Изобретение относится к размалывающей гарнитуре для дисковой мельницы и может быть использовано в целлюлозно - бумажной промышленности на стадии тонкого помола.
Известна размалывающая гарнитура для дисковой мельницы, включающая роторный и статорный диски, с параллельными прямолинейными ножами и канавками. (Размалывающая гарнитура дисковой мельницы. Патент на изобретение, №878847, 07.11.1981 г., бюл. №41, Москва. А.Н. Назаренко, Е.Е. Савицкий, И.Н. Халандовский. (Фиг. 1. Фиг. 2, Вид А)).
Известна размалывающая гарнитура дисковой мельницы, включающая, роторный и статорный диски, рабочие поверхности которых снабжены прямолинейными ножами, параллельными друг другу в пределах одного сектора, чередующимися со сквозными межножевыми канавками (С.С. Легоцкий, В.Н. Гончаров РАЗМАЛЫВАЮЩЕЕ ОБОРУДОВАНИЕ и подготовка бумажной массы Лесная промышленность - М.: 1990 г., с. 14., рис 1б, 3 - вариант 2)..
Наиболее известна размалывающая гарнитура для дисковой мельницы, включающая роторный и статорный диски, их кольцевые размалывающие поверхности разделены сквозными радиальными канавками на секторы, на рабочей поверхности которых равномерно распределены прямолинейные ножи, чередующиеся со сквозными промежуточными канавками, образованными боковыми стенками ножей, параллельными радиальной образующей сектора, толщина ножей и ширина канавок постоянны, от входной окружной кромки диска, до выходной (Ю.Д. Алашкевич, В.И. Ковалев, А.А. Набиева. Влияние рисунка гарнитуры на процесс размола волокнистых полуфабрикатов. Часть I. © ГОУ ВПО «Сибирский государственный технологический университет», 2010 г., с. 56-61, рисунок 2.3.3, Вид а).
В известных гарнитурах боковые стенки ножей имеют традиционно вертикальное исполнение. Одна из стенок является рабочей, поскольку выполняет три основные рабочие функции:
- непосредственно воспринимает касательные и нормальные силовые составляющие окружного усилия;
- транспортирует волокнистую массу, от входа в размалывающую полость гарнитуры, к выходу из нее;
- транспортирует волокнистую массу от основания канавки к режущей кромке ножа.
Окружное усилие возникает в процессе вращения ротора, относительно неподвижного статора, и воздействует на волокно касательной и нормальной силовыми составляющими, развивающимися при непрерывном контакте с рабочими боковыми стенками ножей потоков волокнистой суспензии, в процессе ее транспортирования по канавкам через размалывающую полость гарнитуры.
Противоположные боковые стенки межножевых канавок, не выполняющие основные рабочие функции, являются нерабочими.
Для известных гарнитур характерны два общих недостатка
Первым из них является то, что, при параллельности рабочих и нерабочих стенок, вертикальная касательная составляющая окружного усилия, действующая в плоскости рабочей стенки, меньше силы трения волокон о ее поверхность.
За счет этого происходит удержание прилегающего к ней высоко консистентного слоя волокнистой суспензии, снижение транспортирующей функции по направлению к режущей кромке ножа.
В результате, значительная часть суспензии перемещается к выходу из размалывающей полости, практически не достигая режущей кромки и не подвергаясь существенному силовому воздействию.
Вторым недостатком известных решений является то, что наклон рабочих стенок ножей, в поперечном сечении межножевых канавок, относительно нерабочих равен нулю.
При соблюдении этого условия угол заточки ножей равен η=90°.
Вполне естественно, что данному значению, при заданной ширине канавок, соответствуют вполне определенные значения твердости стали, варьировать которыми не представляется возможным.
Изобретение решает задачу интенсификации, повышения качества, снижения удельных энергозатрат процесса размола, повышения прочности ножей.
Технический результат заключается в обеспечении оптимального силового воздействия на волокнистую массу за один проход через размалывающую полость гарнитуры.
Для достижения указанного технического результата в размалывающей гарнитуре для дисковой мельницы, включающей роторный и статорный диски, их кольцевые размалывающие поверхности разделены сквозными радиальными канавками на секторы, на рабочих поверхностях которых равномерно распределены прямолинейные ножи, чередующиеся со сквозными промежуточными канавками, образованными боковыми стенками ножей, параллельными радиальной образующей сектора, средние величины толщины ножей и ширины канавок постоянны от входной окружной кромки диска, до выходной, а рабочие стенки ножей в поперечном сечении канавок наклонены относительно нерабочих с увеличением толщины ножей в основании, согласно изобретения, угол наклона рабочих боковых стенок ножей относительно нерабочих находится в диапазоне 1,2ϕ≤α≤1,8ϕ, где ϕ - угол трения волокнистой массы о ножевую поверхность.
При  вертикальная силовая касательная составляющая окружного усилия:
вертикальная силовая касательная составляющая окружного усилия:
- направлена к центру диска;
- совпадает с вектором силы трения волокон о поверхность рабочих стенок;
- ниже по величине значения вектора силы трения волокон о поверхность рабочих стенок.
За счет этого происходит удержание прилегающего к ним высоко консистентного слоя волокнистой суспензии, с одновременным смещением его к днищу канавки. Поэтому значительная часть суспензии, двигаясь к выходу из размалывающей полости, практически не достигает режущих кромок ножей, не подвергаясь существенному силовому воздействию. В результате:
- меньшая часть суспензии, особенно протекающая вблизи межножевого зазора, гарантированно проходит его под воздействием напора турбулентного потока и перепадов давления;
- большая часть суспензии, особенно наиболее удаленная по высоте канавки от зазора, проходит по ней, не попадая в зону размола.
Меньшая часть суспензии, попавшая в зону размола, подвергается интенсивному силовому воздействию сначала - со стороны режущих кромок ножей, а затем - со стороны их смежных рабочих поверхностей, в зазор между которыми она проникает. Большая же часть суспензии, не попавшая в зону размола, не подвергается существенному силовому воздействию, т.е. не размалывается.
В диапазоне 1,2ϕ≤α≤1,8ϕ вертикальная касательная силовая составляющая окружного усилия:
- направлена от центра диска к режущей кромке; -
- противоположна по направлению вектору силы трения волокон о поверхность рабочих стенок в поперечном сечении межножевых канавок;
- равна вектору силы трения волокон о поверхность рабочих стенок, или превышает ее значение по величине.
За счет этого создается эффект продвижения прилегающего к рабочим боковым стенкам высоко консистентного слоя волокнистой суспензии, снизу вверх, по направлению к междисковому зазору. Поэтому, за время прохождения размалывающей межножевой полости, практически весь объем суспензии подвергается интенсивному силовому воздействию.
При  вертикальная касательная силовая составляющая окружного усилия, в поперечном сечении межножевых канавок противоположна по направлению вектору силы трения волокон о поверхность рабочих стенок, значительно превышает эту силу по величине трения волокон о поверхность боковых рабочих стенок и находится с ней в соотношении, существенно превышающем оптимальное. За счет этого, продвижение прилегающего высоко консистентного слоя волокнистой суспензии по рабочим стенкам снизу вверх, существенно усиливается. Это приводит к чрезмерной разработке волокон и, как следствие, к снижению эффекта их фибрилляции, что не допустимо. Продвижению суспензии от входа к выходу способствует горизонтальная силовая касательная составляющая окружного усилия. Следует отметить также и то, что в отличие от известных, в предлагаем решении наклон рабочих стенок, в поперечном сечении межножевых канавок, относительно нерабочих, увеличивает угол заточки ножей от η=90° (в известных решениях), до η=90°+α, где α - угол наклона рабочих стенок, относительно нерабочих.
вертикальная касательная силовая составляющая окружного усилия, в поперечном сечении межножевых канавок противоположна по направлению вектору силы трения волокон о поверхность рабочих стенок, значительно превышает эту силу по величине трения волокон о поверхность боковых рабочих стенок и находится с ней в соотношении, существенно превышающем оптимальное. За счет этого, продвижение прилегающего высоко консистентного слоя волокнистой суспензии по рабочим стенкам снизу вверх, существенно усиливается. Это приводит к чрезмерной разработке волокон и, как следствие, к снижению эффекта их фибрилляции, что не допустимо. Продвижению суспензии от входа к выходу способствует горизонтальная силовая касательная составляющая окружного усилия. Следует отметить также и то, что в отличие от известных, в предлагаем решении наклон рабочих стенок, в поперечном сечении межножевых канавок, относительно нерабочих, увеличивает угол заточки ножей от η=90° (в известных решениях), до η=90°+α, где α - угол наклона рабочих стенок, относительно нерабочих.
Но, поскольку, при увеличении угла заточки и толщины ножа в основании, прочность ножа увеличивается, постольку, и твердость стали, из которой нож изготовлен, также может быть меньшей, при тех же показателях ширины межножевой канавки, средней толщины ножа, степени помола и весовом показателе длины волокна.
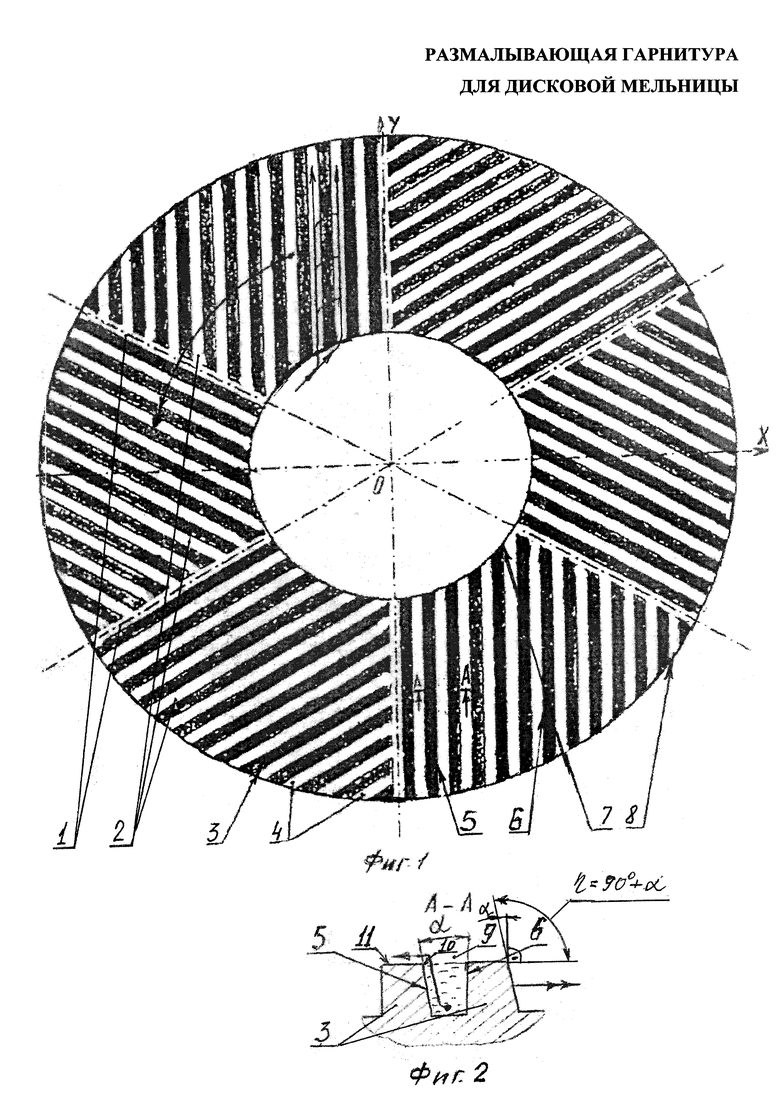
На фигуре 1 изображена фронтальная проекция кольцевой размалывающей поверхности диска ротора. Плоскости ножей затенены. На фигуре 2 показан поперечный разрез А-А единичного ножа, смежной с ним межножевой канавки и соседнего единичного ножа, где видно, что боковая рабочая стенка 5 ножа 3 наклонена относительно нерабочей - 6 на угол α. При этом угол заточки η=90°+α с увеличением толщины ножа в основании. Одинарными стрелками показан вектор движения волокнистой суспензии в поперечном сечении и вдоль межножевых канавок в зоне размалывающей междисковой полости. Двойной окружной стрелкой показан вектор вращения ротора.
Размалывающая гарнитура для дисковой мельницы, включает роторный и статорный диски. Их кольцевые размалывающие поверхности разделены сквозными радиальными канавками 1 на секторы 2, на рабочих поверхностях которых равномерно распределены прямолинейные ножи 3, чередующиеся с межножевыми сквозными канавками 4, образованными боковыми стенками, рабочей - 5 и нерабочей - 6 ножей 3, параллельными радиальной образующей сектора 2. Средние величины толщины ножей 3 и ширины межножевых канавок 4, от входной окружной кромки 7 диска, до выходной - 8 - постоянны. Часть межножевых канавок 4 сообщается с входной окружной кромкой 7 диска напрямую, оставшаяся часть - опосредованно, через сквозную межсекторную канавку 1. Боковые рабочие стенки 5, в поперечном сечении межножевых канавок 4, наклонены относительно нерабочих - 6 с увеличением толщины ножа 3 в основании. В отличие от известных, в предлагаемом решении угол наклона α рабочих боковых стенок 5 относительно нерабочих 6 ножей 3 находится в диапазоне 1,2ϕ≤α≤1,8ϕ, где ϕ - угол трения волокнистой массы о рабочую боковую стенку 5 ножа 3.
Размалывающая гарнитура для дисковой мельницы работает следующим образом. Волокнистая суспензия непрерывно поступает под давлением через входную окружную кромку 7 в сквозные радиальные - 1 и межножевые - 4 канавки и движется вдоль них (под действием центробежной силы и перепада давления на входе и выходе), к выходной окружной кромке 8 (на фигурах 1 и 2 показано одинарными стрелками). В процессе движения потоки волокнистой суспензии, под действием развиваемой диском нормальной силовой составляющей окружного усилия, прижимаются к рабочим боковым стенкам 5 ножей 3 и канавок 4, образуя в месте прижатия высоко консистентный волокнистый слой. Часть нормальной силовой составляющей преобразуется в вертикальную. Под действием этой силы, превышающей силу трения о поверхность рабочих боковых стенок 5 ножей 3, прилегающий к ним слой суспензии перемещается по ним, снизу вверх, к межножевому зазору 9 (на разрезе А-А, фигуры 2 показано одинарной стрелкой).
В отличие от известных решений, в предлагаемой гарнитуре, режим движения суспензии наиболее оптимален за счет наклона рабочих боковых стенок 5 в поперечном сечении межножевых канавок 4, по отношению к нерабочим - 6, на угол 1,2ϕ≤α≤1,8ϕ. При этом, соотношение транспортирующей способности рабочих боковых стенок 5 ножей 3 (от входной - 7, до выходной - 8 окружных кромок диска) и продвигающей способности по ним прилегающего высоко консистентного слоя волокнистой суспензии (снизу вверх), по - направлению к междисковому зазору 9 (на разрезе А-А, фигуры 2 показано одинарной стрелкой), также оптимально. При преодолении межножевого зазора 9 волокнистая масса подвергается силовому воздействию со стороны режущих кромок 10 и сопрягающихся поверхностей 11 ножей 3 гарнитур ротора и статора. Прошедшая межножевой зазор 9 волокнистая масса перемещается в соседние канавки 4 ротора и статора, где цикл многократно повторяется. Таким образом, в отличие от известных решений, в предлагаемом решении, за время прохождения размалывающей межножевой полости по канавкам 1 и 4, практически весь объем суспензии неоднократно проходит через междисковый зазор 9, где и подвергается интенсивному силовому воздействию. Это обусловливает интенсификацию силового воздействия на волокнистый материал за один цикл и создает предпосылки для сокращения времени размола и удельных энерозатрат. Готовый волокнистый материал направляется на следующую стадию технологического процесса. По сравнению с известными решениями, использование предлагаемой размалывающей гарнитуры дисковой мельницы позволит:
- интенсифицировать процесс размола за счет повышения эффекта циркуляции волокнистой суспензии между канавками 4 ротора и статора;
- повысить качество размола за счет наиболее оптимального соотношения транспортирующей способности рабочих боковых стенок 5 канавок 4 и продвигающей способности по ним прилегающего высоко консистентного слоя волокнистой суспензии, снизу вверх, по направлению к междисковому зазору 9, при превалировании эффекта фибрилляции;
- снизить удельные энергозатраты процесса размола за счет обеспечения прохождения через междисковый зазор 9, за время одного цикла обработки в размалывающей межножевой полости, практически всего объема суспензии, где она подвергается интенсивному силовому воздействию;
- повысить производительность, за счет сокращения времени размола одного цикла прохождения волокнистой суспензией, размалывающей межножевой полости;
- увеличить прочность ножа, при меньшей твердости стали, при той же средней ширине канавки, степени помола и весовом показателе длины волокна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Размалывающая гарнитура для дисковой мельницы | 2016 |
|
RU2649145C2 |
| Размольная гарнитура дисковой мельницы | 2016 |
|
RU2652177C2 |
| Размалывающая гарнитура для дисковой мельницы | 2016 |
|
RU2649013C9 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2017 |
|
RU2689609C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2010 |
|
RU2424853C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2020 |
|
RU2761544C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2021 |
|
RU2761545C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА ДИСКОВОЙ МЕЛЬНИЦЫ | 2008 |
|
RU2380468C1 |
| РАЗМАЛЫВАЮЩАЯ ГАРНИТУРА | 2017 |
|
RU2649595C1 |
| Размалывающая гарнитура | 2022 |
|
RU2798559C1 |
Изобретение относится к конструктивным элементам дисковой мельницы и может быть использовано в целлюлозно-бумажной промышленности на стадии тонкого помола. Размалывающая гарнитура включает роторный и статорный диски. Их кольцевые размалывающие поверхности разделены сквозными радиальными канавками (1) на секторы (2), на рабочих поверхностях которых равномерно распределены прямолинейные ножи (3), чередующиеся со сквозными промежуточными канавками (4), образованными боковыми стенками ножей (3), параллельными радиальной образующей сектора. Средние величины толщины ножей (3) и ширины канавок (4) постоянны от входной окружной кромки (7) диска до выходной (8), а рабочие стенки (5) ножей (3) в поперечном сечении канавок (4) наклонены относительно нерабочих (6) с увеличением толщины ножей (3) в основании. Угол наклона рабочих (5) боковых стенок относительно нерабочих (6) находится в диапазоне 1,2ϕ≤α≤<1,8ϕ, где ϕ - угол трения волокнистой массы о ножевую поверхность. Обеспечивается оптимальное силовое воздействие на волокнистую массу за один проход через размалывающую полость гарнитуры. 2 ил.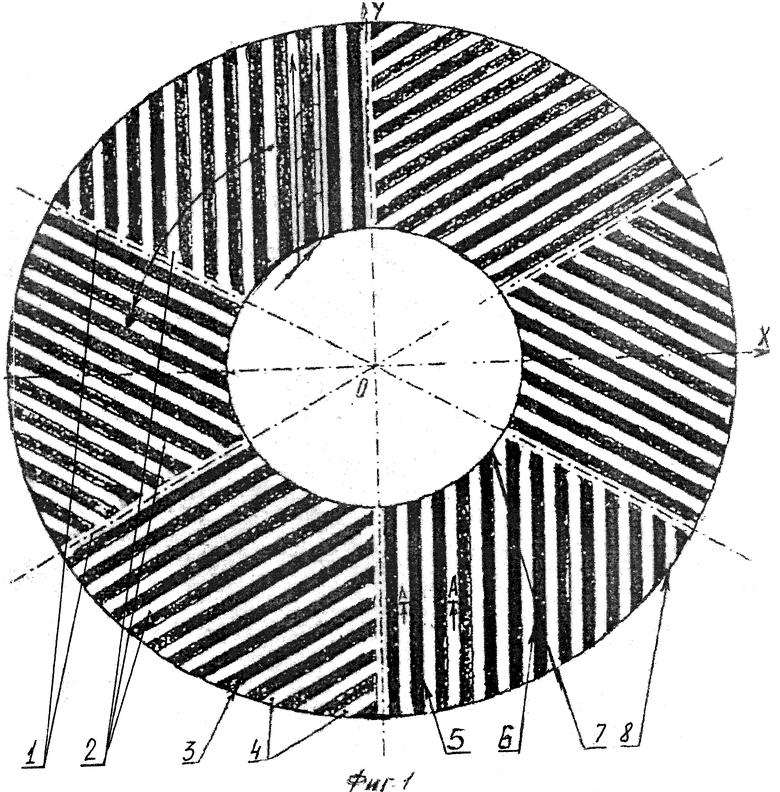
Размалывающая гарнитура для дисковой мельницы, включающая роторный и статорный диски, их кольцевые размалывающие поверхности разделены сквозными радиальными канавками на секторы, на рабочих поверхностях которых равномерно распределены прямолинейные ножи, чередующиеся со сквозными промежуточными канавками, образованными боковыми стенками ножей, параллельными радиальной образующей сектора, средние величины толщины ножей и ширины канавок постоянны от входной окружной кромки диска до выходной, а рабочие стенки ножей в поперечном сечении канавок наклонены относительно нерабочих с увеличением толщины ножей в основании, отличающаяся тем, что угол наклона рабочих боковых стенок относительно нерабочих находится в диапазоне 1,2ϕ≤α≤<1,8ϕ, где ϕ - угол трения волокнистой массы о ножевую поверхность.
| Ковалев В.И., Кожухов В.А., Алашкевич Ю.Д | |||
| Исследование рисунков гарнитуры ножевых размалывающих машин с ударным эффектом//Лесной журнал, 2014, N 2 | |||
| 0 |
|
SU160973A1 | |
| WO 9527822 A1, 19.10.1995 | |||
| Гарнитура дисковой мельницы | 1983 |
|
SU1209283A1 |
| US 4005827 A1, 01.02.1977. | |||

