Изобретение относится к деревообработке и может быть использовано для получения заготовок с радиальным расположением волокон древесины.
Известен способ изготовления радиальных пиломатериалов, заключающийся в том, что круглые лесоматериалы сначала распиливают на лесопильной раме на сердцевинные доски и сегменты. После этого распиливают сегменты, получая из срединной части радиальные пиломатериалы, а из боковых зон - секторы. Секторы распиливают, разместив их в лесопильном станке наружной поверхностью вниз таким образом, чтобы плоскости пропилов были параллельны радиальной. У полученных заготовок обрезают кромки на круглопильном станке (см. Межов И.С., Осипова Л.К. Производство радиальных пиломатериалов и заготовок. - М.: Деревообрабатывающая промышленность, 1966, №3, с. 8-10).
Недостатком этого способа является его высокая трудоемкость из-за необходимости выполнения нескольких последовательных операций на различных станках, а также недостаточный выход продукции из-за использования универсального, не приспособленного для производства специальных пиломатериалов оборудования.
Известен способ изготовления радиальных пиломатериалов, который позволяет увеличить выход пилопродукции (патент РФ №2045387, МПК B27B 1/00). Данный способ заключается в выполнении в кряже радиальных пропилов, в делении кряжа на секторы для распиловки их на заготовки трапециевидного сечения, одну из пластей каждой из которых образуют при отделении от центральной зоны кряжа, в соединении заготовок в полуфабрикаты по граням, образованным радиальными пропилами, и при повороте каждой второй заготовки вокруг продольной оси на 180 градусов при совмещении одноименных концов трапециевидных заготовок.
Недостатком этого способа является высокая трудоемкость изготовления продукции ввиду усложненности технологического процесса и необходимости выполнения большого числа операций при значительном объеме механизированного труда, имеет место снижение выхода продукции за счет потерь древесины при формировании пиломатериалов прямоугольной формы путем удаления периферийных и центральных зон заготовок после склеивания.
Известен станок для изготовления радиальных пиленых заготовок (патент РФ №53210, МПК B27C 1/00). Для производства древесных деталей на данном станке используется полубревно, распиленное или расколотое по диаметру пополам. Плоскость распила является базой для укладки полубревна на подвижную каретку станка, имеющую гидравлический зажим, систему продольного перемещения вдоль четырех пильных агрегатов, механизмы поперечного и углового перемещений платформы с полубревном и автоматическую настройку режущих агрегатов станка на заданный размер детали. Поперечным транспортером полубревно подается к пильным агрегатам до конечного выключателя на наружной стороне детали и поворачивается против часовой стрелки до выключателя по нижней плоскости полубревна. Затем устанавливаются две другие пилы горизонтального и вертикального раскроя на размер выпиливаемой детали и включается механизм продольного перемещения каретки. После вырезки одной детали полубревно поворачивается на толщину детали, и цикл повторяется до тех пор, пока первое полукольцо не будет распилено на заготовки установленного размера. Затем полубревно снова подвигается к пилам на ширину детали с помощью механизма поперечного перемещения заготовки и обрабатывается следующее полукольцо. Недостатком является маленькая динамика при работе станка, так как прямой и обратный ход подвижной каретки, с закрепленным полубревном, занимает больше времени и требует большего пространства, что ограничивает длину обрабатываемого полубревна до 1 метра.
Ближайшим аналогом является способ выпиливания радиальных заготовок из полубревна (патент РФ №2310555, МПК B27B 1/00), по которому бревно распиливают пополам вдоль его оси, затем укладывают базовой поверхностью, совпадающей с радиусом бревна, на подвижную каретку, фиксируют и механизмом поперечного перемещения полубревна подают в зону обработки на ширину заготовки, где последовательно пильно-фрезерными агрегатами вырезают заготовку заданной толщины и ширины, после этого полубревно механизмом углового перемещения поворачивают против часовой стрелки на толщину заготовки. Цикл повторяют до вырезания всего полукольца, затем полубревно вновь устанавливают в исходную позицию и подают в зону обработки на ширину заготовки, и цикл повторяют до тех пор, пока все полубревно не будет распилено на заготовки.
Использование этого способа требует предварительной распиловки бревна пополам вдоль продольной оси, что увеличивает трудоемкость производства заготовок.
Задачей, стоящей перед автором, является создание способа распилки бревна, позволяющего повысить производительность станка по изготовлению пиленых заготовок.
Задача решается благодаря продольному раскрою бревна по спирали Архимеда, в обратном направлении, от крайней точки до середины его окружности.
Спираль Архимеда - плоская кривая, которую описывает точка, движущаяся равномерно поступательно от центра по равномерно вращающемуся радиусу.
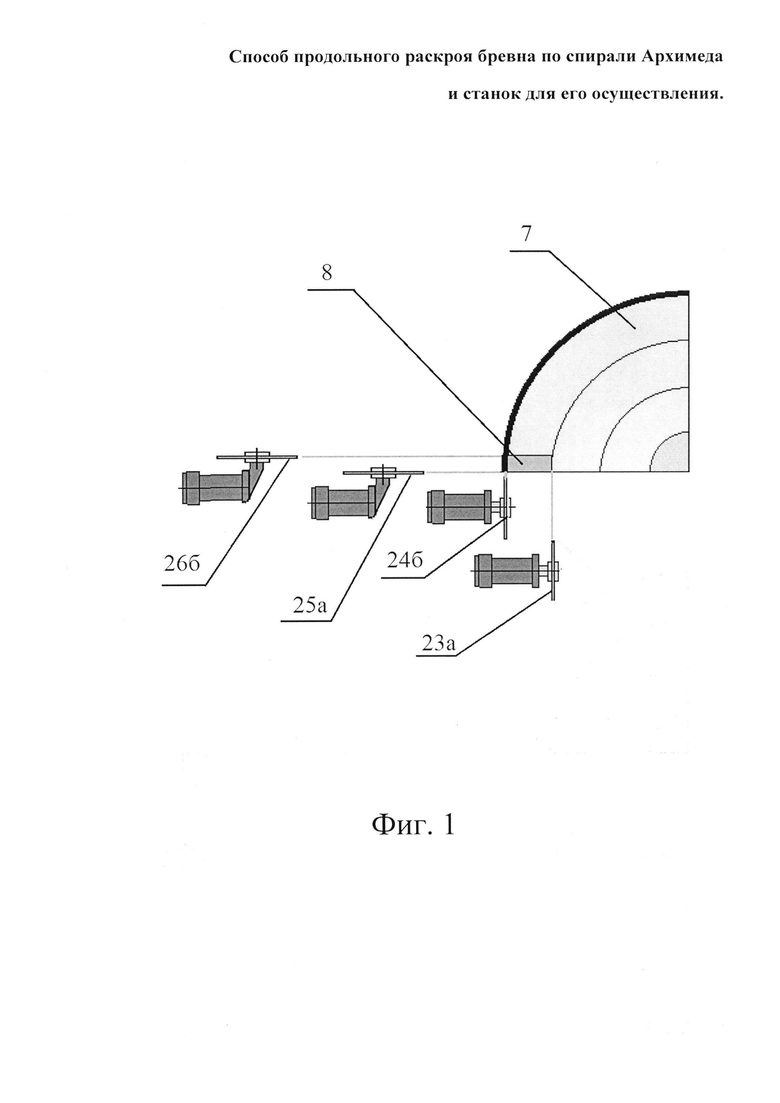
На фиг. 1 изображена схема вырезания детали заготовки пильными агрегатами.
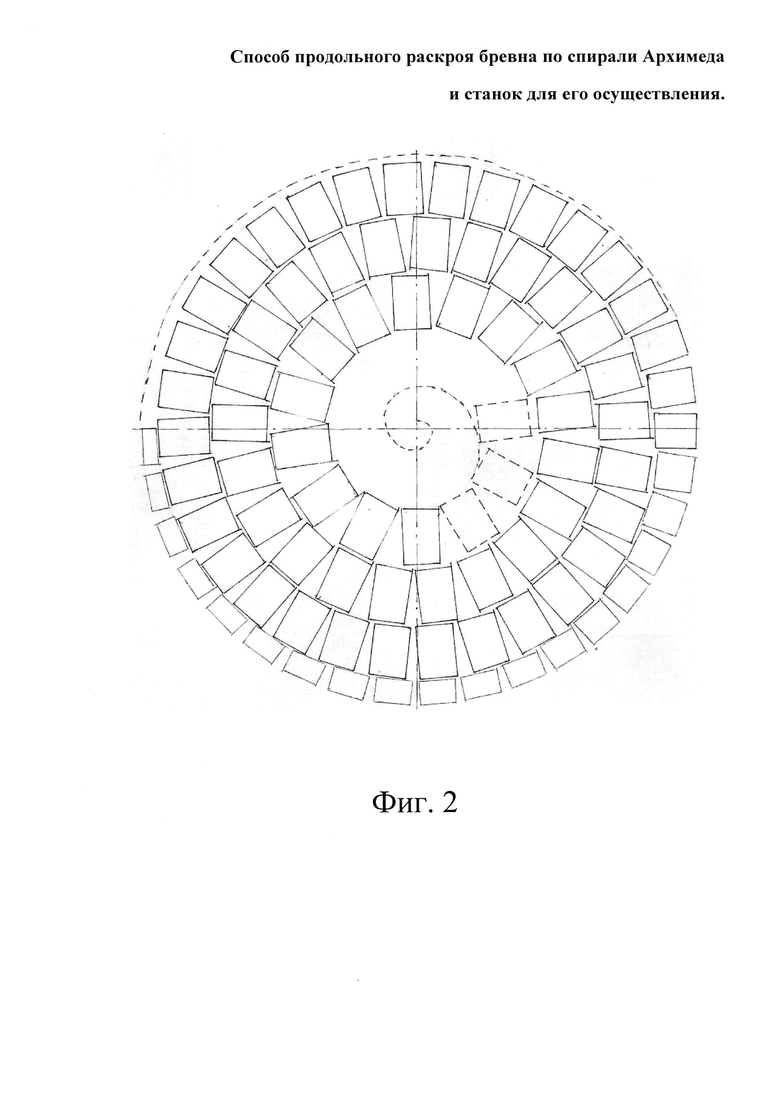
На фиг. 2 изображена схема реализации заявленного способа продольного раскроя бревна по спирали Архимеда.
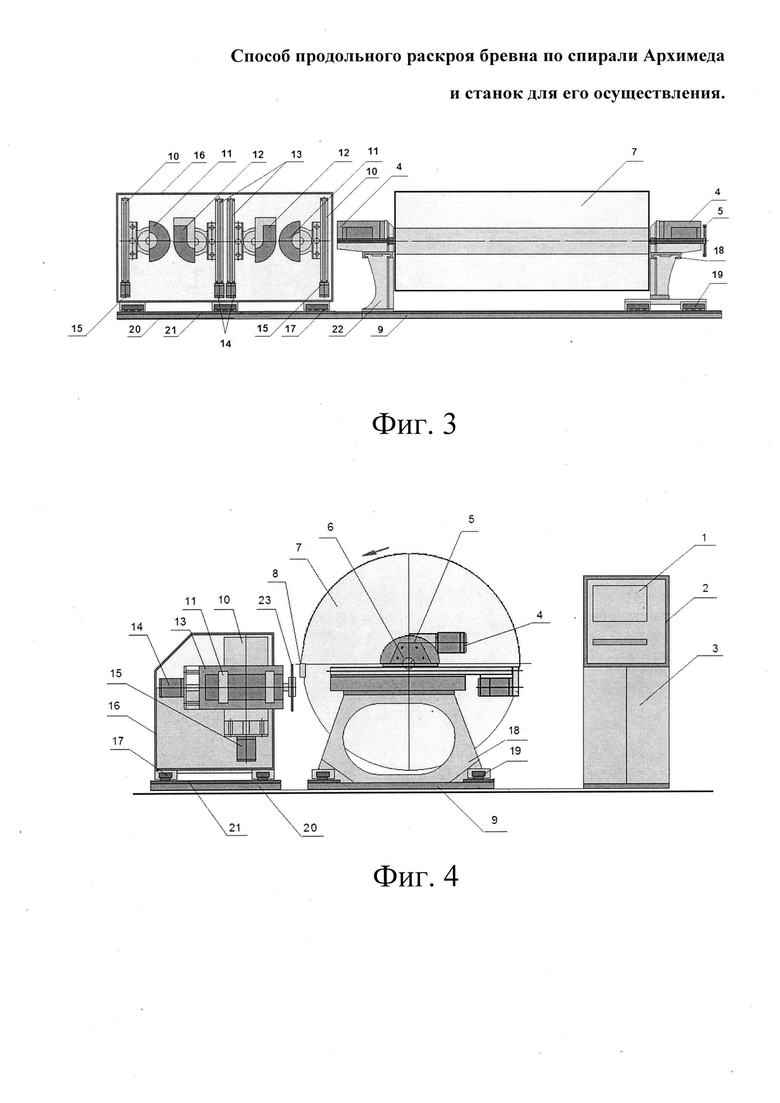
На фиг. 3 изображен станок для раскроя бревна по спирали Архимеда (вид сбоку).
На фиг. 4 изображен станок для раскроя бревна по спирали Архимеда (вид спереди).
Для реализации данного способа необходим станок, состоящий из:
1. Устройства цифровой индикации с ЧПУ.
2. Корпуса оборудования.
3. Шкафа с инструментом.
4. Электродвигателя поворотного устройства бревна.
5. Механизма зажима пиноли бревна.
6. Поворотного устройства бревна.
7. Бревна.
8. Детали заготовки.
9. Рамы корпуса крепления бревна.
10. Вертикального линейного модуля.
11. Электродвигателя вертикального резания.
12. Электродвигателя горизонтального резания.
13. Горизонтального линейного модуля.
14. Шагового двигателя (ШД) горизонтального линейного модуля.
15. Шагового двигателя (ШД) вертикального линейного модуля.
16. Корпуса блока пильных агрегатов.
17. Магнитной профильной рельсовой направляющей блока пильных агрегатов.
18. Корпуса крепления бревна с механизацией.
19. Магнитной профильной рельсовой направляющей корпуса станка.
20. Рамы корпуса блока пильных агрегатов.
21. Рельсового магнитного пути.
22. Стойки поперечной устойчивости (анкер).
23. Диска вертикального резания («а»).
24. Диска вертикального резания («б»).
25. Диска горизонтального резания («а»).
26. Диска горизонтального резания («б»).
Способ осуществляется следующим образом.
Бревно 7 с двух сторон надежно закрепляется на станке с помощью механизма зажима пиноли 5. В устройство индикации с ЧПУ 1 вносятся все параметры последовательной обработки бревна и размеры деталей заготовки 8, которых необходимо получить на выходе. При помощи дисков вертикального 23, 24 и горизонтального 25, 26 резания происходит выпиливание деталей заготовки 8 из бревна 7 (фиг. 1). Ствол бревна 7 начинает резаться с его крайней (поверхностной) точки способом продольного резания по радиусу самого бревна 7 (фиг. 2). После каждой вырезанной детали заготовки 8 бревно 7 при помощи поворотного устройства 6 поворачивается против часовой стрелки на угол, равный толщине следующей детали заготовки 8, при этом равномерно поступательно углубляясь к центру бревна по равномерно вращающемуся радиусу, создавая эффект спирали Архимеда. Цикл вырезания деталей заготовки 8 продолжается до тех пор, пока бревно не будет распилено до его центральной части - «карандаша».
Пошаговое врезание от поверхности к центру бревна 7 с изменением положения в пространстве детали заготовки 8, после каждого цикла, можно также назвать эффектом «баум-корректора».
Таким образом, задача изобретения по созданию способа распиловки бревна, который обеспечивает 100%-ный выход пиленых деталей заготовок при высоком полезном выходе готовой продукции, решена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления радиальных пиленых заготовок | 2018 |
|
RU2692633C1 |
| СПОСОБ РАСКРОЯ БРЕВЕН НА РАДИАЛЬНЫЕ ПИЛЕНЫЕ ЗАГОТОВКИ | 2006 |
|
RU2310555C1 |
| ПРОДОЛЬНО-РЕЖУЩИЙ СТАНОК ДЛЯ БЕССТРУЖЕЧНОГО УГЛОВОГО РАСКРОЯ БРЕВЕН НА РАДИАЛЬНЫЕ ЗАГОТОВКИ | 2013 |
|
RU2557219C2 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН НА ПРОДОЛЬНО-РАСПИЛОВОЧНОМ СТАНКЕ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2412047C2 |
| ГОРИЗОНТАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2006 |
|
RU2329888C1 |
| СПОСОБ РАСКРОЯ БРЕВНА НА РАДИАЛЬНЫЕ ЗАГОТОВКИ | 2011 |
|
RU2474489C1 |
| КРУГЛОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 2007 |
|
RU2365492C2 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ СТАНОК ДЛЯ РАСПИЛОВКИ БРЕВЕН | 2014 |
|
RU2566994C2 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН | 1992 |
|
RU2028935C1 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ КРУГЛЫХ ЛЕСОМАТЕРИАЛОВ | 2008 |
|
RU2372188C1 |
Группа изобретений относится к деревообрабатывающей промышленности, в частности к продольному раскрою бревна. Последовательно вырезают заготовку заданной толщины и ширины. Затем механизмом углового перемещения поворачивают бревно против часовой стрелки на толщину заготовки. При вырезании каждой следующей заготовки идет равномерно- поступательно углубление к центру бревна по равномерно-вращающемуся радиусу, создавая эффект спирали Архимеда. Станок для продольной распиловки бревен состоит из рамы корпуса крепления бревна, механизма зажима пиноли бревна, поворотного устройства бревна, пильных дисков. Станок дополнительно снабжен устройством индикации ЧПУ, позволяющим с заложенными в него параметрами последовательно обрабатывать целое бревно, равномерно- поступательно углубляясь к центру по равномерно-вращающемуся радиусу, создавая эффект спирали Архимеда. Повышается производительность станка. 2 н.п. ф-лы, 4 ил.
1. Способ продольного раскроя бревна, где последовательно вырезают заготовку заданной толщины и ширины, после чего механизмом углового перемещения поворачивают бревно против часовой стрелки на толщину заготовки, отличающийся тем, что при вырезании каждой следующей заготовки идет равномерно-поступательно углубление к центру бревна по равномерно-вращающемуся радиусу, создавая эффект спирали Архимеда.
2. Станок для продольной распиловки бревен, состоящий из рамы корпуса крепления бревна, механизма зажима пиноли бревна, поворотного устройства бревна, пильных дисков, отличающийся тем, что станок дополнительно снабжен устройством индикации ЧПУ, позволяющим с заложенными в него параметрами последовательно обрабатывать целое бревно, равномерно-поступательно углубляясь к центру по равномерно-вращающемуся радиусу, создавая эффект спирали Архимеда.
| СПОСОБ РАСКРОЯ БРЕВЕН НА РАДИАЛЬНЫЕ ПИЛЕНЫЕ ЗАГОТОВКИ | 2006 |
|
RU2310555C1 |
| US 4559987 A1, 24.12.1985 | |||
| Способ изготовления светозащитных контактных линз | 1959 |
|
SU125923A1 |
| САМОРАЗГРУЖАЮЩИЙСЯ ВАГОН | 1937 |
|
SU53210A1 |
| US 6938656 B2, 06.09.2005. | |||

