Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием (ППД) валов и винтов, например, винтовых насосов с большим шагом.
Известно устройство для упрочняющей обработки, состоящее из вибратора возвратно-продольных колебаний деформирующего элемента и кулачка, приводимого во вращение от электродвигателя через бесступенчатый редуктор и предназначенного для возбуждения поперечных колебательных движений этого деформирующего элемента [1].
Известно устройство для ударного вибронакатывания, содержащее корпус, сепаратор с деформирующим элементом, опору в виде гладкого ролика, установленную в корпусе с возможностью вращения, при этом оно снабжено приводом опоры и упругим элементом, один конец которого закреплен на корпусе, а другой на сепараторе [2].
Недостатками известных устройств является то, что в них не используется дополнительное движение по ходу перемещения инструмента, а именно изменение продольной подачи отдельными деформирующими элементами, что снижает качество нанесения микрорельефа на деталь и степень ее рельефности. Что касается получения такого дополнительного движения деформирующих элементов инструмента, то очевидные технические решения предполагают наличие сложных приводов для осуществления такого движения, что усложняет конструкцию устройства и возможность получения дополнительного перемещения. Кроме того, устройства отличаются ограниченными возможностями управления в создании упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности, низким КПД, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности.
Известен инструмент для обработки поверхностей деталей вибронакатыванием, в котором перемещение шариков осуществляют с переменной скоростью в направлении перемещения инструмента относительно детали, причем инструмент содержит державку с шариком [3].
Известен также инструмент для обработки плоских поверхностей деталей вибронакатыванием, содержащий приводную державку, на которой в опорном элементе эксцентрично оси державки размещен шарик [4].
Недостатками известных инструментов [3, 4] является то, что в них не используется дополнительное движение по ходу эксцентричного перемещения инструмента, а именно изменение скорости движения инструмента по дуге, описываемой инструментом, что снижает качество нанесения микрорельефа на деталь и степень ее рельефности. Что касается получения такого дополнительного движения инструмента, то очевидные технические решения предполагают наличие сложных приводов для осуществления такого движения, что усложняет конструкцию инструмента и возможность получения дополнительного перемещения.
Задачей изобретения является расширение технологических возможностей обработки поверхностным пластическим деформированием за счет управления глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности при минимальной энергоемкости и трудоемкости изготовления оснастки путем использования упругого опорного элемента, выполненного в виде винтовой цилиндрической пружины с размещенными в нем деформирующими элементами - шариками, а также снижение себестоимости, повышение производительности и улучшение качества изготовления,
Поставленная задача решается путем использования предлагаемого устройства для обработки деталей типа валов и винтов вибронакатыванием, содержащего корпус и установленный в корпусе опорный элемент с размещенными в нем деформирующими элементами - шариками, причем опорный элемент выполнен упругим в виде винтовой цилиндрической пружины, охватывающей обрабатываемую заготовку, один конец которой жестко прикреплен к торцу корпуса, а сам опорный элемент расположен в центральном отверстии корпуса на упругой втулке, при этом на внутренней поверхности опорного элемента - пружины в гнездах установлены деформирующие элементы - шарики.
Сущность конструкции и работа устройства поясняется чертежами.
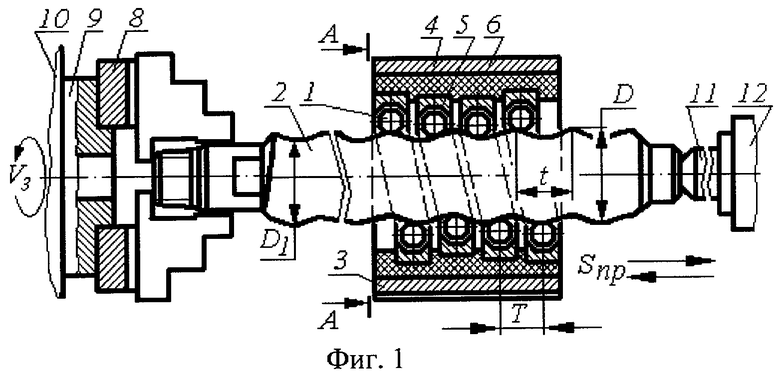
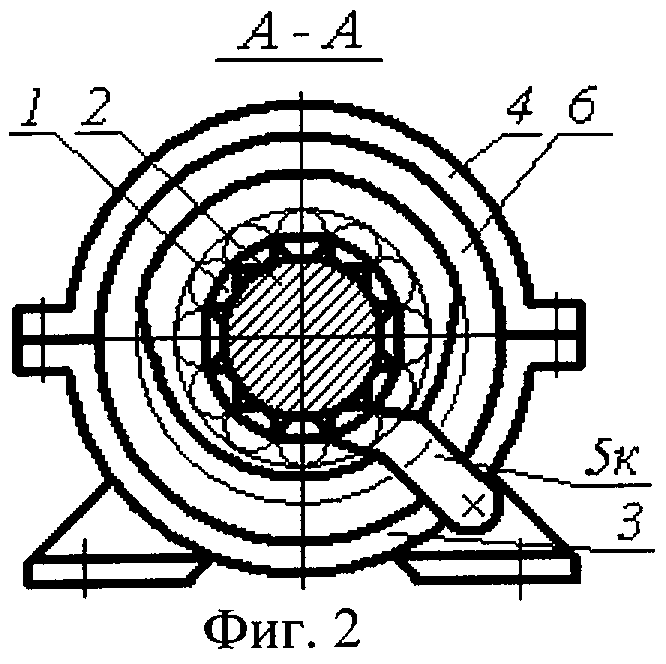
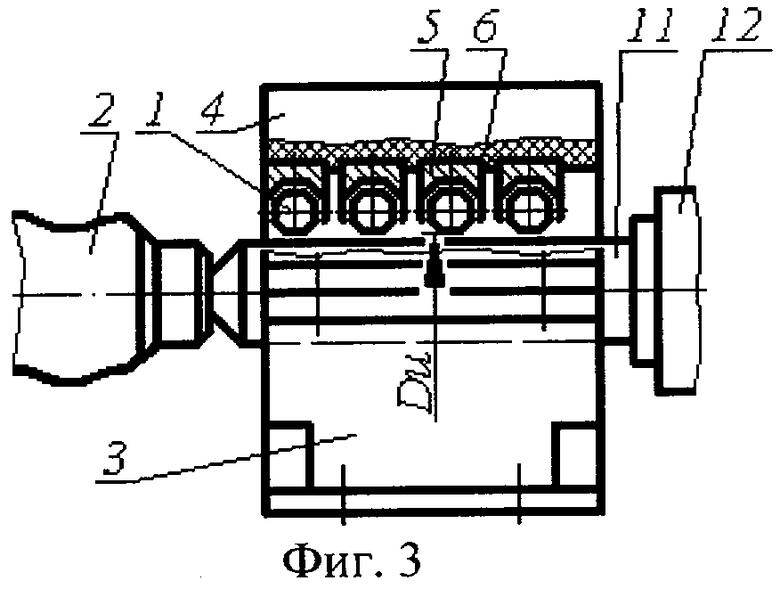
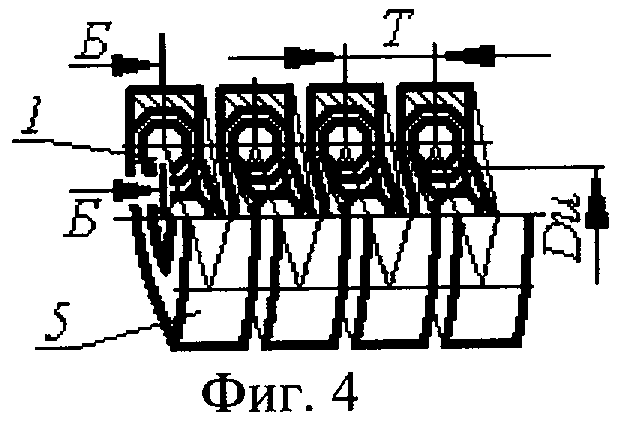
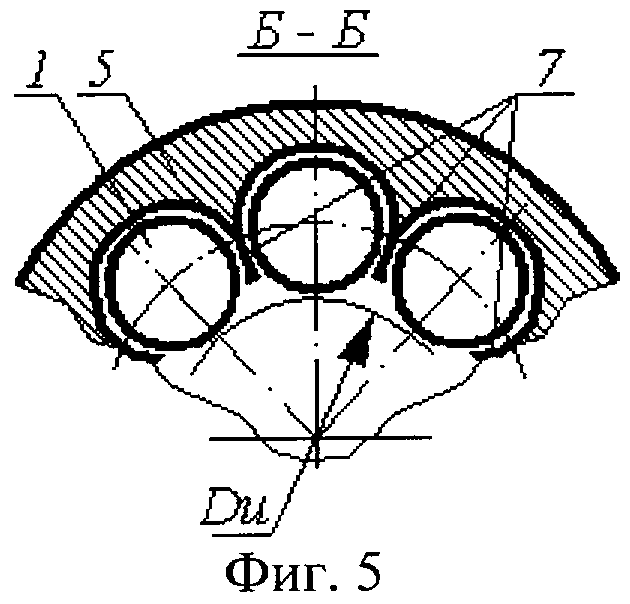
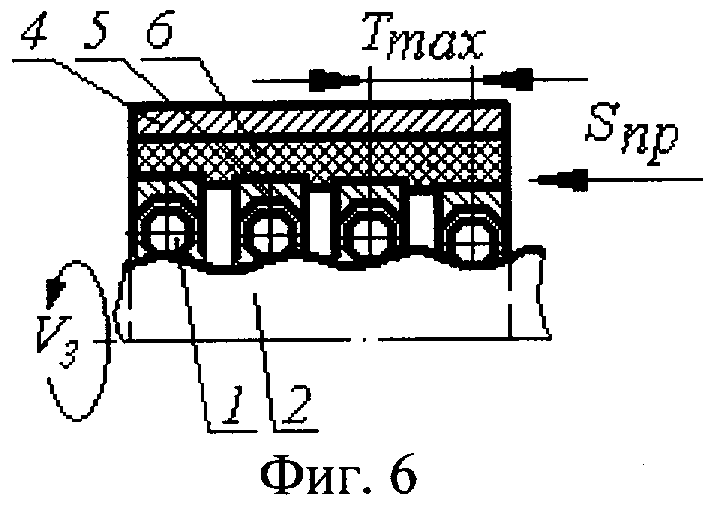
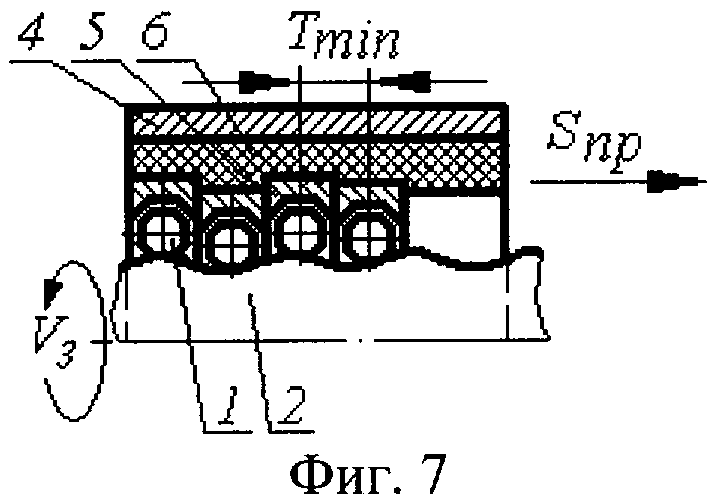
На фиг.1 представлена схема обработки вибронакатыванием винта предлагаемым устройством, продольный разрез; на фиг.2 - сечение по А-А на фиг.1; на фиг.3 - вариант установки устройства и заготовки перед обработкой; на фиг.4 - опорный элемент в виде винтовой цилиндрической пружины с деформирующими элементами - шариками внутри, частичный продольный разрез; на фиг.5 - сечение по Б-Б на фиг.4; на фиг.6 - показано продольное перемещении Sпр устройства справа налево, при этом пружина опорного элемента увеличивается в длине, и шаг витков увеличивается до максимального значения Тmax на фиг.7 - показано продольное перемещении Sпр устройства слева направо, при этом пружина опорного элемента уменьшается в длине, и шаг витков уменьшается до минимального значения Tmin.
Предлагаемое устройство относится к многоэлементному инструменту с установленными на заданный размер свободными деформирующими элементами - шариками 1 и служит для вибрационной обработки поверхностным пластическим деформированием (ППД) - накатыванием валов и нежестких винтов 2 преимущественно с большим шагом, например, винтов нефтяных насосов.
Предлагаемое устройство содержит корпус, имеющий в своем составе основание 3 и крышку 4, которые соединены винтами. В центральном отверстии корпуса установлен опорный элемент 5 с размещенными в нем деформирующими элементами - шариками 1. Опорный элемент 5 выполнен упругим в виде винтовой цилиндрической пружины и выполняет функции сепаратора.
Опорный элемент - пружина 5 охватывает обрабатываемую заготовку 2 и в свободном состоянии ее внутренний диаметр по вершинам деформирующих элементов - шариков Dи меньше, чем диаметр обрабатываемой заготовки D1.
Один конец 5к опорного элемента - пружины 5 жестко прикреплен к торцу корпуса. На фиг.3 конец 5к опорного элемента - пружины 5 жестко прикреплен к торцу основания 3 (см. фиг.2).
Опорный элемент 5 расположен в центральном отверстии корпуса на упругой втулке 6, которая изготовлена, например, из резины путем вулканизации или другого упругого материала. Упругая втулка 6 позволяет компенсировать изменение диаметра заготовки при обработке винтов. Кроме того, упругая втулка 6 позволяет изменять свою жесткость при соединении и стягивании крышки 4 с основанием 3, тем самым изменяя усилия воздействия деформирующих элементов на заготовку.
На внутренней поверхности опорного элемента - пружины 5 в гнездах 7 установлены деформирующие элементы - шарики 1 и удерживаются в них.
Устройство работает следующим образом.
Устройство, установленное, например, на суппорте токарного станка (не показан), подводят к заготовке, которая закреплена в патроне 8 шпинделя 9 передней бабки 10, и вводят удлиненный задний центр 11 задней бабки 12 в отверстие устройства и поджимают заготовку задним центром 11.
Включают вращательное движение заготовки VЗ и продольную подачу Sпр, при этом устройство наезжает на заготовку и деформирующие элементы - шарики прижимаются к обрабатываемой поверхности с усилием, развиваемым упругим опорным элементом - пружиной 5 и упругой втулкой 6, необходимым для нанесения микрорельефа.
При этом опорный элемент - пружина 5 раскручивается, и витки стремятся уменьшиться в диаметре - сжимаются, и деформирующими элементами - шариками производится нанесение микрорельефа на поверхность заготовки.
За счет имеющих место неровностей поверхности заготовки, а также различной твердости и шероховатости отдельных ее участков деформирующие элементы - шарики перемещаются в продольном направлении по поверхности обрабатываемой детали, то уменьшая, то увеличивая шаг Т пружины опорного элемента, сжимая и разжимая ее витки. Диаметр заготовки изменяется от D1 до D, в результате чего скорость перемещения деформирующих элементов - шариков по поверхности изменяется.
На фиг.6 при продольном перемещении Sпр устройства справа налево пружина опорного элемента увеличивается в длине, и шаг витков увеличивается до максимального значения Тmax. При изменении направления (см. фиг.7) продольной подачи Sпр устройства слева направо пружина опорного элемента уменьшается в длине, и шаг витков уменьшается до минимального значения Tmin.
Такие дополнительные движения деформирующих элементов - шариков обеспечивают дополнительное смятие на линиях траектории перемещения их и образуют дополнительные выступы и впадины, т.е. усложняют микрорельеф на поверхности заготовки.
Скорость вращения заготовки VЗ задают в зависимости от требуемой производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30…150 м/мин. Устройству сообщают продольную подачу SПР не более 0,1…3,0 мм/об. Оптимальную подачу Sпр о определяют по формуле:
Sпр о=k SЭ,
где k - число деформирующих элементов;
SЭ - подача на один деформирующий элемент, принимается для шариков не более - 0,01…0,05 мм/об.
При переходе на обработку другого типоразмера вала или винта в устройстве достаточно заменить опорный элемент и деформирующие элементы.
Пример. Обрабатывался вибронакатыванием винт левый Н41.1016.01.001 винтового нефтедобывающего насоса ЭВН5-25-1500, который имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - D1=27-0,05 мм, D=30,3 мм, эксцентриситет e1=1,65 мм, е=3,3 мм, шаг t=28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207…228, масса - 5,8 кг. Предварительная обработка точением и финишная обработка вибронакатыванием проводилась на токарно-винторезном станке мод. 16К20, окружная скорость заготовки - VЗ=84,78 м/мин (1,41 м/с), nЗ=1000 об/мин, продольную подачу принимали Sпр о=48·0,03=1,44 мм/об, где k=48 - количество шариков в устройстве, диаметр шариков - 7,94 мм. Усилие вибронакатывания составляло около ≈700 Н, глубина наклепанного слоя находилась в пределах 0,15…0,20 мм; величина, на которую изменился размер после обкатки - 0,01…0,02 мм; смазывающее-охлаждающей жидкостью при обкатывании служил сульфофрезол (5%-ная эмульсия).
Требуемая шероховатость и точность винтовой поверхности была достигнута через Тм=1,13 мин (против Тм баз=16,75 мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием абразивной лентой ЛВТ 2200×55 Э4, 5-8-10 ГОСТ 12439-79 на токарном станке 1К62 на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Накопленная погрешность между любыми не соседними шагами была не более 0,1 мм, просвет при контроле лекальной линейкой образующих по диаметру выступов - не более 0,07 мм, что допустимо по ТУ.
Достоинствами предлагаемого многоэлементного устройства являются:
- возможность вибронакатывания нежестких валов и винтов с повышением точности обработки на 10…20%, отклонение формы не более 10…30 мкм;
- позволяет вести вибронакатывание на максимальных подачах по сравнению с известными одноэлементными или трехэлементными устройствами;
- уменьшает погрешность предшествующей обработки;
- многоэлементность устройства позволяет осуществить многопроходность обработки, за счет чего достигается более высокое качество обработки;
- позволяет разгрузить узлы станка от одностороннего приложения усилия и обрабатывать нежесткие валы и винты;
- образование определенной макро- и микрогеометрической формы обработанной поверхности, уменьшение параметра шероховатости - сглаживание поверхности, изменение структуры материала - поверхностный наклеп и создание определенного напряженного состояния - все это благоприятно действует на износостойкость.
Предлагаемое устройство не сложное по конструкции и надежное в эксплуатации, а способ вибронакатывания цилиндрических и винтовых поверхностей устройством отличается простотой в реализации. Получаемые на поверхности упрочняемой заготовки структуры слоев обладают повышенной твердостью, а соответственно, износостойкостью и сопротивлением усталостному разрушению. Использование предлагаемого устройства позволяет повысить производительности обработки в 1,5…2,0 раза и обеспечить высокую точность.
Устройство позволяет увеличить степень рельефности без усложнения конструкции инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ВАЛОВ И ВИНТОВ | 2009 |
|
RU2412041C1 |
| СПОСОБ УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2367564C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ВИНТОВ С НЕБОЛЬШОЙ ВЫСОТОЙ ПРОФИЛЯ | 2008 |
|
RU2362665C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383424C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383425C1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2314906C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2428298C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433902C2 |
| ИНСТРУМЕНТ ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2425745C2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433903C2 |
Изобретение относится к обработке металлов давлением, в частности к обработке поверхностным пластическим деформированием валов и винтов. Устройство содержит корпус и установленный в корпусе опорный элемент с размещенными в нем деформирующими элементами - шариками. Опорный элемент выполнен в виде охватывающей обрабатываемую заготовку винтовой цилиндрической пружины с гнездами. Опорный элемент расположен в центральном отверстии корпуса на упругой втулке. Один конец упомянутой пружины жестко прикреплен к торцу корпуса. Деформирующие элементы - шарики установлены на внутренней поверхности пружины в гнездах. В результате расширяются технологические возможности, повышается производительность и обеспечивается высокая точность обработки. 7 ил.
Устройство для обработки деталей типа валов и винтов вибронакатыванием, содержащее корпус и установленный в корпусе опорный элемент с размещенными в нем деформирующими элементами - шариками, отличающееся тем, что опорный элемент выполнен упругим в виде винтовой цилиндрической пружины, охватывающей обрабатываемую заготовку, один конец которой жестко прикреплен к торцу корпуса, опорный элемент расположен в центральном отверстии корпуса на упругой втулке, при этом на внутренней поверхности опорного элемента - пружины в гнездах установлены деформирующие элементы - шарики.
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU313647A1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ВИНТОВ С КРУГЛЫМ ПОПЕРЕЧНЫМ ПРОФИЛЕМ | 2007 |
|
RU2337805C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ОБКАТЫВАНИЯ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2329135C1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

