Изобретение относится к размалывающей гарнитуре для дисковой мельницы и может применяться при размоле различных волокнистых материалов.
Известна размалывающая гарнитура для дисковой мельницы, включающая закрепленное на несущем основании ножевое размалывающее кольцо с ножами, выполненными в форме усеченных секторов, равномерно расположенными по окружности так, что прямые линии их режущих кромок сходятся в центре кольца, причем ширина межножевых каналов увеличивается от входа к периферии на всей длине ножа, а глубина уменьшается в соотношении, равном увеличению ширины [1].
Существенным недостатком данной гарнитуры является то, что распределенное удельное давление на волокнистый материал концентрируется вдоль линии заостренных режущих кромок ножей, и поэтому достаточно велико. Это обусловливает превалирование рубящего воздействия на волокнистый материал, оказавшийся между режущими кромками, в месте их сопряжения, что ведет к укорочению его природной длины. Кроме того, малая величина междискового зазора не обеспечивает, в момент сопряжения заостренных режущих кромок, захват ими достаточного количества волокнистого материала и дальнейшее принудительное воздействие на него в виде механического сжатия и сдвига, возникающих при последующем повороте подвижных ножей ротора относительно неподвижных ножей статора.
Наиболее близким по технической сущности известным решением является размалывающая гарнитура для дисковой мельницы, включающая закрепленный на несущем основании ножевой размалывающий диск, с прямолинейными ножами, режущим кромкам которых придана форма фасок [2].
Недостатком данной гарнитуры является малая шероховатость поверхностей фасок. Это обусловливает снижение эффективности сцепления с ними волокнистых наслоек, образующихся в процессе прохождения суспензии через размалывающую полость. Поэтому, и в положении сопряжения фасок, и в процессе дальнейшего поворота фасок ножей вращающегося ротора относительно фасок ножей неподвижного статора, значения силы сцепления волокон об их поверхности, в любой, произвольно выбранной, точке, как правило, ниже значений касательных составляющих окружного усилия, развиваемого в ней ротором. За счет этого волокнистая масса, заполняющая, например, полость, образованную поверхностями сопряженных фасок ножей ротора и статора, не сцепляется с ними, а скользит, не подвергаясь достаточному силовому воздействию. Согласно с экспериментальными данными, в процессе прохождения волокнистой эмульсии через размалывающую полость, основное силовое воздействие оказывается главным образом в местах контакта режущих кромок ножей. Следовательно, можно сделать вывод, что работа ножей с гладкими фасками, т.е. с малой шероховатостью их поверхностей, неэффективна.
Изобретение решает задачу интенсификации, повышения производительности и качества процесса размола, а также снижения удельного расхода электроэнергии.
Технический результат заключается в обеспечении возможности удержания наибольшего количества волокнистой массы на режущих кромках ножей, особенно в местах их сопряжения, а также возможности достижения в этих местах оптимальных величин силового воздействия с превалированием эффекта фибрилляции.
Для обеспечения указанного технического результата в размалывающей гарнитуре для дисковой мельницы, включающей закрепленные на несущем основании и вращающемся валу ножевые размалывающие диски с прямолинейными ножами, режущим кромкам которых придана форма фасок, согласно изобретению на поверхности фасок нанесено продольное прямое рифление с шагом S=0,5…0,8 мм.
Экспериментально подтверждено, что при шаге рифления S<0,5 мм высота единичного рифа и ширина его в плоскости основания, т.е. в наиболее опасном сечении, резко снижаются. Это ведет к существенному повышению в данных сечениях концентрации напряжений, к снижению прочности, времени службы и, как следствие этого, к быстрому истиранию рифов. Кроме того, силы сцепления волокон, оказавшихся во впадинах между рифами, возрастают до значений, обусловливающих быструю запрессовку впадин сконцентрированной массой, даже при малой исходной консистенции суспензии. В результате этого снижаются производительность и качество размола, возрастает удельный расход электроэнергии. Следовательно, при S<0,5 мм достижение технического результата практически невозможно.
Экспериментально подтверждено, что при S=0,5…0,8 мм технический результат достигается за счет обеспечения возможности выбора из данного диапазона оптимальных значений шага рифления с требуемыми прочностными характеристиками единичных рифов, при соответствующей консистенции волокнистой суспензии, обусловливающей отсутствие забивания впадин между рифами. Одновременно создаются предпосылки для возникновения оптимальных величин механического воздействия на материал в виде тангенциального сдвига сгустившихся слоев волокон. Причиной этого является то, что сила трения в местах их контакта с рифлениями превышает касательную составляющую прикладываемого к ним окружного усилия, развиваемого диском ротора. В то же время силы межволоконных связей становятся значительно ниже этого параметра. Поэтому возникают предпосылки для создания оптимальных величин механического воздействия на материал, в виде тангенциального сдвига сгустившихся слоев волокон, относительно друг друга, что способствует проявлению эффекта их фибрилляции.
Экспериментально подтверждено, что при шаге рифления S>0,8 мм высота единичного рифа и ширина его в плоскости основания, т.е. в наиболее опасном сечении, существенно увеличиваются. Это ведет к снижению в данных местах концентрации напряжений, к повышению прочности рифов и времени их службы. При средних значениях консистенции суспензии запрессовка впадин между рифами волокнистой массой не происходит. Это объясняется тем, что силы сцепления волокон не возрастают до значений, обусловливающих образование скоплений уплотненной волокнистой массы в указанных местах. В то же время, в местах сопряжения фасок ножей ротора и статора, отмечается усиление рубящего силового воздействия на материал со стороны острых кромок рифления и резкое снижение эффекта фибрилляции. Это ведет к снижению качества размола и к увеличению удельного расхода электроэнергии, особенно при повышенной консистенции суспензии. В связи с этим можно сделать вывод, что при S>0,8 мм достижение технического результата также практически невозможно.
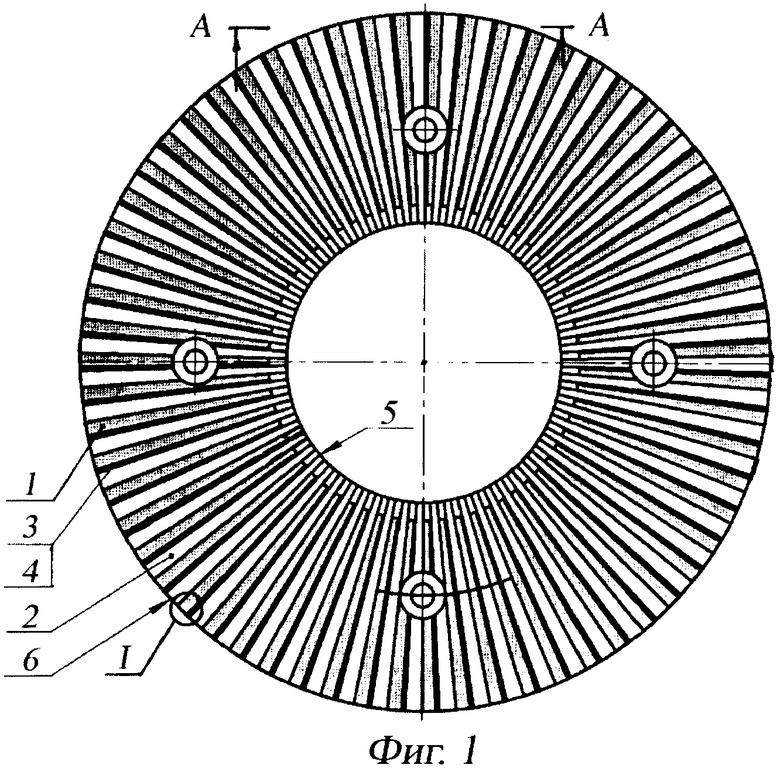
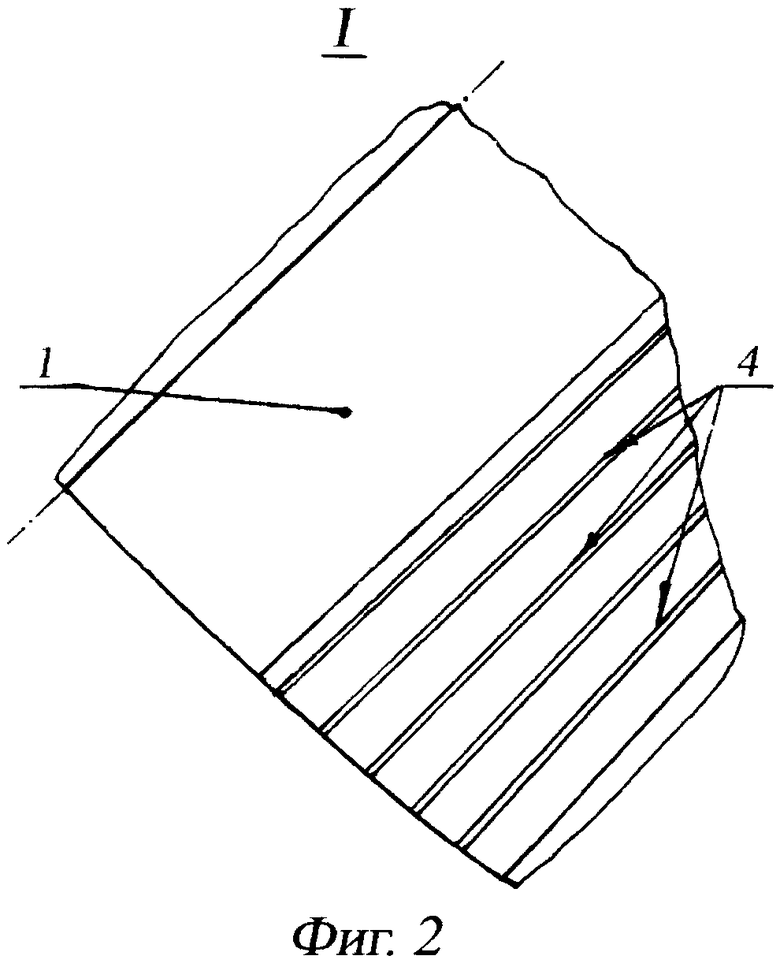
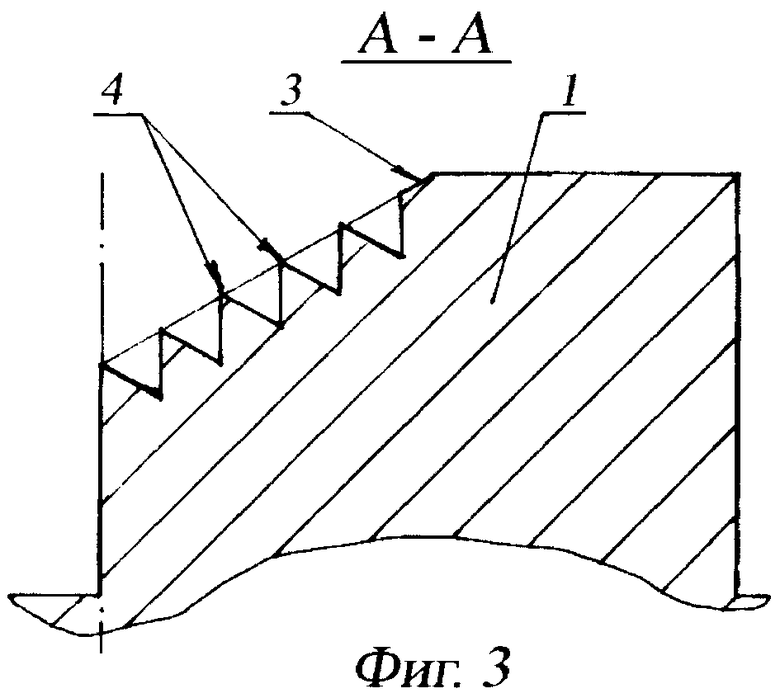
На фиг.1 изображена фронтальная проекция ножевой размалывающей плоскости гарнитуры для дисковой мельницы. Рабочие поверхности ножей гарнитуры затенены, поверхности рифленых фасок их режущих кромок зачернены. На фиг.2 изображен в увеличенном масштабе поперечный разрез А-А единичного ножа с рифленой фаской его режущей кромки. На фиг.3 изображен выносной элемент I фрагмента фронтальной проекции единичного ножа в увеличенном масштабе. Тонкими линиями на поверхности фаски показано продольное прямое рифление.
Размалывающая гарнитура для дисковой мельницы включает закрепленные на несущем основании и вращающемся валу ножевые размалывающие диски с прямолинейными ножами 1, чередующимися с межножевыми канавками 2 (см. фиг.1). Режущим кромкам ножей 1 придана форма фасок 3. В предлагаемой гарнитуре, в отличие от известных решений, на поверхности фасок 3 нанесено продольное прямое рифление 4, с шагом S=-0,5…0,8 мм (см. фиг.2, разрез А-А, и фиг.3, выносной элемент I). Ножевая кольцевая зона гарнитуры ограничена входной 5 и выходной 6 окружными кромками.
Размалывающая гарнитура для дисковой мельницы работает следующим образом.
Волокнистая суспензия непрерывно поступает под давлением через входную окружную кромку 5 в межножевые канавки 2 и движется вдоль них, под действием центробежных сил, к периферийной окружной кромке 6. В процессе движения поток волокнистой суспензии прижимается к набегающей стенке канавки 2, под действием развиваемого ротором окружного усилия, прижимается к ней и перемещается поперек до линии пересечения с поверхностью фаски 3 (на разрезе А-А, фиг.2, показано одинарной стрелкой). По преодолении линии пересечения большая часть волокнистой массы сцепляется с рифлением 4 и затормаживается на поверхностях фасок 3 ножей 1 ротора и статора. При сближении фасок 3 масса заполняет образованную ими полость. За счет кратковременности данного процесса создаются предпосылки для возникновения оптимальных величин механического воздействия на материал в виде тангенциального сдвига сгустившихся слоев волокон, что способствует проявлению эффекта их фибрилляции. Далее волокнистая масса, преодолевшая фаски 3, проникает в межножевой зазор, где, со стороны образующих его сопряженных рабочих поверхностей ножей 1 ротора и статора, подвергается сложному воздействию в виде деформации сжатия и сдвига. Таким образом, в предлагаемом решении, в отличие от известных [1, 2], обеспечиваются гарантированное удержание фасками 3 волокносодержащего материала при оптимальных величинах силового воздействия с превалированием эффекта фибрилляции волокон. Прошедший обработку волокнистый материал направляется на следующую стадию технологического процесса.
По сравнению с известными решениями [1, 2] использование заявляемой размалывающей гарнитуры для дисковой мельницы позволит:
- интенсифицировать процесс размола за счет обеспечения возможности удержания волокнистого материала фасками 3 ножей 1, особенно при их сопряжении;
- повысить эффективность и качество процесса размола за счет превалирования фибриллирующего эффекта;
- снизить удельные затраты электроэнергии за счет наиболее полного использования механического воздействия на волокнистый материал за один проход через рабочую межножевую полость.
Источники информации
1. RU № 2227826, МПК D21D 1/30, В02С 7/13, заявлено 16.07.2003 г., бюллетень № 12, опублик. 27.04.2004 г.
2. RU № 2314379, МПК D21D 1/30, В02С 7/13, заявлено 19.06.2006 г., бюллетень № 1, опублик. 10.01.2008 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2010 |
|
RU2442654C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2006 |
|
RU2314379C1 |
| Размалывающая гарнитура для дисковой мельницы | 2016 |
|
RU2649013C9 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2013 |
|
RU2523990C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2012 |
|
RU2499858C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2013 |
|
RU2534974C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2008 |
|
RU2365694C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2017 |
|
RU2649595C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2017 |
|
RU2670523C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2012 |
|
RU2503765C1 |
Изобретение относится к размалывающей гарнитуре для дисковой мельницы и может найти применение при размоле различных волокнистых материалов. Для обеспечения возможности удержания на поверхностях фасок режущих кромок ножей, особенно в местах их сопряжения, заполняющей образованную ими полость волокнистой массы, а также возможности достижения в этих местах оптимальных величин силового воздействия в размалывающей гарнитуре для дисковой мельницы, на поверхности фасок нанесено продольное прямое рифление с шагом S=0,5…0,8 мм. 3 ил.
Размалывающая гарнитура для дисковой мельницы, включающая закрепленные на несущем основании и вращающемся валу ножевые размалывающие диски с прямолинейными ножами, режущим кромкам которых придана форма фасок, отличающаяся тем, что на поверхности фасок нанесено продольное прямое рифление с шагом S=0,5…0,8 мм.
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2006 |
|
RU2314379C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДЛЯ ДИСКОВОЙ МЕЛЬНИЦЫ | 2003 |
|
RU2227826C1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПРОГИБА ВАЛА | 0 |
|
SU363774A1 |
| DE 3808765 А1, 28.09.1989 | |||
| Устройство для измерения диаметров поверхностей деталей | 1978 |
|
SU737775A1 |

