Изобретение относится к прокатному производству, в частности к получению полупродукта на заготовочных станах, преимущественно двухгрупповых непрерывно-заготовочных станах, установленных за блюмингами.
Цель изобретения - повышение выхода oднoro проката путем снижения неконди- jj OHHoro проката в виде остатков заготовок
немерной длины, а также повышение производительности прокатного комплекса блюминг-непрерывно заготовочный стан.
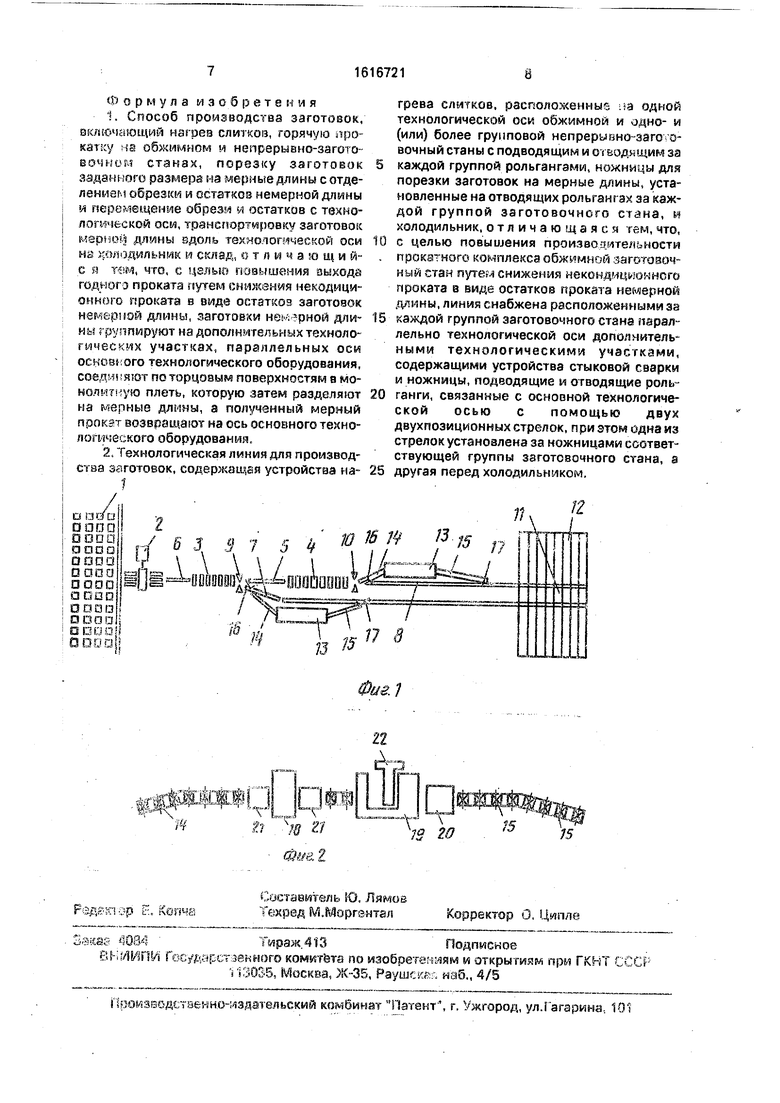
На фиг.1 изображена принципиальная схема размещения оборудования технологической линии производства полупродукта, вид в плане: на фиг.2 - схема расположения оборудования участка сварки немерных заготовок.
: Оставшиеся после порезки на мерные |члины прокатанного на конечный размер полупродукта остатки проката немерной .длины группируют на дополнительных технологических участках, расположенных за каждой группой непрерывного заготовочного стана параллельно по обеим сторонам от технологической оси основного оборудования, включая холодильник, соединяют их встык по торцовым частям преимущественно посредством сварки в монолитную плеть, )саторую разделяют на мерные длины, а полученный мерный прокат передают снова на Технологическую ось и отправляют на холо- ;|1ильник и склад.
: Другим отличием изобретения является to, что технологическая линия для произ- иодства заготовок с обжимным и одно- и (или) более групповым непрерывно загото- ючным станом снабжена расположеяными яа каждой группой заготовочного стана па- )аллельно технологической оси дополнительными технологическими участками, каждый из которых содержит устройства для стыковой сварки и ножницы, подводя- и отводящие рольганги, связанные с Основной технологической осью посредст- 4ом двух двухпозйционных стрелок для на- г|1равления заготовок немерной дли(ы на (|тыковую сварку, а после порезки на мер- Йые длины обратно на основную технояоги- Цескую ось, при этом одна из указанных Стрелок установлена за ножницами соответ- с1твующей группы заготовочного стана, а Другая - перед холодильником.
Технологическая линия производства г|олупродукта содержит отделение нагревательных колодцев 1 со средствами доставки Нагретых слитков к обжимному стану, ре- йерсивный обжимной стан-блюминг 2 со средствами приемки нагретых слитков и пе- р|8дачи полученных блюмов к заготовочному с1тану, После блюминга 2 по ходу технологического потока установлен непрерывный заготовочный стан, состоящий из двух групп к;летей 3 и 4, соединенных промежуточным рольгангом 5, и подводящего 6 и отводящих Т VI 8 рольгангов. Наличие отводящих рольгангов 7 и 8 у каждой из непрерывных групп клетей 3 и 4 позволяет при производстве 3 аготовок различного сечения выпускать готовую продукцию (заготовки) из каждой из зтих групп клетей 3 и 4 заготовочного стана порезки заготовок на мерные длины Mi обрезки дефектных передних и задних концов, посредством установленных после к|аждой группы ножниц 9 и 10. Отводящие рольганги 7 и 8 соединяют группь) клетей заготовочного стана с холодильником 11 заготовок, за которым расположен склад 12 заготовок.
На участке непрерывного заготовочно - го стана параллельно основной технологи5 ческой линии в районе отводящих рольгангов 7 и В установлены дополнительные участки 13, содержащие устройства для стыковой сварки н емерных заготовок с под- 80,цящим 14 и отводящим 15 рольгангами и
10 ножницы, Каждый дополнительный участок 13 связан с основной технологической линией двухпозиционными стрелками 16 и 17, установленныр и на отводящих рольгангах 7 и 8 каждой группы клетей 3 и 4. При этом
15 двухпозиционные стрелки 16 установлены после ножниц 9 и 10 в непосредственной.
близости от них и связаны с ПОДВСДЙЩИМИ
рольгангами 14 каждого участка 13, а двухпозиционные стрелки 17 устаноЕлены пе20 ред холодильником 11, в непосредственной близости от него, и связаны с отводяидим рольгангом 15 каждого дополнительного участка 13. Каждый дополнительный участок содержит последовательно установ25 ленные подводящий рольганг 14, ножницы 18 горячей резки, предназначенные для торцевания концов немерной заготовки под сварку и порезки сваренных заготовок на мерные длины, сварочную машину 19, уби30 рающийся упор 20, отстоящий от ножниц 18 горячей резки на расстоянии, равном длине мерной заготовки. По обе стороны ножниц 18 горячей резки в непосредственной близости от них установлены подвижные захва35 ты 21. Между зажимными губками сварочной машины 19 установлен подвижный в вертикальной плоскости упор 22, обеспечивающий стабилизацию свариваемых торцов заготовок в зоне свар40 ки сварочной машины 19. Поверхности роликов подводящего рольганга 14, зажимных губок сварочной машины 19 подвижных захватов 21 и ножей ножниц 18 горячей разки профилированы по форме свариваемых за45 готовок.
Технологическая линия работает следующим образом.
Нагретые до температуры прокртки слитки из отделения нагревателйных колод50 цев I передают в блюминг 2, где их за несколько реверсивных проходов ют до получения блюмов, Полученные на блюминге 2 блюмы передают по подводя: щему рольгангу 6 к установленному по ходу
55 технического потока после блюминга 2 непрерывному, заготовочному стану, состоящему из двух групп клетей 3 и 4, соединенных промежуточным рольгангом 5. В случае прокатки заготовки малого попе- речного сечения, например заготовок квздатного сечения размерами 80 х 80 - 100 х ЮО мм, используют обе группы клетей 3 и заготовочного стана. В этом случае блюы, полученные на обжимном стане 2, про-- атывают в первой группе клетей 3, затем по промежуточному рольгангу 5 передают к второй группе клетей 4, где формируют заготовки заданных размеров. Полученный прокат режут ножницами 10 на мерные длины и по отводящему рольгангу 8 направляют на холодильник 11 заготовок и склад 12 заготовок. Задний конец проката немерной лины посредством изменения положения двухпозиционной стрелки 16 направляют на подводящий рольганг 14 дополнительный участок 13. На участке 13 немерные заготовки перемещают к ножницам 18 горячей резки. При этом задний конец первой немерной заготовки зажимают губками подвижного захвата 21. Включают перемещение подвижного захвата 21. и задний конец первой немерной заготовки с соответствующим припуском устанавливают на оси ножниц 18 горячей резки. Включают привод ножниц 18 горячей резки и осуществляют рез (торцуют немерную заготовку). Губки подвижного захвата 21 разжимают и первую из свариваемых немерных заготовок по роль- гзнгу передают за сварочную машину 19.
Передний конец второй заготовки зажимают губками подвижн ого захвата 21. Перемещением подвижного захвата 21 передний конец второй заготовки устанавливают под обрезку. Осуществляют рез ножницами 18 горячей резки. Губки подвижного захвата 21 разжимают, включают привод допоянитель- ного упора 22. Вторую заготовку транспортируют с помощью рольганга до упора 22. Включают одну пару зажимов сварочной машины 19 и зажимают передний конец второй заготовки. Затем опускают дополнительный упор 22. Первую заготовку ревер- сируют назад до соприкосновения с второй заготовкой. Включают вторую пару зажимов сварочной машины 19 и начинают сварочный процесс. После окончания сварки с помощью специальных устройств сварочной машины 19 удаляют образовавшийся сварочный грат. Зажимы сварочной машины 19 отключают и сваренные заготовки с помощью рольганга транспортируют до упора 20. Если длина даух сваренных заготовок меньше длины мерной заготовки, то задний конец второй заготовки сваривается с передним концом тоетьей немерной заготовки, причем описанные операции повторяются. Если длина двух сваренных заготовок больше длины мерной заготовки, задняя часть двух сваренных заготовок обрезается ножницами 18 горячей резки, причем мерная часть сваренной заготовки па . правляется по отводящему рольгангу 15 к отводящему рольгангу 8 заготовочного ста-, на и посредством двухпозиционной стрелки
17 возвращается в основной технологический поток, а немерная часть сваривается с последующей немерной заготовкой. Так как время цикла прохождения немерных заготовок по дополнительному участку более
0 чем в 2 раза меньше времени цикла прокат- ки одного блюма на заготовочном стане, возвращаемая в основной технологический поток сваренная мерная заготовка успевает достичь мерные заготовки, полученные на
5 основной технологической линии.
В случае прокатки заготовок крупного поперечного сечения, например 150 х 150- 200 X 150 мм, используют только первую группу клетей 3 заготовочного стана. В этом
0 случае блюмы, полученные на обжимном стане 2, прокатывают только в первой группе клетей 3, где формируют заготовки заданных размеров. Полученный прокат режут на мерные ,цлины ножницами 9 и по
5 отводящему рольгангу 7 направляют на холодильник 11 заготовок и склад 12 заготовок. Задний конец проката немерной длины посредством изменения положения двухпозиционной стрелки 16 направляют на под0 водящий рольганг дополнительного участка 13, где выполняются операции тсрцокки, .1 и порезки на мерные длины з гото- век с последуюш,им возвращек ем мерных заготовок в основной технологический по5 ток посредством ДГЗУХПОЗМЦИОННОЙ стрелки 16.
Размещение дополнительных участков с устройствами стыковой сварки параллельно осноЕному технологическому потоку и
0 связь его с этим потоком посредством двух- позпцмонных стрелок позволяет сваривать немэрнь;э заготовки в горячем состоянии, что снижает энергозатраты на сварку, и в случае неполадок на участке сварки, не вле5 чет эа собой простоев основной технологической линии. Кроме того, время цикла сварки меньше времени цикла прокатки одного илюмз на заготовочном стане, что исключает смешивание металла различных
0 марок стали, т.е. не снижает его сортность. Использование изобретения позволяет улучшить технико-экономические показатели комплекса блюминг-непрерывно-загото- стан, снизить расходный
5 коэффициент использования металла путем уменьшения доли немерного сортового проката, повысить его сортность, у пу ч шить условия работы основного и вспомогательного технологического обору- дспания.
Формула из об р е т е я и я 1. Способ производства заготовок, DK/ночающий нагрев слитков, горячую прокатку на обжимном м непрерывно-заготовочной станах, порезку заготовок заданного размера на 4ерные длины с отде- лениеь обрез1да и остатков немерной длины и перемещение обрезм и остатков с технологической оси, транспортировку заготовок Meptioij длмиы вдоль технологаческой оси на |0йодильни с и склад, п т п и ч а ю щ и й- с п тем, что, с цзлью повышения зыхода годного проката путем снижения некодици- оиного проката в виде остатков заготовок немерной длины, заготовки неверной дли- мы группируют на допоянмтельных техноло- гмческих участках, параллельных оси ось овяого технологического оборудования, по торцовым поверхностям а мо- нолмтг ую плеть, которую затем разделяют на мерные длины, а полученный мерный прокат возвращают на ось основного технологического оборудования.
2. Технологическая линия для производства заготовок, содержаш1ай устройства на- I
грева слитков, расположенные 1Ш одной технологической оси обжимной и одно- и (или) более групповой непрерывно-заго О- вочный станы с подводящим и о еодящиг за каждой группой рольгангами, ножницы для порезки заготовок на мерные длины, установленные на отводящих рольгангах за каждой группой заготовочного стана, и холодильник, отличающаяся тем, что, с целью пoвыuJeния производительности прокатного комплекса обжимной заготовочный стан nyret снижения некондицЕ Юнного проката в виде остатков проката немерной длины, линия снабжена расположенными за каждой группой заготовочного стана параллельно технологической оси дополнительными технологическими участками, содержащими устройства стыковой сварки и ножницы, подводящие и отводящие рольганги, связанные с основной технологической осью с помощью двух двухпозиционных стрелок, при этом одна из стрелок установлена за ножницами соответствующей группы заготовочного стана, а другая перед холодильником.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия производства заготовок | 1989 |
|
SU1699667A1 |
| Способ производства заготовок | 1989 |
|
SU1692692A1 |
| Способ получения сортовых профилей | 1974 |
|
SU485618A1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СПОСОБ ПОРЕЗКИ МЕТАЛЛОПРОКАТА | 1996 |
|
RU2112611C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
Изобретение относится к прокатному производству, а конкретно к получению полупродукта на обжимных станах, преимущественно двухгрупповых непрерывно заготовочных станов, установленных за блюмингами. Одна цель изобретения - повышение выхода годного проката путем снижения некондиционного проката в виде остатков заготовок немерной длины. Другая цель изобретения - повышение производительности прокатного комплекса блюминг-непрерывно заготовочный стан. Предлагаемый способ включает нагрев слитков, прокатку слитков на блюминге, прокатку блюмов на непрерывно заготовочном стане с последующей нарезкой заготовок на мерные длины с отделением обрези и немерных длин и передачу мерных заготовок на холодильник. После нарезки остатки заготовок немерной длины передают на один из дополнительных участков технологического оборудования, содержащий устройства для стыковой сварки и ножницы. После сварки некондиционных остатков немерной длины в монолитную плеть ее разрезают на мерные длины и передают снова в основной технологический поток. Участок также содержит две двухпозиционные стрелки, одна из которых размещена после ножниц каждой группы заготовочного стана и связана с подводящим рольгангом участка, а другая связана с отводящим рольгангом участка и установлена перед холодильником. Использование изобретения позволяет улучшить технико-экономические показатели прокатного комплекса блюминг-непрерывно заготовочный стан. 2 с.п.ф-лы, 2 ил.
fji Я
. 63375 4 ff
С V / 1 I шг
1т- ттт 1 - иттт1 щ
,
;j /
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТЫХ ЛИСТОВ НА СТАНАХ ПОШТУЧНОЙ ПРОКАТКИ | 0 |
|
SU275962A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Фрикционная передача | 1923 |
|
SU1250A1 |
| Кривой Рог, Метком- бинат Криворожсталь, 1978, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
