Предлагаемое изобретение относится к деревообрабатывающей промышленности и может быть использовано для продольной распиловки круглого леса.
Известен способ распиловки бревен на продольно-распиловочном станке, в котором так же, как и в заявляемом способе, осуществляют формирование изображения торца бревна и наложенной на торец карты распила на экране монитора, установку перед каждым пропилом необходимого положения одного или нескольких пильных инструментов относительно бревна и вырезку из массива бревна, по меньшей мере, одним пильным инструментом пиломатериалов заданных размеров в соответствии с картой распила. При этом наложение изображения карты распила на торец бревна осуществляют с помощью проектора, а видеосъемку торца бревна с спроецированной на него картой распила производят с помощью телевизионной камеры, после чего передают полученное изображение на экран монитора (заявка на патент Японии №1981-167641 от 20.10.1981 г.).
В общем случае в данном способе может использоваться либо проектор, формирующий проекцию с помощью заранее подготовленных материальных носителей изображений, например слайдов, либо проектор, формирующий карту распила путем развертки электронного луча.
Данный способ по совокупности признаков является наиболее близким к заявляемому техническому решению и поэтому принят авторами заявляемого изобретения за прототип.
К недостаткам данного способа следует отнести необходимость предварительной подготовки носителей изображений, например слайдов, для проецирования карт распила, если используется проектор, формирующий проекцию с помощью заранее подготовленных носителей изображений. Результатом данного недостатка является дополнительные затраты рабочего времени на подготовку носителей изображений при смене размеров требуемых к производству пиломатериалов либо при смене размеров распиливаемых бревен и как итог наличие непроизводительных затрат времени как при технологической подготовке производства, так и непосредственно в процессе распиловки бревен.
Известен также станок для продольной распиловки бревен, реализованный в заявке на патент Японии №1981-167641 от 20.10.1981 г., который так же, как и заявляемый станок, содержит, по меньшей мере, один пильный инструмент с механизмом его перемещения и устройство отображения на экране монитора торца бревна и предполагаемой карты распила, выполненное в виде телевизионной камеры, соединенной кабелем передачи сигнала изображения с монитором, и проектора, связанного кабелем с контроллером отображения карты распила.
К недостаткам указанного станка следует отнести необходимость обеспечения очень точного относительного взаимного расположения проектора, видеокамеры, станка и бревна и необходимость настройки проектора для обеспечения правильных геометрических размеров изображения карты распила на торце бревна. Без правильного расположения проектора относительно бревна и без его соответствующей настройки прямоугольные сечения досок карты распила будут проецироваться на торец с искажениями формы и размера и в общем случае будут иметь трапецеидальную форму с размерами, отличающимися от реальных. Без правильного расположения видеокамеры относительно станка и бревна видимое положение пильных инструментов не будет соответствовать карте распила. Вследствие чего указанные обстоятельства обуславливают необходимость дополнительных затрат времени при настройке оборудования, что приводит к увеличению непроизводительных затрат времени на технологическую подготовку производства и непосредственно в процессе распиловки бревен. Кроме того, наличие ограничений на места установки видеокамер, проекционного оборудования и торца бревна увеличивает время поиска их оптимального относительного положения, что дополнительно приводит к увеличению времени настройки оборудования и росту непроизводительных затрат времени при технологической подготовке и в процессе производства.
С учетом вышеизложенного в основу изобретения положена задача устранить указанные недостатки и создать такой способ продольной распиловки бревен, который бы за счет формирования на мониторе устройством дополненной реальности изображения виртуальной карты распила таким, как если бы оно было нанесено на плоскость торца бревна, и совмещения сформированного изображения виртуальной карты распила с изображением торца бревна позволил бы исключить необходимость подготовки носителей изображений карт распила, существенно снизить время, необходимое на настройку оборудования, вследствие чего существенно сократить непроизводительные затраты времени на технологическую подготовку производства и непосредственно в процессе распиловки бревен.
Также задачей заявляемого изобретения является создание такого станка для продольной распиловки бревен, которое бы за счет возможности преобразования расчетной карты распила в ее виртуальное изображение на плоскости торца бревна и совмещения данного виртуального изображения карты распила с изображением торца бревна на мониторе обеспечило бы существенное снижение требований по точности установки бревна относительно камеры, что позволило бы сократить время, необходимое на настройку оборудования, вследствие чего существенно сократить непроизводительные затраты времени при технологической подготовке производства и непосредственно в процессе распиловки бревен.
Поставленная задача решается тем, что в способе продольной распиловки бревен, включающем формирование на экране монитора изображения торца бревна и наложенной на торец карты распила, установку перед каждым пропилом необходимого положения одного или нескольких пильных инструментов относительно бревна и вырезку из массива бревна, по меньшей мере, одним пильным инструментом пиломатериалов заданных размеров в соответствии с картой распила, согласно изобретению на экране монитора с помощью устройства дополненной реальности, имеющего, по меньшей мере, одну видеокамеру, формируют изображение виртуальной карты распила таким, как если бы оно было нанесено на плоскость, совпадающую, по существу, с плоскостью торца бревна, и снято указанной видеокамерой, после чего сформированное изображение виртуальной карты распила перемещают на экране монитора до его совмещения с изображением торца бревна, рассчитывая по мере перемещения каждое новое положение виртуальной карты распила в плоскости, по существу, совпадающей с плоскостью торца бревна, и преобразуя при этом изображение виртуальной карты распила на экране монитора в соответствии с ее новым положением.
Такой способ продольной распиловки бревен позволяет:
- за счет формирования на экране монитора устройством дополненной реальности, имеющим, по меньшей мере, одну видеокамеру, изображения виртуальной карты распила таким, как если бы оно было нанесено на плоскость торца бревна и снято указанной видеокамерой, исключить необходимость использования в технологическом процессе каких-либо материальных носителей карты распила (например, слайдов), вследствие чего исключить время на их изготовление и установку перед началом распиловки каждого бревна, а значит сократить непроизводительные затраты времени на технологическую подготовку производства и в процессе распиловки бревен;
- за счет совмещения на экране монитора сформированного изображения виртуальной карты распила с изображением торца бревна и пересчета в процессе совмещения координат каждого из пикселов перемещаемого на экране изображения виртуальной карты распила в координаты соответствующей точки на плоскости торца бревна в системе координат станка исключить необходимость точной установки торца бревна, вследствие чего сократить непроизводительные затраты времени на технологическую подготовку производства и непосредственно в процессе распиловки бревен.
Целесообразно на экран монитора на каждом шаге распила выводить значения перемещений пильных инструментов, соответствующие рассчитанной карте распила и текущему шагу распила.
Такой способ продольной распиловки за счет подсказки оператору на каждом шаге распила о том, куда и на какое расстояние перемещать пильные инструменты, позволяет уменьшить количество ошибок при пилении и сократить время на принятие решения относительно величины и направления перемещения пильных инструментов, и в конечном счете, позволяет сократить непроизводительные затраты времени в процессе распиловки бревен.
Также целесообразно на экран монитора выводить изображения плоскостей реза пильных инструментов, соответствующих их текущему положению, и перед каждым шагом распила перемещать пильные инструменты в положение, при котором изображения плоскостей реза пильных инструментов на мониторе совмещаются с изображением соответствующих текущему шагу распила плоскостей реза карты распила.
Такой способ распиловки бревен за счет визуализации на экране монитора положения плоскостей реза пильных инструментов позволяет сократить время на холостые перемещения пильных инструментов при их позиционировании перед каждым шагом распила, что делает возможным сокращение непроизводительных затрат времени в процессе распиловки бревен.
Также целесообразно с помощью, по меньшей мере, одного лазерного устройства генерировать развернутую плоскость светового луча, совпадающую с плоскостью реза соответствующего пильного инструмента, формировать на торце бревна в месте пересечения плоскости светового луча с плоскостью торца бревна, по меньшей мере, один световой след в виде прямой линии и перед каждым шагом распила перемещать пильные инструменты в положение, при котором изображение светового следа совмещается с изображением соответствующей текущему шагу распила плоскости реза карты распила.
Такой способ распиловки бревен за счет визуализации на торце бревна развернутой плоскости светового луча, совпадающей с плоскостью реза соответствующего пильного инструмента, позволяет сократить время на холостые перемещения пильных инструментов при их позиционировании перед каждым шагом распила, что делает возможным сокращение непроизводительных затрат времени в процессе распиловки бревен.
Также целесообразно ввод геометрических параметров бревна в модуль расчета оптимальной карты распила производить с экрана монитора путем указания на изображении торца бревна точек, определяющих требуемые геометрические параметры бревна.
Такой способ распиловки бревен за счет введенного соответствия точек изображения на мониторе реальным координатам точек на торце бревна в системе координат станка позволяет исключить необходимость измерения геометрических параметров бревна непосредственно на бревне, обеспечивая возможность необходимых замеров оператором, сидя за монитором, что облегчает процесс определения и ввод геометрических параметров бревна в модуль расчета оптимальной карты распила и сокращает непроизводительные затраты времени на перемещения оператора между монитором и торцом бревна.
Также целесообразно в качестве точек, определяющих требуемые геометрические параметры бревна, на экране монитора указывать две точки, противоположно расположенные на внешнем контуре изображения торца бревна на экране монитора.
Такой способ продольной распиловки позволяет облегчить и ускорить процесс определения диаметра бревна для расчета или выбора уже рассчитанной карты распила, что ведет к сокращению непроизводительных затрат времени при распиловке бревен.
Также целесообразно в качестве точек, определяющих требуемые геометрические параметры бревна, на экране монитора указывать две точки, противоположно расположенные на внешней и внутренней границе заболони на изображении торца бревна на экране монитора.
Такой способ продольной распиловки позволяет облегчить и ускорить процесс определения толщины заболони для расчета или выбора уже рассчитанной карты распила в случаях, когда заболонь на доске снижает качество доски или недопустима, что позволяет сократить непроизводительные затраты времени при распиловке бревен.
Также целесообразно в качестве точки, определяющей требуемые геометрические параметры бревна, на экране монитора указывать точку, совпадающую с изображением биологического центра торца бревна на экране монитора.
Такой способ продольной распиловки позволяет облегчить и ускорить процесс определения положения биологического центра торца бревна для определения положения сердцевинной части бревна. Это необходимо учитывать при выборе или расчете карты распила в частом числе случаев, когда сердцевина бревна представляет собой менее ценную древесину вследствие наличия в ней дефектов, например гнили, либо из-за увеличенной сучковатости данной части бревна. Ускорение определения положения биологического центра бревна также ведет к сокращению непроизводительных затраты времени при распиловке бревен.
Также поставленная задача решается тем, что в станке для продольной распиловки бревен, содержащем, по меньшей мере, один пильный инструмент с механизмом его перемещения и устройство отображения на экране монитора торца бревна и предполагаемой карты распила, согласно изобретению устройство отображения на экране монитора торца бревна и предполагаемой карты распила выполнено в виде устройства дополненной реальности, включающего компьютер с монитором и, по меньшей мере, одну видеокамеру, соединенную с компьютером и установленную с возможностью обзора, по меньшей мере, одного торца бревна, модуль преобразования расчетной карты распила в ее виртуальное изображение на плоскости торца бревна и модуль совмещения на мониторе указанного виртуального изображения карты распила с изображением торца бревна.
Такое конструктивное выполнение продольно-распиловочного станка позволяет за счет выполнения устройства отображения на экране монитора торца бревна и предполагаемой карты распила в виде устройства дополненной реальности с модулем преобразования расчетной карты распила в ее виртуальное изображение на плоскости торца бревна и модулем совмещения на мониторе указанного виртуального изображения карты распила с изображением торца бревна, обеспечить возможность преобразования расчетной карты распила в ее виртуальное изображение на плоскости торца бревна и совмещения данного виртуального изображения карты распила с изображением торца бревна на мониторе, вследствие чего существенно снизить требования по точности установки бревна относительно камеры и сократить время, необходимое на настройку оборудования и установку бревен перед распилом, вследствие чего существенно сократить непроизводительные затраты времени при технологической подготовке производства и непосредственно в процессе распиловки бревен.
Целесообразно, чтобы станок для продольной распиловки бревен содержал, по меньшей мере, одно лазерное устройство для генерации развернутого в плоскости светового луча, установленное таким образом, чтобы плоскость светового луча совпала с плоскостью расположения пильного инструмента.
Такое конструктивное выполнение продольно-распиловочного станка позволяет за счет визуализации положения пильных инструментов на виртуальной карте распила на торце бревна в любой момент времени в процессе распиле бревна и совмещения плоскости светового луча с текущей в соответствии с виртуальной картой распила плоскостью реза сократить время оператора на установку пильных инструментов на каждом шаге распила и уменьшить непроизводительные затраты времени в процессе распиловки бревен.
Также целесообразно устройство дополненной реальности снабжать, по меньшей мере, одной парой видеокамер, установленных с возможностью обзора одного торца бревна.
Такое конструктивное выполнение продольно-распиловочного станка позволяет за счет возможности использования обеих видеокамер в качестве стереопары определять методами стереоскопии положение плоскости торца бревна в системе координат станка, вследствие чего увеличить допускаемую зону расположения бревна относительно видеокамер, что позволяет снизить время, необходимое на установку бревна перед распилом, и сократить непроизводительные затраты времени в процессе распиловки бревен.
Также целесообразно, чтобы устройство дополненной реальности содержало модуль для расчета и отображения на мониторе значений относительных перемещений пильного инструмента и бревна для каждого шага распила соответствующей карты распила.
Такое конструктивное выполнение продольно-распиловочного станка позволяет за счет вывода на экран монитора на каждом шаге распила значений перемещений пильных инструментов, соответствующих текущему шагу на используемой карте распила, сократить время оператора, необходимое для принятия решения по величине необходимых перемещений пильных инструментов на каждом шаге распила и уменьшить непроизводительные затраты времени в процессе распиловки бревен.
Также целесообразно, чтобы устройство дополненной реальности содержало модуль расчета оптимальной карты распила.
Такое конструктивное выполнение продольно-распиловочного станка позволяет за счет исключения необходимости предварительной подготовки ряда карт распила для бревен различного диаметра и получения в режиме онлайн оптимальной карты распила для геометрических параметров установленного для распила бревна сократить время на технологическую подготовку производства и вследствие возможности автоматической генерации последовательности перемещений пильных инструментов в соответствии с выбранной оптимальной картой распила бревна уменьшить непроизводительные затраты времени в процессе распиловки бревен.
Также целесообразно, чтобы устройство дополненной реальности содержало модуль определения геометрических параметров бревна по изображению на мониторе компьютера.
Такое конструктивное выполнение продольно-распиловочного станка позволяет за счет возможности определения геометрических параметров бревна по изображению торца бревна на экране монитора и исключения необходимости физического замера персоналом геометрических параметров установленного бревна сократить непроизводительные затраты времени при технологической подготовке производства и непосредственно в процессе распиловки бревен.
Ниже изобретение поясняется на предпочтительных примерах его выполнения, не имеющих ограничительного характера, которые проиллюстрированы сопровождающими чертежами, на которых изображены:
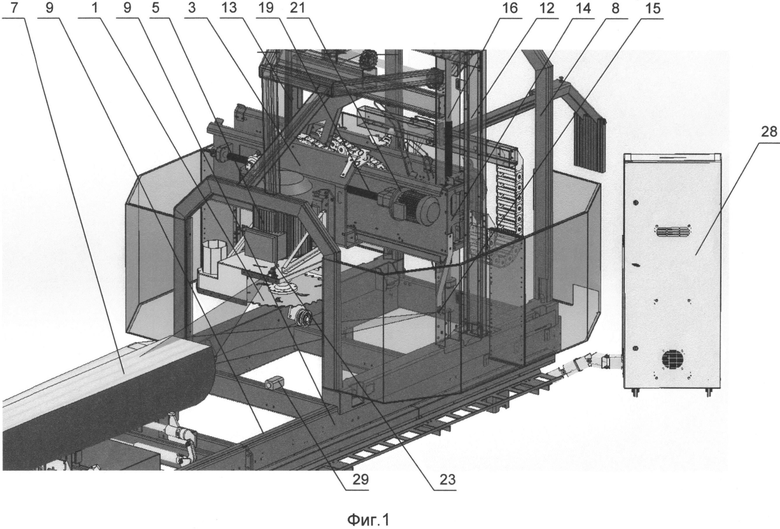
Фиг. 1 - аксонометрическое изображение предпочтительного варианта станка продольной распиловки для осуществления заявляемого способа распиловки бревен (вид спереди);
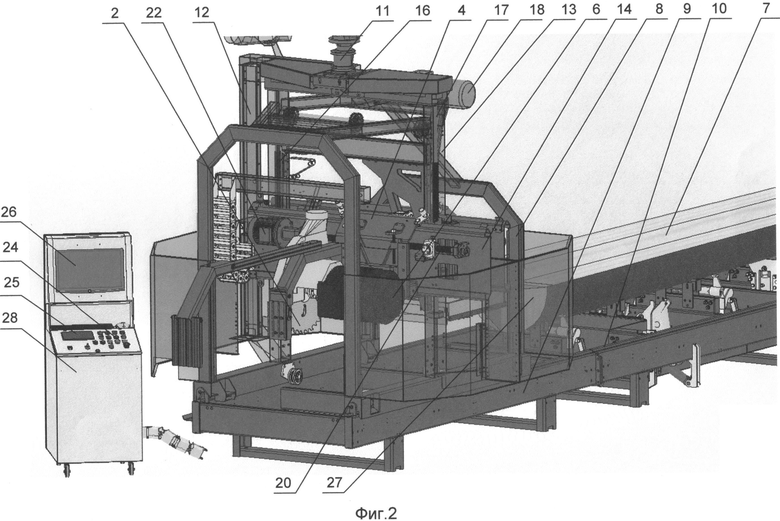
Фиг. 2 - аксонометрическое изображение предпочтительного варианта станка продольной распиловки для осуществления заявляемого способа распиловки бревен (вид сзади);
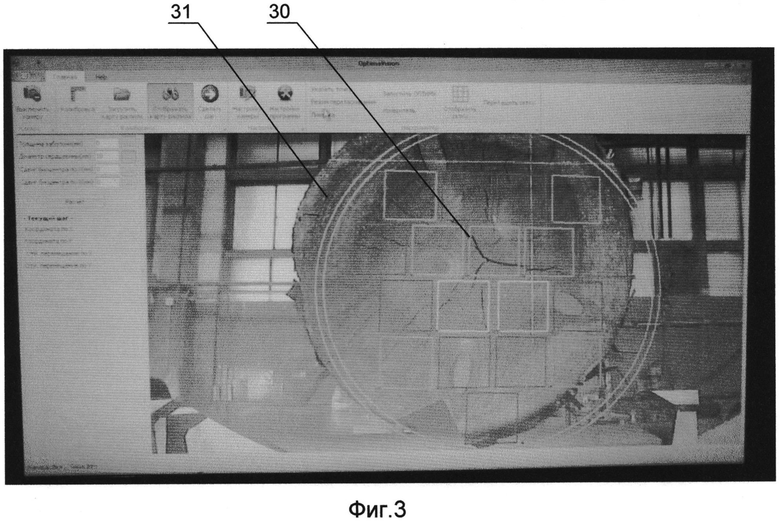
Фиг. 3 - изображения карты распила и торца бревна на экране монитора до их совмещения;
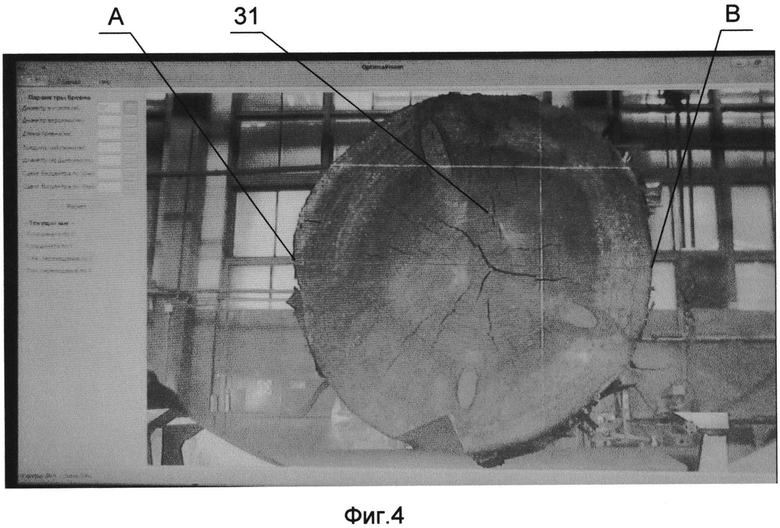
Фиг. 4 - изображения карты распила и торца бревна на экране монитора после их совмещения;
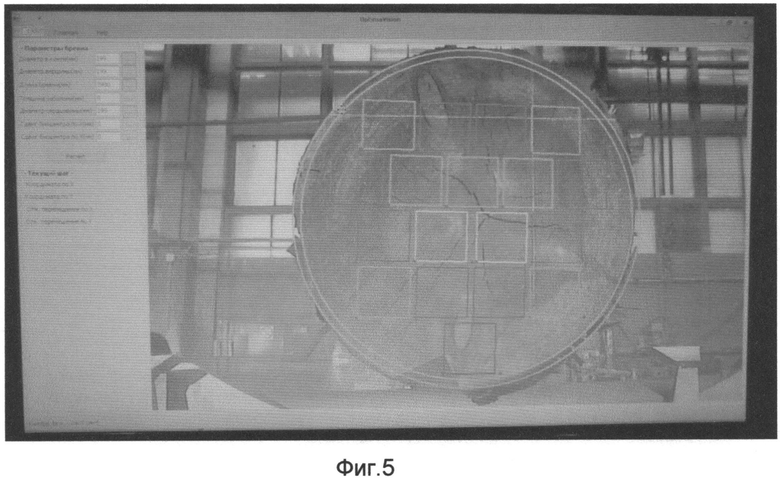
Фиг. 5 - изображения плоскостей реза пильных инструментов, совмещенные на мониторе с изображением соответствующих текущему шагу распила плоскостей реза на виртуальной карте распила;
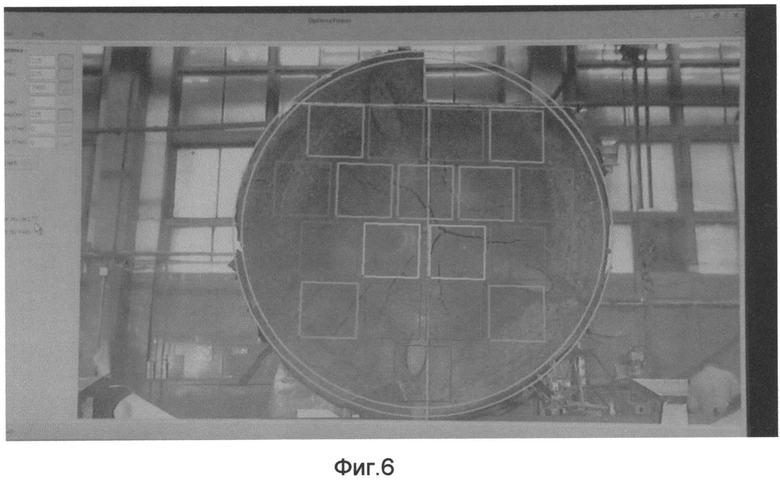
Фиг. 6 - изображения на экране монитора двух точек, противоположно расположенные на внешнем контуре изображения торца бревна на экране монитора.
Предпочтительный вариант реализации конструкции продольно-распиловочного станка для осуществления заявляемого способа распиловки бревен содержит пильные инструменты, выполненные в виде двух пильных дисков 1 (Фиг. 1) и 2 (Фиг. 2), которые установлены на суппортах 3 (Фиг. 1) и 4 (Фиг. 2) соответственно в горизонтальной и вертикальной плоскостях, образуя угловую пару пильных дисков. Каждый пильный диск закреплен на валу своего электродвигателя 5 (Фиг. 1) и 6 (Фиг. 2), которые также установлены на тех же суппортах 3 (Фиг. 1) и 4 (Фиг. 2) соответственно.
Механизм относительного перемещения пильных дисков 1 (Фиг. 1) и 2 (Фиг. 2) вдоль бревна 7 выполнен в виде подвижного портала 8, установленного с возможностью возвратно-поступательного перемещения с помощью привода продольной подачи относительно неподвижного основания 9, на котором закреплено бревно 7 и выполнены направляющие 10 для перемещения подвижного портала 8.
Привод продольной подачи содержит установленный в верхней части каркаса подвижного портала 8 мотор-редуктор 11, кинематически связанный с валом привода при помощи двух втулочно-роликовых цепей, натянутых по всей длине неподвижного основания 9. В торцевой части мотор-редуктора 11 установлен датчик угловых перемещений, считывающий величину угла поворота выходного вала мотор-редуктора 11.
Подвижный портал 8 выполнен в виде каркасной конструкции, сваренной из гнутых профилей, с двумя вертикальными направляющими 12 и 13, на которые установлен с возможностью возвратно-поступательного движения в вертикальной плоскости носитель 14 суппортов. На носителе 14 суппортов в плоскости расположения горизонтального пильного диска установлено лазерное устройство 15 (Фиг. 1) для генерации развернутого в плоскости светового луча. Привод вертикальной подачи носителя 14 суппортов содержит два вертикальных ходовых винта 16 и 17 (Фиг. 2), установленных в подшипниковых опорах на портале 8 с возможностью вращения от мотор-редуктора 18, кинематически связанного через втулочно-роликовые цепи вертикальными ходовыми винтами 16 (Фиг. 1) и 17 (Фиг. 2). В нижней части одного из вертикальных ходовых винтов установлен датчик угловых перемещений.
Приводы горизонтального перемещения суппортов 3 (Фиг. 1) и 4 (Фиг. 2) в плоскости, по существу перпендикулярной направлению перемещения портала 8 относительно неподвижного основания 9, содержат соответственно горизонтальные ходовые винты 19 (Фиг. 1) и 20 (Фиг. 2), смонтированные соответственно на кронштейнах носителя 14 суппортов и кинематически связанные как с бронзовыми гайками, установленными также на суппортах 3 (Фиг. 1) и 4 (Фиг. 2), так и с электродвигателями 21 (Фиг. 1) и 22 (Фиг. 2) соответственно. На суппорте 3 (Фиг. 1) в плоскости расположения вертикального пильного диска 2 (Фиг. 2) установлено лазерное устройство 23 (Фиг. 1) для генерации развернутого в плоскости светового луча. Внутри корпуса каждого электродвигателя 21 и 22 (Фиг. 2) установлен датчик угловых перемещений.
Микропроцессорная система управления станка содержит программируемый контроллер, в качестве которого может быть использован процессор фирмы OMRON CQM1-CPU21-E, пульт 24 управления с программируемым терминалом 25, в качестве которого может быть использован терминал фирмы OMRON NT11S-SF121-B, датчики крайних положений подвижного портала 8 относительно неподвижного основания 9, в качестве которых могут быть использованы бесконтактные индуктивные конечные выключатели ВК FC7-32-N-15-250, которые установлены на неподвижном основании 9, и датчики контроля перемещений суппортов 3 (Фиг. 1) и 4 (Фиг. 2) по носителю 14 суппортов в плоскости, по существу, перпендикулярной направлению перемещения портала 8 относительно неподвижного основания 9.
На станке также смонтирована кабельная сеть для связи приводов механизмов и элементов микропроцессорной системы управления с источником питания и между собой.
Устройство отображения на экране монитора 26 торца 27 бревна 7 и предполагаемой карты распила выполнено в виде устройства дополненной реальности, которое содержит компьютер с монитором 26, установленные в стойке 28 системы управления, видеокамеру 29 (Фиг. 1), соединенную с компьютером и установленную с возможностью обзора одного торца 27 (Фиг. 2) бревна 7, и специально разработанное программное средство, установленное на компьютер и содержащее модуль преобразования карты распила в ее виртуальное изображение 30 (Фиг. 3) на плоскости торца 27 (Фиг. 2) бревна 7, а также модуль совмещения на мониторе 26 указанного виртуального изображения 30 (Фиг. 3) карты распила с изображением 31 торца 27 (Фиг. 2) бревна 7.
Программное средство устройства дополненной реальности выполнено с возможностью взаимодействия с модулем определения геометрических параметров бревна 7 по изображению на мониторе 26 компьютера, модулем расчета оптимальной карты распила и модулем расчета и отображения на мониторе 26 значений относительных перемещений пильного инструмента для каждого шага распила соответствующей карты распила.
Модуль преобразования карты распила в ее виртуальное изображение 30 (Фиг. 3) на плоскости торца 27 (Фиг. 2) бревна 7 выполнен в виде отдельного программного блока, предназначенного для преобразования заданной или рассчитанной оптимальной карты распила в ее виртуальное изображение 30 (Фиг. 3), таким, как если бы оно было нанесено на плоскость торца 27 (Фиг. 2) бревна 7 и снято указанной видеокамерой 29 (Фиг. 1).
Модуль совмещения на мониторе 26 (Фиг. 2) указанного виртуального изображения 30 (Фиг. 3) карты распила с изображением 31 торца 27 (Фиг. 2) бревна 7 выполнен в виде отдельного программного блока, основной функцией которого является преобразование виртуального изображения 30 (Фиг. 3) карты распила в каждом новом положении при перемещении оператором виртуального изображения 30 карты распила на мониторе 26 (Фиг. 2) до совмещения с изображением 31 (Фиг. 3) торца 27 (Фиг. 2) бревна 7.
Модуль определения геометрических параметров бревна 7 выполнен в виде отдельного программного блока, основными функциями которого является определение геометрических параметров бревна 7 по нескольким точкам, указанным оператором на виртуальном изображении 31 (Фиг. 3) торца 27 (Фиг. 2) бревна 7 на экране монитора 26.
Модуль расчета оптимальной карты распила выполнен в виде отдельного программного блока, основной функцией которого является генерация по команде оператора оптимальной карты распила и соответствующей ей последовательности шагов перемещения пильных дисков 1 (Фиг. 1) и 2 (Фиг. 2) по осям координат станка, рассчитанной на основе эвристического алгоритма с применением математических методов оптимизации и учетом задаваемых геометрических параметров каждого бревна 7, требуемой номенклатуры пиломатериалов и выбранного критерия оптимальности.
Модуль расчета и отображения на мониторе 26 значений относительных перемещений пильного инструмента для каждого шага распила соответствующей карты распила выполнен в виде отдельного программного блока, основной функцией которого является вывод на экран монитора 26 после завершения каждого шага распила значений относительных перемещений пильных инструментов, необходимых для установки их в положение, соответствующее следующему шагу принятой к исполнению карты распила.
В составе устройства дополненной реальности используется откалиброванная видеокамера 29 (Фиг. 1) которая закреплена на подвижном портале 8 с возможностью обзора торца 27 (Фиг. 2) бревна 7. Откалиброванная видеокамера 29 (Фиг. 1) имеет известные внутренние и внешние параметры.
Внутренние параметры видеокамеры 29 описаны матрицей внутренних параметров К, которую получают в результате проведения процесса внутренней калибровки видеокамеры 29, которую проводят единожды при установке видеокамеры:
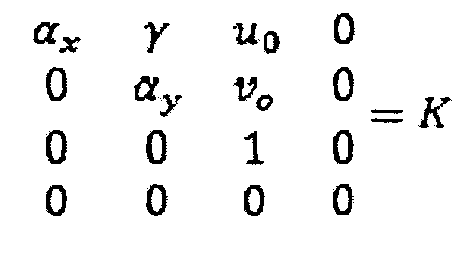
Для идеальной модели видеокамеры справедливо равенство:
αx=αy=F;
где F - фокусное расстояние и коэффициент матрицы γγ=0.
Однако для реальных моделей видеокамеры такое утверждение верно не всегда, поэтому необходимо принимать во внимание несовершенство системы формирования изображения в видеокамере. При формировании изображения на реальных видеокамерах возникают следующие погрешности:
- нарушается пропорция пикселей
- происходит искажение (наклон) пикселей.
Для реальной камеры фокусное расстояние вдоль оси x и y может не совпадать. И в общем случае коэффициенты матрицы камеры αx и αy связаны следующим соотношением:
αx=nαy
где n - коэффициент пропорции пикселя.
При этом использованы следующие обозначения параметров:
γ - угол наклона пикселя;
u0 и v0 - координаты принципиальной точки (точка пересечения оптической оси и точки изображения).
К внешним параметрам относятся координаты видеокамеры 29 в системе координат станка (мировой системы координат) и углы поворота видеокамеры 29 относительно осей системы координат станка, выраженные математически матрицей преобразования из 3D-мировой системы координат (системы координат станка) в систему 3D-координат видеокамеры 29.
Матрица преобразования из 3D - мировой системы координат в систему 3D - координат видеокамеры 29 имеет следующий вид:

Где R - матрица поворота 3×3;
Т - вектор переноса 3×1.
Работа на станке осуществляется следующим образом.
Перед началом работы оператор включает компьютер и запускает программу устройства дополненной реальности. В модуле расчета оптимальной карты распила оператор задает номенклатуру требуемых пиломатериалов и один из возможных критериев оптимизации, таких как: максимальный выход пиломатериалов заданной номенклатуры, максимальная стоимость получаемых пиломатериалов, максимальный выход пиломатериалов радиального распила, максимальная стоимость при максимизации радиального распила или др.
После установки и закрепления бревна 7 на неподвижном основании 9 на экране монитора 26 (Фиг. 2) с помощью видеокамеры 29 (Фиг. 1) формируется изображение 31 (Фиг. 3) торца 27 (Фиг. 2) бревна 7.
После чего оператор курсором указывает на изображении 31 (Фиг. 4) торца 27 (Фиг. 2) бревна 7 крайние противоположные точки А и В изображения 31 (Фиг. 4) торца 27 (Фиг. 2) бревна 7 и с помощью модуля определения геометрических параметров бревна 7 оператором производится замер диаметра торца 27 (Фиг. 2) бревна 7 непосредственно с монитора 26 без ручного замера измерительным инструментом диаметра торца 27 бревна 7.
Модуль определения геометрических параметров бревна 7 осуществляет проектирование точки изображения на экране монитора 26 в систему координат станка (мировую систему координат), если известна одна из координат в мировой системе координат, по следующему алгоритму:
Координату z точки в мировой системе координат принимается равной 0, считая, что точка лежит в плоскости торца 27 бревна 7.
При этом координаты точки в системе координат станка (в мировой системе координат) имеют следующий вид:
Х=(х,у,0,1)
После чего вычисляется проективная матрица
P=K*Eext;
Затем формируют матрицу М=Р(1:3,1:3), которую получают вычеркиванием последней строки и столбца в матрице Р, и вектор столбец v=Р(1:3,4), полученный из последнего столбца матрицы Р за исключением последнего элемента столбца, и вычисляют:
С=-M-1*v;
D=M^(-1)*x;
γ=-C2,0/X2,0,
где
C2,0 - элемент, стоящий на пересечении третьей строки и первого столбца матрицы С.
D2,0 - элемент, стоящий на пересечении третьей строки и первого столбца матрицы D.
После чего реконструируют координаты точки в пространстве по следующей формуле:
X=γ*M-1*x+C
Таким же образом, если необходимо, оператор может указать на экране монитора 26 толщину заболони и расположение центра сердцевины.
После ввода геометрических параметров бревна 7 модуль расчета оптимальной карты распила программы устройства дополненной реальности производит расчет карты распила, а модуль преобразования карты распила в ее виртуальное изображение 30 (Фиг. 3) на плоскости торца 27 (Фиг. 2) бревна 7 выводит виртуальное изображение 30 (Фиг. 3) карты распила в заданном месте на экране монитора 26 (Фиг. 2) на изображении 31 (Фиг. 3) торца 27 (Фиг. 2) бревна 7, которое транслируется с видеокамеры 29 (Фиг. 1).
После чего оператор курсором захватывает изображение 30 (Фиг. 3) карты распила и перемещает ее по экрану монитора 26 (Фиг. 2) до совмещения с изображением 31 (Фиг. 4) торца 27 (Фиг. 2) бревна 7 таким образом, чтобы сечения пиломатериалов, изображенные на карте распила, не выходили за пределы границ изображения 31 (Фиг. 4) торца 27 (Фиг. 2) либо выходили на допустимую величину.
При этом в модуле совмещения на мониторе 26 указанного виртуального изображения 30 карты распила с изображением 31 (Фиг. 4) торца 27 (Фиг. 2) бревна 7 координаты каждого пиксела на экране монитора 26 изображения 30 (Фиг. 4) виртуальной карты распила, накладываемого на изображение 31 торца 27 (Фиг. 2) бревна 7, рассчитывается по следующей формуле:

При этом вектор коэффициентов дисторсии имеет следующий вид:
[k1,k2,p1,p2,k3];
где k1, k2, p1, p2, k3 - коэффициенты дисторсии, являющиеся параметрами оптической системы (k1, k2, k3 - коэффициенты радиальной дисторсии, p1, p2 - коэффициенты тангенциальной дисторсии);
DIST(k1,k2,p1,p2,k3) - нелинейная функция применения эффекта дисторсии к изображению.
Для определения коэффициентов дисторсии используются уравнения дисторсии:
x″=x′(1+k1r2+k2r4+k3r6)+2p1x′y′+p2(r2+2x′2)
y″=y′(1+k1r2+k2r4+k3r6)+p1(r2+2y′2)+2p2x′y′
где r2=x′2+y′2;
(x′,y′) - координаты проекции точки относительно центра изображения при квадратных пикселях и отсутствии искажений;
(x″,y″) - искаженные координаты точки относительно центра изображения при квадратных пикселях;
x=(u,v,1) - координаты точки на изображении, записанные в однородной системе координат (координаты пиксела на экране монитора 26);
Х=(x,y,z,1) - координаты точки в системе координат станка (в мировой системе координат).
При этом первоначальное накладываемое изображение 30 (Фиг. 3) виртуальной карты распила формируется так, как если бы оно в реальности было нанесено в произвольном положении на плоскости торца 27 (Фиг. 2) бревна 7, но при этом на экране монитора 26 была бы видна хотя бы часть накладываемого изображения 30 (Фиг. 3) виртуальной карты распила.
Таким образом, совмещение изображения 30 виртуальной карты распила с изображением 31 торца 27 (Фиг. 2) бревна 7, производят пересчетом координат одного из пикселов перемещаемого на экране монитора 26 изображения 30 (Фиг. 3) виртуальной карты распила в координаты соответствующей точки на плоскости торца 27 (Фиг. 2) бревна 7 в системе координат станка по формуле (1).
После совмещения изображения 30 (Фиг. 5) виртуальной карты распила с изображением 31 торца 27 (Фиг. 2) бревна 7 оператор перемещает пильные диски 1 (Фиг. 1) и 2 (Фиг. 2) таким образом, чтобы на экране монитора 26 изображение световых следов от лазерных устройств 15,23 (Фиг. 1) генерации развернутых в плоскостях световых лучей, на торце 27 (Фиг. 2) бревна 7 совместились с плоскостями кромок первой выпиливаемой доски, представленной на карте распила (Фиг. 6).
После чего оператор запускает вращение пильных дисков 1 (Фиг. 1), 2 (Фиг. 2) и, перемещая подвижный портал 8 вдоль бревна 7, производит распил бревна 7 на первом шаге в соответствии с изображением 30 (Фиг. 6) виртуальной карты распила отображенной на мониторе 26 (Фиг. 2).
После завершения распила на первом шаге карты распила модуль расчета и отображения на мониторе 26 значений относительных перемещений пильных дисков 1 (Фиг. 1), 2 (Фиг. 2) выводит на экран монитора 26 значения относительных перемещений пильных дисков 1 (Фиг. 1) и 2 (Фиг. 2) в положение, соответствующее следующему шагу отображенной на мониторе виртуальной карты распила.
После чего оператор перемещает пильные диски 1 (Фиг. 1) и 2 (Фиг. 2) в положение, следующего шага виртуальной карты распила и производит распил бревна 7 на данном шаге.
Таким образом, производится распил бревна 7 на всех последующих шагах выбранной карты распила.
Подводя итог вышеизложенному описанию изобретения, следует заметить, что для специалиста в данной области техники, в общем, очевидны различные модификации и усовершенствования изобретения, не выходящие из его объема, который определяется исключительно формулой изобретения.
Изобретение может найти применение на предприятиях лесопромышленного комплекса, занимающихся распиловкой круглого леса, в различных типах бревнопильных станков, на которых осуществляется пиление с пошаговым позиционированием пильных инструментов относительно бревна, включая одно- или двухдисковые горизонтальные станки, станки с угловым расположением пильных дисков, а также ленточнопильные горизонтальные или вертикальные станки как с электронной системой управления, так и без нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАСПИЛОВКИ БРЕВЕН НА ПРОДОЛЬНО-РАСПИЛОВОЧНОМ СТАНКЕ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2412047C2 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН НА ПРОДОЛЬНО-РАСПИЛОВОЧНОМ СТАНКЕ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2217299C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ ДОПОЛНЕННОЙ РЕАЛЬНОСТИ И РОБОТОТЕХНИЧЕСКАЯ СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2713570C1 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ СТАНОК | 2008 |
|
RU2374068C1 |
| Способ и технологическая линия для распиловки бревен | 2020 |
|
RU2755818C1 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНОЕ УСТРОЙСТВО | 2000 |
|
RU2167051C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСПИЛОВКИ | 2002 |
|
RU2288836C2 |
| СПОСОБ ПРОДОЛЬНОГО РАСКРОЯ БРЕВНА ПО СПИРАЛИ АРХИМЕДА И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2664312C2 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Станок для продольной распиловки бревен | 2019 |
|
RU2714118C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к распиловке круглого леса. Продольно-распиловочный станок для распиловки бревен содержит пильный инструмент с механизмом его перемещения и устройство отображения на экране монитора торца бревна и предполагаемой карты распила, выполненное в виде устройства дополненной реальности. Устройство дополненной реальности содержит компьютер с монитором, видеокамеру и специальное программное средство. Видеокамера соединена с компьютером и установлена с возможностью обзора торца бревна. Программное средство установлено на компьютер и содержит модуль преобразования расчетной карты распила в ее виртуальное изображение на плоскости торца бревна и модуль совмещения на мониторе указанного виртуального изображения карты распила с изображением торца бревна. Повышается точность пиления. 5 з.п. ф-лы, 6 ил.
1. Продольно-распиловочный станок для распиловки бревен, содержащий по меньшей мере один пильный инструмент с механизмом его перемещения и устройство отображения на экране монитора торца бревна и предполагаемой карты распила, отличающийся тем, что устройство отображения на экране монитора торца бревна и предполагаемой карты распила выполнено в виде устройства дополненной реальности, содержащего компьютер с монитором, по меньшей мере одну видеокамеру, соединенную с компьютером и установленную с возможностью обзора по меньшей мере одного торца бревна, и специальное программное средство, установленное на компьютер и выполненное с модулем преобразования расчетной карты распила в ее виртуальное изображение на плоскости торца бревна и модулем совмещения на мониторе указанного виртуального изображения карты распила с изображением торца бревна.
2. Продольно-распиловочный станок по п. 1, отличающийся тем, что содержит по меньшей мере одно лазерное устройство для генерации развернутого в плоскости светового луча, установленное таким образом, чтобы плоскость светового луча совпадала с плоскостью расположения пильного инструмента.
3. Продольно-распиловочный станок по п. 1, отличающийся тем, что устройство дополненной реальности содержит по меньшей мере одну пару видеокамер, установленную с возможностью обзора одного торца бревна.
4. Продольно-распиловочный станок по п. 1, отличающийся тем, что устройство дополненной реальности содержит модуль для расчета и отображения на мониторе значений относительных перемещений пильного инструмента и бревна для каждого шага распила соответствующей карты распила.
5. Продольно-распиловочный станок по п. 1, отличающийся тем, что устройство дополненной реальности содержит модуль расчета оптимальной карты распила.
6. Продольно-распиловочный станок по п. 1, отличающийся тем, что устройство дополненной реальности содержит модуль определения геометрических параметров бревна по изображению на мониторе компьютера.
| JPS 5869001 A, 25.04.1983; | |||
| СПОСОБ РАСПИЛОВКИ БРЕВЕН НА ПРОДОЛЬНО-РАСПИЛОВОЧНОМ СТАНКЕ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2412047C2 |
| СПОСОБ ПРОДОЛЬНОЙ РАСПИЛОВКИ БРЕВЕН, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПЛЕКС ИЗМЕРИТЕЛЬНЫХ УСТРОЙСТВ ПО ЗАМЕРУ ПАРАМЕТРОВ БРЕВНА И ПИЛОМАТЕРИАЛОВ | 1993 |
|
RU2086407C1 |
| Способ определения продольной оси цилиндрического объекта и устройство для его осуществления | 1984 |
|
SU1482538A3 |
| 0 |
|
SU156698A1 | |

