Изобретение относится к области упрочнения поверхностей металлических конструкций, работающих в условиях абразивного износа, и может быть использовано при ремонте и изготовлении изделий, требующих повышенных прочностных и износостойких свойств на отдельных участках поверхности.
Проблема повышения прочностных и износостойких свойств поверхности изделий, испытывающих интенсивное внешнее воздействие, решается, как правило, за счет использования высокопрочных материалов, в частности твердосплавных материалов. Для получения надежного соединения между ремонтируемым изделием и накладкой из такого материала приходится использовать специальные методы в комплексе с соответствующим оборудованием, т.к. эти материалы не свариваются один с другим.
Так известно упрочнение поверхности путем крепления на ней твердосплавной пластинки-накладки, изготовленной, как правило, методом порошковой металлургии. Крепление таких пластин может осуществляться диффузионной сваркой или пайкой, для проведения которых требуется специализированное оборудование и заводские условия. Ремонт такими накладками невозможно осуществить в полевых условиях, т.е. там, где непосредственно используется подлежащее ремонту изделие (см. Казаков Н.Ф. Диффузионная сварка материалов. - М.: Машиностроение, 1976 г.).
Наиболее близкой по технической сущности, достигаемому результату и выбранной в качестве прототипа для первого варианта заявляемого технического решения является упрочняющая накладка в виде выполненной из материала, обладающего свариваемостью с материалом упрочняемой поверхности, подложки и жестко соединенного с ней твердосплавного элемента, причем твердосплавный элемент впаян в отверстие подложки своими боковыми поверхностями (см. пункт 4 формулы патента РФ на полезную модель №64974 по кл. В23Р 6/00, заявл. 07.12.2006. «Упрочняющая накладка»).
Использование такой упрочняющей накладки дает возможность ремонта изделий не только в заводских, но и в полевых условиях. Накладку изготавливают заранее в стационарных заводских условиях с использованием специального оборудования, которое осуществляет надежное высококачественное соединение между собой твердосплавного элемента и подложки. Затем такая накладка может быть легко приварена к упрочняемой поверхности любым сварщиком, т.к. в данном случае сваривают уже материалы, обладающие свариваемостью между собой.
Однако изготовление такой накладки предусматривает соединение твердосплавного элемента с подложкой за счет впаивания твердосплавного элемента своими боковыми поверхностями в отверстие подложки. Это приводит к тому, что при эксплуатации упрочненной с помощью такой накладки детали, граница соединения подложки и твердосплавного элемента открыта для воздействия разрушающих факторов окружающей среды. Это может привести к повреждению, ускоренному разрушению по этой границе и выкрашиванию твердосплавного элемента из подложки. Следовательно, к недостаточно высокой степени защиты упрочняемой поверхности.
При создании изобретения в соответствии с первым вариантом заявляемой упрочняющей накладки ставилась задача улучшения защиты упрочняемой поверхности.
Техническим результатом, получаемым при реализации изобретения в соответствии с первым вариантом заявляемой упрочняющей накладки, является снижение негативного воздействия разрушающих факторов окружающей среды на границу соединения подложки и контактирующей с ней части упрочняющей накладки при упрощении изготовления за счет свободного доступа к указанной границе.
В соответствии с первым вариантом изобретения указанная задача решается за счет того, что в известной упрочняющей накладке, содержащей, по меньшей мере, один твердосплавный элемент и жестко соединенную с ним подложку из материала, обладающего свариваемостью с материалом упрочняемой поверхности, в которой выполнено, по меньшей мере, одно сквозное отверстие, согласно изобретению твердосплавный элемент выполнен грибовидным и заглублен своей ножкой в сквозное отверстие подложки, причем габариты в плане головки грибовидного твердосплавного элемента, по меньшей мере, частично превышают габариты в плане отверстия в подложке, а ножка зафиксирована в отверстии посредством посадки с натягом или пайки.
Твердосплавные элементы могут быть размещены относительно подложки так, что образуют на ее лицевой поверхности сплошную облицовку за счет установки встык один к другому торцов грибовидных головок твердосплавных элементов.
Подложка может быть выполнена в виде элемента, форма поверхности которого, предназначенная для накладывания на упрочняемую поверхность, конгруэнтна упрочняемой поверхности.
Грибовидная головка твердосплавного элемента или внешний контур облицовки из твердосплавных элементов могут быть выполнены с габаритами в плане, превышающими габариты в плане подложки, для обеспечения выступа периферийной части твердосплавных элементов относительно внешнего контура подложки.
На изнаночной стороне подложки может быть выполнено, по меньшей мере, одно глухое отверстие и/или, по меньшей мере, один выступ.
Высота ножки грибовидного твердосплавного элемента может превышать толщину подложки.
В качестве прототипа для второго варианта заявляемой упрочняющей накладки выбран тот же патент, что и для первого варианта (см. пункт 9 патента РФ на полезную модель №64974 по кл. В23Р 6/00, заявл. 07.12.2006. «Упрочняющая накладка»). В патенте описана упрочняющая накладка в виде подложки из материала, обладающего свариваемостью с материалом упрочняемой поверхности, и жестко соединенного с ней твердосплавного элемента. Твердосплавный элемент соединен с подложкой посредством пяты, которая впаяна в углубление подложки, причем сам твердосплавный элемент впаян в углубление или сквозное отверстие пяты.
Такое выполнение упрочняющей накладки приводит к тому, что граница соединения подложки и пяты, в которой закреплен твердосплавный элемент, при эксплуатации упрочненной с помощью такой накладки детали, открыта для воздействия разрушающих факторов окружающей среды. Это может привести к повреждению, ускоренному разрушению по этой границе и выкрашиванию пяты вместе с твердосплавным элементом из подложки. Следовательно, к недостаточно высокой степени защиты упрочняемой поверхности.
При создании изобретения в соответствии со вторым вариантом заявляемой упрочняющей накладки ставилась также задача улучшения защиты упрочняемой поверхности.
Техническим результатом, получаемым при реализации изобретения в соответствии со вторым вариантом заявляемой упрочняющей накладки, также является снижение негативного воздействия разрушающих факторов окружающей среды на границу соединения подложки и контактирующей с ней части упрочняющей накладки при упрощении изготовления за счет свободного доступа к указанной границе.
В соответствии со вторым вариантом изобретения указанная задача решается за счет того, что в известной упрочняющей накладке, содержащей, по меньшей мере, один твердосплавный элемент, снабженный пятой, и подложку из материала, обладающего свариваемостью с материалом упрочняемой поверхности, причем пята жестко соединена с твердосплавным элементом и подложкой, согласно изобретению подложка выполнена со сквозным отверстием, а пята полностью или, по меньшей мере, одним из своих выступов заведена в это отверстие и зафиксирована в нем либо посредством посадки с натягом или пайки, либо посредством сварки так, что шов соединения расположен с изнаночной стороны подложки, причем твердосплавный элемент выполнен с габаритами в плане, которые, по меньшей мере, частично превышают габариты в плане отверстия в подложке.
Твердосплавные элементы могут быть выполнены в виде пластин, размещенных относительно подложки так, что они образуют на ее поверхности сплошную облицовку за счет установки встык один к другому торцов пластин.
Подложка может быть выполнена в виде элемента, форма поверхности которого, предназначенная для накладывания на упрочняемую поверхность, конгруэнтна упрочняемой поверхности.
Твердосплавный элемент или внешний контур облицовки из твердосплавных элементов могут быть выполнены с габаритами в плане, превышающими габариты в плане подложки, для обеспечения выступа периферийной части твердосплавных элементов относительно внешнего контура подложки.
На изнаночной стороне подложки может быть выполнено, по меньшей мере, одно глухое отверстие и/или, по меньшей мере, один выступ.
Высота пяты или выступа пяты, который заводят в сквозное отверстие подложки, может превышать толщину подложки.
Исследования, проведенные по источникам патентной и научно-технической информации, показали, что заявляемая упрочняющая накладка неизвестна и не следует явным образом из изученного уровня техники, т.е. соответствует критериям новизна и изобретательский уровень.
Упрочняющая накладка может быть изготовлена на любом предприятии, специализирующемся в данной отрасли, т.к. для этого требуются известные материалы и стандартное оборудование, и широко использована при как при ремонте дефектных изделий, так и при производстве новых изделий, требующих повышенной износостойкости, т.е. накладка является промышленно применимой.
Выполнение накладки в заявляемом виде позволяет закрыть границу соединения подложки и контактирующей с ней части упрочняющей накладки (в качестве такой части в первом варианте изобретения выступает ножка грибовидного твердосплавного элемента, а во втором варианте - пята) от воздействия разрушающих факторов среды за счет перемещения этой границы в толщу подложки. Это обеспечивает защиту указанной границы от воздействия среды при помощи твердосплавного элемента (грибовидного или любой другой формы, но имеющего габариты в плане, по меньшей мере, частично превышающие габариты отверстия в подложке), перекрывающего сверху отверстие в подложке. Очевидно, что максимальную защиту обеспечивает твердосплавный элемент, полностью перекрывающий сверху сквозное отверстие в подложке с небольшим перехлестом на поверхность подложки. В менее ответственных конструкциях габариты твердосплавного элемента могут совпадать, например, с длиной отверстия и превышать ширину отверстия, или даже не перекрывать отверстие полностью, когда, например, в круглом или овальном отверстии закрепляют грибовидный твердосплавный элемент с прямоугольной в плане головкой, при установке которого по краям головки могут оставаться небольшие сегменты отверстия не закрытые твердосплавным элементом.
Кроме того, заявляемое техническое решение позволяет осуществить свободный доступ к месту соединения подложки и контактирующей с ней части упрочняющей накладки с изнаночной стороны подложки через сквозное отверстие в ней (изнаночная стороны подложки противоположна той стороне подложки, на которой закреплен твердосплавный элемент). Удобный доступ с изнанки подложки облегчает как возможность качественного наложения швов соединения, так и возможность последующего контроля (как с привлечением специальных приборов, так и визуального) полученного соединения, что приводит к упрощению изготовления и благоприятно отражается на надежности соединения. После закрепления упрочняющей накладки на упрочняемой поверхности указанная граница соединения, располагаясь под твердосплавным элементом внутри подложки, оказывается закрытой от негативного воздействия разрушающих факторов внешней среды и, следовательно, обеспечивает улучшенную защиту упрочняемой поверхности.
Выполнение упрочняющей накладки в заявляемом виде позволяет также создать сплошную облицовку на упрочняемой поверхности. В соответствии с первым вариантом выполнения сплошная облицовка может быть получена за счет использования твердосплавных элементов грибовидной формы, их закрепления на поверхности подложки встык друг к другу головками и заглубления ножки элемента в отверстие подложки. Такой вид закрепления технологически просто выполняется и обеспечивает получение высоконадежной облицовки, но ведет к перерасходу дорогостоящего твердосплавного материала на выполнение ножки твердосплавного элемента. В заявляемой накладке по второму варианту выполнения в толщу подложки заглубляют (полностью или частично) пяту. Заглубленная в подложку пята (выполняя функцию анкера) обеспечивает надежное закрепление твердосплавного элемента на подложке и позволяет избежать излишних затрат твердосплавного материала. Такой вариант выполнения применим для упрочнения менее ответственных конструкций.
Выполнение подложки со сквозными отверстиями, т.е. с сечением, обладающим малой жесткостью, позволяет выгнуть подложку так, что ее форма будет повторять форму подлежащей ремонту детали, т.е. провести формовку подложки по профилю упрочняемой поверхности. В том случае, когда для ремонта используют подложку значительной толщины, затрудняющей ее изгиб или если форма поверхности детали, подлежащей ремонту слишком сложна, то подложка может быть заранее изготовлена так, что при наложении на упрочняемую поверхность она точно повторит контур ее поверхности, т.е. будет конгруэнтна упрочняемой поверхности.
Выполнение подложки так, что ее внешний контур занимает положение, утопленное по отношению к закрепленному/закрепленным на ней твердосплавным элементам, т.е. с обеспечением выступа периферийной части твердосплавного/ых элемента/ов относительно внешнего контура подложки позволяет защитить сварной шов, прикрепляющий подложку к упрочняемой поверхности,
Выполнение на изнаночной стороне подложки отверстий или выступов позволяет улучшить качество соединения подложки и упрочняемой поверхности. Это может быть достигнуто за счет внедрения в подложку каких-либо выступов упрочняемой поверхности или каких-либо соединительных деталей, пропущенных через упрочняемую поверхность в тело подложки, а также за счет внедрения в упрочняемую поверхность каких-либо зацепов, выступающих над изнаночной стороной подложки.
Обеспечить улучшение качества сцепления упрочняющей накладки с упрочняемой поверхностью можно и за счет выполнения подложки с толщиной меньшей, чем высота ножки грибовидного элемента или пяты. В этом случае ножка или пята может быть при закреплении на упрочняемой поверхности частично внедрена в эту поверхность для выполнения функции анкера.
Заявляемое техническое решение поясняется чертежами, на которых изображены:
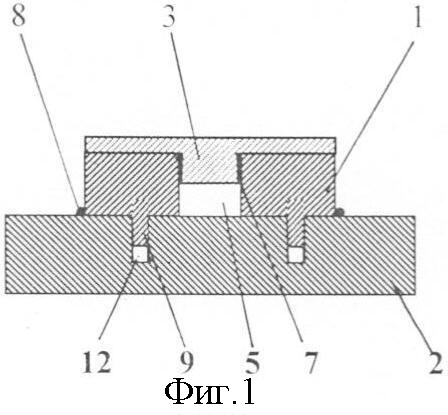
Фиг.1. Сечение по заявляемой накладке (вариант выполнения накладки с грибовидным твердосплавным элементом и подложкой, снабженной выступами на изнаночной поверхности).
Фиг.2. Сечение по заявляемой накладке (вариант выполнения накладки с облицовкой на плоской упрочняемой поверхности из грибовидных твердосплавных элементов, внешний контур которой выступает относительно внешнего контура подложки, подложка выполнена с глухими отверстиями на изнаночной поверхности).
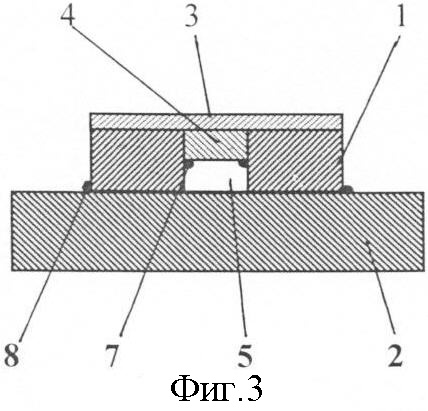
Фиг.3. Сечение по заявляемой накладке (вариант выполнения накладки с пятой, полностью заведенной в сквозное отверстие подложки).
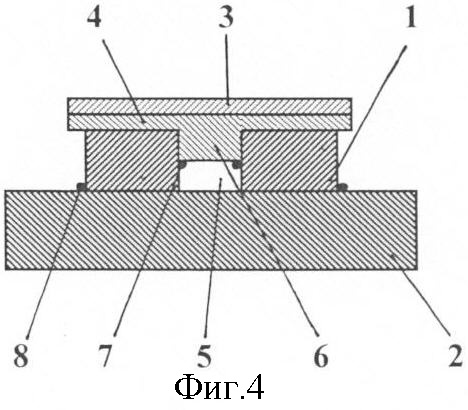
Фиг.4. Сечение по заявляемой накладке (вариант выполнения накладки с пятой, выступ которой заведен в сквозное отверстие подложки).
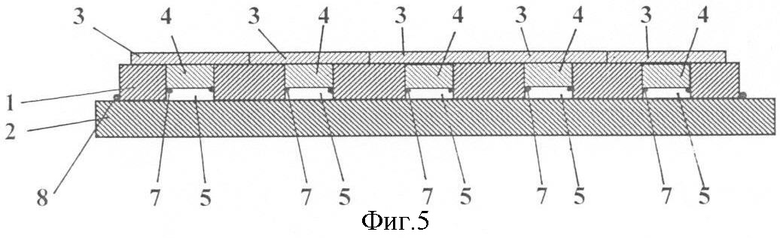
Фиг.5. Сечение по заявляемой накладке (вариант выполнения сплошной облицовки на плоской упрочняемой поверхности из накладок с пятой, полностью заведенной в сквозное отверстие подложки).
Упрочняющая накладка содержит подложку 1, выполненную из материала, обладающего свариваемостью с материалом упрочняемой поверхности 2, твердосплавный элемент 3 и пяту 4. В подложке 1 выполнено сквозное отверстие 5. В соответствии с первым вариантом изобретения твердосплавный элемент 3 выполняют грибовидной формы, в соответствии со вторым вариантом изобретения форма твердосплавного элемента может быть произвольной, но рациональнее всего выполнение твердосплавного элемента в виде пластины, т.к. это снижает расход дорогостоящего твердосплавного материала. Пята 4 может иметь размеры, позволяющие полностью завести ее в сквозное отверстие 5 подложки 1, в этом случае нижняя поверхность твердосплавного элемента 3 непосредственно соприкасается с лицевой верхней поверхностью подложки 1. Соединение пяты 4 и подложки 1 может быть осуществлено и путем погружения в сквозное отверстие подложки 1 выступа 6 (или нескольких выступов 6) одной пяты 4. В этом случае нижняя поверхность твердосплавного элемента 3 будет приподнята над верхней поверхностью подложки 1 на толщину верхней части пяты 4. Пята 4 жестко соединена с твердосплавным элементом 3 и подложкой 1. Жесткое соединение твердосплавного элемента 3 с пятой 4 может быть осуществлено путем посадки с натягом или пайки, что обусловлено материалом твердосплавного элемента 3.
В качестве части упрочняющей накладки, контактирующей с подложкой 1, в первом варианте выполнения выступает ножка грибовидного твердосплавного элемента 3, а во втором варианте выполнения - пята 4. Вид соединения этих деталей зависит от материала, из которого они изготовлены. Ножку грибовидного твердосплавного элемента 3 закрепляют в подложке посадкой с натягом или пайкой. Соединение пяты 4 с подложкой 1 зависит от материала, из которого выполнена пята 4. Если пята 4 выполнена из материала, который не сваривается с материалом подложки 1, то соединение осуществляют за счет пайки или посадки с натягом. Если материал пяты 4 сваривается с материалом подложки 1, то подложку 1 и пяту 4 соединяют сваркой. Причем шов 7 соединения ножки грибовидного твердосплавного элемента 3 (по первому варианту выполнении) и пяты 4 (по второму варианту выполнения) с подложкой 1 наносят за счет подхода к соединяемым деталям с изнаночной стороны подложки 1 через сквозное отверстие 5. Это обеспечивает свободу доступа к указанной границе соединения, т.е. упрощает изготовление. Это облегчает возможность качественного выполнения шва 7 соединения. Полученный таким образом шов 7 соединения будет располагаться внутри толщи подложки 1, т.е. не будет впоследствии при эксплуатации упрочняющей накладки подвержен разрушающему воздействию среды, т.к. габариты в плане твердосплавного элемента 3, закрывающего сверху (со стороны воздействия разрушающих факторов среды)сквозное отверстие 5 превышают габариты в плане этого сквозного отверстия 5 /это относится как к габаритам головки грибовидного твердосплавного элемента, так и к твердосплавному элементу 3, соединяемому с подложкой посредством пяты 4/. Кроме того, сквозное отверстие 5 открывает доступ для проведения контроля полученного соединения между ножкой грибовидного твердосплавного элемента 3 или пятой 4 с подложкой 1, позволяя легко выявить непропай, непровар и прочие дефекты соединения.
Твердосплавные элементы 3 могут быть размещены относительно подложки 1 так, что они образуют на ее лицевой поверхности сплошную облицовку за счет установки торцами встык один к другому. Это позволяет полностью защитить упрочняемую поверхность 2 твердосплавным покрытием за счет использования подложки 1 такого размера, какой полностью закроет всю деталь, требующую защиты.
Подложка 1 может быть выполнена в виде элемента, форма поверхности которого, предназначенная для накладывания на упрочняемую поверхность 2, конгруэнтна этой поверхности 2. Требуемую форму подложки 1 можно получить либо за счет простого изгиба плоской перфорированной пластины - заготовки для получения подложки 1, либо за счет изготовления детали требуемой формы и последующего выполнения в ней сквозных отверстий 5.
Упрочняющую накладку применяют следующим образом.
Заранее изготовленную в заводских условиях накладку устанавливают на участок поверхности 2, подлежащий упрочнению, и приваривают к ней по контуру подложки 1 посредством сварного шва 8. При этом граница соединения ножки грибовидного твердосплавного элемента 3 или пяты 4 с подложкой 1 оказывается расположенной под твердосплавным элементам 3, т.е. становится недоступной для воздействия разрушающих факторов среды. Сварной шов 8, прикрепляющий подложку 1 к упрочняемой поверхности, испытывает значительно меньшие нагрузки, т.к. располагается вне зоны максимального воздействия разрушающих факторов. Для снижения негативного воздействия разрушающих факторов на шов 8 его утапливают под выступ твердосплавного элемента 3 относительно края подложки 1. Выполнение на изнаночной стороне подложки 1 выступов 9 и/или отверстий 10 при закреплении упрочняющей накладки на упрочняемой поверхности позволяет улучшить качество соединения подложки и упрочняемой поверхности. Подложка 1 и упрочняемая поверхность 2 могут быть соединены с участием этих выступов 9 и отверстий 10 с соответствующими им выступами 11 и отверстиями 12 в упрочняемой поверхности 2. Такое соединение может быть осуществлено за счет запрессовки соединительных шпилек, соединения посредством штифта, пропущенного через упрочняемую поверхность в подложку и пр.
При защите поверхности 2 с незначительной кривизной может быть использована упрочняющая накладка с плоской сравнительно тонкой подложкой 1, которую выгибают уже на месте использования в соответствии с профилем упрочняемой поверхности 2. При защите поверхности 2 со значительными изгибами используют накладку с подложкой 1, форма поверхности которой заранее отформована в соответствии с формой упрочняемой поверхности 2, повторяя форму этой поверхности 2.
Из сказанного, очевидно, что заявляемое конструктивное выполнение накладки, упрощая изготовление накладки за счет обеспечения свободного доступа к границе соединения пяты 4 и подложки 1 для выполнения как самого соединения, так и проверки качества его выполнения, а также отсекая посредством твердосплавного элемента негативное воздействие разрушающих факторов среды на границу соединения подложки 1 и контактирующей с ней части упрочняемой накладки при эксплуатации упрочняющей накладки, повышает долговечность упрочняющей накладки, а следовательно, и улучшает защиту упрочняемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и ремонта подбойки шпалоподбивочной машины | 2016 |
|
RU2624282C1 |
| ПОДБОЙКА ШПАЛОПОДБИВОЧНОЙ МАШИНЫ | 2006 |
|
RU2329346C1 |
| ВСТАВКА ИЗ ТВЕРДОСПЛАВНОГО МАТЕРИАЛА ДЛЯ ИНСТРУМЕНТА ШПАЛОПОДБИВОЧНОЙ МАШИНЫ | 2015 |
|
RU2599137C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ НА ИЗНАШИВАЕМОЙ ПОВЕРХНОСТИ ИЗНОСОСТОЙКОГО ЭЛЕМЕНТА (ВАРИАНТЫ) | 2011 |
|
RU2489243C2 |
| Лопатка шпалоподбойки | 2018 |
|
RU2691546C1 |
| ПОДБОЙКА ШПАЛОПОДБИВОЧНОЙ МАШИНЫ | 2005 |
|
RU2293155C1 |
| ПОДБОЙКА ШПАЛОПОДБИВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2013 |
|
RU2541561C1 |
| ЛОПАТКА ПОДБОЙКИ | 2014 |
|
RU2564554C1 |
| УПЛОТНИТЕЛЬНО-ПОДБИВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ БАЛЛАСТА РЕЛЬСОВОГО ПУТИ (ВАРИАНТЫ) | 2006 |
|
RU2339757C2 |
| Лопатка подбойки шпалоподбивочной машины | 2016 |
|
RU2623853C1 |
Заявленное изобретение предназначено для упрочнения поверхностей металлических конструкций, работающих в условиях абразивного износа, и может быть использовано при ремонте и изготовлении изделий, требующих повышенных прочностных и износостойких свойств. Накладка содержит по меньшей мере один твердосплавный элемент и жестко соединенную с ним подложку из материала, обладающего свариваемостью с материалом упрочняемой поверхности. В подложке выполнено по меньшей мере одно сквозное отверстие. Твердосплавный элемент выполнен грибовидным и заглублен своей ножкой в сквозное отверстие подложки. Габариты головки грибовидного твердосплавного элемента превышают габариты отверстия в подложке. Ножка твердосплавного элемента зафиксирована в отверстии подложки посредством посадки с натягом или пайки. В результате улучшается защита упрочняемой поверхности. 2 н. и 13 з.п. ф-лы, 5 ил.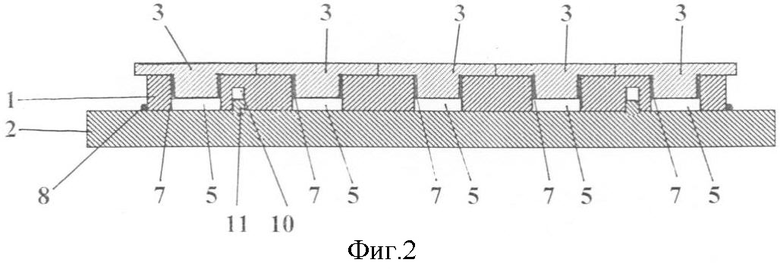
1. Упрочняющая накладка, содержащая по меньшей мере один твердосплавный элемент и жестко соединенную с ним подложку из материала, обладающего свариваемостью с материалом упрочняемой поверхности, в которой выполнено по меньшей мере одно сквозное отверстие, отличающаяся тем, что твердосплавный элемент выполнен грибовидным и заглублен своей ножкой в сквозное отверстие подложки, причем габариты в плане головки грибовидного твердосплавного элемента по меньшей мере частично превышают габариты в плане отверстия в подложке, а ножка зафиксирована в отверстии подложки посредством посадки с натягом или пайки.
2. Упрочняющая накладка по п.1, отличающаяся тем, что твердосплавные элементы размещены относительно подложки так, что образуют на ее лицевой поверхности сплошную облицовку за счет установки встык один к другому торцов грибовидных головок твердосплавных элементов.
3. Упрочняющая накладка по п.1, отличающаяся тем, что подложка выполнена с формой поверхности, предназначенной для накладывания на упрочняемую поверхность, конгруэнтной упрочняемой поверхности.
4. Упрочняющая накладка по п.1, отличающаяся тем, что грибовидная головка твердосплавного элемента выполнена с габаритами в плане, превышающими габариты в плане подложки, для обеспечения выступа периферийной части головки твердосплавного элемента относительно внешнего контура подложки.
5. Упрочняющая накладка по п.2, отличающаяся тем, что внешний контур облицовки из твердосплавных элементов выполнен с габаритами в плане, превышающими габариты в плане подложки, для обеспечения выступа периферийной части облицовки из твердосплавных элементов относительно внешнего контура подложки.
6. Упрочняющая накладка по любому из пп.1-5, отличающаяся тем, что на изнаночной стороне подложки выполнено по меньшей мере одно глухое отверстие и/или по меньшей мере один выступ.
7. Упрочняющая накладка по любому из пп.1-5, отличающаяся тем, что высота ножки грибовидного твердосплавного элемента превышает толщину подложки.
8. Упрочняющая накладка, содержащая по меньшей мере один твердосплавный элемент, снабженный пятой, и подложку из материала, обладающего свариваемостью с материалом упрочняемой поверхности, причем пята жестко соединена с твердосплавным элементом и подложкой, отличающаяся тем, что подложка выполнена со сквозным отверстием, а пята полностью или по меньшей мере одним из своих выступов заведена в это отверстие и зафиксирована в нем либо посредством посадки с натягом или пайки, либо посредством сварки так, что шов соединения расположен с изнаночной стороны подложки, причем габариты в плане твердосплавного элемента по меньшей мере частично превышают габариты в плане отверстия в подложке.
9. Упрочняющая накладка по п.8, отличающаяся тем, что твердосплавные элементы выполнены в виде пластин, размещенных относительно подложки так, что они образуют на ее поверхности сплошную облицовку за счет установки встык один к другому торцов пластин.
10. Упрочняющая накладка по п.8, отличающаяся тем, что подложка выполнена с формой поверхности, предназначенной для накладывания на упрочняемую поверхность, конгруэнтной упрочняемой поверхности.
11. Упрочняющая накладка по п.8, отличающаяся тем, что твердосплавный элемент выполнен с габаритами в плане, превышающими габариты в плане подложки, для обеспечения выступа периферийной части твердосплавного элемента относительно внешнего контура подложки.
12. Упрочняющая накладка по п.9, отличающаяся тем, что внешний контур облицовки из твердосплавных элементов выполнен с габаритами в плане, превышающими габариты в плане подложки, для обеспечения выступа периферийной части облицовки из твердосплавных элементов относительно внешнего контура подложки.
13. Упрочняющая накладка по любому из пп.8-12, отличающаяся тем, что на изнаночной стороне подложки выполнено по меньшей мере одно глухое отверстие и/или по меньшей мере один выступ.
14. Упрочняющая накладка по любому из пп.8-12, отличающаяся тем, что высота пяты превышает толщину подложки.
15. Упрочняющая накладка по любому из пп.8-12, отличающаяся тем, что высота заглубляемого в сквозное отверстие подложки выступа пяты превышает толщину подложки.
| RU 64974 U1, 27.07.2007 | |||
| Комбинированный штамп для изготовления зубьев чулочных машин | 1930 |
|
SU27927A1 |
| ИНСТРУМЕНТ ШПАЛОПОДБОЙНОЙ МАШИНЫ | 2002 |
|
RU2238362C2 |
| СПОСОБ ОДНОМАШИННОЙ, ДВУХСТОРОННЕЙ СИСТЕМЫ, КАНАТНОЙ ВСПАШКИ | 1931 |
|
SU28362A1 |
| JP 2001168150 A, 22.06.2001. | |||

