Изобретение относится к области обработки металлов давлением, в частности к технологии и оборудованию листовой прокатки на реверсивном толстолистовом стане.
Известен способ производства проката в промышленных объемах, характеризуемый протеканием процессов нагрева, прокатки, отделки, контроля и отгрузки металла отдельными партиями (плавками) [1]. На практике этот способ базируется на реализуемых последовательно, завершенных технологических этапах для каждой партии. Иначе говоря, сначала все слябы данной партии металла подают в печь для нагрева, затем их поочередно подают в линию стана, где прокатывают по заданному режиму, подвергают правке и термообработке (ускоренному охлаждению). После остывания от нескольких контрольных листов, произвольно выбранных ОТК, отбирают пробы, из которых изготовляют образцы для механических испытаний. По результатам испытаний механических свойств производят аттестацию партии проката на соответствие заданным требованиям, оформление на нее сертификата качества (при положительных результатах аттестации) и ее отгрузку. При отклонении механических свойств контрольных листов от требований заказчика партию переводят в продукцию несоответствующего качества, т.е. аттестуют как продукцию более низкого уровня качества (в зависимости от фактического уровня механических свойств контрольных листов) и переводят в разряд беззаказной (складируют до появления соответствующего заказа).
Основной недостаток известного способа заключается в том, что оценка качества продукции производится только после изготовления всей партии, когда весь металл уже находится на складе и исправить какой-либо показатель качества, несоответствующий требуемым значениям, практически невозможно. Соответственно возрастает число партий, переведенных в беззаказную продукцию (отсортированных), увеличивается объем незавершенного производства по стану и затоваривание склада готовой продукции. Также следует отметить, что при таком подходе размер всех заготовок партии определяется с учетом наличия припуска по длине на отбор проб для изготовления образцов для механических испытаний. Иначе говоря, хотя пробы для механических испытаний отбираются только от контрольных листов, все листы партии изготавливают с припуском по отношению к номинальной длине, определяемой заказом. Это приводит к увеличению объемов обрези листа при резке в меру перед отгрузкой и, соответственно, росту среднего расходного коэффициента по цеху.
Таким образом, существующая традиционная схема производства толстолистового проката отличается недостаточной гибкостью и адаптированностью к получаемым результатам. Это объясняется отсутствием обратной связи результатов оценки качества продукции с технологическими параметрами прокатки, позволяющей заранее скорректировать эти параметры в нужном направлении или переназначить партию на другой сортамент. Кроме того, в технологию, в рамках расчета размеров заготовки, приходится закладывать неоправданно завышенный расход металла, предусматривающий возможность отбора проб для всех листов, хотя отбор проб осуществляется только от контрольных листов. Следует отметить, что при таком подходе после каждой прокатки на склад готовой продукции поступает большое количество неаттестованных листов, что приводит к увеличению объема крановых операций по их рассортировке (выбору контрольных листов, транспортировке на участок раскроя и т.п.).
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки листового штрипса для магистральных труб из низколегированной стали [2]. Из листового штрипса данного сортамента методом последовательной гибки изготавливают трубы большого диаметра для магистральных трубопроводов, т.е. детали ответственного назначения с повышенным уровнем механических свойств. Указанный способ прокатки предусматривает нагрев непрерывнолитых заготовок, их черновую и чистовую прокатку на реверсивном толстолистовом стане, с возможностью подстуживания промежуточной заготовки и ускоренного охлаждения полученного штрипса, отбор проб, изготовление образцов и испытание механических свойств, аттестацию продукции и ее отгрузку. Такая технология позволяет обеспечить получение высокого уровня механических свойств за счет совмещения деформации при прокатке с процессами термомеханического упрочнения листа. Особенно большое значение для достижения высоких показателей прочности и пластичности листового металла имеет точность соблюдения температурного режима прокатки, во многом определяющая характер структурных превращений на всех этапах производственного процесса.
Однако в условиях реального производства рассмотренная технология не всегда обеспечивает высокую производительность и низкий расходный коэффициент толстолистового стана. Очевидно, что необходимость освоения массового производства новых видов штрипса для магистральных труб из низколегированной стали обуславливает целесообразность разработки технических решений, обеспечивающих возможность корректировки рассмотренной технологии для получения требуемых свойств или переназначения данной партии слябов на другой сортамент еще до запуска партии в серийное производство. Помимо этого, необходимо снизить расход металла в каждой партии на пробы для изготовления образцов. Это обуславливает актуальность разработки более технологичного, но обеспечивающего необходимое качество и производительность способа производства штрипса для магистральных труб из низколегированной стали на реверсивном толстолистовом стане.
Техническая задача, решаемая предлагаемым изобретением, состоит в уменьшении объема беззаказной продукции (незавершенного производства) по цеху, снижении расходного коэффициента и сокращении объема трудоемких транспортно-складских операций, за счет изменения схемы производственного процесса и последовательности аттестационных мероприятий для каждой партии проката в рамках технологии производства штрипса для магистральных труб из низколегированной стали.
Поставленная техническая задача решается тем, что в известном способе прокатки листового штрипса для магистральных труб из низколегированной стали, предусматривающем нагрев непрерывнолитых заготовок, их черновую и чистовую прокатку на реверсивном толстолистовом стане, с возможностью подстуживания промежуточной заготовки и ускоренного охлаждения полученного штрипса, отбор проб, изготовление образцов и испытание механических свойств, аттестацию продукции и ее отгрузку; в каждой партии проката, формируемой из одной плавки и содержащей до 30 непрерывнолитых заготовок, изготавливают несколько контрольных заготовок, длина которых увеличена с учетом припуска на отбор проб от готового штрипса, причем на каждые 5 заготовок данной партии изготавливают не менее одной контрольной заготовки, затем в режиме ручного управления станом производят пробную прокатку первой половины контрольных заготовок по заранее заданному технологическому маршруту, определяемому сортаментом прокатываемого штрипса, с сохранением технологических параметров этой пробной прокатки в памяти системы автоматического управления станом, после чего производят отбор проб от полученных контрольных штрипсов, изготовление образцов и испытание механических свойств с проверкой их соответствия предусмотренным для данного сортамента значениям, причем, в случае соответствия механических свойств контрольных штрипсов требуемым значениям, серийную прокатку всех остальных заготовок данной партии осуществляют в режиме автоматического управления с воспроизведением технологических параметров пробной прокатки, при этом допустимая величина отклонения фактических значений основных температурных параметров серийной прокатки от соответствующих значений пробной прокатки не превышает: для температуры нагрева заготовки ±2%, для температуры конца черновой прокатки ±2,5%, для температуры начала чистовой прокатки ±2,5%, для температуры конца чистовой прокатки ±3%, для температуры конца ускоренного охлаждения ±4%, а для остальных технологических параметров, определяемых нормативной производственной документацией, ±5%, при соблюдении этих условий отгрузку производят без отбора проб, изготовления образцов и проведения механических испытаний на остальных штрипсах данной партии, а аттестацию партии в целом осуществляют по результатам испытаний контрольных штрипсов, причем в случае несоответствия механических свойств контрольных штрипсов значениям, предусмотренным для данного сортамента, производят повторную пробную прокатку второй половины контрольных заготовок с корректировкой технологических параметров в соответствии с результатами, полученными на первой половине контрольных заготовок, затем от полученных контрольных штрипсов отбирают пробы, изготавливают образцы и проводят испытание механических свойств, причем, в случае соответствия механических свойств контрольных штрипсов после повторной пробной прокатки требуемым значениям, серийную прокатку всех остальных заготовок данной партии осуществляют в режиме автоматического управления с воспроизведением технологических параметров повторной пробной прокатки, при такой же, как для предыдущей пробной прокатки, величине допустимых отклонений фактических значений этих технологических параметров от значений параметров повторной пробной прокатки, при соблюдении этих условий отгрузку производят без отбора проб, изготовления образцов и проведения механических испытаний на остальных штрипсах данной партии, а аттестацию партии в целом осуществляют по результатам испытаний контрольных штрипсов после повторной пробной прокатки, причем, в случае несоответствия механических свойств контрольных штрипсов после повторной пробной прокатки требуемым значениям, для оставшихся заготовок данной партии производят переназначение на другой сортамент продукции с более низким уровнем механических свойств, соответствующим уровню свойств указанных контрольных штрипсов.
Способ производства штрипса для магистральных труб из низколегированной стали реализуют следующим образом. В каждой партии проката, формируемой из одной плавки и содержащей до 30 непрерывнолитых заготовок, изготавливают несколько контрольных непрерывнолитых заготовок с припуском по длине на отбор проб из расчета. При этом остальные заготовки данной партии изготавливают более короткими, чем контрольные заготовки, на величину указанного припуска. Следует отметить, что на каждые 5 заготовок данной партии изготавливают не менее одной контрольной заготовки. Затем первую половину контрольных заготовок подают на реверсивный толстолистовой стан и после нагрева производят пробную черновую и чистовую прокатку контрольных заготовок по заранее определенному для данного сортамента технологическому маршруту с возможностью подстуживания промежуточной заготовки и ускоренного охлаждения полученного штрипса. Прокатку ведут в режиме ручного управления с сохранением фактических значений технологических параметров в памяти системы автоматического управления станом. После завершения прокатки и остывания металла производят отбор проб от контрольных штрипсов, изготовление образцов и испытание механических свойств. По результатам испытаний механических свойств оценивают их соответствие требуемым значениям, определяемым техническими условиями для данного вида продукции. В случае полного соответствия механических свойств контрольных штрипсов требуемым значениям, производят серийную прокатку всех остальных заготовок данной партии. При этом используют режим автоматического управления станом с максимально точным воспроизведением технологических параметров пробной прокатки. Допустимой точностью воспроизведения принимают величину отклонения фактических значений основных температурных параметров серийной прокатки от зафиксированных параметров пробной прокатки контрольных штрипсов, не превышающую: для температуры нагрева заготовки ±2%, для температуры конца черновой прокатки ±2,5%, для температуры начала чистовой прокатки ±2,5%, для температуры конца чистовой прокатки ±3%, для температуры конца ускоренного охлаждения ±4%, а для остальных технологических параметров, определяемых нормативной производственной документацией, ±5%. Современные средства автоматизации и управления процессом прокатки, используемые на реверсивных толстолистовых станах, позволяют уверенно обеспечивать указанную точность. При воспроизведении технологии пробной прокатки с данной точностью передачу металла заказчику после серийной прокатки всей партии осуществляют без отбора проб, изготовления образцов и проведения механических испытаний на остальных штрипсах данной партии. При этом аттестацию всей партии осуществляют по результатам испытаний контрольных штрипсов. Соблюдение неизменных, в пределах установленных допусков, значений параметров технологии серийной прокатки для всех заготовок данной партии обеспечивает стабильный уровень свойств готового проката, соответствующий уровню свойств контрольных штрипсов.
В случае выхода значений механических свойств контрольных штрипсов за допустимые границы, установленные техническими условиями для данного сортамента, производят повторную пробную прокатку второй половины контрольных заготовок на толстолистовом реверсивном стане. При этом технологические параметры процесса корректируют в соответствии с результатами, полученными на первой половине контрольных заготовок. Для этих образцов также производят отбор проб, изготовление образцов и испытание механических свойств. Если механические свойства контрольных штрипсов после повторной пробной прокатки соответствуют требуемым значениям технических условий, серийную прокатку всех остальных заготовок данной партии производят в режиме автоматического управления с воспроизведением технологических параметров, использованных для повторной пробной прокатки. Допустимые отклонения фактических значений основных температурных параметров серийной прокатки от зафиксированных параметров повторной пробной прокатки контрольных штрипсов не должны превышать величину, установленную ранее.
В этом случае передачу металла заказчику после серийной прокатки всей партии осуществляют без отбора проб, изготовления образцов и проведения механических испытаний на остальных штрипсах данной партии, а аттестацию всей партии осуществляют по результатам испытаний штрипсов после повторной пробной прокатки. Возможность такой аттестации основана на том, что технический уровень оборудования реверсивного толстолистового прокатного стана обеспечивает минимальное отклонение температурных и технологических параметров прокатки для всех заготовок данной партии от номинальных значений, определенных в ходе пробной прокатки контрольных штрипсов. Стабильные технологические условия производственного процесса способствуют достижению уровня свойств готового проката, соответствующего уровню свойств контрольных штрипсов, т.е. требованиям заказчика. Следует отметить, что в случае отклонения механических свойств контрольных штрипсов, полученных после повторной пробной прокатки, от требуемых значений, для оставшихся заготовок данной партии производят переназначение на другой сортамент с более низким уровнем требований к механическим свойствам, что позволяет избежать появления в цехе беззаказной продукции.
Применение предложенного способа прокатки листового штрипса для магистральных труб из низколегированной стали обеспечивает получение требуемого технического эффекта - снижение объема беззаказной продукции и уменьшение расходного коэффициента. Это обусловлено изменением технологической схемы, определяющей последовательность аттестационных мероприятий для каждой партии проката. Фактически при реализации данного способа качество металла в каждой партии оценивается заранее, когда основной объем партии еще не прокатан и существует возможность изменения технологии или переназначения прокатываемой партии на другой сортамент. Такой подход позволяет реализовать обратную связь между качеством продукции и параметрами процесса. Иначе говоря, могут быть существенно расширены возможности управления производственным процессом за счет корректировки, при необходимости, основных технологических параметров прокатки. Кроме того, удается снизить объем обрези на готовом штрипсе, поскольку можно заранее запланировать, какие заготовки будут использованы в качестве контрольных, и не закладывать для остальных заготовок припуск по длине на отбор проб. Поскольку на склад поступает только уже аттестованная продукция, существенно уменьшается объем крановых транспортно-складских операций.
Предложенное техническое решение может быть использовано при прокатке на реверсивном толстолистовом стане партии металла, содержащей до 30 непрерывнолитых заготовок. Это ограничение объясняется тем, что основным условием комплектации партии является принадлежность к одной плавке, т.е. сталь должна иметь одинаковый химический состав, обеспечивающий воспроизводимость результатов испытаний механических свойств готового штрипса, при идентичных параметрах прокатки. Очевидно, что при объеме партии свыше 30 штук условие ее формирования из одной плавки может быть нарушено, т.к. для такого количества заготовок потребуется количество металла, превышающее максимально возможный объем, выплавляемый за одну плавку.
В рамках каждой партии изготавливают несколько контрольных заготовок большей длины (с припуском на отбор проб), причем на каждые 5 заготовок данной партии изготавливают не менее одной контрольной заготовки. Количество контрольных заготовок, необходимое для достоверной оценки уровня свойств всей партии, было определено на основании большого числа экспериментов в промышленных условиях. Установлено, что количество контрольных заготовок в партии менее чем одна от десяти не позволяет достоверно характеризовать механические свойства всей партии по результатам пробной прокатки. В то же время необходимо иметь возможность проведения повторной пробной прокатки в случае необходимости корректировки технологии. Таким образом, практика показывает, что целесообразно изготовлять не менее одной контрольной заготовки от каждых пяти заготовок в партии. При таком соотношении имеется достаточное количество контрольных заготовок для двух пробных прокаток. Например, для партии из 30 заготовок принимают 6 контрольных заготовок, т.е. по 3 контрольных заготовки на пробную прокатку. Для партии из 8 заготовок принимают 2 контрольных заготовки, т.е. по 1 контрольной заготовке на пробную прокатку. При величине партии от 5 заготовок и менее нет необходимости в двух пробных прокатках, поэтому достаточно одной контрольной заготовки, такие маленькие партии сразу или аттестуют, или переназначают на другой сортамент.
Опытным путем на основе большого числа экспериментов установлено, что отклонение фактических значений основных технологических параметров серийной прокатки от зафиксированных параметров пробной прокатки контрольных штрипсов не должно превышать: для температуры нагрева заготовки ±2%, для температуры конца черновой прокатки ±2,5%, для температуры начала чистовой прокатки ±2,5%, для температуры конца чистовой прокатки ±3%, для температуры конца ускоренного охлаждения ±4%, а для остальных технологических параметров, определяемых нормативной производственной документацией, ±5%. В противном случае существенно возрастает вероятность появления выпадов по механическим свойствам на штрипсах, полученных после серийной прокатки остальных заготовок рассматриваемой партии. Соответственно, не может быть обеспечено совпадение механических свойств всех штрипсов данной партии и свойств контрольных штрипсов, т.е. не будет достигаться получение требуемого технического эффекта.
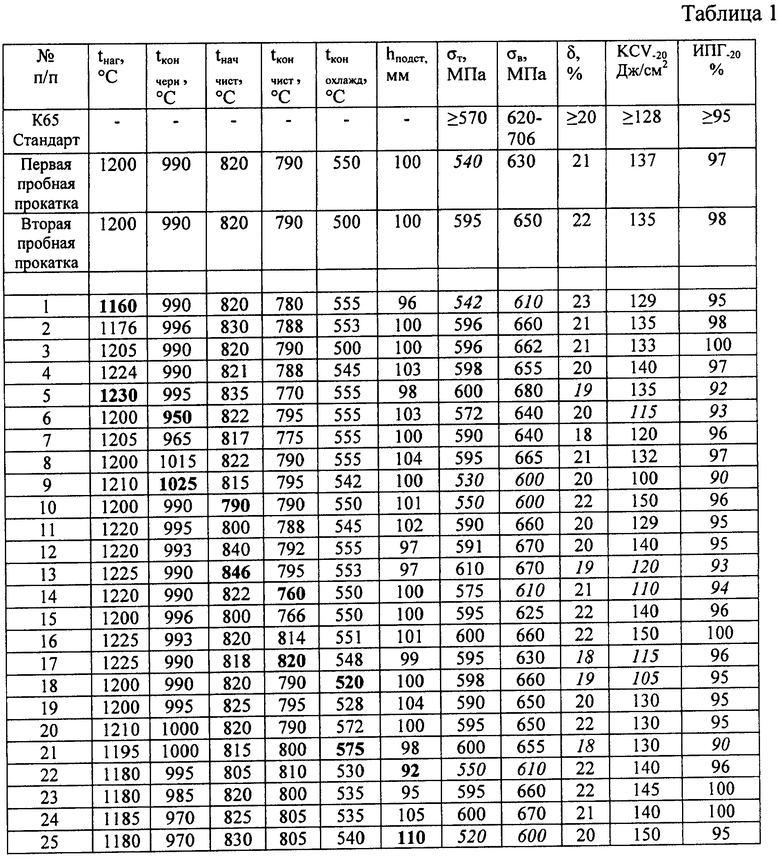
Применение способа поясняется примером его реализации. В электросталеплавильном цехе производили выплавку низколегированной трубной стали К65 со следующими требованиями к механическим свойствам: [σт]≥570 МПа; [σв]=620-706 МПа; [δ]=20%; [KCV-20]=128 Дж/см2; [ИПГ-20]=95%. Выплавленную сталь разливали на МНЛЗ в заготовки сечением 315×1750 мм количеством 28 шт. Из них было заранее выделено 6 контрольных заготовок, длина которых составляла 2150 мм, а длина всех остальных заготовок составляла 2100 мм. Для проведения пробной прокатки три контрольные заготовки нагревали в методической печи до температуры 1200°С и прокатывали на толстолистовом реверсивном стане 5000 за 19 последовательных проходов (с промежуточным подстуживанием) на размер 20×4600×12900 мм в режиме ручного управления. При этом черновую прокатку завершали при температуре 990°С и толщине подката 100 мм, а чистовую начинали при 820°С. После завершения чистовой прокатки при температуре 790°С полученные штрипсы подвергали ускоренному охлаждению до температуры 550°С и правке на роликоправильной машине с последующим охлаждением в стопе. Затем производили обрезку обоих концов контрольных штрипсов по 550 мм, отбор проб длиной 300 мм с резкой на мерную длину 20×4600×11500 мм, изготовление образцов и испытание их механических свойств. На контрольных штрипсах было получено среднее значение предела текучести ниже допустимого (σт=540 МПа < [σт]=570 МПа), что определило необходимость повторной пробной прокатки (см. таблицу).
В рамках повторной пробной прокатки следующие три контрольных заготовки прокатывали также в режиме ручного управления с аналогичными технологическими параметрами, однако ускоренное охлаждение проводили до температуры 500°С. После отбора проб и проведения механических испытаний получены значения механических свойств, полностью соответствующие требуемым значениям (см. таблицу).
Затем была проведена серийная прокатка остальных 22-х заготовок данной партии в режиме автоматического управления с воспроизведением технологических параметров, использованных для повторной пробной прокатки (ускоренное охлаждение до температуры 500°С). При этом размер полученных штрипсов составлял 20×4600×12600 мм, т.е. каждый штрипс был на 300 мм короче контрольных штрипсов за счет того, что отпала необходимость отбора проб от основной массы партии. Передачу металла заказчику после серийной прокатки всей партии производили без отбора проб, изготовления образцов и проведения механических испытаний на остальных 22-х штрипсах данной партии, а аттестацию всей партии осуществляли по результатам испытаний штрипсов после повторной пробной прокатки. Иначе говоря, сертификат качества для данной партии был оформлен на основании данных механических испытаний контрольных штрипсов, полученных после повторной пробной прокатки.
Следует отметить, что в случае прокатки по обычному режиму (без выделения заранее контрольных заготовок) при прочих равных условиях длина всех прокатанных штрипсов составляет 12900 мм, т.е. для 22-х штрипсов она на 300 мм больше, чем в соответствии с предлагаемым техническим решением. Расчеты показывают, что вес прокатанного металла данной партии, уходящего в обрезь, при этом будет на 4,74 т больше, чем при использовании предлагаемой технологии. Таким образом, практика подтверждает, что использование рассматриваемого способа прокатки листового штрипса для магистральных труб позволяет существенно снизить расходный коэффициент.
Для оценки допустимой величины отклонения фактических значений различных технологических параметров от их значений при пробной прокатке проводили эксперимент по варьированию этих параметров в рамках серийной прокатки. Для этого использовали условия прокатки штрипса К65, приведенные ранее в примере реализации предложенного способа. Однако в данном случае слябы для серийной прокатки изготавливали с возможностью отбора проб. Полученные опытным путем данные по механическим свойствам контрольных и серийных штрипсов К65 в зависимости от степени отклонения технологических параметров серийной прокатки от номинальных значений, соответствующих параметрам второй пробной прокатки, приведены в таблице. Для сравнения здесь показаны нормативные требования к штрипсу категории прочности К65. Также рассмотрены средние значения механических свойств контрольных штрипсов для обеих пробных прокаток рассматриваемой партии и для остальных штрипсов этой партии после серийной прокатки с варьированием технологических параметров. В качестве основных варьируемых температурных параметров принимали температуру нагрева заготовки, температуру конца черновой прокатки, температуру начала чистовой прокатки, температуру конца чистовой прокатки, температуру конца ускоренного охлаждения. Из остальных технологических параметров, определяемых нормативной производственной документацией, использовали толщину подката при подстуживании (допускаемое отклонение ±5%). Вариант 3 соответствует точному воспроизведению условий повторной пробной прокатки при серийной прокатке. Другим вариантам соответствуют граничные допустимые значения нормируемых технологических параметров (2, 4, 7, 8, 11, 12, 15, 16, 19, 20, 23, 24) и значения этих параметров (выделены жирным шрифтом), выходящие за пределы допуска (1, 5, 6, 9, 10, 13, 14, 17, 18, 21, 22, 25). Курсивом в таблице обозначены значения механических свойств, не соответствующие нормативным требованиям для К65. Как следует из приведенных в таблице данных, при величине отклонения технологических (температурных и других) параметров серийной прокатки, превышающей допустимые значения, имеет место снижение ниже допустимых пределов одного или нескольких параметров механических свойств. Иначе говоря, в случае выхода варьируемых технологических параметров за установленные границы, полученные штрипсы по своим механическим характеристикам не всегда соответствуют требованиям указанной категории прочности. При этом возрастает вероятность несоответствия качества штрипсов, прокатанных серийно в режиме автоматического управления, качеству, установленному стандартом или ТУ, для данного сортамента. Таким образом, полученные данные подтверждают правильность рекомендаций по выбору величины технологических параметров предложенного способа прокатки листового штрипса для магистральных труб из низколегированной стали.
Технико-экономические преимущества предложенного способа производства штрипса для магистральных труб из низколегированной стали заключаются в том, что он позволяет повысить эффективность процесса прокатки штрипса для труб большого диаметра на толстолистовом реверсивном стане за счет практически полного устранения со склада беззаказной продукции с несоответствующими свойствами (сокращения объема незавершенного производства), а также существенно снизить расходный коэффициент для рассматриваемого сортамента продукции, путем уменьшения обрези при раскрое листов в меру, при одновременном снижении количества крановых операций на складе готовой продукции прокатного цеха.
Литературные источники
1. А.Ф.Метс, Ю.А.Метс. Организация производства в прокатных цехах. Учебное пособие. СПб. Издательство политехнического университета, 2005, стр.13-14.
2. А.И.Рудской, В.А.Лунев. Теории и технология прокатного производства: Учеб. пособие. - СПб.: Наука, 2008. - С.403-408.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2353441C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2009 |
|
RU2401706C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2010 |
|
RU2418866C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490336C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2010 |
|
RU2445379C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2403105C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2011 |
|
RU2463360C1 |
Изобретение предназначено для уменьшения объема беззаказной продукции по цеху, снижения расходного коэффициента и сокращения объема трудоемких транспортно-складских операций при листовой прокатке на реверсивном толстолистовом стане. Способ включает нагрев непрерывнолитых заготовок, их черновую и чистовую прокатку на реверсивном толстолистовом стане, с возможностью подстуживания промежуточной заготовки и ускоренного охлаждения полученного штрипса, отбор проб, изготовление образцов и испытание механических свойств, аттестацию продукции и ее отгрузку. Возможность мобильной корректировки технологии, снижение расхода металла на образцы обеспечивается за счет того, что в каждой партии проката, формируемой из одной плавки и содержащей до 30 непрерывнолитых заготовок, изготавливают несколько контрольных заготовок, с учетом припуска на отбор проб от готового штрипса, их первую половину прокатывают по заданной технологии, определяют механические свойства полученных штрипсов, при положительных результатах проверки серийную прокатку всех остальных заготовок партии осуществляют с теми же параметрами. Допустимая величина отклонения температурных параметров серийной прокатки от значений пробной прокатки регламентируется, в случае несоответствия механических свойств контрольных штрипсов требуемым значениям вторую половину контрольных заготовок прокатывают с корректировкой технологических параметров. 1 табл.
Способ прокатки листового штрипса для магистральных труб из низколегированной стали, включающий нагрев партий непрерывнолитых заготовок, их черновую и чистовую прокатку на реверсивном толстолистовом стане с возможностью подстуживания промежуточной заготовки и ускоренного охлаждения полученного штрипса, отбор проб, изготовление образцов, испытание их механических свойств и аттестацию партий продукции, отличающийся тем, что из одной плавки формируют партии, содержащие до 30 непрерывнолитых заготовок с изготовлением в каждой партии контрольных заготовок, длина которых увеличена с учетом припуска на отбор проб от готового штрипса, причем на каждые 5 заготовок данной партии изготавливают не менее одной контрольной заготовки, затем в режиме ручного управления станом производят пробную прокатку первой половины контрольных заготовок по заранее заданному технологическому маршруту, определяемому сортаментом прокатываемого штрипса, с сохранением технологических параметров этой пробной прокатки в памяти системы автоматического управления станом, после чего производят отбор проб от полученных контрольных штрипсов, изготовление образцов и испытание механических свойств с проверкой их соответствия предусмотренным для данного сортамента значениям, причем в случае соответствия механических свойств контрольных штрипсов требуемым значениям осуществляют серийную прокатку остальных заготовок данной партии в режиме автоматического управления с воспроизведением технологических параметров пробной прокатки, при этом допустимая величина отклонения фактических значений основных температурных параметров серийной прокатки от соответствующих значений пробной прокатки для температуры нагрева заготовки не превышает ±2%, для температуры конца черновой прокатки ±2,5%, для температуры начала чистовой прокатки ±2,5%, для температуры конца чистовой прокатки ±3%, для температуры конца ускоренного охлаждения ±4%, а для остальных технологических параметров, определяемых нормативной производственной документацией ±5%, при соблюдении этих условий отгрузку производят без отбора проб, изготовления образцов и проведения механических испытаний на остальных штрипсах данной партии, и аттестацию партии в целом осуществляют по результатам испытаний контрольных штрипсов, а в случае несоответствия механических свойств контрольных штрипсов значениям, предусмотренным для данного сортамента, производят повторную пробную прокатку второй половины контрольных заготовок с корректировкой технологических параметров в соответствии с результатами, полученными при пробной прокатке первой половины контрольных заготовок, затем от полученных контрольных штрипсов отбирают пробы, изготавливают образцы и проводят испытание механических свойств, причем в случае соответствия механических свойств контрольных штрипсов после повторной пробной прокатки требуемым значениям, осуществляют серийную прокатку остальных заготовок данной партии в режиме автоматического управления с воспроизведением технологических параметров повторной пробной прокатки, при такой же, как для предыдущей пробной прокатки, величине допустимых отклонений фактических значений этих технологических параметров от значений параметров повторной пробной прокатки, и при соблюдении этих условий отгрузку производят без отбора проб, изготовления образцов и проведения механических испытаний на остальных штрипсах данной партии, а аттестацию партии в целом осуществляют по результатам испытаний контрольных штрипсов после повторной пробной прокатки, а в случае несоответствия механических свойств контрольных штрипсов после повторной пробной прокатки требуемым значениям для оставшихся заготовок данной партии производят переназначение на другой сортамент продукции с более низким уровнем механических свойств, соответствующим уровню свойств указанных контрольных штрипсов.
| РУДСКОЙ А.И | |||
| и др | |||
| Теории и технология прокатного производства | |||
| Учебн | |||
| пособие | |||
| - С.-Пб.: Наука, 2008, с.403-408 | |||
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2353441C2 |
| Система автоматического управления непрерывным агрегатом для обработки рулонов | 1988 |
|
SU1639817A1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД ОТ РАЗЛИЧНЫХ ПО ВИДУ И ХАРАКТЕРУ ЗАГРЯЗНЕНИЙ В ПРОТОКЕ | 1994 |
|
RU2089516C1 |

