Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления процессом раскроя непрерывной полосы | 1988 |
|
SU1633379A1 |
| Система автоматического регулирования вытяжки непрерывной полосы | 1988 |
|
SU1570814A1 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Устройство для слежения за координатой полосы на непрерывном прокатном стане | 1979 |
|
SU772632A1 |
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| Устройство автоматического управления машиной газовой резки | 1986 |
|
SU1395422A1 |
| Устройство для оптимального раскроя слитка машины непрерывной разливки металла | 1987 |
|
SU1447552A1 |
| Устройство для регистрации сварныхшВОВ HA НЕпРЕРыВНОМ CTAHE ХОлОдНОйпРОКАТКи | 1979 |
|
SU820949A2 |
| Устройство для контроля состояния механизма качания кристаллизатора машины непрерывного литья заготовок | 1990 |
|
SU1780919A1 |
Изобретение относится к технике автоматического регулирования, в частности к управлению процессом вырезки транспортного сварного шва на непрерывно-травильных агрегатах, и может быть применено в процессах всех отраслей промышленности, связанных с непрерывной обработкой ленты. Цель изобретения - повышение точности контроля за обрабатываемой полосой, увеличение выхода годного и расширение функциональных возможностей. Система снабжена элементами, обеспечивающими остановку ленты в момент подхода сварного шва к ножницам, блоком автоматического введения коррекции для устранения неточности установки задатчика, износа или проскальзывания измерительного ролика. 1 ил.
Изобретение относится к технике автоматического регулирования, в частности к управлению процессом вырезки транспортного сварного шва на непрерывно травильных агрегатах, и может быть применено в процессах всех отраслей промышленности, связанных с непрерывной обработкой ленты.
Цель изобретения - повышение точности контроля за обрабатываемой полосой, выхода годного и расширение функциональных возможностей системы.
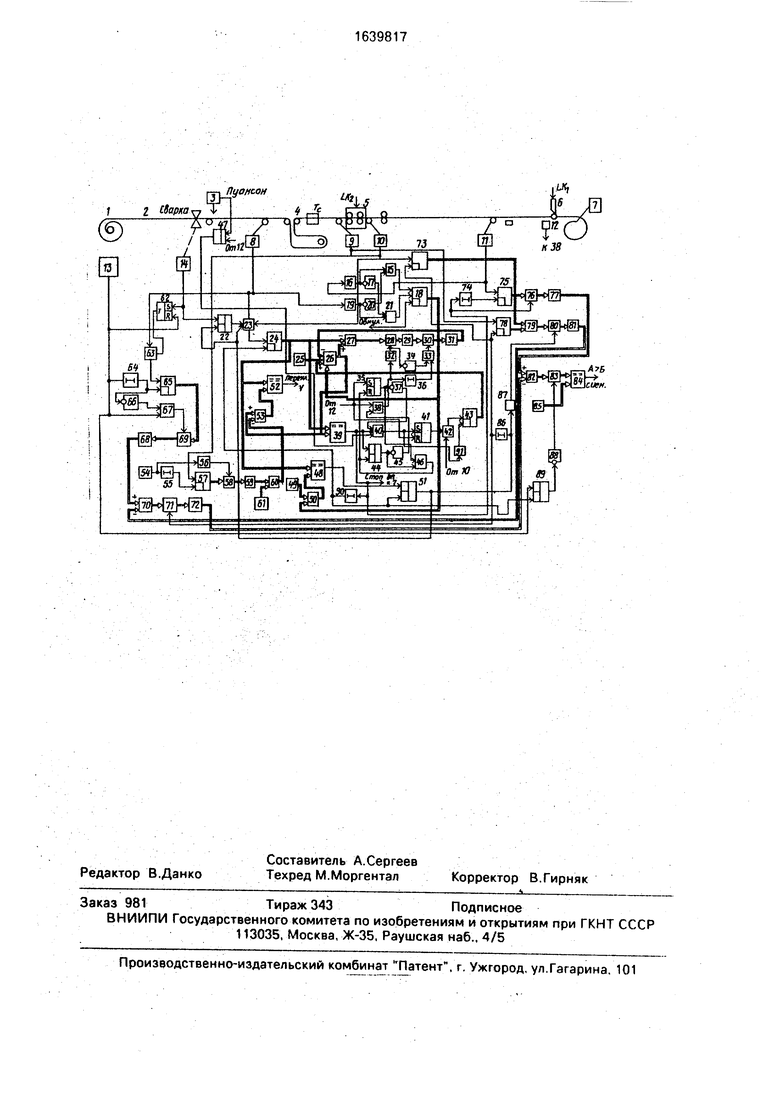
На чертеже представлена структурная схема системы автоматического управления непрерывным агрегатом для обработки рулонов.
Система содержащая протяжную установку, включает рулон 1 с обрабатываемой металлической лентой 2, пуансон 3 с электроприводом (не показан) для пробивания в
ленте контрольных отверстий, петлевые устройства 4, прокатный стан 5, ножницы 6 и протяжной электропривод 7. Протяжная установка оборудована датчиками 8-11 перемещения ленты, установленными соответственно в начале установки до петлевого устройства 4, до и после прокатного стана 5 и в конце установки перед ножницами 6. Петлевое устройство 4 предназначено для обеспечения непрерывности подачи ленты в прокатный стан в период сварки конца ленты одного рулона с началом последующего в месте установки пуансона 3. Перед ножницами 6, в непосредственной близости от них, установлен индикатор 12 контрольных отверстий, пробитых в ленте пуансона 3. Индикатором остановки вращения рулона 1 на период варки служит датчик 13, а индикатором последующей протяжки ленты 2 - датчик 14.
ON СО Ю 00
V4
Структурная схема системы содержит также элемент И 15, элементы 16 ограничения длительности и НЕ 17, счетчик 18 импульсов, элементы 19 ограничения длительности, НЕ 20 и И 21, триггер 22 и переключатель 23, счетчик 24 импульсов, задатчик 25, сумматоры 26 и 27, группы 28 ключей, регистр 29, группу 30 ключей, регистр 31, элементы И 34, элементы 32 ограничения длительности, НЕ 33 и И 31, триггер 35, элементы 36 задержки, элементы НЕ 37 и И 38, компаратор 39, элемент И 40, триггер 41, ключ 42, счетчик 43, триггер 44, элемент НЕ 45, элемент 46, триггер 47, компаратор 48 и задатчик 49, сумматор 50, триггер 51, компаратор 52, сумматор 53, генератор 54 импульсов, элемент 55 задержки, элемент 56 ограничения длительности, счетчик 57, группу 58 ключей, регистр 59, блок 60 умножения, задатчик 61, триггер 62, ключ 63, элемент 64 задержки, счетчик 65, элемент НЕ 66, элемент И 67, регистр 68, группу 69 ключей, сумматор 70, группу 71 ключей, регистр 72, счетчик 73, элемент 74 задержки, счетчик 75 импульсов, группу 76 ключей, регистр 77, счетчик 78, сумматор 79, группу 80 ключей, регистр 81, сумматор 82, группу 83 ключей, компаратор 84, задатчик 85, элемент 86 задержки и элемент 87 ограничения длительности, элемент НЕ 88, триггер 89 и элементы 90 и 91 ограничения длительности.
Выход датчика 8 перемещения полосы перед петлевым устройством соединен с первым входом переключателя 23. Индикатор 14 протяжки ленты соединен со стыкос- варочной машиной. Выход датчика 10 перемещения полосы за прокатным станом 5 соединен с вторым входом переключателя 23, третий вход которого соединен с выходом триггера 22. Первый вход триггера 22 соединен с выходом индикатора 14 протяжки полосы. Выход датчика 11 перемещения полосы перед ножницами 6 и выход датчика 8 перемещения полосы перед петлевым устройством 4 соединены соответственно с входами элементов 16 и 19 ограничения длительности. Выход элемента 16 ограничения длительности соединен с входом элемента НЕ 17 и первым входом элемента И 15. Выход элемента 19 ограничения длительности соединен с входом элемента НЕ
20и с первым входом элемента И 21. Выходы элементов НЕ 17 и 20 соединены с вторыми входами соответственно элементов И
21и 15, выход каждого из которых соединен соответственно с первым и вторым входами счетчика 18 импульсов.
Первый вход счетчика 24 импульсов соединен с выходом переключателя 23. Выходы задатчика 35 соединены с группой первых входов сумматора 26, выходы которого соединены с первыми входами сумматора 27. Выходы счетч /,а 24 импульсов соединены с группой вторых входов сумматора 27 и с первыми входами соответственно компараторов 39, 48 и 52. Выход элемента 32 ограничения длительности соединен с входом элемента НЕ 34 и с первым (управляю0 щим) входом ключей из их группы 28, вторые входы которых соединены с выходами сумматора 27. Выход элемента НЕ 34 и выход элемента 36 задержки соединены с входами элемента И 33, выход которого со5 единен с первым (управляющим) входом ключей из их группы 30, вторые входы которых соединены через выходы регистра 29 с выходами ключей из группы 28. Выходы ключей из группы 30 соединены с входами
0 регистра 31. Выход индикатора 12 контрольных отверстий соединен с первыми входами триггеров 35 и 41 и элемента И 38, выход которого соединен с входами элемента 32 ограничения длительности и элемента
5 36 задержки. Выход триггера 35 соедиен через элемент НЕ 37 с первым входом элемента И 40, а также с первым входом элемента И 46.. Выход компаратора 39 соединен с вторым входом элемента И 40 и
0 с первым входом триггера 44, выход которого соединен с входом элемента НЕ 45 и с вторым входом элемента И 46, выход которого соединен с вторыми входами триггеров 35 и 44.
5Выход элемента НЕ 45 соединен с вторым входом элемента И 38. Третий вход элемента И 40 соединен с выходом триггера 47. Выход элемента И 40 соединен с вторым входом триггера 41, выход которого соеди0 нен с первым входом ключа 42, второй вход которого соединен с выходом датчика 10 перемещения полосы за прокатным станом 5. Выход ключа 42 соединен с первым входом счетчика 43 импульсов. Выходы регист5 ра 31, счетчиков 43 и 18 соединены соответственно с группами вторых, третьих и четвертых входов сумматора 26. Первый и второй входы триггера 47 соединены соответственно с выходом пуансона 3 и индика0 тора 12 контрольных отверстий. Выход генератора 54 импульсов соединен с входом элемента 55 задержки и входом элемента 56 ограничения длительности, выход которого соединен с первым (управляющим) вхо5 дом ключей из их группы 58. Выход датчика 10 перемещения полосы на выходе прокатного стана 5 и выход элемента 55 задержки соединены соответственно с первым и вторым входами счетчика 57 импульсов, выходы которого соединены с вторыми входами
ключей из их группы 58, выходы которых через регистр 59 соединены с группой первых входов блока 60 умножения.
Выходы счетчика 18 импульсов и выхо- ды задатчика 49 соединены соответственно с группами первых и вторых входов сумматора 50. выходы которого соединены с группой вторых входов компаратора 48, выход которого соединен с первым входом тоигге- ра 51, выход которого соединен с, входом элемента 87 ограничения длительности, четвертым входом переключателя 23 и вторым входом триггера 22, выходы задатчика 61 соединены с группой вторых входов блока 60 умножения, выходы которого и выходы сумматора 26 соединены с группами соответственно первых и вторых входов сумматора 53. Выходы сумматоро§ 26 и 53 соединены с группами вторых входов соответственно компараторов 39 и 52. Выход индикатора 13 останова полосы соединен с первым входом триггера 62, с входом элемента 64 задержки, первыми входа- ми элемента И 67 и триггера 89, второй вход триггера 62 соединен с выходом индикатора 14 протяжки полосы. Выход триггера 62 и выход датчика 8 перемещения полосы перед петлевым устройством 4 соединены со- ответственно с первым и вторым входами ключа 63.
Выход элемента 64 задержки и выход ключа 63 соединены соответственно с первым и вторым входами счетчика 65 импуль- сов. Выход элемента 64 задержки соединен также с входом элемента НЕ 66, выход которого соединен с вторым входом элемента И 67, выход элемента И 67 соединен с первым (управляющим) входом ключей из их группы 69, вторые входы которых соединены с выходами счетчика 65 импульсов. Выходы ключей из группы 69 соединены с входами регистра 68, выходы которого соединены с группой первых входов сумматора 70. Выхо- ды компаратора 39 и триггера 51 соединены с входом соответственно элементов 74 и 86 задержки. Выход элемента 86 задержки и выход компаратора 39 соединены с первыми (управляющими) входами соответствен- но ключей из соответствующих групп 71 и 76. Выход элемента 87 ограничения длительности соединен с первым (управляющим) входом ключей из их группы 80. Выходы сумматора 70 соединены с вторыми входами ключей из группы 71, выходы которых соединены с входами регистра 72.
Выход датчика 10 перемещения полосы на выходе прокатного стана 5 соединен с первым входом счетчика 73 импульсов. Выход индикатора 12 контрольных отверстий и выход элемента 74 задержки соединены соответственно с первым и вторым входами счетчика 75 импульсов. Выход датчика 9 перемещения полосы прокатной клетью соединен с первым входом счетчика 78 импульсов. Вторые входы ключей из группы 76 соединены с выходами счетчика 75 импульсов. Выход элемента 86 задержки соединен с вторыми входами счетчиков 73 и 78 импульсов. Выходы счетчика 75 импульсов соединены с вторыми входами ключей из группы 76. Выходы счетчиков 73 и 78 импульсов соединены с группами соответственно первых и вторых входом сумматора 79, выходы которого соединены с вторыми входами ключей из группы 80. Выходы ключей из групп 76 и 80 соединены с соответствующими входами регистров 77-и 81. Выходы регистров 72, 77 и 81 соединены соответственно с группами первых и вторых входов сумматора 82 и группой вторых входов сумматора 70. Выход компаратора 39 является выходом на останов электропривода, а также соединен с входом элемента 90 задержки, выход которого соединен с вторыми входами триггеров 51 и 89 и счетчика 24 импульсов Выход триггера 89 через элемент НЕ 88 соединен с первым (управляющим) входом ключей из группы 83, группа вторых входов которых соединена с выходами сумматора 82. Выходы ключей из группы 83 и выходы задатчика 85 соединены с группами соответственно первых и вторых входов компаратора 84, выход компаратора 84 яиляется выходом системы, выход элемента И 40 через элемент 92 ограничения длительности соединен с вторым входом счетчики 43 импульсов.
Элемент 15-47 системы управления предназначены для выработки сигнала остановки электропривода 7 в момент приближения сварного шва на ленте к ножницам 6, что является основным назначением системы. Элементы 48-51 совместно с переключателем 23 и счетчиком 24 предназначены для выработки сигнала переключения входа счетчика 24 с датчика 8 на датчик 10 в момент, когда сварной шов пройдет на выход прокатного стана 5. Элементы 52-61 предназначены для выработки сигнала переключения электропривода 7 с рабочей скорости на малую, обеспечивающую возможность точной остановки электропривода с по- мющью совокупности элементов 15-47. Эле- 62-90 предназначены для проверки достоверности датчиков 8-11 движения ленты путем сопоставления длины ленты в каждом рулоне, вычисленной по информации от датчиков 8-10 и отдатчика 11.
В задатчике 25 устанавливается число, соответствующее длине ленты от места установки пуансона 3 до ножниц 6. В задатчике 49 устанавливается число, соответствующее расстоянию от пуансона 3 до места установки датчика 10 продвижения ленты. В задатчике 61 устанавливается значение коэффициента К, обусловленного инерционными характеристиками установки, на который следует умножить значение рабочей скорости, чтобы получить величину тормозного пути при изменении скорости ленты от рабочей величины до упомянутой малой, называемой заправочной. Указанный коэффициент К уточняется экспериментально. В задатчике 85 устанавливается величина, соответствующая допустимому значению погрешности в измерении длины рулона, в пределах которого гарантируется достоверность информации с датчиков 8- 11 о перемещении обрабатываемой ленты.
Переключатель 23 выполнен таким образом, что при подаче на его третий (управляющий) вход сигнала логической единицы с выхода триггера 22 на его выход, связанный с входом счетчика 24, поступают по его первому (информационному) входу сигналы датчика 8. При подаче единичного сигнала на четвертый (управляющий) вход переключателя 23, соединенный с выходом триггера 51, выход переключателя 23 соединяется с вторым (информационным) входом, подключенным к датчику 10. При нулевых сигналах на обоих (управляющих) входах к выходу переключателя 23 не подключен ни один из информационных входов.
Уставки времени в элементах 16 и 19 ограничения длительности одинаковы и должны быть на 5-10% меньше, чем длительность самого короткого импульса с датчиков 9 и 10, при максимальной рабочей скорости установки. Уставка времени в элементе 32 ограничения длительности вдвое превышает суммарное время переключения ключа 28 и регистра 29. Уставка времени элемента 36 задержки больше суммарного времени переключения элементов 32 и 34 и вдвое меньше длительности импульса с индикатора 12 контрольных отверстий. Частота импульсов генератора 54 принимается исходя из конкретных требований к точности и быстродействию измерения скорости движения ленты: с увеличением частоты возрастает быстродействие и уменьшается точность. Длительность единичного импульса с генератора 54 вдвое превышает уставку времени элемента 56 ограничения длительности, которая, в свою очередь, адвое превышает суммарное время переключения ключа из группы 58 и регистра 59.
Уставка времени в элементе 55 задержки больше, чем в элементе 56, но меньше длительности единичного импульса с генератора 54. Уставка времени в элементе 64
задержки вдвое превышает суммарное время переключения ключа 69 и регистра 68. Уставка времени в элементе 74 задержки вдвое превышает суммарное время переключения ключа 76 и регистра 77, но меньше
0 длительности импульса с датчика 8. Уставка времени элемента 87 ограничения длительности вдвое превышает суммарное время переключения элементов 80 и 81. Уставка времени элемента 87 задержки вдвое боль5 ше, чем в элементе 87. Уставка времени в элементе 90 задержки больше суммарного времени переключения элементов 76 и 77, но меньше длительности импульса датчика 8. Уставка времени в элементе 90 задержки
0 больше суммарного времени переключения элементов 76 и 77, но вдвое меньше длительности импульса с датчика 10.
Уставка времени в элементе 91 ограничения длительности больше времени пере5 ключения счетчика 43 и меньше длительности импульса с датчика 10.
Принцип действия системы заключается в следующем.
Технологическим назначением протяж0 ной установки является подача металлической ленты 2 в прокатный стан 5. В результате прокатки лента удлиняется, Лента подается с рулона 1 и принимается в конце установки в рулон, сочлененный с
5 электроприводом 7. При окончании запаса ленты в рулоне 1 ее подача в установку приостанавливается и к ее концу приваривается начало ленты очередного рулона. На период указанной остановки подача ленты
0 в прокатный стан 5 осуществляется за счет запаса в петлевом устройстве 4. При приближении сварного шва к ножницам 6 система электроприводов прокатного стана и приемного барабана, условно показанная
5 на чертеже блоком 7, на короткое время останавливается и осуществляется отрезка ленты и замена дополненного рулона на порожний,
Основной задачей системы управления
0 протяжной установкой является слежение за перемещением сварного шва по установке и остановка электропривода 7 в момент приближения его к ножницам 6.
Указанная остановка осуществляется в
5 два этапа перевод электропривода 7 с рабочей скорости на заправочную при приближении сварного шва к ножницам 6 на заданное расстояние, которое пропорционально текущему значению рабочей скоро- сти. и окончательная остановка при
подходе сварного шва к ножницам 6. Информация о перемещении сварного шва для выработки сигналов для указанной коммутации электропривода 7 поступает в систему с датчика 8 в период движения сварного шва на участке установки от месте сварки до прокатного стана 5, и с датчика 10 - в период его движения по остальной части установки. Информация с датчиков 9 и 11 используется для периодической поверки системы. На точности остановки электропривода 7 могут сказаться следующие факторы, воздействие которых учитывается в системе:
изменение запаса ленты в петлевом устройстве;
изменение степени провисания ленты на различных участках протяжной установки;
износ измерительного ролика датчика 8 или 10 перемещения ленты;
проскальзывание измерительного ролика;
неточность установки конструктивной длины Lei от пуансона до ножниц 6 вследствие отсутствия точной информации о величине запаса ленты в петлевом устройстве 4 и о степени провисания ленты.
Возможность определения указанных погрешностей и введения соответствующих поправок обеспечивается путем пробивания в ленте около сварного шва контрольного отверстия с помощью пуансона 3.
Учет изменения запаса ленты в петлевом устройстве и за счет провисания осуществляется путем непрерывного, в течение всего периода функционирования установки, контроля перемещения ленты в начале датчиком 8 и в конце датчиком 11 установки и сопоставления результатов указанных измерений.
При износе измерительного ролика сигнал на остановку ленты вырабатывается раньше, чем сварной шов приближается к ножницам 6. То же происходит при ошибочном занижении величины LH, вносимой перед пуском установки в задатчик 25. Этот вид погрешности определяется путем измерения пути перемещения ленты с момента поступления сигнала на отключение электропривода до момента подхода контрольного отверстия к индикатору 12 контрольных отверстий.
При проскальзывании измерительного ролика датчика перемещения сигнал на остановку вырабатывается с запаздыванием по отношению к моменту срабатывания индикатора 12 контрольных отверстий. Аналогичное нарушение происходит в результате завышения величины LK1. Этот вид погрешности определяется путем измерения, в момент поступления импульса с индикатора 12, разности между текущим значением пути перемещения сварного шва (или, что то 5 же, контрольного отверстия от пуансона 3) и заданным в задатчике 25.
Поверка системы осуществляется путем измерения длины ленты в каждом рулоне по информации с датчика 8, суммирования ее 10 с величиной удлинения ленты за период протяжки одного рулона, которую получают с помощью датчиков 9 и 10, и сопоставления полученной суммы с результатом измерения длины того же рулона по информации 15 сдатчика 11. При выходе результата указанного сопоставления за допуск вырабатывается сигнал оператору для реализации котировочной процедуры перечисленными методами, запуск которой осуществляется 0 нанесением на ленту очередного рулона контрольного отверстия с помощью пуансона 3. Вариантом системы является автоматическая передача указанного сигнала выхода точности измерительных каналов за 5 допуск на привод пуансона 3.
Перечисленные задачи реализуются в системе следующим образом.
Перед пуском системы оператор специ- альнбй кнопкой (не показана) осуществляет 0 обнуление Затем устанавливает запас ленты в петлевом устройстве 4 на 90% меньше максимального. Затем к предварительной, заправленной в установку ленте стыкосва- рочной машиной приваривается начальный 5 конец очередного рулона и приводится в действие пуансон 3, вследствие чего включается триггер 47. Протяжная установка пускается кнопкой 14 Пуск, от сигналй которой включается триггер 22, выходным 0 сигналом триггера 22 переключатель 23 устанавливается в положение, при котором импульсы с датчика 8 начинают поступать на вход счетчика 24, содержимое которого с этого момента пропорционально пути пере- 5 мещения контрольного отверстия (и сварного шва) от пуансона 3 по технологическому тракту установки. На компараторе 48 содержимое счетчика 24 сравнивается с величиной Lic2. записанной в задатчике 49 и 0 пропорциональной расстоянию по тракту от пуансона 3 до прокатного стана 5. В момент равенства сравниваемых величин на выходе компаратора 48 появляется единичный сигнал, свидетельствующий о том, что с этого 5 момента контрольное отверстие находится на удлиненной, в результате прокатки, части ленты и слежение за его перемещением следует вести по датчику 10, контактирующему с прокатанной в прокатном стане 5 лентой. Поэтому по сигналу с выхода компаратора 48 включается триггер 51, выходным сигналом которого переключатель 23 устанавливается в положение передачи на счетчик 24 импульсов перемещения ленты с датчика 10. При этом триггер 22 тем же сигналом обнуляется.
За время продвижения контрольного отверстия от пуансона 3 до прокатного стана 5 может измениться запас ленты в петлевом устройстве 4. Поэтому величина суммируется на сумматоре 50 с содержанием реверсивного счетчика 18, отображающего изменение запаса ленты в протяжной установке с момента пуска системы (как в петлевом устройстве, так и во всей установке в результате изменения степени провисания). Так как степень провисания ленты на участке тракта от прокатного стана 5 до ножниц б к рассматриваемому моменту практически не может измениться, так как не сменилась протягиваемая лента, то в счетчике 18 отражается изменение запаса ленты только в петлевом устройстве, что и необходимо для корректной фиксации момента прохождения контрольного отверстия через прокатный стан.
Достоверная работа реверсивного счетчика 18 по измерению изменения запаса ленты обеспечивается следующим. На первый вход (суммирования) счетчика 18 через элемент 19 ограничения длительности и И 21 поступают импульсы с датчика 8, а на второй вход (вычитания) через аналогичные элементы 16 и 15 - с датчика 11. Элементы 16 и 19 ограничения длительности с высокой точностью обеспечивают равенство указанных импульсов по длительности. Если в какой-то момент импульсы с обоих датчиков поступают совпадающими по фазе, то вследствие наличия элементов НЕ 17 и 20 И 1.5 и 21 ни один из них не пройдет на входы счетчика 18. И это правильно, так как приход ленты (у датчика 8) строго равен ее уходу (у датчика 11).
Если импульсы поступают асинхронно, то возможна ситуация, когда они частично совпадают по времени. Исключение такой запрещенной для реверсивного счетчика ситуации обеспечивается тем, что если, например, первым пришел импульс на вход элемента 19 ограничения длительности, то на выходе элемента НЕ 20, а следовательно, и на одном из входов элемента И 15 будет нулевой сигнал. Поэтому пришедший позднее на вход элемента 16 импульс не может пройти на вход счетчика 18 до тех пор, пока длится импульс на входе элемента 19. По окончании импульса на выходе элемента 19 импульс с выхода элемента 16 проходит на соответствующий вход счетчика 18.
Значение U2 в задатчике 49 уточняется по результатам протяжки ленты с первым контрольным отверстием на пониженной скорости. Первоначальной установкой запаса
ленты в петлевом устройстве 4 на 90% меньше максимального обеспечивается отсутствие отрицательного результата в счетчике 18.
Сигнал на переключение электроприво0 да 7 на заправочную скорость формируется компаратором 52. В качестве опорной величины здесь используется величина Ui - расстояние по тракту от пуансона 3 до ножниц 6 (с поправками по указанным погреш5 ностям) за минусом величины, пропорциональной рабочей скорости и инерционности кинематического оборудования.
Величина, пропорциональная скорости
0 протяжки ленты, получается в регистре 59 следующим образом.
Импульсы генератора 54 с задержкой, обусловленной элементом 55 задержки, проходят на второй вход гашения счетчика
5 57. В период паузы между этими импульсами в счетчике 57 пересчитываются импульсы с датчика 10 перемещения ленты. Следовательно, максимальное за указанный период значение в счетчике 57 про0 порционально скорости перемещения ленты на участке тракта после прокатного стана 5. В начале каждого импульса генератора 54 на короткое время открывается группа 58 ключей и содержимое счетчика 57
5 переписывается в регистр 59. После завершения процесса переписи группа 58 ключей закрывается и счетчик 47 обнуляется. Полученное в регистре 59 значение скорости протяжки в блоке 60 умножения на коэффи0 циент инерционности оборудования (устанавливается экспериментально путем измерения тормозного пути ле нты) поступает на первый вход сумматора 53. где вычитается из величины, соответствующей
5 откорректированному значению Ui. Введение поправок к величине LKi осуществляется на сумматоре 26. .
Поправка на изменение запаса ленты в установке вводится со знаком плюс с вы0 хода реверсивного счетчика 18.
Поправка на износ измерительных роликов датчиков 8 и 10, а также некорректную установку величины Ui в задатчике 25 вводится со знаком плюс с выхода счетчика
5 43. При этом виде погрешности сигнал равенства на выходе компаратора 39, регистрирующего момент подхода сварного шва (и контрольного отверстия) к ножницам 6, появляется раньше, чем срабатывает индикатор 12 контрольного отверстия. Указанный
единичный сигнал проходит на выход элемента И 40, так как контрольное отверстие нанесено, и поэтому триггер 47 включен, а триггер 35 пока не включен и на выходе элемента НЕ 37 также присутствует единичный сигнал. Тогда триггер 41 включается, его выходным сигналом открывается ключ 42 и импульсы с датчика 10 начинают накапливаться в счетчике 43. Одновременно включается триггер 44, исключающий с помощью элемента НЕ 45 возможность прохождения единичного сигнала с индикатора 12 через элемент И 38. При подходе контрольного отверстия сигналом с выхода индикатора 12 гасится триггер 41,-ключ 42 закрывается и в счетчике 43 фиксируется требуемое значение поправки, которое сохраняется до следующего прогона контрольного отверстия по установке по инициативе оператора. Тогда (в случае такого же типа погрешности) кратковременным сигналом с выхода элемента И 40 счетчик 43 обнуляется и описанный процесс формирования поправки повторяется.
Поправка на проскальзывание измерительных роликов или на завышенное значение в задатчике 25 поступает со знаком минус на сумматор 26 с выхода регистра 31 В этом случае выходной сигнал с индикатора 12 контрольного отверстия проходит, благодаря наличию единичного сигнала на выходе элемента НЕ 45, на выход элемент И 38, на короткое время открывает группу 28 ключей. При этом в промежуточный регистр 29 переписывается с выхода сумматора 27 разность между величиной установки в задатчике 25 и текущим значением содержимого счетчика 24. По окончании сеанса связи между сумматором 27 и регистром 29 открывается группа 30 ключей и содержимое регистра 29 переписывается в регистр 31, где и сохраняется до следующей процедуры юстировки системы
Очевидно, что при прогоне контрольного отверстия формируется лишь один вид поправки1 на износ или проскальзывание измерительного ролика Причем выбор осуществляется автоматически Выполнение указанной юстировки системы обеспечивает получение на выходе компаратора 39 сигнала остановки электропривода 7 при минимальном (до 20-50 мм) расстоянии сварного шва от ножниц 6 Сигнал с выхода компаратора 48 может быть также использован для кратковременого снижения скорости протяжки на период прохождения сварного шва через валки прокатного стана 5.
Результат систематической {на каждый обрабатываемый рулон) поверки измерительных каналов системы формируется на выходе компаратора 84. Результат измерения длины ленты в рулоне датчиком 8 получается в регистре 68 При пуске установки 5 после сварки от кнопки 14 включается триггер 62, выходным сигналом которого открывается ключ 63. Импульсы с датчика 8 начинают поступать на вход счетчика 65 и это продолжается до момента окончания 10 ленты в рулоне и поступления сигнала с кнопки 13 Стоп. По этому сигналу обнуляется триггер 62 и таким образом прекращается поступление импульсов на вход счетчика 65, включается группа 69 ключей и 15 содержимое счетчика 65 переписывается в регистр 68. Затем через выдержку времени, установленную в элементе 64 задержки, счетчик 65 обнуляется и оказывается подготовленным к следующему циклу Указанным 0 сигналом от кнопки 13 включается также триггер 89 и через элемент НЕ 88 отключается группа 83 ключей и, таким образом, прерывается связь между сумматором 82 и компаратором 84
5Для приведения длины рулона, измеренной датчиком 8, к длине прокатанного рулона, измеренной датчиком 11, на сумматоре 70 к величине, поступающей с выхода регистра 68, прибавляется величина, про- 0 порциональная удлинению ленты при прокатке, полученная в регистре 81. Величина удлинения ленты в рулоне получается путем сопоставления на сумматоре 79 длин этого рулона, полученных с помощью датчиков 9 5 и 10 и счетчиков 78 и 73. Это измерение заканчивается, когда сварной шов проходит прокатный стан 5, т е по сигналу равенства с выхода компаратора 48. Тогда на время выдержки в элементе 87 ограничения 0 длительности включается группа 80 ключей. В момент, когда заканчивается измерение длины рассматриваемого рулона датчиком 11, т е. по сигналу с выхода компаратора 39, гасится триггер 88. выходным сигналом эле- 5 мента НЕ 88 не включается группа 80 ключей и на выходе компаратора 84 фиксируется результат полученный на сумматоре 82.
Если эта результирующая величина пре- 0 вышает допуск, записанный в задатчике 85, то на выходе компаратора 84 появляется сигнал логической единицы, который может быть подключен к любому типу сигнализатора на пульте оператора или к приводу пу- 5 ансона 3 для проведения очередной котировочной процедуры. Сформированный указанным образом сигнал сохраняется на выходе компаратора 84 до момента окончания следующего рулона у стыкосва- рочной машины и означает нарушение в одном или нескольких измерительных каналах системы. В этом случае на установке проводится комплекс ремонтно-профилактиче- ских мероприятий.
Формула изобретения Система автоматического управления, непрерывным агрегатом для обработки рулонов, содержащая стыкосварочную машину, два датчика перемещения обрабатываемой полосы до и после петлевого устройства, ножницы, электропривод, первый сумматор, переключатель и первый ключ, причем выход датчика перемещения обрабатываемой полосы перед петлевым устройством соединен с первым входом переключателя, отличающаяся тем, что, с целью повышения точности контроля за обрабатываемой полосой, выхода годного и расширения функциональных возможностей, она снабжена пуансоном с электроприводом, датчиками перемещения ленты, расположенными после прокатного стана и в конце технологической линии перед ножницами, индикатором остановки, индикатором протяжки ленты, индикатором контрольных отверстий, восемью триггерами, девятью ключами, шестью элементами задержки, восемькэ счетчиками, семью элементами НЕ, семью элементами И, семью регистрами, генераторами импульсов, четырьмя задатчиками, шестью элементами ограничения длительности, блоком умножения, четырьмя компараторами, шестью сумматорами, причем индикатор протяжки ленты сочленен со стыкосварочной машиной, выход датчика перемещения полосы, расположенного за прокатным станом, соединен с вторым входом переключателя, третий вход переключателя соединен с выходом -первого триггера, первый вход которого соединен с выходом индикатора протяжки полосы, выходы датчиков перемещения полосы, расположенные перед ножницами и петлевым устройством, соединены соответственно с входами первого и второго элементов ограничения длительности, выход первого элемента ограничения длительности соединен с входом первого элемента НЕ и первым входом первого элемента И, выход второго элемента ограничения длительности соединен с входом второго элемента НЕ, и с первым входом второго элемента И, выходы первого и второго элементов НЕ соединены с вторыми входами соответственно второго и первого элементов И, выход каждого из которых соединен соответственно с первым и вторым входами первого счетчика импульсов, первый вход второго счетчика имплуьсов-соединен с выходом переключателя, выходы первого зэдатчика соединены с группой первых входов первого сумматора, выходы которого соединены с первыми входами второго сумматора, выходы второго счетчика импульсов соединены с группой вторых входов второго сумматора и с первыми входами первого, второго и третьего ком- параторов, выход третьего элемента ограничения длительности соединен с вхо0 дом третьего элемента НЕ и с первым входом первых ключей из их группы, вторые входы которых соединены с выходами второго сумматора, выходы третьего элемента НЕ и первого элемента задержки соедине5 ны соответственно с первым и вторым входами третьего элемента И, выход которого соединен с первым входом вторых ключей из их группы, вторые входы которых соединены через первый регистр с выходами
0 группы первых ключей, выходы группы вторых ключей соединены с входами второго регистра, выход индикатора контрольных отверстий соединены с первыми входами второго и третьего триггеров и четвертого
5 элемента И, выход которого соединен с входами третьего элемента ограничения дли1- тельности и первого элемента задержки, выход второго триггера соединен через четвертый элемент НЕ с первым входом пятого
0 элемента И, а также соединен с первым входом шестого элемента И, выход первого компаратора соединен с вторым входом пятого элемента И и с первым входом четвертого триггера, выход которого соединен с
5 входом пятого элемента НЕ и с вторым входом шестого элемента И, выход шестого элемента И соединен с вторыми входами второго и четвертого триггеров, выход пятого элемента НЕ соединен с вторым вхо0 дом четвертого элемента И, третий вход пятого элемента И соединен с выходом пятого триггера, выход пятого элемента И соединен с вторым входом третьего триггера, выход которого соединен с первым входом
5 третьего ключа, второй вход третьего ключа соединен с выходом датчика перемещения полосы за прокатным станом, выход третьего ключа соединен с первым входом третьего счетчика импульсов, выходы второго
0 регистра, третьего и первого,счетчиков импульсов соединены соответственно с группами вторых, третьих и четвертых входов первого сумматора, первый и второй входы пятого триггера соединены соответственно
5 с выходами пуансона и индикатора контрольных отверстий, выход генератора импульсов соединен с входом второго элемента задержки и входом четвертого элемента ограничения длительности, выход которого соединен с первым входом четвертых ключей из их группы, выход датчика перемещения полосы на выходе прокатного стана и выход второго элемента задержки соединены соответственно с первым и вторым входами четвертого счетчика импульсов, выходы которого соединены с вторыми входами группы четвертых ключей, выходы группы четвертых ключей через третий регистр соединены с группой первых входов блока умножения, выходы первого счетчика импульсов и выходы второго задатчика соединены соответственно с группами первых и вторых входов третьего сумматора, выходы которого соединены с группой вторых входов второго компаратора, выход второго компаратора соединен с первым входом шестого триггера, выход которого соединен с входом пятого элемента ограничения длительности и вторым входом первого триггера, четвертым входом переключателя, выходы третьего задатчика соединены с группой вторых входов блока умножения, выходы блока умножения и выходы первого сумматора соединены с группами соответственно первых и вторых входов четвертого сумматора, выходы первого и четвертого сумматоров соединены с группами вторых входов соответственно первого и третьего компараторов, выход индикатора останова полосы соединен с первым входом седьмого триггера, с входом третьего элемента задержки, первыми входами седьмого элемента И и восьмого триггера, второй вход седьмого триггера соединен с выходом индикатора протяжки полосы, выход седьмого триггера и выход датчика перемещения полосы перед петлевым устройством соединены соответственно с первым и вторым входами пятого ключа, выход третьего элемента задержки и выход пятого ключа соединены соответственно с первым и вторым входами пятого счетчика импульсов, выход третьего элемента задержки соединен также с входом шестого элемента НЕ, выход которого соединен с вторым входом седьмого элемента И, выход последнего соединен с первым входом шестых ключей из их группы, вторые входы группы шестых ключей соединены с выходами пятого счетчика, выходы группы шестых ключей соединены с входами четвертого регистра, выходы четвертого регистра соединены с группой первых входов пятого сумматора, выход первого компаратора и выход шестого триггера соединены с входами соответственно четвертого и пятого элементов задержки, выход пятого элемента задержки и выход
первого компаратора соединены с первыми входами соответственно седьмых и восьмых ключей из соответствующих групп, выход пятого элемента ограничения 5 длительности соединен с первыми входами девятых ключей из их группы, выходы пятого сумматора соединены с вторыми входами группы седьмых ключей, выходы которой соединены с входами пятого регистра, вы10 ход датчика перемещения полосы на выходе прокатного стана соединен с первым входом шестого счетчика импульсов, выход индикатора контрольных отверстий и выход четвертого элемента задержки соединены
5 соответственно с первым и вторым входами седьмого счетчика импульсов, выход датчика перемещения полосы перед прокатной клетью соединен с первым входом восьмого счетчика импульсов, вторые входы восьмых
0 ключей из их группы соединены с выходами седьмого счетчика импульсов, выход пятого элемента задержки соединен с вторыми входами шестого и восьмого счетчиков импульсов, выходы седьмого счетчика импуль5 сов соединены с вторыми входами группы восьмых ключей, выходы шестого и восьмо го счетчиков ИМПУЛЬСОВ соединены с группами соответственно первых и вторых входов шестого сумматора, выходы шестого сумма0 тора соединены с вторыми входами группы девятых ключей, выходы группы восьмых и девятых ключей соединены с соответствующими входами шестого и седьмого регистров, выходы пятого, шестого и седьмого
5 регистров соединены соответственно с группами первых и вторых входов седьмого сумматора и группой вторых входов пятого сумматора, выход первого компара-1 тора является выходом на останов электро0 привода, а также соединен с входом шестого элемента задержки, выход которого соединен с вторыми входами шестого и восьмого триггеров и второго счетчика импульсов, выход восьмого триггера через
5 седьмой элемент НЕ соединен с первым входом десятых ключей из их группы, вторые входы группы десятых ключей соединены с выходами седьмого сумматора, выходы группы десятых ключей и выходы
0 четвертого задатчика соединены с группами соответственно первых и вторых входов четвертого компаратора, выход четвертого компаратора является выходом системы, выход пятого элемента И через шестой эле5 мент ограничения длительности соединен с вторым входом третьего счетчика импульсов.
f l Парка
| Устройство для слежения за положением сварных швов на агрегатах производства холодного проката | 1976 |
|
SU611696A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для контроля количества полосы в накопительном колодце | 1976 |
|
SU610580A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
