Настоящее изобретение относится к способам микроплазменной сварки металлов и может быть использовано преимущественно в хозяйственно-бытовых целях, а также в промышленности, ювелирном деле и зубном протезировании.
Известны способы микроплазменной сварки металлов плазменной струей, совмещенной со столбом сжатой дуги прямого действия, возбуждаемой между электродами плазменной горелки (плазмотрона) и обрабатываемым изделием, а также способы, в которых сварку осуществляют плазменной струей, полученной пропусканием плазмообразующего газа через столб электрической сжатой дуги косвенного действия [1, 2, 3]. При этом самосжатие дуги магнитным полем тока в дуге происходит как универсальное явление на основе «пинч-эффекта».
Упомянутые способы предусматривают формирование плазменной струи путем стабилизации дугового разряда с помощью водяного пара [3] или инертного газа с необходимостью в ряде случаев подавать в плазменную горелку дополнительно другие газы (N2, O2, CO2, и H2), при этом высокая стоимость производства инертного газа, значительные расходы по заправке газовых баллонов и соответствующая громоздкость оборудования ограничивают возможности использования способов [1, 2], особенно для бытовых целей. Для улучшения работы катода и снижения окисляющих свойств плазмы в нее вводят, соответственно, пары спирта [4-5] или аммиак [6].
Для использования микроплазменной сварки [2] в хозяйственно-бытовых целях, зубопротезном и ювелирном деле целесообразно обеспечить получение относительно тонкой плазменной струи с поперечным сечением 1-10 мм2, длиной факела 10-100 мм, раскрытием плазменного факела струи в пределах малого телесного угла и температурой на срезе сопла-анода несколько тысяч градусов с помощью, например, малоамперных (до 30 А) плазменных горелок, например [3] (прототип), с контактным возбуждением дуги подвижным стержневым катодом, в которых для генерации плазмы применяют преимущественно электрическую дугу косвенного действия.
Вода как плазмообразующая жидкость, используемая в прототипе, содержит кроме водорода, обладающего восстановительными свойствами, сильнейший окислитель - кислород. Поэтому для сварки плазменную струю целесообразно обогатить водородом путем добавления в воду водородосодержащих добавок с образованием гомогенной плазмообразующей смеси (раствора), которая при испарении образует однородные по составу пары, обеспечивающие стабильность состава и восстановительные свойства плазмы. При использовании водорастворимых спиртов следует учитывать, что полная гомогенизация наиболее употребимой 30-60%-ой плазмообразующей рабочей жидкости при температуре не выше комнатной происходит в течении нескольких часов с образованием раствора спиртогидратов. Последний процесс, происходящий на молекулярном уровне, может быть резко ускорен применением известных методов гомогенизации смесей, например, добавлением в воду аммиака NH3 в виде его водного раствора (нашатырного спирта). При этом известный эффект квантомеханической конверсии молекул аммиака, проявляющих себя как микровибраторы, при концентрации нашатырного спирта от 3% и выше обеспечивает приемлемую по продолжительности гомогенизацию смеси. Превышение 8%-ой концентрации наиболее употребимого 10%-го нашатырного спирта в рабочей жидкости вызывает появление заметного неприятного запаха аммиака, раздражающего в допустимых пределах органы дыхания человека, поэтому целесообразно применять 3-8%-ую добавку нашатырного спирта.
Экспериментально показано [4,5], что хороший результат по предотвращению окисления электродов горелки и обрабатываемого при сварке металла дает использование в качестве добавки к воде водородосодержащих ингредиентов, таких как углеводороды, их водорастворимые производные (низшие алифатические спирты и ацетон), а оптимальным с точки зрения энергетики и прочности сварного шва является содержание указанных добавок в плазмообразующем растворе в пределах 30-60 объем.%. Так, например, при уменьшении содержания этилового спирта в растворе ниже нижнего указанного предела увеличивается присутствие окалины в сварном соединении, что в свою очередь ухудшает его прочностные характеристики. При превышении содержания спиртов и других добавок в плазмообразующем растворе выше верхнего предела или при недостаточной растворимости их в воде наблюдается расслоение смеси и это приводит к неравномерному ее испарению, шунтированию и неустойчивому горению дуги. К тому же при этом падает энтальпия пара, что в свою очередь понижает температуру плазменной струи. Наилучший результат для сварки металлов дало использование горелки, аналогичной в [7], в которой плазмообразующий пар получен непосредственно в ней из жидкости, содержащей 60 объем.% деионизованной или дистиллированной воды и 40 объем.% этилового спирта.
Известные способы ограничивают срок эксплуатации электродного узла и не обеспечивают в плазменных горелках хорошей стабилизации тонкой плазменной струи в случае, когда ее диаметр соизмерим с диаметром столба дуги. Кроме того, прототип [3] не реализует микроплазменную сварку в полной мере, так как водяной пар образует окислительную плазменную среду. А при использовании спиртов в качестве добавок в плазмообразующую жидкость наблюдается также загрязнение изолятора в электродном узле горелки нежелательными осаждениями. Для удобства работы особенно при низких температурах целесообразно повысить скорость растворимости спирта в воде, понизить величину поверхностного натяжения рабочей жидкости с целью повышения ее текучести, смачиваемости жидкостью влаговпитывающих материалов в соответствующем резервуаре горелок и сокращения, в частности, времени заполнения в горелке этого резервуара рабочей жидкостью. Из-за тепловой инерционности горелок указанного типа при скачкообразном резком изменении мощности дуги в рабочем режиме последняя, как правило, гаснет.
Известно [1], что при сварке в среде многоатомных газов (N2, O2, CO2, Н2) протекает эндотермическая реакция диссоциации молекул с увеличением давления и объема, которая протекает в активных пятнах дуги. Эффект увеличения объема тем больше, чем больше атомов в молекуле газа, введенного в плазменную струю. Избыточное давление при этом в зоне активного пятна, вызванное нагревом и диссоциацией молекул газа, повышает скорость V истечения плазмообразующего газа вдоль электродов в межэлектродном промежутке. Наличие в плазме водорода, имеющего высокий потенциал ионизации, повышает рабочее напряжение на дуге [1], что позволяет уменьшить межэлектродный промежуток и, соответственно, увеличить V. Последнее способствует охлаждению электродов и замедляет их эрозию. Таким образом, следует ожидать, что введение в плазмообразующую среду водородосодержащих многоатомных молекул, например, аммиака, повысит в плазме содержание атомов водорода и будет положительно влиять на работоспособность электродного узла в горелке с возможностью уменьшения его размеров и веса. Кроме того, известно [1], что наличие водорода в плазме позволяет в зависимости от состава, давления и расхода плазмообразующего газа, расстояния между электродами, формы и размеров выходного сопла возбудить в плазме ультразвуковые колебания. Последние повышают, в частности, мощность дуги и эффективность плазменной обработки, а увеличение концентрации аммиака (NH3) в водном растворе уменьшает его поверхностное натяжение, увеличивая смачиваемость и текучесть, а также скорость растворения в воде спиртов, препятствует осаждению загрязнений при температуре кипения раствора.
Известно [8], что дуга, горящая в плазменной горелке в узком канале истечения плазмообразующего газа и занимающая практически все его поперечное сечение, вызывает перегрев электродов, но обеспечивает максимально возможный нагрев газа, и на выходе из канала плазменная струя имеет среднюю температуру, равную температуре дуги. На практике в горелках для повышения этой температуры и увеличения срока службы электродного узла увеличивают интенсивность охлаждения периферийной зоны плазменного потока или ограничивают поперечный размер его и дуги стенкой канала, а также диафрагмой [9]. При этом наибольший эффект теплоизоляции дуги от стенок канала достигается при совместном использовании стабилизирующей закрутки в межэлектродном пространстве рабочего газа и его дополнительного сжатия в выходном канале, например, диафрагмой [8]. При отсутствии диафрагмы закрутка газа приводит к образованию тороидального вихря вблизи электродов, что увеличивает тепловую границу дуги и не способствует ее стабилизации [8]. Поэтому для необходимой локализации дуги в приосевой области, наряду с закруткой газа, необходимо в отличие от прототипа диафрагмировать выходное сечение канала, которым определяются не только препятствующая шунтированию дуги устойчивость поверхности дугового столба, но и угол раскрытия факела, температура, давление, расход рабочего газа и скорость плазменной струи, т.е. возможно более эффективное управление параметрами последней.
Известно, что другим способом получить тонкую плазменную струю, повысить плотность тока в дуге и, соответственно, температуру плазмы будет использование конфузора - сходящегося профилированного по потоку стабилизирующего канала, например, приблизительно конической формы. Оптимальный профиль конфузорного канала во избежание нежелательных вихревых возмущений в потоке газа должен обеспечивать постоянство радиальной составляющей скорости газа вдоль всего канала на любом заданном радиусе. За счет радиальной составляющей скорости газа в конфузоре будет происходить как бы вдув относительно холодного газа в дугу и повышение температуры сопутствующего плазменного потока. Таким образом, следует ожидать, что вблизи конфузора и далее вблизи диафрагмы радиальный конвективный поток газа в направлении к оси будет не только стабилизировать дугу, но и способствовать возвращению тепла, переносимого теплопроводностью обратно в столб дуги («термический пинч-эффект»), и частично экранировать стенки сопла-анода горелки от теплового воздействия дуги. Данные процессы, очевидно, аналогичны тем, которые протекают при известном пористом вдуве холодного рабочего газа через стенки электродного узла плазменной горелки с целью охлаждения и защиты электродов, что способствует уменьшению их размеров и веса.
В дополнение к известному самосжатию дуги возникающим магнитным полем (пинч-эффект), наличие диафрагмы в канале вызывает не только «термический пинч-эффект», который усиливает действие магнитного пинч-эффекта, но и приводит кроме термоизоляции сопла к возникновению аксиального (осевого) градиента давления собственного магнитного поля плазмы, повышающего температуру и скорость ее истечения из сопла вплоть до значений, превышающих скорость звука [9]. Таким образом, изменение и подбор конфигурации выходного канала позволяет управлять в горелке положением области горения дуги и формированием параметров плазменной струи. Кроме того, известно [8], что вихревая стабилизация позволяет значительно сократить длину канала сопла, облегчая «вытягивание» дуги вдоль него, а одновременное наложение осевого магнитного поля, стабилизирующее и сжимающее дугу, дает возможность регулировать степень сжатия столба дуги независимо от расхода рабочего газа и обеспечить вращение анодного пятна по внутренним стенкам сопла-анода с целью повысить стойкость последнего, и, соответственно, уменьшить размеры и вес сопла-анода.
Высокая скорость истечения плазменной струи может оказаться нежелательной при пайке и сварке, так как под действием газодинамического напора жидкий металл будет выдавливаться (выдуваться) из зоны обработки, поэтому целесообразно предусмотреть газодинамическое торможение струи на выходе из сопла-анода в диффузоре, выполненном в виде чашеобразного углубления в торце сопла-анода горелки. Дополнительно такой диффузор при высоком давлении рабочего газа способствует замыканию дуги косвенного действия не на диафрагме, а на внутренней поверхности диффузора, предохраняя диафрагму от повышенной эрозии и сохраняя постоянным величину критического сечения диафрагмы. Кроме того, при этом вредное для глаз ультрафиолетовое излучение плазмы будет направлено преимущественно вдоль струи в виде достаточно узкого пучка. Очевидно, что форма диффузора в виде параболоида вращения является наиболее оптимальной, а его наличие в аноде уменьшает вес последнего.
Учитывая теплоэнергетическую инерционность горелок, в которых плазмообразующий пар вырабатывается непосредственно в горелке за счет передачи тепла горящей дуги по деталям горелки к испарителю, необходимы меры обеспечения устойчивого горения дуги как в пусковом режиме, так и в рабочем режиме при необходимости изменения рабочего тока или напряжения на дуге, которые должны изменяться плавно со скоростью, выбираемой из условия непрерывности горения дуги. В пусковом режиме для инициирования надежного поджига дуги целесообразно обеспечить максимально возможный пусковой ток с обеспечением его плавного снижения до величины рабочего тока в течение некоторого промежутка времени со скоростью, экспериментально подбираемой из того же условия.
Изобретение направлено на решение задачи создания способа микроплазменной сварки металлов относительно тонкой плазменной струей с использованием пара рабочей жидкости в качестве плазмообразующей среды в отличие от прототипа в виде водного раствора спирта с добавлением нашатырного спирта, обеспечивающего снижение не только окисляющих свойств плазменной струи, но и повышение стабильности горения дуги, увеличение срока службы электродов малоамперных горелок, применяемых преимущественно в хозяйственно-бытовых целях, и на удобство работы с ними при низких температурах, на реализацию автоматического (программируемого) регулирования тока в дуге в пусковом и переходном режимах работы горелки.
Парообразование может быть произведено непосредственно в горелке путем испарения рабочей жидкости, заполняющей специальный встроенный в горелку резервуар, за счет тепловой энергии, выделяемой горящей дугой на электродах, при этом конструктивно может быть значительно снижена тепловая нагрузка на электроды за счет теплопередачи к испарителю, а пониженное поверхностное натяжение рабочей жидкости при добавлении в нее нашатырного спирта позволяет возбудить в дуге ультразвуковые колебания и увеличить скорость заполнения ею резервуара в горелке, сокращая время подготовки к работе, так как пропитка рабочей жидкостью влаговпитывающего материала в резервуаре требует определенного времени.
Осуществление заявленного способа целесообразно посредством плазменных горелок прямой полярности с вихревой стабилизацией в межэлектродном промежутке дугового разряда косвенного действия, сжатого как собственным магнитным полем, так и, например, наложением внешнего осевого магнитного поля. При этом тепловая энергия и в частном случае энергия ультразвуковых колебаний передается обрабатываемому изделию только плазменной струей, истекающей из сопла-анода горелки со специально подобранным профилем канала истечения плазмы в виде конфузора, диафрагмы и диффузора. Газодинамическое торможение плазменной струи в диффузоре позволяет более эффективно управлять формированием плазменной струи при различных видах сварки. При этом достигается достаточная для использования в бытовых условиях электробезопасность и простота оборудования, так как отсутствует воздействие электрической дуги непосредственно на обрабатываемую поверхность, а ультрафиолетовое излучение в виде узкого пучка направлено только вдоль оси выходного канала. Возможно возбуждение в зоне обработки ультразвуковых колебаний путем соответствующей модуляции тока или напряжения на дуге, или соответствующим подбором формы канала и диаметра используемой диафрагмы, а также повышением содержания в плазме атомов водорода за счет добавления в рабочую жидкость достаточного количества водного аммиачного раствора (нашатырного спирта).
Технический результат предлагаемого изобретения заключается в увеличении скорости заполнения встроенного в горелку резервуара рабочей жидкостью в виде водного раствора спирта с добавлением нашатырного спирта, повышении срока эксплуатации электродного узла и стабилизации дуги, возможности обеспечения устойчивого горения дуги на всех режимах работы горелки и возбуждении в плазме ультразвуковых колебаний.
Указанный технический результат достигается тем, что в способе микроплазменной сварки металлов, включающем поджигание дуги в пусковом режиме и получение плазменной струи путем обжатия дуги плазмообразующими парами рабочей жидкости, испаряемой за счет тепла, выделяемого на электродах электрической сжатой дугой в плазменной горелке, в качестве рабочей жидкости используют смесь воды и растворителя в виде спирта с добавлением нашатырного спирта, дополнительно сжимают дугу и плазменную струю с помощью профилированного канала переменного сечения сопла-анода, выполненного в виде конфузора, диафрагмы и диффузора, а сварку осуществляют при помощи сжатой дуги косвенного действия, при этом в плазменной струе возбуждают ультразвуковые колебания и осуществляют регулирование тока в дуге с помощью программируемого электронного регулятора, задающего скорость изменения тока в дуге, исходя из условий обеспечения устойчивого горения дуги.
Возможна реализация способа, при которой рабочую жидкость приготовляют добавлением в водный раствор этилового спирта 3-8% нашатырного спирта (10% водного раствора аммиака).
Ниже приведен пример реализации заявленного способа.
На чертеже схематично изображено устройство, осуществляющее микроплазменную сварку металлов плазменной струей, полученной при помощи дуги косвенного действия. Оно состоит из плазменной горелки, включающей катод 1, сопло-анод 2 с профилированным каналом для формирования плазменной струи в виде конфузора 3, диафрагмы 4 и диффузора 5, а также изолятора 6 и источника питания 7. Стержневой цилиндрический катод заключен в изолирующей трубке 8, на которую намотан провод 9 в виде спирали для возбуждения стабилизирующего осевого магнитного поля 10. Патрубок 11 служит для заполнения рабочей жидкостью резервуара 12, внутри которого находится влаговпитывающая коалиновая вата. Источник питания содержит программируемый автоматический регулятор тока 13, который в частном случае может быть электрически связан с датчиком ультразвуковых колебаний 14, сигнализирующим о выходе горелки на рабочий режим микроплазменной сварки с применением ультразвука. В качестве рабочей жидкости используют, например, смесь воды 60%, этилового спирта 35% и нашатырного спирта 35% (10-ти процентного водного раствора аммиака NH3).
Обработку в плазменной струе 15 производят следующим образом. Открывают патрубок 11 резервуара 12 и заливают в него рабочую жидкость. Закрывают патрубок, от источника питания подают управляемый пусковой ток (далее - рабочий ток) и напряжение между катодом и соплом-анодом. Поджигают дугу, например, путем возвратно-поступательного перемещения катода до соприкосновения с соплом-анодом и переводят горелку в рабочий режим, плавно устанавливая рабочий ток в дуге, с помощью регулятора 13.
Тепловая энергия, выделяемая горящей дугой на сопле-аноде и катоде, испаряет жидкость, находящуюся в резервуаре. Образовавшиеся пары поступают в межэлектродное пространство по тангенциальным каналам 16 сопла-анода и, завихряясь, обтекают катод и проходят через столб дуги и далее через конфузор, диафрагму и диффузор, обеспечивая действие вышеописанных эффектов стабилизации, дополнительного сжатия дуги, возбуждение ультразвука и формирования плазменной струи 15 в профилированном канале ее истечения.
Плазмообразующий пар в канале сопла-анода нагревается до высоких температур и переходит в плазменное состояние, а канал образует на выходе сопла-анода плазменную струю. Струю направляют на место обработки материала, например, на место микроплазменной сварки. Ток дуги изменяют посредством регулятора 13 в пусковом, рабочем и переходном режимах, когда необходимо плавно менять величину рабочего тока в процессе плазменной обработки. Датчик 14 служит индикатором выхода на рабочий режим обработки, при необходимости возбуждения в дуге ультразвуковых колебаний. В отличие от прототипа осуществляется дополнительное сжатие и стабилизация дуги 17 вблизи катода с вращением анодного пятна по внутренней поверхности сопла-анода, которое может более эффективно достигаться возбуждением магнитного поля 10 обмоткой 9 на изоляционной трубке 8. В отличие от прототипа и аналогов плавная регулировка тока в дуге достигается не механическим путем, а с помощью программируемого электронного регулятора, задающего скорость изменения тока в дуге автоматически, исходя из условия, при котором дуга горит устойчиво в процессе регулировки.
Чтобы предотвратить выдувание жидкого металла из сварочной ванны в отличие от прототипа используют сопло-анод со специально подобранным диффузором в канале сопла и регулируют величину тока в дуге, чтобы обеспечить устойчивую стабилизацию дуги и необходимые параметры плазменной струи.
Вариант выполнения микроплазменной сварки на примере изготовления платиново-родиевой термопары.
Складывают параллельно концы двух проволок диаметром 0,2 мм, материал одной из которых платина, материал другой - родий (тугоплавкие металлы), скручивают концы на длину 2 мм. Включают плазменную горелку ГП-35 аппарата для микроплазменной сварки «Горынычъ» с диаметром сварочного сопла 2,1 мм (максимальный диаметр диффузора 3,5 мм) при рабочем токе в дуге 3 А и напряжении 130-135 В. На расстоянии 15 мм от среза сопла-анода горелки в плазменную струю вносят скрученные концы упомянутых проволок и извлекают их из плазмы после образования на концах шарика из платиново-родиевого сплава, который совместно с двумя поволоками образует термопару.
Источники информации
1. Под ред. Ольшанского Н.А. Сварка в машиностроении (справочник). Том 1. - М.: Машиностроение, 1978, с.233, 257, 447-461.
2. Под ред. Патона Б.Е. Микроплазменная сварка. - Киев: Наукова Думка, 1979, с.19-21.
3. Патент RU №2066263 C1.
4. А.с. СССР №844178.
5. А.с. СССР №1655702.
6. СВ 1395746 А, Н05Н1 (26,29.05.1975)Д5
7. Патент RU №49383.
8. Семенов А.Ф., Тельпизов Р.Ф. Исследование влияния диафрагмы и закрутки газа на стабилизацию дуги в канале плазмотрона. - Вестник КРСУ, №2, 2002 (http://www.krsu.edu.kg/vestnik/2002/v2/a11.html).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ МЕТАЛЛОВ | 2008 |
|
RU2397848C2 |
| ПАРОЖИДКОСТНОЙ ПЛАЗМОТРОН | 2013 |
|
RU2596570C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ НАГРЕВАНИЕМ ПЛАЗМЕННОЙ СТРУЕЙ | 2009 |
|
RU2431685C2 |
| МОБИЛЬНОЕ УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПРИМЕСЕЙ В ВОДЕ И ВОДНЫХ РАСТВОРАХ | 2019 |
|
RU2715079C1 |
| ВЫСОКОРЕСУРСНЫЙ ЭЛЕКТРОДУГОВОЙ ГЕНЕРАТОР НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ С ЗАЩИТНЫМ НАНОСТРУКТУРИРОВАННЫМ УГЛЕРОДНЫМ ПОКРЫТИЕМ ЭЛЕКТРОДОВ | 2013 |
|
RU2541349C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2646858C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕКТРОДУГОВОГО РАЗРЯДА В ПЛАЗМОТРОНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165130C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЕННОЙ СВАРКИ МЕТАЛЛОВ | 1995 |
|
RU2111098C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
Изобретение относится к способам микроплазменной сварки негорючих материалов и может быть использовано в ювелирном деле, в зубопротезировании, для бытовых и хозяйственных нужд. Способ включает поджигание дуги в пусковом режиме и получение плазменной струи путем обжатия дуги плазмообразующими парами рабочей жидкости, испаряемой за счет тепла, выделяемого на электродах электрической сжатой дугой в плазменной горелке. В качестве рабочей жидкости используют смесь воды и растворителя в виде спирта с добавлением нашатырного спирта. Дополнительно сжимают дугу и плазменную струю с помощью профилированного канала переменного сечения сопла-анода, выполненного в виде конфузора, диафрагмы и диффузора. Сварку осуществляют сжатой дугой косвенного действия. В плазменной струе возбуждают ультразвуковые колебания и осуществляют регулировку тока в дуге с помощью программируемого электронного регулятора, задающего скорость изменения тока в дуге, исходя из условия обеспечения устойчивого горения дуги. Техническим результатом является повышение стабильности горения дуги, срока службы электродов и уменьшение веса сопла-анода. 1 з.п. ф-лы, 1 ил.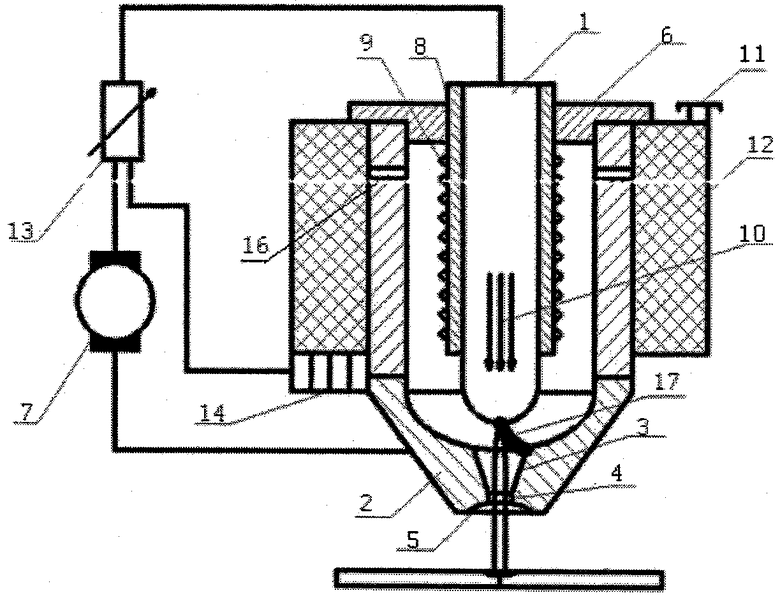
1. Способ микроплазменной сварки металлов, включающий поджигание дуги в пусковом режиме и получение плазменной струи путем обжатия дуги плазмообразующими парами рабочей жидкости, испаряемой за счет тепла, выделяемого на электродах электрической сжатой дугой в плазменной горелке, отличающийся тем, что в качестве рабочей жидкости используют смесь воды и растворителя в виде спирта с добавлением нашатырного спирта, дополнительно сжимают дугу и плазменную струю с помощью профилированного канала переменного сечения сопла-анода, выполненного в виде конфузора, диафрагмы и диффузора, а сварку осуществляют сжатой дугой косвенного действия, при этом в плазменной струе возбуждают ультразвуковые колебания и осуществляют регулировку тока в дуге с помощью программируемого электронного регулятора, задающего скорость изменения тока в дуге, исходя из условия обеспечения устойчивого горения дуги.
2. Способ по п.1, отличающийся тем, что в качестве рабочей жидкости используют смесь воды и растворителя в виде спирта с добавлением 5%-ного нашатырного спирта.
| RU 2066263 C1, 10.09.1996 | |||
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ СВАРКИ МЕТАЛЛОВ | 1997 |
|
RU2103129C1 |
| DE 10115241 A1, 24.10.2002 | |||
| US 5485721 A, 23.01.1996 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Турбинный блок | 1986 |
|
SU1395746A1 |
| 0 |
|
SU333890A1 | |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1624851A1 |
| СПОСОБ ПРОПИТКИ МАТРИЦЫ-НОСИТЕЛЯ ТВЕРДЫМИ И/ИЛИ ЖИДКИМИ СОЕДИНЕНИЯМИ С ПОМОЩЬЮ СЖАТЫХ ГАЗОВ И ПРОПИТАННЫЕ ТАКИМ СПОСОБОМ МАТЕРИАЛЫ | 2001 |
|
RU2257961C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU 20601128 C1, 20.05.1996. | |||

