 мм, длиной 700 мм и толщиной 20 мм. Таким образом, пенопластовая плита состоит примерно из 22 соединенных друг с другом пенопластовых сегментов, ориентированных перпендикулярно толщине плиты. Прочность при сжатии пенопластового элемента в направлении толщины (d) сочленной плиты составляет 0,6 МПа, а, следовательно, почти в 4,1 раза превышает результат соответствующего измерения в продольном, соответственно поперечном направлении (согласно стандарту DIN EN ISO 844).
Кроме того, наибольший размер ячеек (в направлении «а»), оцениваемый на основании полученных с помощью микроскопа снимков, совпадает с направлением толщины (d). Наибольший размер ячеек (в направлении «а») составляет около 0,5 мм, наименьший размер ячеек (в направлении «с») составляет около 0,2 мм. Волокна введены под углом α относительно направления толщины (d), составляющим 45°, а, следовательно, под аналогичным углом (45°) к соединительные поверхности. Волокна вводят аналогично примеру В5. Из 27,778 ровниц/м2 около 30% фиксировано посредством соединительной поверхности.
Использование опорных точек в пеноматериале способствует гораздо лучшей фиксации волокон, а, следовательно, оптимизации условий выполнения технологических операций с формованными изделиями. Кроме того, в меньшей степени может происходить вытягивание волокон при обработке формованных изделий резанием.
Пример В7
Из выполненных согласно примеру В5 формованных изделий изготавливают панели. Армированные волокнами покровные слои изготавливают методом вакуумной инфузии. Помимо исходных смоляных систем, пенопластовых плит и однонаправленных стеклотканей используют следующие вспомогательные материалы: нейлоновую вакуумную пленку, вакуумную уплотнительную ленту, нейлоновый вспомогательный материал для повышения текучести, полиолефиновую разделительную пленку, полиэфирную отрывную ткань, а также мембранную пленку из политетрафторэтилена и полиэфирный аспирационный нетканый материал. Панели изготавливают из формованных изделий посредством нанесения армированных волокнами покровных слоев методом вакуумной инфузии. На верхнюю и нижнюю стороны (армированных волокнами) пенопластов наносят по два слоя однонаправленной стеклоткани Quadrax (ровница: бесщелочное стекло SE1500, фирма OCV; текстиль: Saertex, изотропный ламинат [07-45790°45°], 1200 г/м2 каждый слой). Поверх однонаправленных стеклотканей с обеих сторон помещают отрывную ткань и вспомогательные материалы для повышения текучести. Затем конструкцию снабжают литниками для смоляной системы и патрубками для вакуумирования. В заключение, поверх общей конструкции наносят вакуумную пленку, общую конструкцию герметизируют уплотнительной лентой и вакуумируют. Подготовку конструкции выполняют на электрически обогреваемом столе со стеклянной поверхностью.
В качестве смоляной системы используют отверждающийся амином эпоксид (смола: BASF Baxxores 5400, отвердитель: BASF Baxxodur 5440, соотношение компонентов и другие условия переработки приведены в техническом паспорте). После смешивания обоих компонентов смолу в течение 10 минут вакуумируют при 20 мбар. Инфузию смолы на предварительно термостатированную конструкцию (температура стола 35°С) выполняют при температуре смолы 23+/-2°С. Посредством последующего повышения температуры с 35 до 75°С со скоростью 0,3 К/мин и изотермического отверждения, выполняемого при 75°С в течение шести часов, могут быть изготовлены панели, состоящие из формованных изделий и армированных стекловолокном покровных слоев. Панели можно изготавливать без каких-либо проблем. Кроме того, благодаря опорным точкам можно избежать вытягивания волокон при подготовке к вакуумной инфузии. Достигнута также улучшенная ориентация волокон, а, следовательно, повышенная несущая способность, что благоприятно для механического нагружения панели при ее последующем применении.
| название | год | авторы | номер документа |
|---|---|---|---|
| АРМИРОВАНИЕ ВОЛОКНАМИ АНИЗОТРОПНЫХ ПЕНОМАТЕРИАЛОВ | 2015 |
|
RU2705952C2 |
| ПОЛЫЕ ЧАСТИЦЫ ИЗ ТЕРМОПЛАСТИЧНЫХ ЭЛАСТОМЕРОВ И ПОРИСТЫЕ ФОРМОВАННЫЕ ИЗДЕЛИЯ | 2017 |
|
RU2743348C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЕ ПЕНОПЛАСТЫ С ПОНИЖЕННЫМ ВПИТЫВАНИЕМ СМОЛЫ ДЛЯ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ МНОГОСЛОЙНОЙ СТРУКТУРЫ | 2018 |
|
RU2784396C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТОВЫХ ПЛИТ | 2006 |
|
RU2417238C2 |
| ПРОЦЕСС ФОРМОВАНИЯ ПОЛИ(МЕТ)АКРИЛИМИДНЫХ ПЕНОПЛАСТОВ И ФОРМУЕМЫЕ ИЗ НИХ КОМПОЗИТНЫЕ ДЕТАЛИ | 2013 |
|
RU2637905C2 |
| ФОРМОВАННЫЕ ИЗДЕЛИЯ ИЗ ЧАСТИЦ ПЕНОПЛАСТА, ВЫПОЛНЕННЫЕ ИЗ СПОСОБНЫХ ВСПЕНИВАТЬСЯ, СОДЕРЖАЩИХ НАПОЛНИТЕЛЬ ПОЛИМЕРНЫХ ГРАНУЛЯТОВ | 2004 |
|
RU2371455C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВСПЕНЕННЫХ СОПОЛИМЕРОВ НА ОСНОВЕ СОДЕРЖАЩЕГО ПРОМОТОР АДГЕЗИИ ПОЛИ(МЕТ)АКРИЛИМИДА | 2012 |
|
RU2613046C2 |
| ФИКСАЦИЯ ВАКУУМНЫХ ИЗОЛЯЦИОННЫХ ПАНЕЛЕЙ В ХОЛОДИЛЬНЫХ УСТАНОВКАХ | 2011 |
|
RU2583809C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ, ОБЛАДАЮЩИХ ПОВЫШЕННОЙ ПРОЧНОСТЬЮ | 2006 |
|
RU2432258C2 |
| ПОКРОВНАЯ КОМПОЗИЦИЯ ДЛЯ НАНЕСЕНИЯ НА ПЕНОПЛАСТОВЫЕ ЧАСТИЦЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОПЛАСТОВЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2488616C2 |


Изобретение относится к формованному изделию из пенопласта. Техническим результатом является повышение прочности изделия и снижение его массы. Технический результат достигается в формованном изделии из пенопласта, в котором пенопласт включает соединенные друг с другом пенопластовые сегменты. При этом один участок по меньшей мере одного волокна находится внутри формованного изделия и окружен пенопластом, в то время как другой участок волокна выступает наружу с первой стороны формованного изделия, а третий участок волокна выступает наружу со второй стороны формованного изделия. Причем волокна частично введены в пенопласт методом, который включает стадию a) - нанесение слоя (S2) на одну сторону пенопласта. Стадию b) - выполнение отверстия для волокна в пенопласте и в слое (S2). Причем отверстие проходит от первой стороны пенопласта до его второй стороны и через слой (S2). Стадию c) - предоставление волокна на второй стороне пенопласта. Стадию d) - пропускание иглы через отверстие от первой стороны пенопласта до его второй стороны и через слой (S2). Стадию e) - прикрепление волокна к игле на второй стороне пенопласта. И стадию f) - возвращение иглы вместе с волокном через отверстие. Стадия f) выполняется таким образом, чтобы один участок волокна находился внутри формованного изделия и был окружен пенопластом, в то время как второй участок волокна выступал наружу с первой стороны формованного изделия или из слоя (S2), а третий участок волокна выступал наружу со второй стороны формованного изделия. 5 н. и 10 з.п. ф-лы, 4 ил., 1 табл.
1. Формованное изделие из пенопласта, причем пенопласт включает по меньшей мере два соединенные друг с другом пенопластовые сегмента, отличающееся тем, что по меньшей мере одно волокно (F) с волоконным участком (FB2) находится внутри формованного изделия и окружено пенопластом, в то время как волоконный участок (FB1) волокна (F) выступает наружу с первой стороны формованного изделия, а волоконный участок (FB3) волокна (F) выступает наружу со второй стороны формованного изделия, причем волокна (F) частично введены в пенопласт методом, который включает следующие стадии a)-f):
a) при необходимости нанесение по меньшей мере одного слоя (S2) по меньшей мере на одну сторону пенопласта,
b) выполнение отверстия для волокна (F) в пенопласте и при необходимости в слое (S2), причем отверстие проходит от первой стороны пенопласта до его второй стороны и при необходимости через слой (S2),
c) предоставление по меньшей мере одного волокна (F) на второй стороне пенопласта,
d) пропускание иглы через отверстие от первой стороны пенопласта до его второй стороны и при необходимости через слой (S2),
e) прикрепление по меньшей мере одного волокна (F) к игле на второй стороне пенопласта и
f) возвращение иглы вместе с волокном (F) через отверстие, выполняемое таким образом, чтобы волокно (F) с волоконным участком (FB2) находилось внутри формованного изделия и было окружено пенопластом, в то время как волоконный участок (FB1) волокна (F) выступал наружу с первой стороны формованного изделия или при необходимости из слоя (S2) и волоконный участок (FB3) волокна (F) выступал наружу со второй стороны формованного изделия.
2. Формованное изделие по п. 1, отличающееся тем, что:
i) по меньшей мере два соединенных друг с другом пенопластовых сегмента соединены посредством склеивания и/или сваривания, причем предпочтительно все соединенные друг с другом пенопластовые сегменты формованного изделия соединены посредством термического сваривания и/или склеивания, и/или
ii) отдельные пенопластовые сегменты обладают длиной (направлением по оси X), составляющей по меньшей мере 2 мм, предпочтительно от 20 до 8000 мм, более предпочтительно от 100 до 4000 мм, шириной (направлением по оси Y), составляющей по меньшей мере 2 мм, предпочтительно от 5 до 4000 мм, более предпочтительно от 25 до 2500 мм, и толщиной (направлением по оси Z), составляющей по меньшей мере 2 мм, предпочтительно по меньшей мере 5 мм, особенно предпочтительно по меньшей мере 25 мм, наиболее предпочтительно от 30 до 80 мм, и/или
iii) отдельные пенопластовые сегменты обладают формой плит и/или
iv) отдельные пенопластовые сегменты характеризуются отношением длины (направления по оси X) к толщине (направлению по оси Z), составляющим по меньшей мере 5, предпочтительно по меньшей мере 10, более предпочтительно по меньшей мере 20, наиболее предпочтительно от 20 до 500, и/или
v) отдельные пенопластовые сегменты характеризуются отношением ширины (направления по оси Y) к толщине (направлению по оси Z), составляющим по меньшей мере 3, предпочтительно по меньшей мере 5, более предпочтительно по меньшей мере 10, наиболее предпочтительно от 10 до 250, и/или
vi) по меньшей мере одно волокно (F) проходит по меньшей мере через одну соединительную поверхность между двумя соединенными друг с другом пенопластовыми сегментами, причем предпочтительно по меньшей мере 20% всех волокон (F), особенно предпочтительно по меньшей мере 50% всех волокон (F) проходят по меньшей мере через одну соединительную поверхность между двумя соединенными друг с другом пенопластовыми сегментами пенопласта, и/или
vii) по меньшей мере одно волокно (F) частично или полностью проходит по меньшей мере через одну соединительную поверхность между двумя соединенными друг с другом пенопластовыми сегментами под углом δ, составляющим ≥20°, предпочтительно ≥35°, в частности от 40 до 90°, и/или
viii) по меньшей мере одна соединительная поверхность, предпочтительно все соединительные поверхности между по меньшей мере двумя соединенными друг с другом пенопластовыми сегментами обладают толщиной, составляющей по меньшей мере 2 мкм, предпочтительно по меньшей мере 5 мкм, более предпочтительно от 20 до 2000 мкм, наиболее предпочтительно от 50 до 800 мкм,
и/или
ix) толщина по меньшей мере одной соединительной поверхности, предпочтительно всех соединительных поверхностей между по меньшей мере двумя соединенными друг с другом пенопластовыми сегментами превышает сумму средних значений толщины стенок ячеек соединенных друг с другом пенопластовых сегментов, причем указанная толщина предпочтительно от 2 до 1000 раз, особенно предпочтительно от 5 до 500 раз превышает указанную сумму.
3. Формованное изделие по п. 1, отличающееся тем, что пенопластовые сегменты пенопласта состоят, например, из пенопласта, получаемого из вспененных частиц, экструзионного пенопласта, реакционноспособного пенопласта и/или пенопласта, получаемого периодическим методом, предпочтительно из экструзионного пенопласта, прежде всего из экструзионного пенопласта, получаемого методом, который включает следующие стадии:
I) предоставление полимерного расплава в экструдере,
II) введение по меньшей мере одного вспенивающего средства в предоставленный на стадии I) полимерный расплав с образованием вспениваемого полимерного расплава,
III) экструзию предоставленного на стадии II) вспениваемого полимерного расплава из экструдера по меньшей мере через одно отверстие экструзионной головки в зону пониженного давления, причем вспениваемый полимерный расплав расширяется с образованием вспененного пеноматериала,
IV) калибровку вспененного на стадии III) пеноматериала, для чего его пропускают через формующий инструмент, получая экструзионный пенопласт,
V) при необходимости выполняемую механическую обработку полученного на стадии IV) экструзионного пенопласта,
причем
i) предоставленный на стадии I) полимерный расплав при необходимости содержит по меньшей мере одну добавку, и/или
ii) на стадии II) к полимерному расплаву и/или между стадиями II) и III) к вспениваемому полимерному расплаву при необходимости добавляют по меньшей мере одну добавку, и/или
iii) на стадии III) и/или на стадии IV) на вспененный пеноматериал при необходимости наносят по меньшей мере одну добавку,
и/или
iv) на стадии IV) и/или непосредственно после стадии IV) на экструзионный пенопласт при необходимости наносят по меньшей мере один слой (S2).
4. Формованное изделие по п. 1, отличающееся тем, что пенопластовые сегменты содержат ячейки, причем:
i) по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, являются анизотропными, и/или
ii) отношение наибольшего размера (в направлении «а») к наименьшему размеру (в направлении «с») по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, равно или превышает 1,05 и предпочтительно находится в диапазоне от 1,1 до 10, особенно предпочтительно от 1,2 до 5,
и/или
iii) направление наибольшего размера (направление «а») по меньшей мере 50%, предпочтительно по меньшей мере 80%, более предпочтительно по меньшей мере 90% ячеек по меньшей мере двух пенопластовых сегментов, предпочтительно всех пенопластовых сегментов, ориентировано относительно направления толщины (d) формованного изделия под углом γ, составляющим ≤45°, предпочтительно ≤30°, более предпочтительно ≤5°.
5. Формованное изделие по п. 1, отличающееся тем, что пенопластовые сегменты пенопласта основаны по меньшей мере на одном полимере, выбранном из полистирола, сложного полиэфира, полифениленоксида, получаемого из фениленоксида сополимера, получаемого из стирола сополимера, полиарилэфирсульфона, полифениленсульфида, полиарилэфиркетона, полипропилена, полиэтилена, полиамида, полиамидимида, полиэфироимида, поликарбоната, полиакрилата, полимолочной кислоты, поливинилхлорида и их смеси,
предпочтительно на полимере, выбранном из полистирола, полифениленоксида, смеси полистирола с полифениленоксидом, полиэтилентерефталата, поликарбоната, полиэфирсульфона, полисульфона, полиэфироимида, получаемого из стирола сополимера и смеси получаемых из стирола сополимеров,
особенно предпочтительно на полимере, выбранном из полистирола, смеси полистирола с поли(2,6-диметилфенилен-оксидом), смеси, состоящей из сополимера стирола с малеиновым ангидридом и сополимера стирола с акрилонитрилом, и/или сополимера стирола с малеиновым ангидридом,
причем получаемый из стирола сополимер помимо мономерных звеньев стирола предпочтительно содержит звенья другого мономера, выбранного из α-метилстирола, галогенированных в ядро стиролов, алкилированных в ядро стиролов, акрилонитрилов, сложных эфиров акриловой кислоты, сложных эфиров метакриловой кислоты, N-виниловых соединений, малеинового ангидрида, бутадиена, дивинилбензола и бутандиолдиакрилата.
6. Формованное изделие по п. 1, отличающееся тем, что все пенопластовые сегменты пенопласта основаны на одинаковых полимерах.
7. Формованное изделие по одному из пп. 1-6, отличающееся тем, что:
i) волокно (F) является отдельным волокном или пучком волокон, предпочтительно пучком волокон, и/или
ii) волокно (F) является органическим, неорганическим, металлическим, керамическим волокном или их комбинацией, предпочтительно полимерным волокном, базальтовым волокном, стеклянным волокном, углеродным волокном или природным волокном, особенно предпочтительно полиарамидным волокном, стеклянным волокном, базальтовым волокном или углеродным волокном, причем полимерное волокно предпочтительно является волокном из сложного полиэфира, полиамида, полиарамида, полиэтилена, полиуретана, поливинилхлорида, полиимида и/или полиамидимида, а природным волокном предпочтительно является волокно из сизаля, пеньки, льна, бамбука, кокоса и/или джута, и/или
iii) волокно (F) используют в виде пучка волокон, причем количество элементарных волокон в пучке составляет по меньшей мере 10, предпочтительно от 100 до 100000, особенно предпочтительно от 300 до 10000 в случае стеклянных волокон и от 1000 до 50000 в случае углеродных волокон, в частности, предпочтительно от 500 до 5000 в случае стеклянных волокон и от 2000 до 20000 в случае углеродных волокон, и/или
iv) длина участка (FB1) и участка (FB3) соответственно независимо друг от друга составляет от 1 до 45%, предпочтительно от 2 до 40%, особенно предпочтительно от 5 до 30% от общей длины волокна (F), тогда как длина участка (FB2) составляет от 10 до 98%, предпочтительно от 20 до 96%, особенно предпочтительно от 40 до 90% от общей длины волокна (F), и/или
v) волокно (F) введено в пенопласт под углом α относительно направления толщины (d) формованного изделия, составляющим от 0 до 60°, предпочтительно от 0 до 50°, более предпочтительно от 0 до 15° или от 10 до 70°, в частности от 30 до 60°, более предпочтительно от 30 до 50°, еще более предпочтительно от 30 до 45°, в частности 45°, и/или
vi) в формованном изделии первая сторона формованного изделия, из которой выступает наружу участок (FB1) волокна (F), расположена напротив второй стороны формованного изделия, из которой выступает наружу участок (FB3) волокна (F),
и/или
vii) формованное изделие содержит множество волокон (F), предпочтительно в виде пучка волокон, и/или включает более 10 волокон (F) или пучков волокон, предпочтительно более 1000 волокон (F) или пучков волокон, особенно предпочтительно от 4000 до 40000 волокон (F) или пучков волокон соответственно в расчете на квадратный метр.
8. Панель, включающая по меньшей мере одно формованное изделие по одному из пп. 1-7 и по меньшей мере один слой (S1).
9. Панель по п. 8, отличающаяся тем, что слой (S1) содержит по меньшей мере одну смолу, предпочтительно реакционноспособную термореактивную или термопластичную смолу, более предпочтительно смолу на основе эпоксидов, акрилатов, полиуретанов, полиамидов, сложных полиэфиров, ненасыщенных сложных полиэфиров, сложных виниловых эфиров или их смесей, в частности смолой прежде всего является отверждающаяся амином эпоксидная смола, латентно отверждающаяся эпоксидная смола, отверждающаяся ангидридом эпоксидная смола или полиуретан на основе изоцианатов и полиолов.
10. Панель по п. 8, отличающаяся тем, что слой (S1) дополнительно содержит по меньшей мере один волокнистый материал, причем:
i) волокнистый материал содержит волокна в виде одной или нескольких прокладок из штапельных волокон, нетканых материалов, однонаправленных тканей, трикотажных материалов и/или тканей, предпочтительно в виде однонаправленных тканей или тканей, особенно предпочтительно в виде однонаправленных тканей или тканей, масса которых, отнесенная к единице площади, составляет от 150 до 2500 г/м2,
и/или
ii) волокнистый материал содержит органические, неорганические, металлические или керамические волокна, предпочтительно полимерные волокна, базальтовые волокна, стеклянные волокна, углеродные волокна или природные волокна, особенно предпочтительно стеклянные волокна или углеродные волокна.
11. Панель по п. 8, отличающаяся тем, что она включает два слоя (S1), каждый из которых нанесен на ту сторону формованного изделия, которая находится в формованном изделии напротив соответствующей другой стороны.
12. Панель по одному из пп. 8-11, отличающаяся тем, что:
i) участок (FB1) волокна (F) частично или полностью, предпочтительно полностью контактирует с первым слоем (S1), и/или
ii) участок (FB3) волокна (F) частично или полностью, предпочтительно полностью контактирует со вторым слоем (S1)
и/или
iii) панель между по меньшей мере одной стороной формованного изделия и по меньшей мере одним слоем (S1) содержит по меньшей мере один слой (S2), который предпочтительно является слоем из плоских волокнистых материалов или полимерных пленок, особенно предпочтительно слоем из стеклянных волокон или углеродных волокон в виде нетканых материалов, однонаправленных тканей или тканей.
13. Способ изготовления формованного изделия по одному из пп. 1-7, отличающийся тем, что частичное введение по меньшей мере одного волокна (F) в пенопласт осуществляют на следующих стадиях a)-f):
а) при необходимости нанесение по меньшей мере одного слоя (S2) по меньшей мере на одну сторону пенопласта,
b) выполнение отверстия для волокна (F) в пенопласте и при необходимости в слое (S2), причем отверстие проходит от первой стороны пенопласта до его второй стороны и при необходимости через слой (S2),
c) предоставление по меньшей мере одного волокна (F) на второй стороне пенопласта,
d) пропускание иглы через отверстие от первой стороны пенопласта до его второй стороны и при необходимости пропускание иглы через слой (S2),
e) прикрепление по меньшей мере одного волокна (F) к игле на второй стороне пенопласта, и
f) возвращение иглы вместе с волокном (F) через отверстие, выполняемое таким образом, чтобы волокно (F) с волоконным участком (FB2) находилось внутри формованного изделия и было окружено пенопластом, в то время как волоконный участок (FB1) волокна (F) выступал наружу с первой стороны формованного изделия или при необходимости из слоя (S2) и волоконный участок (FB3) волокна (F) выступал наружу со второй стороны формованного изделия, причем стадии b) и d) особенно предпочтительно реализуют одновременно.
14. Способ изготовления панели по одному из пп. 8-12, отличающийся тем, что на формованном изделии по одному из пп. 1-7 создают, наносят и отверждают по меньшей мере один слой (S1) в виде реакционноспособной вязкой смолы, предпочтительно методом жидкостной пропитки, особенно предпочтительно методом жидкостной пропитки с поддерживающим воздействием давления или, соответственно, разрежения, особенно предпочтительно методом вакуумной инфузии или инжекционным методом с поддерживающим воздействием давления, наиболее предпочтительно методом вакуумной инфузии.
15. Применение формованного изделия по одному из пп. 1-7 или панели по одному из пп. 8-12 для лопастей, в ветроэнергетических установках, в транспортной отрасли, в строительной отрасли, автомобилестроении, судостроении, в строительстве железнодорожного подвижного состава, в контейнеростроении, для медико-санитарных устройств и/или в авиации и космонавтике.
| US 20010031350 A1, 18.10.2001 | |||
| WO 2006125561 A1, 30.11.2006 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОЙ ОТЦЕПКИ ВАГОНОВ КАНАТНОЙ ТЯГИ, СЦЕПЛЯЮЩИХСЯ С ТЯГОВЫМ КАНАТОМ ПОМОЩЬЮ ВИЛЬЧАТОГО ЗАЖИМА | 1927 |
|
SU8962A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ АРМИРОВАННЫХ ВОЛОКНОМ ИЗДЕЛИЙ | 2003 |
|
RU2309845C2 |
| СЛОИСТАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2404061C2 |

