Изобретение относится к области строительных материалов и может быть использовано для изготовления декоративно-отделочной продукции на основе природного гипсового камня.
В настоящее время потребность в декоративно-отделочной продукции из природных камней реализована преимущественно продукцией из природных мраморов, гранитов, базальтов и известняков. Данные виды материалов наиболее полно отвечают эксплуатационным требованиям. Область применения природного гипсового камня в России представлена в основном в виде сухих гипсовых шпаклевочных, штукатурных смесей, а также добавки в виде двуводного сульфата кальция, вводимой в цемент при совместном помоле с цементным клинкером, которая обеспечивает получение оптимальных сроков схватывания цементного теста. Вышеприведенные материалы являются горными породами и распространение их на территории Центральной Европейской равнины ограничено. Удовлетворение потребности в декоративно-отделочных материалах из природных мраморов, гранитов, базальтов, известняков осуществляется только за счет привозных материалов, что влечет за собой удорожание готового продукта за счет увеличения транспортных расходов.
Применение природного гипсового камня в естественном состоянии для производства декоративно-отделочных материалов нецелесообразно по ряду следующих объективных причин:
1) Недостаточная прочность, твердость, истираемость;
2) Низкая водостойкость (даже для производства материалов для внутренней отделки помещений);
3) Низкие декоративные показатели (невозможность шлифоваться и полироваться вследствие слабой кристаллической структуры).
В свою очередь природный гипсовый камень обладает рядом следующих положительных свойств:
1) Низкий коэффициент теплопроводности;
2) Высокая паропроницаемость;
3) Высокие огнезащитные свойства (благодаря наличию кристаллизационной воды).
Все вышеперечисленные свойства делают гипсовый камень прекрасным материалов для внутренней отделки помещений.
Известен способ изготовления облицовочных гипсовых изделий, описанный в А.С. СССР №1158530, кл. С04В 11/036, 1985, включающий распиловку природного гипса на заготовки, их дегидратацию путем термообработки в воздушной среде, пропитку в водном окрасочном растворе и фактурную обработку. Термообработку проводят по следующему режиму: выдержка в течение 2-3 мин при 250-350°С, выдержка в течение 13-15 мин при 210-220°С. После этого осуществляют пропитку в течение 10-15 мин и сушку в течение 20-30 мин.
Известный способ не обеспечивает получение готовых изделий с повышенными физико-механическими характеристиками, вследствие того, что при вышеописанных условиях дегидратации природного гипсового камня образуется β-полугидрат сульфата кальция, который отличается повышенной удельной поверхностью кристаллов и водопотребностью. В результате этого конечная прочность гипсовых плит резко уменьшается.
Известен способ изготовления декоративных гипсовых изделий из природного гипсового камня, описанный в А.С. СССР №1222665, кл. С04В 41/65, 1986.
Этот способ характеризуется распиловкой природного гипса на необходимые заготовки, дегидратацией их путем термообработки в воздушной среде с выдержкой в течение 1-3 мин при 250-370°С, повторной выдержкой в течение 13-17 мин при 200-220°С, пропиткой в водном окрасочном растворе многократным погружением в различные по концентрации растворы с выдержкой перед каждым погружением в течение 1-3 мин.
Недостатками данного способа являются окрашивание поверхностного слоя изделий на небольшую глубину, порядка 5-7 мм, достаточно низкие физико-механические показатели готовых гипсовых плит вследствие образования на стадии термообработки β-полугидрат сульфата кальция. Высокие температуры и длительные циклы выдержки при термообработке, а именно в течение 1-3 мин при 250-370°С и в течение 13-17 мин при 200-220°С, делают этот процесс достаточно энергоемким.
Многоступенчатость и длительность процесса термообработки обусловлены тем, что при нагревании изделий обычными электронагревателями тепловой поток движется от поверхности изделий к центру, т.е. нагревается слой за слоем, пока не прогреется все изделие. Вода же, выделяющаяся при дегидратации гипса, движется в противоположном тепловому потоку направлении. Эти два фактора постепенный внешний нагрев изделий и противоположное движение теплового потока и кристаллизационной воды предопределяют замедленное течение процесса термообработки, в результате чего за технологический цикл изделие продегидратируется только с поверхности. В процессе дегидратации изделия его поверхностный слой приобретает структуру с замкнутыми, полузамкнутыми и сквозными пустотами с защемленным в них воздухом. В этом случае удаление последнего из пор и насыщение их красящим раствором возможно только при многоступенчатом процессе окраски. Полученные таким способом гипсовые заготовки имеют тонкий окрашенный слой, что не позволяет проводить более глубокую их фактурную обработку и получать декоративные плиты более широкого ассортимента.
Наиболее близким к заявленному по технической сущности и достигаемому результату, выбранным в качестве прототипа, является способ изготовления гипсовых плит, описанный в патенте РФ №2052432, кл. С04В 41/65, опубл. 20.01.1996.
Известный способ заключается в выпиливании из массивных гипсовых блоков заготовок плит размером 300×300×20 мм. Предварительно плиты насыщают в воде. Затем их устанавливают вертикально в рамки замкнутого непрерывно движущегося конвейера и направляют на пост термообработки, где их пропускают последовательно через две пары пластин конденсатора и воздействуют электромагнитным полем с частотой 40,67 МГц при его напряженности 1,2-3 кВ/см. После чего при непрерывном движении плиты погружают в ванну с раствором, находящимся под разрежением 102-10-1 Па, где из них удаляется воздух и в поры проникает красящий раствор. По окончании этой операции плиты подсушивают, шлифуют и полируют, либо наносят рифления различной конфигурации.
Недостатками способа являются:
1) Необходимость создания достаточно высокой напряженности электромагнитного поля 1,2-3 кВ/см;
2) Высокая скорость удаления кристаллизационной воды для обеспечения минимальной продолжительности производственного цикла ведет к ухудшению физико-механических характеристик готовой продукции за счет создания деструктивных явлений в кристаллах двуводного сульфата кальция из-за быстрого удаления кристаллической воды.
Задача, решаемая заявленным способом заключается в совершенствовании способа изготовления гипсовых плит.
Технический результат от использования заявляемого изобретения заключается в повышении физико-механических характеристик готовой продукции за счет оптимизации процессов термообработки и гидратационного окрашивания гипсовых плит.
Указанный результат достигается тем, в способе получения облицовочных гипсовых плит, включающем распиловку гипсовых блоков из природного камня на заготовки, их калибровку, водонасыщение, термообработку, гидратационное окрашивание и фактурную обработку, вначале осуществляют термообработку гипсовых блоков путем одновременного воздействия на гипсовые блоки электромагнитных полей высокой частоты напряженностью 0,2-0,8 кВ/см с частотой 2450 МГц и ультразвука интенсивностью 130-170 дБ и мощностью излучения 10-20 Вт/см2, затем проводят сухую распиловку гипсовых блоков на плиты-заготовки с последующим гидратационным окрашиванием при помощи ультразвука, затем окрашенные плиты-заготовки сушат, калибруют и подвергают фактурной обработке.
Сушку гипсовых плит осуществляют горячим осушенным воздухом, подаваемым вентилятором из СВЧ-печи.
Гидратационное окрашивание гипсовых плит осуществляют при помощи ультразвука интенсивностью 130-170 дБ и мощностью излучения 10-20 Вт/см2.
Отличием заявляемого способа от известного является применение на стадии термообработки одновременного комбинированного воздействия на гипсовый камень электромагнитного поля высокой частоты 2450 МГц и напряженностью 0,2-0,8 кВ/см и ультразвука интенсивностью 130-170 дБ и мощностью излучения 10-20 Вт/см2.
Увеличение частоты электромагнитного поля и, как следствие, сокращение длины волны приводит к увеличению глубины проникания, что позволяет в заявленном способе обрабатывать гипсовые блоки больших геометрических размеров.
Термообработка, которая заключается в одновременном воздействии на гипсовый камень электромагнитного поля высокой частоты и ультразвука позволяет дополнительно повысить физико-механические показатели гипсовых плит за счет применения особенностей ультразвука, а именно создания кавитационных пузырьков, которые способны перемещать физически свободную воду с поверхности кристаллов в аэрозоль, который затем удаляется из СВЧ-печи при помощи вентилятора. Удаление кристаллизационной воды из гипсового камня в виде микрокапелек воды позволяет получать в результате термообработки α-полугидрат сульфата кальция. Образование именно этой модификации сульфата кальция играет ключевое значение в улучшении физико-механических свойств гипсовых плит, а именно благодаря тому, что α-полугидрат сульфата кальция обладает наименее дефектной структурой, малой удельной поверхностью. Два эти фактора приводят к увеличению прочности, плотности и водостойкости гипсовых плит.
Второе принципиальное отличие от известного способа заключается в проведении операции гидратационного окрашивания не в среде низкого вакуума, а при помощи ультразвука. Принцип положительного влияния основан на создании явления кавитации в жидкости, что приводит к быстрому удаления пузырьков воздуха из порового и капиллярного пространства термообработанных гипсовых плит, заполнению его гидратационным раствором и наиболее полному протеканию реакции гидратационного окрашивания.
Способ осуществляют следующим образом.
Вначале осуществляют термообработку гипсовых блоков, которая заключается в одновременном воздействии на гипсовые блоки электромагнитных полей высокой частоты напряженностью 0,2-0,8 кВ/см и с частотой 2450 МГц и ультразвука интенсивностью 130-170 дБ и мощностью излучения 10-20 Вт/см2, потом проводят сухую распиловку гипсовых блоков на плиты-заготовки. Плиты-заготовки подвергают гидратационному окрашиванию при помощи ультразвука и сушке, например при помощи осушенного горячего воздуха, отводимого из СВЧ-печи при помощи вентилятора. Затем окрашенные плиты-заготовки калибруют и подвергают фактурной обработке и при необходимости или шлифовке, или полировке.
Пример №1.
Гипсовые блоки с размером в поперечнике 400 мм Баскунчакского месторождения (Астраханская обл.) подвергали термообработке, которая заключалась в одновременном воздействии электромагнитных полей высокой частоты с частотой 2450 МГц и напряженностью 0,2-0,8 кВ/см и ультразвука интенсивностью 130-170 дБ и мощностью излучения 10-20 Вт/см2. В качестве источника ультразвука использовался аппарат серии «Соловей» модель УЗАГС-0,6/22-О и интенсивностью воздействия ультразвука не менее 150 дБ и мощностью 10-20 Вт/см2. Затем гипсовые блоки подвергались операции сухого пиления на плиты-заготовки при помощи углошлифовальной машины с диаметром алмазного диска 230 мм в два прохода. По окончании операции сухого пиления плиты-заготовки подвергались гидратационному окрашиванию в емкости с 22% раствором хромокалиевых квасцов при помощи ультразвукового аппарата типа «Кристалл» модели УЗОИ-0,6/22-О с мощностью ультразвукового воздействия до 15 Вт/см2 в течение 2,7-5,0 мин. После гидратационного окрашивания плиты-заготовки подвергались сушке путем обдувания изделий горячим осушенным воздухом, отводимым из СВЧ-печи при помощи вентилятора. В лабораторных условиях это было организовано путем обдувания готовых плит, помещенных в трубопровод из гофрированной металлической трубы диаметром 430 мм, горячим осушенным воздухом из печи термообработки, подаваемым бытовым вентилятором мощностью 200 Вт. После сушки гипсовые плиты подвергали калибровке, а затем фактурной обработке, шлифовке и полировке при помощи углошлифовальной машины и различных насадок.
Результаты испытаний приведены в таблице.
Особенность проведения воздействия на гипсовый камень электромагнитного поля частотой 2450 Гц связано с тем, что рядом исследователей установлено, что именно при этой данной частоте материалы обладают наибольшей диэлектрической проницаемостью. При понижении частоты электромагнитного поля происходит уменьшение глубины проникновения электромагнитных волн в материал и, как следствие, уменьшение области термической обработки материалов.
При увеличении частоты электромагнитного поля сверх 2450 МГц происходит увеличение проявления свойств дипольной релаксации, что проявляется в сокращении термического эффекта воздействия электромагнитного поля высокой частоты с увеличением его частоты.
Воздействие на гипсовый камень электромагнитных полей высокой частоты напряженностью менее 0,2 кВ/см приводит к неоправданному удлинению операции термообработки, и даже к ее неполному протеканию. Увеличение напряженности свыше 0,8 кВ/см приводит к увеличению энергоемкости процесса термообработки, а также к снижению физико-механических показателей гипсовых плит за счет достаточно быстрого удаления кристаллизационной воды с сильной деформацией кристаллов гипсового камня.
Воздействие на гипсовый камень ультразвука интенсивностью менее 130дБ и мощность излучения менее 10 Вт/см2 малоэффективно с целью интенсификации процесса термообработки гипсового камня. Увеличение параметров ультразвукового воздействия сверх указанных границ приводит к усложнению оборудования, необходимости создания дополнительной защиты обслуживающего персонала от отрицательного ультразвукового воздействия большой мощности.
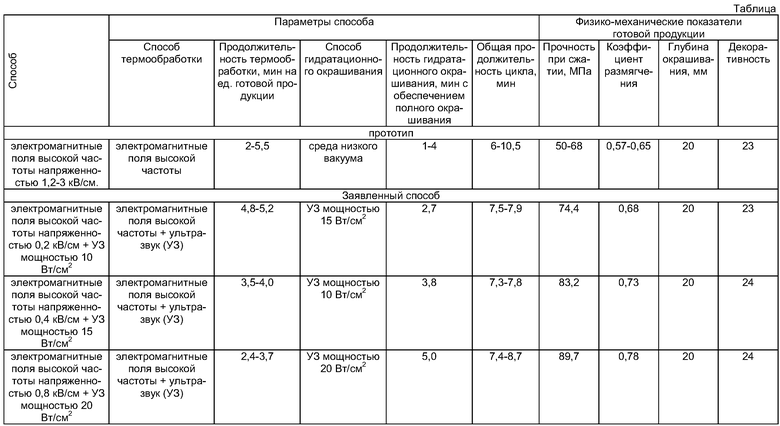
По результатам анализа таблицы можно сделать следующие выводы:
- одновременное воздействие на термообрабатываемый природный гипсовый камень электромагнитных полей высокой частоты с частотой 2450 МГц и напряженностью 0,2-0,8 кВ/см, и ультразвука интенсивностью 130-170 дБ и мощностью 10-20 Вт/см2 позволяют без увеличения продолжительности термообработки улучшить физико-механические показатели гипсовых плит, а именно увеличить прочность с 50-68 МПа до 74,4-89,7 МПа, а коэффициент размягчения с 0,57-0,65 до 0,68-0,78;
- увеличение интенсивности ультразвука с 10 до 20 Вт/см2 во время термообработки гипсового камня приводит к сокращению продолжительности термообработки с 4,8-5,2 мин до 2,4-3,7 мин, а также к улучшению физико-механических показателей гипсовых плит, а именно увеличению прочности с 74,4 до 89,7 МПа, а коэффициента размягчения с 0,68 до 0,78;
- наиболее оптимальными параметрами среды, в которой производят термообработку гипсового камня являются одновременное воздействие на гипсовый камень электромагнитных полей высокой частоты с частотой 2450 МГц и напряженностью 0,8 кВ/см и ультразвука интенсивностью 130-170 дБ, мощностью 20 Вт/см2, при которых достигаются наилучшие физико-механические показатели готовых гипсовых плит.
О качественном улучшении структуры термообработанного гипсового камня, а именно увеличении плотности, снижении дефектности кристаллической структуры свидетельствует и увеличение времени гидратационного окрашивания с 2,7 мин до 5,0 мин.
Таким образом, заявляемый способ получения облицовочных гипсовых плит позволяет повысить физико-механические характеристики готовой продукции за счет оптимизации процессов термообработки и гидратационного окрашивания. Кроме того, способ позволяет расширить область применения природного гипсового камня и уменьшить стоимость декоративно-отделочной продукции из природных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕКОРАТИВНОЙ ОБРАБОТКИ ОБЛИЦОВОЧНОЙ ПЛИТКИ ИЗ ИЗВЕСТНЯКА-РАКУШЕЧНИКА | 1992 |
|
RU2097206C1 |
| СПОСОБ МОЗАИЧНОЙ ИЛИ ДЕКОРАТИВНОЙ ОБЛИЦОВКИ ПОВЕРХНОСТИ ПЛИТОЧНЫМ МАТЕРИАЛОМ ИЗ ПРИРОДНОГО КАМНЯ | 1998 |
|
RU2145928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2145948C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151691C1 |
| Способ получения декоративного искусственного мрамора | 1950 |
|
SU89773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЗАИЧНЫХ ИЗОБРАЖЕНИЙ (ВАРИАНТЫ) | 2015 |
|
RU2621220C1 |
| СПОСОБ ОЧИСТКИ РАСТИТЕЛЬНЫХ МАСЕЛ ОТ ВОСКОВ | 2013 |
|
RU2523490C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНОГО ИЗДЕЛИЯ В СВЧ ЭЛЕКТРОМАГНИТНОМ ПОЛЕ | 2015 |
|
RU2629072C2 |
| СПОСОБ СВЧ-ДЕЗИНСЕКЦИИ МАТЕРИАЛОВ И/ИЛИ ИЗДЕЛИЙ ИЗ ШЕРСТИ | 2011 |
|
RU2477147C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИПСОВОГО ВЯЖУЩЕГО | 2011 |
|
RU2472756C1 |
Изобретение относится к области строительных материалов и может быть использовано для изготовления декоративно-отделочной продукции на основе природного гипсового камня. Способ получения облицовочных гипсовых плит включает распиловку гипсовых блоков из природного камня на заготовки, их калибровку, водонасыщение, термообработку, гидратационное окрашивание и фактурную обработку. Вначале осуществляют термообработку гипсовых блоков путем одновременного воздействия на гипсовые блоки электромагнитных полей высокой частоты напряженностью 0,2-0,8 кВ/см с частотой 2450 МГц и ультразвука интенсивностью 130-170 дБ и мощностью излучения 10-20 Вт/см2, а затем проводят сухую распиловку гипсовых блоков на плиты-заготовки с последующим гидратационным окрашиванием при помощи ультразвука. После этого окрашенные плиты-заготовки сушат, калибруют и подвергают фактурной обработке. Сушку гипсовых плит осуществляют горячим осушенным воздухом, подаваемым вентилятором из СВЧ-печи. Гидратационное окрашивание гипсовых плит осуществляют при помощи ультразвука интенсивностью 130-170 дБ и мощностью излучения 10-20 Вт/см2. Технический результат заключается в повышении физико-механических характеристик готовой продукции за счет оптимизации процессов термообработки и гидратационного окрашивания гипсовых плит. 2 з.п. ф-лы, 1 табл.
1. Способ получения облицовочных гипсовых плит, включающий распиловку гипсовых блоков из природного камня на заготовки, их калибровку, водонасыщение, термообработку, гидратационное окрашивание и фактурную обработку, отличающийся тем, что вначале осуществляют термообработку гипсовых блоков путем одновременного воздействия на гипсовые блоки электромагнитными полями высокой частоты напряженностью 0,2-0,8 кВ/см с частотой 2450 МГц и ультразвуком интенсивностью 130-170 дБ и мощностью излучения 10-20 Вт/см2, затем проводят сухую распиловку гипсовых блоков на плиты-заготовки с последующим гидратационным окрашиванием при помощи ультразвука, затем окрашенные плиты-заготовки сушат, калибруют и подвергают фактурной обработке.
2. Способ по п.1, отличающийся тем, что сушку гипсовых плит осуществляют горячим осушенным воздухом, подаваемым вентилятором из СВЧ-печи.
3. Способ по п.1, отличающийся тем, что гидратационное окрашивание гипсовых плит осуществляют при помощи ультразвука интенсивностью 130-170 дБ и мощностью излучения 10-20 Вт/см2.
| RU 2052432 C1, 20.01.1996 | |||
| Способ изготовления декоративных гипсовых изделий | 1983 |
|
SU1222665A1 |
| US 7470338 B2, 30.12.2008 | |||
| Мещеряков Ю.Г | |||
| Гипсовые попутные промышленные продукты и их применение в производстве строительных материалов | |||
| - Л.: Стройиздат, 1982, стр.54-59. | |||

