Изобретение относится к технологии машиностроения, в частности к устройствам для отделочно-упрочняющей обработки деталей из сталей и сплавов поверхностным пластическим деформированием (ППД) со статико-импульсным нагружением деформирующих элементов.
Известно устройство для упрочняющей обработки, состоящее из вибратора возвратно-продольных колебаний деформирующего элемента и кулачка, приводимого во вращение от электродвигателя через бесступенчатый редуктор и предназначенного для возбуждения поперечных колебательных движений этого деформирующего элемента [1].
Устройство отличается ограниченными возможностями управления в создании гетерогенных упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности, низким КПД, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности.
Известно устройство для ударного вибронакатывания, содержащее корпус, сепаратор с деформирующим элементом, опору в виде гладкого ролика, установленную в корпусе с возможностью вращения, при этом оно снабжено приводом опоры и упругим элементом, один конец которого закреплен на корпусе, а другой - на сепараторе [2].
Устройство отличается ограниченными возможностями управления в создании гетерогенных упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности, низким КПД, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности.
Известно устройство для статико-импульсного упрочнения сложнопрофильных деталей, содержащее камеру, которая заполнена деформирующими элементами в виде микрошариков или шариков и выполнена с возможностью размещения в ней заготовки, и волновод, при этом оно снабжено размещенными в камере двумя колодками с вогнутыми цилиндрическими поверхностями, бойком, первым гидроцилиндром, подключенным к гидравлическому генератору импульсов для создания импульсной нагрузки на деформирующие элементы, и вторым гидроцилиндром, выполненным с возможностью воздействия на первый гидроцилиндр для создания статической нагрузки на деформирующие элементы, последние расположены между цилиндрическими вогнутыми поверхностями колодок и заготовкой с возможностью охватывания последней, одна из упомянутых колодок выполнена с возможностью передвижения и шарнирно соединена с волноводом, камера выполнена со сквозными отверстиями в ее двух противоположных стенках для обеспечения прохождения заготовки и содержит затворы с амортизаторами, расположенные в упомянутых сквозных отверстиях камеры, при этом волновод и боек выполнены одинакового диаметра и расположены в первом гидроцилиндре [3, 4].
Известное устройство представляет собой весьма сложную, дорогостоящую, металлоемкую и энергоемкую конструкцию, которая значительно увеличивает себестоимость изготовления обрабатываемых деталей.
Задачей изобретения является расширение технологических возможностей статико-импульсной обработки поверхностным пластическим деформированием за счет управления глубиной упрочненного слоя, степенью упрочнения и микрорельефом поверхности при минимальной энергоемкости и трудоемкости изготовления оснастки путем использования устройства, имеющего деформирующие элементы, подвешенные на упругих пластинах, взаимодействующие с кулачковым барабаном.
Поставленная задача решается с помощью предлагаемого устройства для статико-импульсного упрочнения винтов, содержащего корпус в виде диска, выполненный с возможностью вращения, и деформирующие элементы, при этом оно снабжено пластинчатыми пружинами и кулачковым барабаном, закрепленным неподвижно относительно корпуса, на торце которого выполнены кулачки в виде выступов и впадин, выполненные с возможностью контакта со средней частью пластинчатых пружин, упомянутые деформирующие элементы закреплены на одних концах пластинчатых пружин, которые другими концами радиально и жестко закреплены на торце диска.
Особенности конструкции и работы предлагаемого устройства поясняются чертежами.
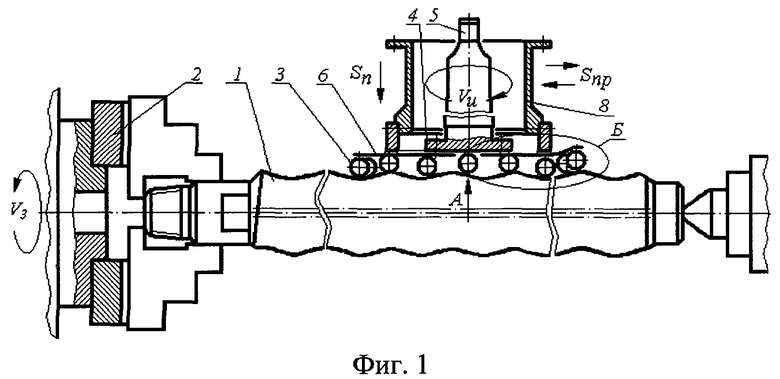
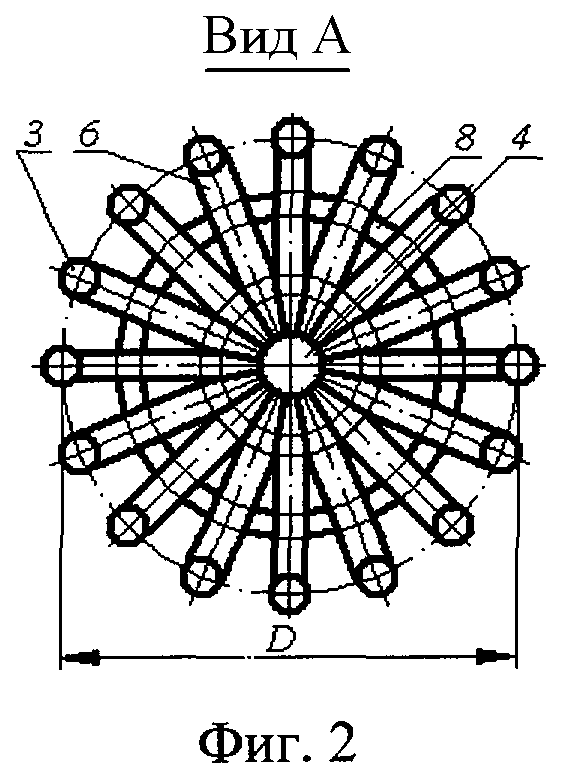
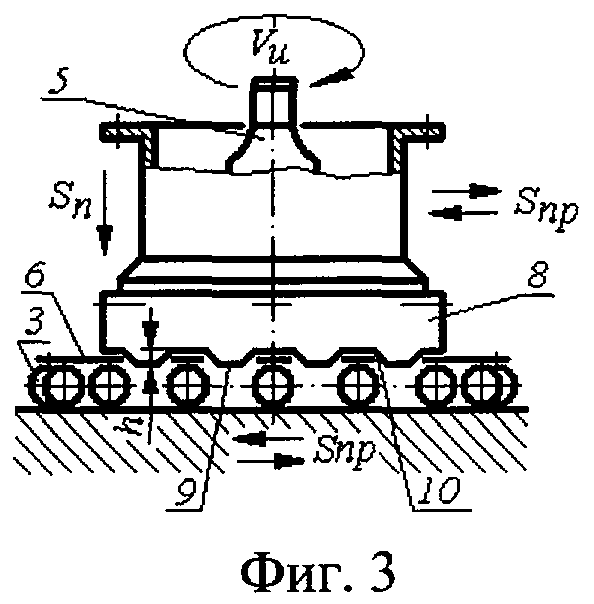
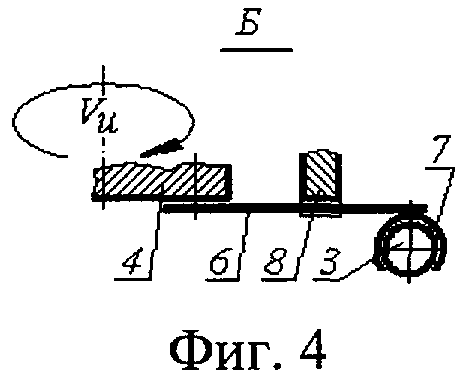
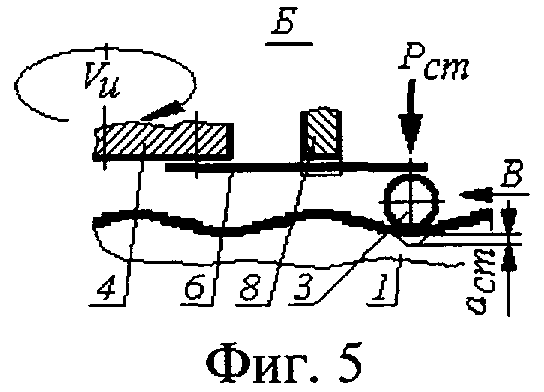
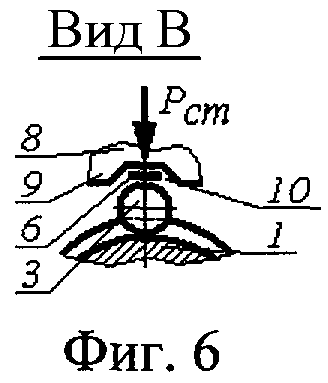
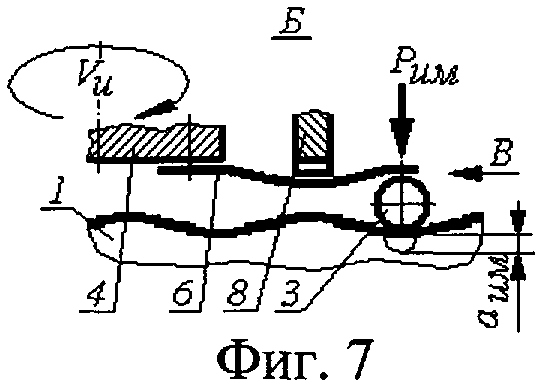
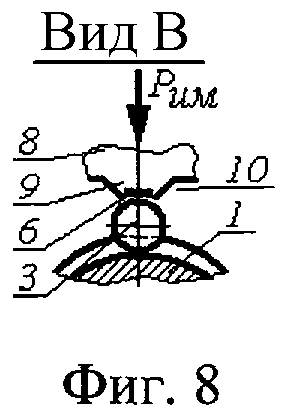
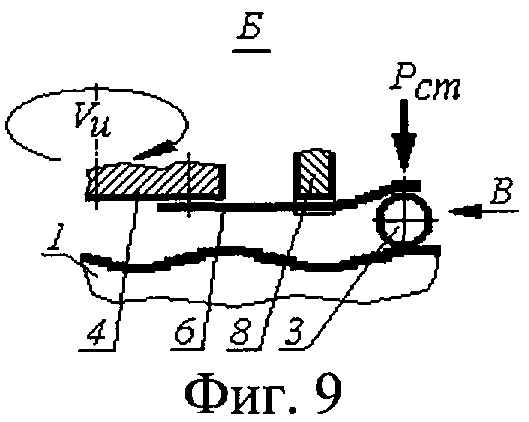
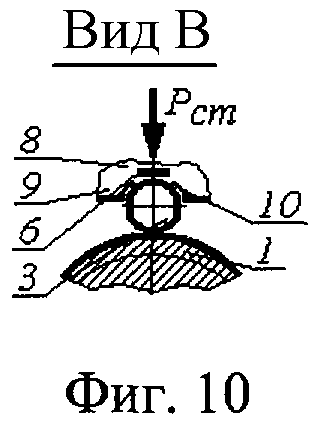
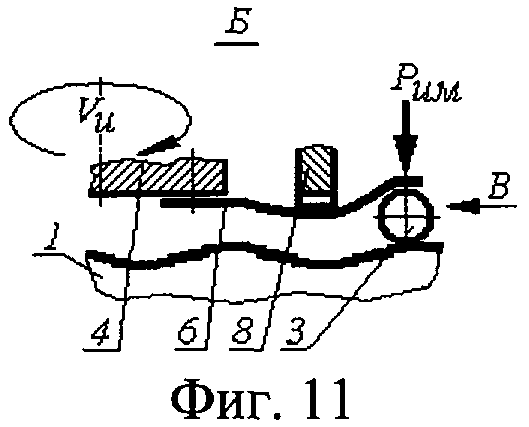
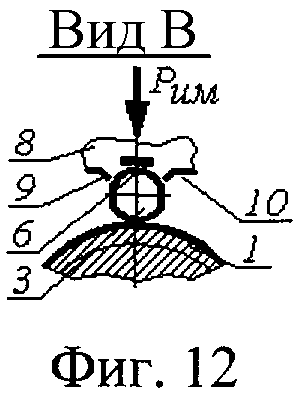
На фиг.1 изображено предлагаемое устройство, продольный разрез, и схема упрочнения винтовой поверхности заготовки винта на токарном станке с использованием трехкулачкового самоцентрирующего патрона с поджатием задним центром; на фиг.2 - вид по А на фиг.1, вид с торца устройства; на фиг.3 - общий вид устройства применительно к обработки плоской поверхности; на фиг.4 - вариант крепления деформирующего элемента на пластинчатой пружине с использованием сепаратора; на фиг.5 - элемент Б на фиг.1, положение деформирующего элемента, закрепленного на пластинчатой пружине, когда элемент находится во впадине обрабатываемого винта, а кулачковый барабан контактирует с пластинчатой пружиной впадиной; на фиг.6 - вид В на фиг.5; на фиг.7 - элемент Б на фиг.1, положение деформирующего элемента, закрепленного на пластинчатой пружине, когда элемент находится во впадине обрабатываемого винта, а кулачковый барабан контактирует с пластинчатой пружиной выступом; на фиг.8 - вид В на фиг.7; на фиг.9 - элемент Б на фиг.1, положение деформирующего элемента, закрепленного на пластинчатой пружине, когда элемент находится на выступе витка обрабатываемого винта, а кулачковый барабан контактирует с пластинчатой пружиной впадиной; на фиг.10 - вид В на фиг.9; на фиг.11 - элемент Б на фиг.1, положение деформирующего элемента, закрепленного на пластинчатой пружине, когда элемент находится на выступе витка обрабатываемого винта, а кулачковый барабан контактирует с пластинчатой пружиной выступом; на фиг.12 - вид В на фиг.11.
Предлагаемое устройство предназначено для статико-импульсного упрочнения винтов поверхностным пластическим деформированием (ППД). Устройство устанавливается, например, на суппорте токарного станка (не показан), заготовке винта 1, закрепленной в трехкулачковом самоцентрирующем патроне 2 и поджатой задним центром, сообщается вращательное движение Vз относительно собственной продольной оси, устройству - продольная подача Sпр, а деформирующим элементам 3 - статическая Рст и импульсная Рим нагрузки в поперечном направлении Sп, а также вращательное движение Vи.
Предлагаемое устройство имеет корпус 4 в виде диска, на торце которого на пластинчатых пружинах установлены деформирующие элементы 3. На противоположном торце корпуса выполнен хвостовик в виде конуса 5, предназначенный для крепления в шпинделе индивидуального привода (не показан).
Деформирующие элементы 3 закреплены на одних концах пластинчатых пружин 6, изготовленных, например, из стальной холоднокатаной ленты согласно ГОСТ 21996-76. Пластинчатые пружины 6 радиально и жестко закреплены другими концами на торце корпуса 4. Деформирующие элементы 3 закреплены на одном диаметре D, который выбирается по конструктивным соображениям. Деформирующие элементы 3 могут быть закреплены на пластинчатых пружинах 6 как жестко, так и подвижно с использованием сепаратора. Вариант крепления деформирующих элементов 3 на пластинчатых пружинах 6 с использованием сепаратора 7 (см. фиг.4).
Средней частью пластинчатые пружины 6 контактируют с кулачковым барабаном 8, который закреплен неподвижно относительно корпуса 4 и имеет на торце кулачки в виде выступов 9 и впадин 10. Кулачковый барабан 8 установлен соосно корпусу 4 и хвостовику 5, охватывает корпус устройства и имеет количество выступов 9 и впадин 10, равное количеству пластинчатых пружин 6. Кулачковый барабан 8 крепится к неподвижному корпусу индивидуального привода (не показан) и имеет возможность регулирования своей высоты с целью установки необходимого натяга деформирующих элементов при настройке.
Торцовая поверхность кулачкового барабана 8, обращенная к пластинчатым пружинам, представляет собой впадины 10 и выступы 9, набегая на которые, пластинчатые пружины 6 с деформирующими элементами 3 осуществляют статическое Рст и импульсное Рим воздействие на обрабатываемую винтовую поверхность.
При контактировании пластинчатых пружин 6 с впадинами 10 кулачкового барабана 8 обеспечивается статическая Рст нагрузка, оказываемая деформирующими элементами 3 на обрабатываемую поверхность. При набегании пластинчатых пружин 6 на выступы 9 кулачкового барабана 8 развивается импульсная нагрузка Рим.
Частота воздействия статической Рст и импульсной Рим нагрузок зависят от скорости вращения Vи корпуса с деформирующими элементами. Величина статической Рст нагрузки устанавливается путем поперечной подачи Sп всего устройства, осуществляемой вручную. Величина импульсной нагрузки Рим обеспечивается высотой h выступа 9 относительно впадины 10.
Если скорость вращения корпуса с деформирующими элементами равна нулю Vи=0, то устройство будет работать в статическом режиме.
Вращение корпуса с деформирующими элементами обеспечивает импульсную нагрузку и создает импульсный режим работы устройства.
Режим загрузки, выгрузки и холостого хода обеспечивается отводом устройства от обрабатываемой заготовки.
Предлагаемое устройство устанавливается, например, на суппорте токарного станка (не показан).
Предлагаемое устройство работает следующим образом.
Заготовка винта крепится, например, в токарном патроне токарного станка (не показан) и поджимается центром задней бабки.
Включают вращение заготовки Vз.
Для работы в статическом режиме суппорт с устройством вручную перемещают в поперечном направлении до касания деформирующих элементов обрабатываемой поверхности заготовки и дают необходимый натяг.
Затем включают продольную подачу Sпр и производят упрочнение со статической нагрузкой Рст. При этом пластинчатые пружины находятся во впадинах кулачкового барабана и привод вращения корпуса устройства не включен, т.е. Vи=0. В результате этого действия осуществляется статическое пластическое деформирование поверхности заготовки на величину αст.
Импульсный режим ППД, характеризуемый наличием ударной нагрузки Рим, осуществляется при вращении корпуса с деформирующими элементами за счет воздействия выступов на пластинчатые пружины с деформирующими элементами с частотой, зависящей от скорости принудительного вращения корпуса с деформирующими элементами Vи, а величина импульсной нагрузки Рим обеспечивается высотой h выступа относительно впадины. Пластинчатые пружины с деформирующими элементами набегают на неподвижные выступы кулачкового барабана и ударяют с силой Рим, вдавливая их в упрочняемую поверхность на величину αим.
Величина силы Рим зависит от формы и величины выступов h, от жесткости пластинчатых пружин, а частота импульсов - от скорости вращения корпуса Vи. Пластинчатые пружины, на которых установлены деформирующие элементы, дополнительно выполняют функцию демпфирующих элементов, снижающих вибрационные нагрузки на всю конструкцию предлагаемого устройства и на станок.
На кинетическую энергию удара оказывает влияние угловая скорость движения корпуса Vи и сила статического поджатия деформирующих элементов к упрочняемой поверхности. Количество переданной энергии удара в упрочняемую поверхность будет определяться формой ударных импульсов.
Длительность ударных импульсов определяется размерами площадки выступов кулачкового барабана, с которой контактируют плоские пружины с деформирующими элементами.
В отличие от известных схем упрочнения, когда удар осуществляется непосредственно деформирующим элементом и форма импульса регулируется только за счет изменения диаметра и длины деформирующих элементов, в данном устройстве форма импульса может изменяться за счет формы и размеров выступов, что расширяет технологические возможности и упрощает конструкцию устройства.
Глубина упрочненного слоя, обработанного предлагаемым устройством, достигает 1,5…2,5 мм, что значительно (в 3…4 раза) больше, чем при традиционном статическом упрочнении. Наибольшая степень упрочнения составляет 15…30%. В результате статико-импульсной обработки предлагаемым устройством по сравнению с традиционным накатыванием эффективная глубина слоя, упрочненного на 20% и более, возрастает в 2…3 раза, а глубина слоя, упрочненного на 10% и более - в 1,7…2,2 раза.
Пример. Для оценки параметров качества поверхностного слоя, упрочненного предлагаемым устройством, проведены экспериментальные исследования обработки винта левого Н41.1016.01.001 винтового насоса ЭВН5-25-1500, на токарном станке с использованием предлагаемого устройства. Винт (см. фиг.1) имел следующие размеры: общая длина - 1282 мм, длина винтовой части - 1208 мм, диаметр поперечного сечения винта - ⌀27-0,05 мм, эксцентриситет - 3,3 мм, шаг - 28±0,01 мм, шероховатость Ra=0,4 мкм; винтовая поверхность однозаходная, левого направления; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207-228, масса - 5,8 кг. Обработка проводилась на токарно-винторезном станке мод. 16К20 с использованием предлагаемого устройства.
Значения технологических факторов (частоты ударов, величины продольной и поперечной подач, скорости вращения инструмента и заготовки и др.) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности деформирующего воздействия ведет к разупрочнению.
Величины сил статической и импульсной нагрузок деформирующих элементов на обрабатываемую поверхность составляли Рст≥25…40 кН; Рим=255…400 кН. Глубина упрочненного статико-импульсной обработкой слоя в 3…4 раза выше, чем при традиционном обкатывании. Упрочненный слой при традиционном статическом обкатывании формируется в условиях длительного действия больших статических усилий. Предлагаемым устройством аналогичная глубина упрочненного слоя достигается в результате кратковременного воздействия на очаг деформации пролонгированного импульса энергии. При близких степенях упрочнения поверхностного слоя величина статической составляющей нагрузки предлагаемым устройством значительно меньше.
Исследования напряженного состояния упрочненного поверхностного слоя статико-импульсной обработкой показали, что максимальные остаточные напряжения находятся близко к поверхности, как при чеканке, что благоприятно для большинства сопрягаемых деталей механизмов и машин. Сравнение глубины напряженного и упрочненного слоя, градиента напряжений и градиента наклепа показывает, что глубина напряженного слоя в 1,1…1,3 раза больше, чем глубина наклепанного слоя, что согласуется с теорией ППД.
Достигаемая в процессе обработки предлагаемым устройством предельная величина шероховатости составляет Ra=0,08 мкм, возможно снижение исходной шероховатости в 5 раз.
Микровибрации в процессе, реализуемом предлагаемым устройством, благоприятно сказываются на условиях работы деформирующих элементов. Наложение малого по амплитуде колебательного движения приводит к более равномерному распределению нагрузки на деформирующие элементы, вызывает дополнительные циклические перемещения контактных поверхностей деформирующих элементов и заготовки, облегчает формирование упрочняемой поверхности. Колебания способствуют лучшему проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки. При наложении колебаний деформирующая поверхность элементов периодически «отдыхает», что способствует увеличению ее стойкости. Обработка в условиях колебаний резко увеличивает эффективность охлаждающего, диспергирующего и пластифицирующего действия СОЖ вследствие облегчения ее доступа в зону контакта деформирующих элементов и заготовки.
Предлагаемое устройство расширяет технологические возможности статико-импульсной обработки поверхностным пластическим деформированием, позволяет управлять глубиной упрочненного слоя и микрорельефом поверхности.
Достоинствами предлагаемого устройства является возможность создания определенной направленности свойств и текстуры поверхностного слоя металла, что повышает качество обработки; устройство отличается компактностью и высоким КПД, малой энергоемкостью (по сравнению с известными [3-4]), достаточно большой глубиной упрочненного слоя и достаточно высокой степенью упрочнения обрабатываемой поверхности; устройство отличается широкими возможностями управления в создании гетерогенных упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности.
Источники информации
1. А.с. СССР 366062, МПК В24В 39/00. Способ упрочнения поверхности металлических деталей. Г.М.Азаревич. 1616331/25-8. 07.12.1970; 10.01.1973.
2. А.с. СССР 1238952, МПК В24В 39/00. Устройство для ударного вибронакатывания. Ю.Г.Шнейдер, Б.Н.Букин, Г.Р.Круглов. 3818752/25-27.04.12.1984; 23.06.1986.
3. Патент РФ 2319596. МПК В24В 39/04. Устройство для статико-импульсного упрочнения сложнопрофильных деталей. Степанов Ю.С., Киричек А.В., Афанасьев Б.И., Самойлов Н.Н., Фомин Д.С., Михайлов Г.А., Иножарский В.В., Гаврилин A.M., Селеменев К.Ф. Заявка № 2006125126/02. 12.07.06. 20.03.2008. Бюл. № 8.
4. Патент РФ 2319597. МПК В24В 39/04. Способ статико-импульсного упрочнения сложнопрофильных деталей. Степанов Ю.С., Киричек А.В., Афанасьев Б.И., Самойлов Н.Н., Фомин Д.С., Михайлов Г.А., Иножарский В.В., Гаврилин A.M., Селеменев К.Ф. Заявка № 2006125135/02. 12.07.06; 20.03.2008. Бюл. № 8.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383424C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВАЛОВ | 2008 |
|
RU2366562C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВАЛОВ | 2008 |
|
RU2366561C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383426C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383427C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371297C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361717C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ТОРЦЕВОЙ ИГЛОФРЕЗОЙ | 2008 |
|
RU2371296C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2364490C1 |
Изобретение относится к технологии машиностроения, в частности к устройствам для отделочно-упрочняющей обработки деталей типа винтов. Устройство содержит корпус в виде диска, выполненный с возможностью вращения, деформирующие элементы, пластинчатые пружины и кулачковый барабан. Кулачковый барабан закреплен неподвижно относительно корпуса, и на его торце выполнены кулачки в виде выступов и впадин для контакта со средней частью пластинчатых пружин. Деформирующие элементы закреплены на одних концах пластинчатых пружин, которые другими концами радиально и жестко закреплены на торце диска. В результате расширяются технологические возможности, обеспечивается возможность управления глубиной упрочненного слоя и микрорельефом поверхности. 12 ил.
Устройство для статико-импульсного упрочнения винтов, содержащее корпус в виде диска, выполненный с возможностью вращения, и деформирующие элементы, отличающееся тем, что оно снабжено пластинчатыми пружинами и неподвижно закрепленным относительно корпуса кулачковым барабаном, на торце которого выполнены кулачки в виде выступов и впадин, выполненные с возможностью контакта со средней частью пластинчатых пружин, упомянутые деформирующие элементы закреплены на одних концах пластинчатых пружин, которые другими концами радиально и жестко закреплены на торце диска.
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2006 |
|
RU2319596C1 |
| СПОСОБ ОБКАТЫВАНИЯ НЕЖЕСТКИХ ВИНТОВ | 2004 |
|
RU2268135C1 |
| Устройство для отделочно-упрочняющей обработки нежестких валов | 1990 |
|
SU1763158A1 |
| Устройство для обкатывания винтовых поверхностей | 1982 |
|
SU1031719A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

