УРОВЕНЬ ТЕХНИКИ
Впитывающие бумажные продукты, такие как бумажные полотенца, салфетки для лица, туалетная бумага и другие похожие продукты выполнены так, чтобы иметь несколько важных свойств. Например, продукты должны иметь хорошую объемность, создавать ощущение мягкости и быть высоковпитывающими. Продукт также должен иметь хорошую прочность и быть устойчивым к разрыву даже во влажном состоянии. К сожалению, очень трудно производить бумажные продукты высокой прочности, которые также являются мягкими и хорошо впитывающими. Обычно при проведении стадии, на которой улучшают одно свойство продукта, другие характеристики продукта наоборот ухудшаются.
Например, мягкость обычно повышается путем сокращения или уменьшения соединений целлюлозных волокон в бумажном продукте. В прошлом, например, бумажные полотна подвергали различным видам процессов крепирования, чтобы повысить мягкость. В одном варианте выполнения, например, влажное бумажное полотно прессовали на нагретом вращающемся барабане, таком как сушильный барабан Янки, и крепировали с поверхности барабана после достаточной сушки. Крепирование полотна повышает мягкость и объемность полотна посредством прессования полотна и уменьшения связей волокон.
В другом варианте выполнения бумажные полотна подвергали процессу крепирования с печатью, в котором связующий агент наносили на поверхность сухого полотна для адгезивного прикрепления полотна к крепирующему барабану. Например, процесс крепирования с печатью раскрыт в патенте США №3879257, Gentile и др., который включен сюда полностью посредством ссылки. В патенте Gentile и др., описан процесс, в котором связующий материал наносят тонким определенным узором на одну сторону волокнистого полотна. Полотно затем адгезивно прикрепляют к нагретой крепирующей поверхности и крепируют с поверхности.
Связующий материал наносят на противоположную сторону полотна и полотно аналогично крепируют. С помощью процесса, описанного в Gentile и др., производит салфеточные продукты, имеющие исключительную объемность, мягкость и хорошую впитывающую способность. Области поверхности полотна также обеспечивают отличные свойства прочности, устойчивости к истиранию и способности вытирать насухо.
Хотя вышеописанные процессы крепирования были достаточно успешными в повышении мягкости бумажных полотен, в некоторых применениях крепирование полотна может вызывать большую степень образования ворсистости и спутанности в процессе использования. Поэтому существует необходимость в процессе производства бумажных продуктов, которые производят пониженные уровни ворсистости в процессе использования.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В общем, настоящее изобретение направлено на продукты типа листов, имеющие улучшенные свойства благодаря присутствию добавочной композиции. Например, включение добавочной композиции в продукт типа листа может значительно улучшить свойства ворсистости продукта. Продукт листового типа может представлять собой, например, туалетную бумагу, салфетки для лица, бумажные полотенца, промышленные салфетки, предварительно увлажненные салфетки и т.п. Продукт может содержать один слой или может содержать множество слоев. Добавочная композиция может быть включена в листовой продукт, чтобы также улучшить прочность продукта без значительного воздействия на мягкость или свойства слипания продукта отрицательным образом. Действительно, добавочная композиция может улучшать мягкость вместе с повышением прочности. Добавочная композиция может содержать, например, водную дисперсию, содержащую термопластичный полимер. В одном варианте выполнения добавочную композицию наносят локально на полотно, как при операции крепирования.
Добавочная композиция может содержать неволокнистый олефиновый полимер. Добавочная композиция, например, может содержать пленкообразующую композицию, а олефиновый полимер может содержать сополимер этилена и по меньшей мере один сомономер, содержащий алкен, такой как 1-октен. Добавочная композиция также может содержать диспергирующий агент, такой как карбоновая кислота. Примеры конкретных диспергирующих агентов, например, включают жирные кислоты, такие как олеиновая кислота или стеариновая кислота.
В одном конкретном варианте выполнения добавочная композиция может содержать сополимер этилена и октена в комбинации с сополимером этилена и акриловой кислоты. Сополимер этилена и акриловой кислоты представляет собой не только термопластичный полимер, но может также служить в качестве диспергирующего агента. Сополимер этилена и октена может присутствовать в комбинации с сополимером этилена и акриловой кислоты в массовом соотношении от около 1:10 до около 10:1, как например, от около 2:3 до около 3:2.
Олефиновая полимерная композиция может демонстрировать кристалличность менее чем около 50%, такую как менее около 20%. Олефиновый полимер также может иметь индекс плавления менее около 1000 г/10 мин, такой как менее около 700 г/10 мин. Олефиновый полимер может также иметь относительно небольшой размер частиц, такой как от около 0,1 микрон до около 5 микрон, когда содержится в водной дисперсии.
В альтернативном варианте выполнения, добавочная композиция может содержать сополимер этилена и акриловой кислоты. Сополимер этилена и акриловой кислоты может присутствовать в комбинации с диспергирующим агентом, таким как жирная кислота.
В одном варианте выполнения, добавочная композиция может быть нанесена сверху на одну сторону или обе стороны бумажного полотна. Было обнаружено, что при нанесении на бумажное полотно добавочная композиция может образовывать прерывистую, но взаимно соединенную пленку в зависимости от количества, нанесенного на полотно. Таким образом, добавочная композиция повышает прочность полотна без значительного влияния на способность полотна впитывать жидкости. Например, прерывистая пленка, которая образуется, включает отверстия, позволяющие жидкости впитываться бумажным полотном.
В других вариантах выполнения добавочная композиция может быть нанесена на полотно в относительно малых количествах, так что добавочная композиция образует отдельные обработанные области на поверхности полотна. Даже при таких низких количествах, однако, добавочная композиция все еще может улучшать одно или более свойств полотна.
Также преимущество состоит в том, что добавочная композиция по существу не проникает в бумажное полотно при нанесении. Например, добавочная композиция проникает в бумажное полотно в количестве менее чем около 30% толщины полотна, например как менее около 20%, например около 10% толщины полотна. Оставаясь в основном на поверхности полотна, добавочная композиция не влияет на способность полотна впитывать жидкость. Кроме того, добавочная композиция по существу не повышает жесткость полотна и, как описано выше, не создает проблем со слипанием.
В одном варианте выполнения добавочная композиция может быть нанесена на одну сторону салфеточного полотна для адгезивного прикрепления салфеточного полотна к крепирующему барабану и для крепирования салфеточного полотна с поверхности барабана. В этом варианте выполнения, например, добавочная композиция может быть нанесена на одну сторону салфеточного полотна в соответствии с узором. Узор может содержать, например, узор из отдельных форм, сетчатый узор или их комбинацию. Чтобы нанести добавочную композицию на салфеточное полотно, добавочную композицию можно нанести печатью на салфеточное полотно в соответствии с узором. Например, в одном варианте выполнения можно использовать принтер для ротационной глубокой печати.
Добавочная композиция может быть нанесена на одну сторону салфеточного полотна в количестве от около 0,1 вес.% до около 30 вес.%. В некоторых вариантах выполнения после нанесения добавочной композиции на полотно, полотно может быть высушено при температуре в диапазоне, равном или большем, чем температура точки плавления основного полимера в добавочной композиции. При нанесении добавочная композиция остается по существу на поверхности салфеточного полотна для повышения прочности без влияния на впитывающие свойства полотна. Например, при нанесении на салфеточное полотно добавочная композиция может проникать в салфеточное полотно менее чем на около 10% толщины салфеточного полотна, например менее чем на около 5% толщины полотна. Добавочная композиция может образовывать прерывистую пленку на поверхности салфеточного полотна для обеспечения прочности, при этом также обеспечивая необработанные области, в которых жидкости могут быстро впитываться полотном.
Когда салфеточное полотно адгезивно прикрепляют к крепирующему барабану, при желании, крепирующий барабан может быть нагрет. Например, крепирующая поверхность может быть нагрета до температуры от около 80°С до около 200°С, например от около 100°С до около 150°С. Добавочная композиция может быть нанесена только на одну сторону салфеточного полотна или может быть нанесена на обе стороны полотна в соответствии с одним и тем же или разными узорами. При нанесении на обе стороны полотна обе стороны полотна могут быть крепированы с крепирующего барабана или только одна сторона полотна может быть крепирована.
Салфеточное полотно, обработанное добавочной композицией, может, в одном варианте выполнения, содержать некрепированное полотно, высушенное в сквозном воздушном потоке перед нанесением добавочной композиции. При крепировании с крепирующей поверхности полотно может иметь относительно высокую объемность, такую как превышающую 10 куб.см/г. Салфеточный продукт можно использовать в качестве однослойного продукта или он может быть включен в многослойный продукт.
Как описано выше, добавочная композиция может улучшать различные свойства основного листа. Например, добавочная композиция придает основному листу ощущение смоченности лосьоном и мягкости. Одно испытание, в котором измеряли один аспект мягкости, называют испытанием на скачки при трении. В процессе испытания на скачки при трении салазки тянули по поверхности основного листа, при этом измеряя силу сопротивления. Более высокое количество скачков при трении означает больше обработанную лосьоном поверхность с меньшей силой сопротивления. Салфеточные полотна, обработанные в соответствии с настоящим описанием, например, могут иметь скачки при трении на одной стороне более чем -0,01, например, от около -0,006 до около 0,7, как например, от около 0 до около 0,7.
Кроме того, свойства основного листа улучшаются без создания каких-либо значительных проблем слипания. Например, салфеточные продукты, обработанные в соответствии с настоящим описанием, при складывании в стопку вместе могут иметь слипание листов менее 15 грамм-сила, например менее около 10 грамм-сила (гс). Например, в конкретных вариантах выполнения сложенные стопкой продукты могут иметь слипание листов менее чем около 5 гс, такое как даже менее около 2 гс.
Основные полотна, обработанные в соответствии с настоящим описанием, также демонстрируют сниженные свойства ворсистости. Например, нанесение добавочной композиции на одну сторону основного листа может значительно снизить количество пуха или отходов, которые могут быть получены от основного листа при использовании. Например, основные листы, содержащие целлюлозные волокна, могут иметь испытательную величину ворсистости менее около 3 мг, как например, менее около 2,5 мг, как например, менее около 2 мг, как например, менее около 1,5 мг, или даже менее около 1 мг. Вышеописанные испытательные величины ворсистости могут быть получены для основных листов, например, содержащих целлюлозные волокна в количестве от около 50 до около 100 вес.%, как например, выше 70 вес.%, как например, выше около 80 вес.%, как например, выше 90 вес.%.
Основные листы, обработанные в соответствии с настоящим описанием, могут быть выполнены полностью из целлюлозных волокон, таких как волокна пульпы, или могут быть выполнены из смеси волокон. Например, основные листы могут содержать целлюлозные волокна в комбинации с искусственными волокнами.
Основные листы, которые могут быть обработаны в соответствии с настоящим описанием, включают салфеточные полотна, уложенные во влажном состоянии. В других вариантах выполнения, однако, основной лист может содержать уложенное воздухом полотно, гидравлически перепутанное полотно, полотно совместного формования и т.п.
Другие признаки и объекты настоящего изобретения более подробно описаны ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Полное и поясняющее описание настоящего изобретения, включающее наилучшие варианты его выполнения для специалиста в данной области, более подробно изложено в остальной части описания, включая ссылки на сопровождающие чертежи, на которых:
Фиг.1 - схема устройства формирования салфеточного полотна, показывающая формирования многослойного салфеточного полотна, имеющего множество слоев в соответствии с настоящим изобретением;
Фиг.2 - схематическая диаграмма одного варианта выполнения процесса формирования некрепированных высушенных в воздушном потоке салфеточных полотен для использования в настоящем описании;
Фиг.3 - схематическая диаграмма одного варианта выполнения процесса для формирования крепированных салфеточных полотен влажного прессования для использования в настоящем описании;
Фиг.4 - схематическая диаграмма одного варианта выполнения процесса для нанесения добавочных композиций на каждую сторону салфеточного полотна и крепирования одной стороны полотна в соответствии с настоящим описанием;
Фиг.5 - вид сверху одного варианта выполнения узора, который используют для нанесения добавочных композиций на салфеточные полотна, выполненные в соответствии с настоящим изобретением;
Фиг.6 - другой вариант выполнения узора, который используют для нанесения добавочных композиций на салфеточные полотна в соответствии с настоящим изобретением;
Фиг.7 - вид сверху другого альтернативного варианта выполнения узора, который используют для нанесения добавочных композиций на салфеточные полотна в соответствии с настоящим описанием;
Фиг.8 - схематическая диаграмма альтернативного варианта выполнения процесса для нанесения добавочной композиции на одну сторону салфеточного полотна и крепирования одной стороны полотна в соответствии с настоящим изобретением;
Фиг.9-27 и 28-34 - результаты, полученные в Примерах, как описано ниже;
Фиг.27 - диаграмма, показывающая оборудование, используемое для проведения испытания на скачки при трении;
Фиг.35 - схематическая диаграмма другого варианта выполнения процесса формирования крепированных салфеточных полотен в соответствии с настоящим изобретением;
Фиг.36 - схематическая диаграмма еще одного варианта выполнения процесса нанесения добавочной композиции на одну сторону салфеточного полотна и крепирования одной стороны полотна в соответствии с настоящим описанием;
Фиг.37 - схематическая диаграмма еще одного варианта выполнения процесса нанесения добавочной композиции на одну сторону салфеточного полотна и крепирования одной стороны полотна в соответствии с настоящим изобретением;
Фиг.38 - вид в сечении подготовки образцов, используемых для проведения испытания на слипание;
Фиг.39, 40 и 41 - результаты, полученные в Примере №6 ниже, и
Фиг.42 - вид в перспективе устройства, которое можно использовать для проведения испытания на ворсистость в соответствии с настоящим изобретением.
Повторное использование ссылочных позиций в настоящем описании и на чертежах предназначено для обозначения одних и тех же или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Специалисту в данной области следует понимать, что настоящее описание представляет собой только описание предпочтительных вариантов выполнения и не предназначено для ограничения самых широких объектов настоящего изобретения.
В общем, настоящее описание направлено на включение добавочной композиции в продукт типа листа, такой как салфеточное полотно, чтобы улучшать различные свойства. Например, включение добавочной композиции в салфеточное полотно может уменьшить количество пуха, производимого полотном в процессе использования. Прочность полотна также может быть увеличена без значительного влияния на свойство ощущения мягкости полотна. Действительно, мягкость может быть увеличена в некоторых применениях. Добавочная композиция может содержать полиолефиновую дисперсию. Например, полиолефиновая дисперсия может содержать полимерные частицы, имеющие относительно малый размер, такой как менее около 5 микрон, в водной среде при нанесении на салфеточное полотно или при включении в него. При сушке, однако, полимерные частицы являются, в общем, неразличимыми. Например, в одном варианте выполнения добавочная композиция может содержать пленкообразующую композицию, которая образует прерывистую пленку и/или образует отдельные обработанные области на основном листе. В некоторых вариантах выполнения полиолефиновая дисперсия может также содержать диспергирующий агент.
Как будет более подробно описано ниже, добавочная композиция может быть включена в салфеточное полотно с использованием различных технологий и в процессе различных стадий производства салфеточного продукта. Например, в одном варианте выполнения добавочная композиция может быть объединена с водной суспензией волокон, которую используют для образования салфеточного полотна. В альтернативном варианте выполнения добавочная композиция может быть нанесена на сухой лист из пульпы, который используют для формирования салфеточного полотна. В альтернативном варианте выполнения добавочная композиция может быть нанесена на сухой лист из пульпы, который используют для образования водной суспензии волокон. В еще одном варианте выполнения добавочная композиция может быть локально нанесена на салфеточное полотно, когда салфеточное полотно является влажным или после того как салфеточное полотно было высушено. Например, в одном варианте выполнения добавочная композиция может быть нанесена локально на салфеточное полотно. Например, добавочная композиция может быть нанесена на салфеточное полотно в процессе операции крепирования. В частности, было обнаружено, что добавочная композиция хорошо подходит для адгезивного прикрепления салфеточного полотна к крепирующей поверхности в процессе крепирования.
Было обнаружено, что использование добавочной композиции, содержащей полиолефиновую дисперсию, обеспечивает различные преимущества и достоинства в зависимости от конкретного варианта выполнения. Например, было обнаружено, что добавочная композиция улучшает среднее геометрическое значение прочности на разрыв и среднее геометрическое значение энергии разрыва, потребляемой обработанными салфеточными полотнами по сравнению с необработанными полотнами. Кроме того, вышеописанные прочностные свойства могут быть улучшены без значительного негативного влияния на жесткость салфеточных полотен по отношению к необработанным полотнам и по отношении к салфеточным полотнам, обработанным силиконовой композицией, как было общепринято в прошлом. Таким образом, салфеточные полотна, выполненные в соответствии с настоящим описанием, могут иметь ощущаемую мягкость, которая аналогична или эквивалентна салфеточным полотнам, обработанным силиконовой композицией. Салфеточные полотна, выполненные в соответствии с настоящим описанием, однако, могут иметь значительно улучшенные прочностные свойства при тех же ощутимых уровнях мягкости.
Улучшение прочностных свойств также сравнимо с салфеточными полотнами уровня техники, обрабатываемыми связующим материалом, таким как сополимер этиленвинилацетата. Проблема со слипанием листов, однако, которая представляет собой стремление смежных листов склеиваться друг с другом, значительно уменьшается, когда салфеточные полотна выполнены в соответствии с настоящим описанием по сравнению с полотнами, обработанными добавочной композицией сополимера этиленвинилацетата, как это делалось в прошлом.
Кроме того, было обнаружено, что добавочная композиция при включении в основной лист, содержащий целлюлозные волокна, может значительно улучшить свойства ворсистости листа. Более конкретно, включение добавочной композиции в основной лист снижает стремление к ворсистости и скатываемости, производимое в процессе использования продукта. Например, основные листы, выполненные в соответствии с настоящим описанием, могут иметь значение испытания на ворсистость менее около 3 мг, такое как менее около 2,5 мг, такое как менее около 2 мг, такое как менее около 1,5 мг, такое как даже менее около 1 мг.
Вышеописанные преимущество и достоинства могут быть получены путем включения добавочной композиции в салфеточное полотно практически в любой точке в процессе производства полотна. Добавочная композиция, в общем, содержит водную дисперсию, содержащую по меньшей мере один термопластический полимер, воду и, возможно, по меньшей мере один диспергирующий агент. Термопластический полимер присутствует в дисперсии в виде частиц относительно малого размера. Например, средний волюметрический размер частиц полимера может быть меньше около 5 микрон. Действительный размер частиц может зависеть от разных факторов, включающих термопластический полимер, который присутствует в дисперсии. Таким образом, средний волюметрический размер частиц может составлять от около 0,05 микрон до около 5 микрон, как например, менее около 4 микрон, как например, менее около 3 микрон, как например, менее около 2 микрон, как например, менее около 1 микрона. Размеры частиц могут быть измерены на анализаторе размера частиц рассеянного света Coulter LS230 или другом подходящем устройстве. При присутствии в водной дисперсии и при присутствии в салфеточном полотне термопластический полимер обычно находится в неволокнистой форме.
Распределение по размерам частиц полимера в дисперсии может быть менее или равно около 2,0, как например, менее 1,9, 1,7 или 1,5.
Примеры водных дисперсий, которые могут быть включены в добавочную композицию по настоящему изобретению, описаны, например, в публикации патентной заявки США №2005/0100754, публикации патентной заявки США №2005/0192365, в международной публикации WO 2005/021638 и в международной публикации WO 2005/021622, все из которых включены сюда посредством ссылки.
В одном варианте выполнения добавочная композиция может содержать пленкообразующую композицию, способную формировать пленку на поверхности салфеточного полотна. Например, при локальном нанесении на салфеточное полотно добавочная композиция может формировать прерывистую, но взаимно соединенную пленку. Другими словами, добавочная композиция образует взаимно соединенную полимерную сетку на поверхности салфеточного полотна. Пленка или полимерная сетка, однако, является прерывистой в том смысле, что в пленке содержатся различные отверстия. Размер отверстий может меняться в зависимости от количества добавочной композиции, которую наносят на полотно, и способа, которым наносят добавочную композицию. Особенно предпочтительно отверстия позволяют жидкости впитываться через прерывистую пленку и внутрь салфеточного полотна. В этом отношении, присутствие добавочной композиции не оказывает существенного влияния на свойства распределения жидкости салфеточного полотна.
В других вариантах выполнения, когда добавочную композицию добавляют в относительно малых количествах к основному полотну, добавочная композиция не образует взаимно соединенную сетку, а вместо этого выглядит на основном листе как обработанные отдельные области. Даже при относительно низких количествах, однако, добавочная композиция может еще улучшать по меньшей мере одно свойство основного листа. Например, ощущение от основного листа и его свойства ворсистости может быть улучшено, даже когда количества составляют менее около 2,5 вес.%, как например, менее 2 вес.%, как например, менее 1,5 вес.%, как например, менее 1 вес.%, как например, менее 0,5 вес.%.
Кроме того, в некоторых вариантах выполнения добавочная композиция остается, в основном, на поверхности салфеточного полотна и не проникает в полотно сразу при нанесении. Таким образом, прерывистая пленка не только позволяет салфеточному полотну впитывать жидкости, которые контактируют с поверхностью, но также не оказывает значительного влияния на способность салфеточного полотна впитывать относительно большие количества жидкости. Таким образом, добавочная композиция не оказывает значительного влияния на свойства впитывания жидкости полотна, при этом повышая прочность полотна без существенного негативного влияния на жесткость полотна.
Толщина добавочной композиции, когда она присутствует на поверхности основного листа, может меняться в зависимости от ингредиентов добавочной композиции и наносимого количества. В общем, например, толщина может меняться от около 0.01 микрон до около 10 микрон. При более высоких уровнях добавления, например, толщина может составлять от около 3 микрон до около 8 микрон. При более низких уровнях добавления, однако, толщина может составлять от около 0,1 микрона до около 1 микрона, как например, от около 0,3 микрона до около 0,7 микрона.
При относительно низких уровнях добавления добавочные композиции также можно наносить на основанной лист по-другому, чем при относительно высоких уровнях добавления. Например, при относительно низких уровнях добавления не только отдельные обработанные области образуются на основном листе, но также добавочная композиция может лучше протекать по топографии основного листа. Например, в одном варианте выполнения, было обнаружено, что добавочная композиция протекает по узору крепирования основного листа, когда основной лист крепирован.
Термопластичная смола, содержащаяся в добавочной композиции, может варьироваться в зависимости от конкретного применения и ожидаемого результата. В одном варианте выполнения изобретения, например, термопластичная смола представляет собой олефиновый полимер. Олефиновый полимер, применяемый в настоящем изобретении, относится к классу ненасыщенных углеводородов с открытой цепью, имеющих общую формулу CnH2n. Олефиновый полимер может присутствовать в виде сополимера, такого как интерполимер. По существу, олефиновый полимер, применяемый в настоящем изобретении, относится к полимеру, который содержит менее чем около 1% замещения.
В одном конкретном варианте выполнения изобретения, например, олефиновый полимер может содержать альфа-олефиновый интерполимер этилена с, по меньшей мере, одним сомономером, выбранным из группы, состоящей из С4-С20 линейных, разветвленных или циклических диенов, винильного соединения, такого как винилацетат, и соединения, представленного формулой H2C=CHR, в которой R представляет собой C1-C20 линейную, разветвленную или циклическую алкильную группу или С6-С20 арильную группу. Примеры сомономеров включают пропилен, 1-бутен, 3-метил-1-бутен, 4-метил-1-пентен, 3-метил-1-пентен, 1-гептен, 1-гексен, 1-октен, 1-децен и 1-додецен. В некоторых вариантах выполнения изобретения, интерполимер этилена имеет плотность менее чем около 0.92 г/см3.
В других вариантах выполнения изобретения, термопластичная смола содержит альфа-олефиновый интерполимер пропилена с, по меньшей мере, одним сомономером, выбранным из группы, состоящей из этилена, С4-С20 линейных, разветвленных или циклических диенов и соединения, представленного формулой H2C=CHR, в которой R представляет собой C1-C20 линейную, разветвленную или циклическую алкильную группу или С6-С20 арильную группу. Примеры сомономеров включают этилен, 1-бутен, 3-метил-1-бутен, 4-метил-1-пентен, 3-метил-1-пентен, 1-гептен, 1-гексен, 1-октен, 1-децен и 1-додецен. В некоторых вариантах выполнения изобретения, сомономер присутствует в количестве от около 5 масс.% до около 25 масс.% от интерполимера. В одном варианте выполнения изобретения применяется интерполимер пропилена и этилена.
Другие примеры термопластичных смол, которые могут применяться в настоящем изобретении, включают гомополимеры и сополимеры (включая эластомеры) олефина, такого как этилен, пропилен, 1-бутен, 3-метил-1-бутен, 4-метил-1-пентен, 3-метил-1-пентен, 1-гептен, 1-гексен, 1-октен, 1-децен и 1-додецен, представленные, в качестве типичных примеров, полиэтиленом, полипропиленом, поли-1-бутеном, поли-3-метил-1-бутеном, поли-3-метил-1-пентеном, поли-4-метил-1-пентеном, сополимером этилена и пропилена, сополимером этилена и 1-бутена и сополимером пропилена и 1-бутена; сополимеры (включая эластомеры) альфа-олефина с конъюгированным или неконъюгированным диеном, представленные, в качестве типичных примеров, сополимером этилена и бутадиена и сополимером этилена и этилиденнорборнена; и полиолефины (включая эластомеры), такие как сополимеры двух или более альфа-олефинов с конъюгированным или неконъюгированным диеном, представленные, в качестве типичных примеров, этилен-пропилен-бутадиен сополимером, этилен-пропилен-дициклопентадиен сополимером, этилен-пропилен-1,5-гексадиен сополимером и этилен-пропилен-этилиденнорборнен сополимером; сополимеры винильных соединений и этилена, такие как сополимеры винилацетата и этилена с N-метилол функциональными сомономерами, сополимеры этилена и винилового спирта с N-метилол функциональными сомономерами, сополимер винилхлорида и этилена, сополимеры этилена и акриловой кислоты или этилена и (мет)акриловой кислоты, и сополимер этилена и (мет)акрилата; сополимеры стирола (включая эластомеры), такие как полистирол, ABS (акрилонитрил-бутадиен-стирол), сополимер акрилонитрила и стирола, сополимер метилстирола и стирола; и блок-сополимеры стирола (включая эластомеры), такие как сополимер стирола и бутадиена и его гидрат, и стирол-изопрен-стирол трехблочный сополимер; поливинильные соединения, такие как поливинилхлорид, поливинилиденхлорид, винилхлорид-винилиденхлорид сополимер, полиметилакрилат и полиметилметакрилат; полиамиды, такие как нейлон 6, нейлон 6,6, и нейлон 12; термопластичные сложные полиэфиры, такие как терефталат полиэтилена и терефталат полибутилена; поликарбонат, полифениленоксид и тому подобное. Эти смолы могут применяться либо сами по себе, либо в комбинации из двух или более смол.
В конкретных вариантах выполнения изобретения применяются полиолефины, такие как полипропилен, полиэтилен и их сополимеры, и смеси из них, так же как и тройной сополимер этилен-пропилен-диен. В некоторых вариантах выполнения изобретения олефиновые полимеры включают гомогенные полимеры, описанные в патенте США №3645992 (Elston); полиэтилен высокой плотности (HDPE), как описано в патенте США №4076698 (Anderson); гетерогенно разветвленный линейный полиэтилен низкой плотности (LLDPE); гетерогенно разветвленный линейный полиэтилен крайне низкой плотности (ULDPE); гомогенно разветвленные линейные сополимеры этилен/альфа-олефин; гомогенно разветвленные, по существу линейные полимеры этилен/альфа-олефин, которые могут быть получены, например, способом, раскрытым в патентах США №5272236 и 5278272, описание способа, раскрытого в этих патентах, выключено в настоящий документ посредством ссылки; и полученные с помощью радикальной полимеризации и высокого давления полимеры и сополимеры этилена, такие как полиэтилен низкой плотности (LDPE). В еще одном варианте выполнения настоящего изобретения, термопластичная смола содержит сополимер карбоновой кислоты и этилена, такой как сополимер этилена и акриловой кислоты (ЕАА) и сополимеры этилена и метакриловой кислоты, такие как, например, доступные для приобретения под торговой маркой PRIMACOR™ у The Dow Chemical Company, NUCREL™ у DuPont и ESCOR™ у ExxonMobil, и описанные в патентах США №4,599,392, 4,988,781 и 5,384,373, каждый из которых включен в настоящий документ посредством ссылки, и сополимеры винилацетата и этилена (EVA). В некоторых вариантах выполнения изобретения, полимерные композиции, описанные в патентах США №6,538,070, 6,566,446, 5,869,575, 6,448,341, 5,677,383, 6,316,549, 6,111,023 или 5,844,045, каждый из которых включен в настоящий документ в полном объеме посредством ссылки, также являются подходящими. Также, конечно, могут применяться смеси полимеров. В некоторых вариантах выполнения изобретения, смеси включают два различных полимера Циглер-Натта. В других вариантах выполнения изобретения, смеси могут включать смеси Циглер-Натта и металлоценового полимера. В еще одних вариантах выполнения изобретения, термопластичная смола, применяемая в настоящем изобретении, представляет собой смесь двух различных металлоценовых полимеров.
В одном конкретном варианте выполнения изобретения, термопластичная смола содержит альфа-олефиновый интерполимер этилена с сомономером, содержащим алкен, такой как 1-октен. Сополимер этилена и октена может присутствовать в добавочной композиции сам по себе или в комбинации с другой термопластичной смолой, такой как сополимер этилена и акриловой кислоты. Преимуществом является то, что сополимер этилена и акриловой кислоты не только является термопластичной смолой, но и служит в качестве диспергирующего средства. Для некоторых вариантов выполнения изобретения необходимо, чтобы добавочная композиция содержала пленкообразующую композицию. Было обнаружено, что сополимер этилена и акриловой кислоты способствует пленкообразованию, тогда как сополимер этилена и октена понижает жесткость. При нанесении на салфеточное полотно композиция может образовывать или не образовывать пленку на внутренней стороне продукта, в зависимости от того, каким образом композиция наносится и от количества композиции, которое наносится. При образовании пленки на салфеточном полотне, пленка может быть непрерывной или прерывистой. При совместном присутствии, массовое соотношение между сополимером этилена и октена и сополимером этилена и акриловой кислоты может находиться в пределах от около 1:10 до около 10:1, как например, от около 3:2 до около 2:3.
Термопластичная смола, такая как сополимер этилена и октена, может иметь кристалличность менее чем около 50%, такую как менее чем около 25%. Полимер может быть получен путем применения односайтового катализатора и может иметь среднемассовую молекулярную массу от около 15,000 до около 5 миллионов, как например, от около 20,000 до около 1 миллиона. Распределение по молекулярной массе полимера может находиться в пределах от около 1.01 до около 40, как например, от около 1.5 до около 20, или, как например, от около 1.8 до около 10.
В зависимости от термопластичного полимера, индекс плавления полимера может находиться в пределах от около 0.001 г/10 мин до около 1,000 г/10 мин, как например, от около 0.5 г/10 мин до около 800 г/10 мин. Например, в одном варианте выполнения изобретения, индекс плавления термопластичной смолы может находиться в пределах от около 100 г/10 мин до около 700 г/10 мин.
Термопластичная смола может также иметь относительно низкую точку плавления. Например, точка плавления термопластичной смолы может быть ниже чем около 140°С, как например, ниже чем 130°С или, как например, ниже чем 120°С. Например, в одном варианте выполнения изобретения, точка плавления ниже чем около 90°С. Температура стеклования термопластичной смолы также может быть относительно низкой. Например, температура стеклования может быть ниже чем около 50°С, как например, ниже чем около 40°С.
В добавочной композиции может содержаться одна или более термопластичных смол в количестве от около 1 масс.% до около 96 масс.%. Например, термопластичная смола может присутствовать в водной дисперсии в количестве от около 10 масс.% до около 70 масс.%, как например, от около 20 масс.% до около 50 масс.%.
Помимо по меньшей мере одной термопластичной смолы, водная дисперсия может также содержать диспергирующее средство. Диспергирующее средство представляет собой средство, которое способствует образованию и/или стабилизации дисперсии. В добавочную композицию могут быть включены одно или более диспергирующих средств.
В общем, может применяться любое подходящее диспергирующее средство. В одном варианте выполнения изобретения, например, диспергирующее средство содержит, по меньшей мере, одну карбоновую кислоту, соль, по меньшей мере, одной карбоновой кислоты или сложный эфир карбоновой кислоты или соль сложного эфира карбоновой кислоты. Примеры карбоновых кислот, подходящих в качестве диспергирующего средства, содержат жирные кислоты, такие как монтановая кислота, стеариновая кислота, олеиновая кислота и тому подобные. В некоторых вариантах выполнения изобретения, карбоновая кислота, соль карбоновой кислоты или, по меньшей мере, один фрагмент карбоновой кислоты в сложном эфире карбоновой кислоты, или, по меньшей мере, один фрагмент карбоновой кислоты в соли сложного эфира карбоновой кислоты имеет менее чем 25 атомов углерода. В других вариантах выполнения изобретения, карбоновая кислота, соль карбоновой кислоты или, по меньшей мере, один фрагмент карбоновой кислоты в сложном эфире карбоновой кислоты, или, по меньшей мере, один фрагмент карбоновой кислоты в соли сложного эфира карбоновой кислоты имеет от 12 до 25 атомов углерода. В некоторых вариантах выполнения изобретения, карбоновые кислоты, соли карбоновых кислот, по меньшей мере, один фрагмент карбоновой кислоты в сложном эфире карбоновой кислоты или его соли, имеющие от 15 до 25 атомов углерода, являются предпочтительными. В других вариантах выполнения изобретения, число атомов углерода составляет от около 25 до 60. Некоторые примеры солей содержат катион, выбранный из группы, состоящей из катиона щелочного металла, катиона щелочноземельного металла или катиона аммония или алкиламмония.
В еще одних вариантах выполнения изобретения, диспергирующий агент выбирается из группы, состоящей из полимеров этилен-карбоновая кислота и их солей, таких как сополимеры этилена и акриловой кислоты или сополимеры этилена и метакрилорвой кислоты.
В других вариантах выполнения изобретения, диспергирующий агент выбирается из карбоксилатов простого алкилового эфира, сульфонатов нефти, сульфонированного полиоксиэтиленированного спирта, сульфатированных или фосфатированных полиоксиэтиленированных спиртов, полимерных этиленоксид/пропиленоксид/этиленоксид диспергирующих средств, этоксилатов первичных и вторичных спиртов, алкилгликозидов и алкилглицеридов.
При применении сополимера этилена и акриловой кислоты в качестве диспергирующего средства сополимер может также служить в качестве термопластичной смолы.
В одном конкретном варианте выполнения изобретения, водная дисперсия содержит сополимер этилена и октена, сополимер этилена и акриловой кислоты и жирную кислоту, такую как стеариновая кислота или олеиновая кислота. Диспергирующее средство, такое как карбоновая кислота, может присутствовать в водной дисперсии в количестве от около 0.1 масс.% до около 10 масс.%.
Кроме вышеописанных компонентов, водная дисперсия также содержит воду. Вода может быть добавлена как водопроводная вода, и как деионизированная вода. pH водной дисперсии, в общем, составляет менее около 12, как например, от около 5 до около 11,5, как например, от около 7 до около 11. Водная дисперсия может иметь содержание твердых веществ менее чем около 75%, как например, менее чем около 70%. Например, содержание твердых веществ водной дисперсии может находиться в диапазоне от около 5% до около 60%. В общем, содержание твердых веществ может меняться в зависимости от способа, которым добавочную композицию наносят на салфеточное полотно или включают в него. Например, при включении в салфеточное полотно в процессе формирования, как например, при добавлении с водной суспензией волокон, можно использовать относительно высокое содержание твердых веществ. При поверхностном нанесении, таком как распыление или нанесение печатью, однако, можно использовать более низкое содержание твердых веществ, чтобы улучшить эксплуатационные характеристики распылительного или печатного устройства.
Хотя любой способ можно использовать для производства водной дисперсии, в одном варианте выполнения дисперсия может быть образована посредством процесса плавления со смешиванием. Например, месильное устройство может содержать смеситель Бенбери, одновинтовой экструдер или многовинтовой экструдер. Плавление со смешиванием может быть проведено при условиях, которые обычно используют для плавления со смешиванием одного или более термопластических полимеров.
В одном конкретном варианте выполнения процесс включает плавлением со смешиванием компонентов, которые составляют дисперсию. Устройство для плавления со смешиванием может включать множество входных отверстий для различных компонентов. Например, экструдер может включать четыре входных отверстия для различных компонентов. Например, экструдер может включать четыре входных отверстия, расположенных последовательно. Кроме того, при желании, вакуумный резервуар может быть добавлен в возможное положение экструдера.
В некоторых вариантах выполнения дисперсию сначала разбавляют до содержания от около 1 до около 3 вес.% воды, а затем последовательно разбавляют до содержания выше чем около 25 вес.% воды.
При обработке салфеточных полотен в соответствии с настоящим описанием добавочная композиция, содержащая водную полимерную дисперсию, может быть нанесена на салфеточное полотно поверхностно или может быть включена в салфеточное полотно посредством предварительного смешивания с волокнами, которые используют для формирования полотна. При поверхностном нанесении добавочная композиция может быть нанесена на салфеточное полотно в сухом или влажном состоянии. В одном варианте выполнения добавочная композиция может быть нанесена поверхностно на полотно в процессе крепирования. Например, в одном варианте выполнения добавочная композиция может быть распылена на полотно или на нагретый сушильный барабан, чтобы адгезивно прикреплять полотно к барабану сушильного устройства. Полотно затем может быть крепировано от барабана сушильного устройства. Когда добавочную композицию наносят на полотно, а затем адгезивно прикрепляют к барабану сушильного устройства, композиция может быть равномерно нанесена на площадь поверхности полотна или может быть нанесена в соответствии с конкретным узором.
При поверхностном нанесении на салфеточное полотно добавочная композиция может быть нанесена распылением на полотно, экструдирована на полотно или нанесена печатью на полотно. При экструдировании на полотно можно использовать любое подходящее экструзионное устройство, такое как экструдер для щелевого покрытия или экструдер для выдувания краски из расплава. При нанесении печати на полотно можно использовать любое подходящее печатное устройство. Например, можно использовать струйный принтер или печатное устройство для ротационной глубокой печати.
В одном варианте выполнения добавочная композиция может быть нагрета перед нанесением на салфеточное полотно или в процессе нанесения. Нагревание композиции может снизить вязкость для облегчения нанесения. Например, добавочная композиция может быть нагрета до температуры от около 50°С до около 150°С.
Салфеточные продукты, выполненные в соответствии с настоящим описанием, могут включать однослойные салфеточные продукты или многослойные салфеточные продукты. Например, в одном варианте выполнения продукт может включать два слоя или три слоя.
В общем, любое подходящее салфеточное полотно может быть обработано в соответствии с настоящим описанием. Например, в одном варианте выполнения основной лист может быт салфеточным листом, таким как туалетная бумага, салфетка для лица, бумажное полотенце, промышленная салфетка и т.п. Салфеточные продукты имеют объемность по меньшей мере 3 куб.см/г. Салфеточные продукты могут содержать один или более слоев и могут быть выполнены из любых подходящих типов волокон.
Волокна, подходящие для изготовления салфеточных полотен, содержат любые натуральные или синтетические волокна, включающие недревесные волокна, такие как хлопок, абака, кенаф, трава sabai, лен, трава эспарто, солома, джутовая веревка, жмых, волокна молочая и волокна листьев ананаса, но не ограничиваются ими; и древесные волокна или волокна пульпы, такие как полученные из лиственных и хвойных деревьев, включающих волокна мягких пород древесины, таких как крафт-волокна северных и южных мягких пород древесины; волокна твердых пород древесины, такие как эвкалипт, клен, береза и осина. Волокна пульпы могут быть изготовлены с высоким выходом продуктов или с низким уровнем продуктов и могут быть превращены в пульпу любым известным способом, включая крафт, сульфатную варку целлюлозы, высокопродуктивные способы варки целлюлозы и другие известные способы получения пульпы. Также можно использовать волокна, изготовленные с помощью органозольных способов изготовления пульпы, включая волокна и способы, описанные в патенте США №4793898, выданном 27 декабря 1988, Laamanen и др.; патенте США №4594130, выданном 10 июня 1986 г., Chang и др.; и в патенте США №3585104. Используемые волокна также могут быть произведены с помощью антрахинонового получения пульпы, приведенного в качестве примера в патенте США №5595628, выданном 21 января 1997 г., Gordon и др.
Часть волокон, такая как до 50% сухого веса или ниже или от около 5% до около 30% сухого веса, могут быть синтетическими волокнами, такими как вискоза, полиолефиновые волокна, полиэфирные волокна, бикомпонентные волокна типа оболочка-сердцевина, многокомпонентные связующие волокна и т.п. Примерное полиэтиленовое волокно представляет собой Fybrel®, доступные от Minifibers, Inc (Jackson City, TN). Можно использовать любой известный способ отбеливания. Искусственные волокна целлюлозного типа включают вискозу во всех ее разнообразиях и другие волокна, полученные из вискозы или химически модифицированной целлюлозы. Можно использовать химически обработанные натуральные целлюлозные волокна, такие как мерсеризованная пульпа, химически упрочненные волокна или волокна с поперечными связями, или сульфированные волокна. Для хороших механических свойств при использовании бумагоделательных волокон предпочтительно, чтобы волокна были относительно неповрежденными и почти неочищенными или только слегка очищенными. Хотя можно использовать повторно перерабатываемые волокна, первичные волокна, в общем, являются более подходящими по их механическим свойствам и отсутствию загрязнений. Можно использовать мерсеризованные волокна, регенерированные целлюлозные волокна, целлюлозу, производимую микроорганизмами, вискозу и другой целлюлозный материал или производные целлюлозы. Подходящие бумагоделательные волокна могут включать повторно используемые волокна, первичные волокна или их смеси. В конкретных вариантах выполнения способные к высокой объемности и хорошим компрессионным свойствам волокна могут иметь Канадский Стандарт Степени Помола по меньшей мере 200, более конкретно, по меньшей мере 300, еще более конкретно, по меньшей мере 400, еще более конкретно, по меньшей мере 500.
Другие бумагоделательные волокна, которые можно использовать в настоящем изобретении, включают бумажные отходы или повторно используемые волокна и волокна с высоким выходом. Волокна пульпы с высоким выходом представляют собой бумагоделательные волокна, произведенные с помощью процесса получения пульпы, обеспечивающего производительность около 65% или выше, более конкретно около 75% или выше, еще более конкретно, от около 75% до около 95%. Производительность представляет собой полученное в результате количество обработанных волокон, выраженное в процентом соотношении от исходной древесной массы. Такие процессы получения пульпы включают отбеленную химикотермомеханическую пульпу (ВСТМР), химикотермомеханическую пульпу (ТМР), термомеханическую химическую пульпу (ТМСР), сульфитную пульпу с высоким выходом и крафт-пульпу с высоким выходом, все из которых обеспечивают полученные в результате волокна с высоким уровнем лигнина. Волокна с высоким выходом хорошо известны своей жесткостью как в сухом, так и во влажном состояниях относительно обычных химически пульпированных волокон.
В общем, в настоящем описании также можно использовать любой процесс, способный формировать основной лист. Например, бумагоделательный процесс по настоящему изобретению может использовать крепирование, влажное крепирование, двойное крепирование, гофрирование, влажное прессование, воздушное прессование, сушку в сквозном потоке воздуха, сушку в сквозном потоке воздуха с крепированием, сушку в сквозном потоке воздуха без крепирования, гидравлическое переплетение, укладку воздухом, способы совместного формования, а также другие стадии, известные в данной области.
Также для продуктов по настоящему изобретению подходят салфеточные листы, которые имеют уплотнительный узор или печатный узор, такие как салфеточные листы, описанные в любом из следующих патентов США №4514345, выданный 30 апреля 1985 г., Johnson и др.; 4528239, выданный 9 июля 1985, Trokhan; 5098522, выданный 24 марта 1992., 5260171, выданный 9 ноября 1993, Smurkoski и др.; 5275700, выданный 4 января, 1994, Trokhan; 5328565, выданный 12 июля 1994, Rasch и др.; 5334289, выданный 2 августа 1994, Trokhan и др.; 5431786, выданный 11 июля 1995, Rasch и др.; 5496624 выданный 5 марта 1996, Steltjes, Jr. и др.; 5500277, выданный 19 марта 1996, Trokhan и др.; 5514523, выданный 7 мая 1996, to Trokhan и др.; 5554467, выданный 10 сентября 1996, Trokhan и др.; 5566724, выданный 22 октября 1996, Trokhan и др.; 5624790, выданный 29 апреля 1997, Trokhan и др.; и 5628876, выданный 13 мая 1997, Ayers и др., описание которых включено сюда посредством ссылки в той степени, в которой они не противоречат описанному здесь. Такие салфеточные листы с печатью могут иметь сетку из уплотненных областей, на которые была нанесена печать на барабане сушильного устройства посредством печатного материала, и области, которые являются относительно менее уплотненными (например, «куполообразные выступы» в салфеточном листе), соответствующие отклоняющим каналам в печатном материале, при этом салфеточный лист, расположенный над отклоняющими каналами, отклонялся посредством разницы давления воздуха через отклоняющий канал с образованием областей типа подушек, низкой плотности или куполообразных выступов в салфеточном листе.
Салфеточное полотно также может быть сформировано без существенной величины прочности соединения волокна с волокном. В этом отношении композиция волокон, используемая для образования основного полотна, может быть обработана химическим средством, разрывающим связь. Средство, разрывающее связь, может быть добавлено к суспензии волокон во время процесса превращения в волокнистую массу или может быть направлено непосредственно в напорный ящик. Подходящие средства, разрывающие связь, которые могут применяться в настоящем изобретении, включают катионные средства, разрывающие связь, такие как алифатические диалкильные соли четвертичного амина, алифатические моноалкильные соли третичного амина, соли первичного амина, четвертичные соли имидазолина, четвертичные соли имидазолина и ненасыщенные алифатические алкильные соли амина. Другие подходящие средства, разрывающие связь, раскрыты в патенте США 5529665 (Kaun), который включен в настоящий документ посредством ссылки. В частности, Kaun раскрывает применение катионных композиций кремния в качестве разрывающего связь средства.
В одном варианте выполнения изобретения средство, разрывающее связь, применяемое в способе по настоящему изобретению, представляет собой органический хлорид четвертичного аммония и, в частности, основанную на кремнии аминную соль четвертичного хлорида аммония. Например, средство, разрывающее связь, может представлять собой продукт PROSOFT® TQ1003, распространяемый компанией the Hercules Corporation. Средство, разрывающее связь, может быть добавлено к суспензии волокон в количестве от около 1 кг на метрическую тонну до около 10 кг на метрическую тонну волокон, присутствующих внутри суспензии волокон.
В альтернативном варианте выполнения изобретения, средство, разрывающее связь, может представлять собой средство на основе имидазолина. Средство, разрывающее связь, на основе имидазолина, может быть приобретено, например, у Witco Corporation. Средство, разрывающее связь, на основе имидазолина, может быть добавлено в количестве от 2.0 до около 15 кг на метрическую тонну.
В одном варианте выполнения разделительный агент может быть добавлен к композиции волокон в соответствии с процессом, описанным в заявке РСТ, имеющей международную публикацию WO 99/34057, поданной 17 декабря 1998, или в опубликованной заявке РСТ, имеющей международную публикацию WO 00/66835, поданной 28 апреля 2000 года, обе из которых включены сюда посредством ссылки. В вышеуказанных публикациях описан процесс, в котором химическая добавка, такая как разделительный агент, впитывается в целлюлозные бумагоделательные волокна в высокой степени. Этот процесс включает стадии обработки суспензии волокон с помощью избытка химической добавки, обеспечения достаточного времени пребывания для возникновения адсорбции, фильтрации суспензии для удаления неадсорбированных химических добавок и повторное диспергирование отфильтрованной пульпы пресной водой перед формированием нетканого полотна.
Возможные химические добавки также могут быть добавлены к водной композиции волокон или к образованному исходному полотну для придания дополнительных преимуществ продукту и процессу, но не противоречащие преимуществам, достигаемым в настоящем изобретении. Следующие материалы включены в качестве примеров дополнительных химических веществ, которые могут быть нанесены на полотно с помощью добавочной композиции по настоящему изобретению. Химические вещества включены в качестве примеров и не предназначены для ограничения объема настоящего изобретения. Такие химические вещества могут быть добавлены в любой точке процесса производства бумаги, включая добавление одновременно с добавочной композицией в процессе производства пульпы, при этом указанную добавку или добавки смешивают непосредственно с добавочной композицией.
Дополнительные типы химических веществ, которые могут быть добавлены к бумажному полотну, включают вспомогательные впитывающие вещества обычно в виде катионных, анионных или неионных поверхностно-активных веществ, увлажняющих веществ и пластификаторов, таких как полиэтилен гликоль с низким молекулярным весом, полигидроксисоединения, такие как глицерин и пропилен гликоль, но не ограничиваются ими. Материалы, которые обеспечивают полезные для здоровья кожи свойства, такие как минеральное масло, экстракт алоэ, витамин Е, силиконы, лосьоны, в общем, могут быть включены в готовые продукты.
В общем, продукты по настоящему изобретению можно использовать вместе с любыми известными материалами и химическими веществами, которые не противоречат назначенному использованию. Примеры таких материалов включают вещества для контроля запаха, такие как впитывающие запах вещества, волокна и частицы активированного угля, детскую присыпку, пищевую соду, хелатообразующие агенты, цеолит, отдушки или другие маскирующие запах агенты, соединения циклодекстрина, окислители и т.п., но не ограничиваются ими. Дополнительные вещества включают катионные красители, оптические осветлители, увлажняющие вещества, смягчающие вещества и т.п.
Различные химические вещества и ингредиенты, которые могут быть включены в основной лист, могут зависеть от конечного использовании продукта. Например, различные агенты для придания прочности во влажном состоянии могут быть включены в продукт. Для продуктов типа туалетной бумаги, например, можно использовать вещества, придающие временную прочность во влажном состоянии. Как используют здесь, вещества, придающие временную прочность во влажном состоянии, представляют собой материалы, используемые для фиксации соединений между волокнами во влажном состоянии. Обычно средства, с помощью которых волокна удерживают вместе в бумаге и салфеточных продуктах, включают водородные связи и иногда комбинации водородных связей и ковалентных и/или ионных связей. В некоторых применениях, может быть предпочтительно обеспечить материал, который позволит соединение с волокнами, так чтобы фиксировать точки соединения волокно к волокну и сделать их устойчивыми к разрушению во влажном состоянии. Влажное состояние обычно означает, что продукт сильно насыщен водой или другими водными растворами.
Любой материал, который при добавлении к бумаге или салфеточному полотну приводит к обеспечению листа с соотношением среднего геометрического прочности на разрыв во влажном состоянии: прочности на разрыв в сухом состоянии более 0,1, может быть назван веществом, придающим прочность во влажном состоянии.
Вещества, придающие временную прочность во влажном состоянии, которые обычно включены в туалетную бумагу, образованы как те полимеры, которые при включении в бумагу или салфеточные продукты обеспечивают продукт, удерживающий менее 50% его исходной прочности во влажном состоянии после воздействия воды в течение по меньшей мере 5 минут. Вещества, придающие временную прочность во влажном состоянии, включают полимерные соединения альдегидной функциональной группы, такие как глиоксилированный полиакриламид, такой как катионоактивный глиоксилированный полиакриламид.
Такие соединения включают полимер, придающий прочность во влажном состоянии PAREZ 631 NC, доступный от Cytec Industries, West Patterson, N.J., хлороксилатные полиакриламиды и HERCOBOND 1366, произведенный компанией Hercules, Inc., Wilmington, Del. Другой пример глиоксилатного полиакриламида представляет собой PAREZ 745, который является глиоксилированным сополимером акриламида и диаллилдиметиламмонийхлорида.
Для туалетной бумаги и других салфеточных продуктов, с другой стороны, в основной лист могут быть включены вещества, придающие постоянную прочность во влажном состоянии. Вещества, придающие постоянную прочность во влажном состоянии, также хорошо известны в данной области и обеспечивают продукт, который будет удерживать более 50% исходной прочности во влажном состоянии после воздействия воды в течение периода по меньшей мере 5 минут.
Уже сформированные продукты могут быть упакованы различными способами. Например, в одном варианте выполнения продукт типа листа может быть разрезан на отдельные листы, сложенные стопкой перед размещением в упаковку. Альтернативно, продукт типа листа может быть смотан спирально. При спиральном наматывании вместе, каждый отдельный лист может быть отделен от смежного листа ослабленной линией, такой как линия перфорации. Туалетная бумага и бумажные полотенца, например, обычно поступают к потребителю в спирально смотанной конфигурации.
Салфеточные полотна, которые могут быть обработаны в соответствии с настоящим изобретением, могут включать один гомогенный слой волокон или могут включать многослойную или слоистую конструкцию. Например, слой салфеточного полотна может включать два или более слоев волокон. Каждый слой может иметь различные композиции волокон. Например, ссылаясь на Фиг.1, показан один вариант выполнения устройства для формирования многослойной композиции пульпы. Как показано, трехслойный напорный ящик 10, в общем, включает верхнюю стенку 12 напорного ящика и нижнюю стенку 14 напорного ящика. Напорный ящик 10 дополнительно включает первый разделитель 16 и второй разделитель 18, которые отделяют три слоя композиции волокон.
Каждый из волокнистых слоев содержит разбавленную водную суспензию из бумагоделательных волокон. Конкретные волокна, содержащиеся в каждом слое, в общем, зависят от продукта, который должен быть сформирован, и от предпочтительных результатов. Например, композиция волокон каждого слоя может меняться в зависимости от того, должна ли быть получена туалетная бумага, салфетки для лица или бумажные полотенца. В одном варианте выполнения, например, средний слой 20 содержит только крафт волокна древесины мягких южных пород или в комбинации с другими волокнами, такими как волокна с высоким выходом. Наружные слои 22 и 24, с другой стороны, содержат волокна мягкой древесины, такие как крафт-волокна древесины мягких северных пород.
В альтернативном варианте выполнения средний слой может содержать волокна мягкой древесины для прочности, при этом наружные слои могут содержать волокна твердых пород древесины, такие как волокна эвкалипта для придания ощущения мягкости.
Бесконечный перемещающийся формующий материал 26, подходящим образом поддерживаемый и приводимый в действие валками 28 и 30, принимает уложенную слоями бумагоделательную массу, выпускаемую из напорного ящика 10. Во время удержания на материале 26 слоистой волокснистой суспензии через материал пропускают воду, как показано стрелками 32. Удаления воды достигают посредством комбинации силы тяжести, центрифужной силы и вакуумного всасывания в зависимости от конфигурации формования.
Формирование многослойных бумажных полотен также описано и раскрыто в патенте США №5129988, Farrington Jr., который включен сюда посредством ссылки.
В соответствии с настоящим описанием добавочная композиция, в одном варианте выполнения, может быть объединена с водной суспензией волокон, которые подают в напорный ящик 10. Добавочная композиция, например, может быть нанесена только на один слой в слоистой композиции волокон или на все слои. При добавлении во влажной части процесса или комбинировании другим образом с водной суспензией волокон добавочная композиция становится включенной во весь волокнистый слой.
При объединении во влажной части с водной суспензией волокон, средство удержания может присутствовать в добавочной композиции. Например, в одном конкретном варианте выполнения средство удержания может содержать полидиаллилдиметиламмонийхлорид или любое подходящее катионное вещество. Добавочная композиция может быть включена в салфеточное полотно в количестве от около 0,01 вес.% до около 30 вес.%, как например, от около 0,5 до около 20 вес.%. Например, в одном варианте выполнения добавочная композиция может присутствовать в количестве до 10 вес.%. Указанные выше процентные соотношения основаны на содержании твердых веществ, которые добавляют к салфеточному полотну.
Вес основы салфеточных полотен, выполненных в соответствии с настоящим описанием, могут меняться в зависимости от конечного продукта. Например, этот процесс можно использовать для производства туалетной бумаги, салфеток для лица, бумажных полотенец, промышленных салфеток и т.п. В общем, вес основы салфеточных продуктов могут меняться от 10 г/кв.м до около 110 г/кв.м., как например, от около 20 г/кв.см до около 90 г/кв.см. Для туалетной бумаги и салфеток для лица, например, вес основы может меняться в диапазоне от около 10 г/кв.м до около 40 г/кв.м. Для бумажных полотенец, с другой стороны, вес основы может меняться от около 25 г/кв.м до около 80 г/кв.м.
Объемность салфеточного полотна может также меняться от около 3 куб.см/г до 20 куб.см/г, как например от около 5 куб.см/г до около 15 куб.см/г. «Объемность» листа рассчитывают как частное от толщины (калибра) сухого салфеточного листа, выраженную в микронах, разделенной на сухой вес основы, выраженный в граммах на квадратный метр. Полученную в результате объемность листа выражают в кубических сантиметрах на грамм. Более конкретно, калибр измеряют как общую толщину стопки из десяти листов и делят общую толщину стопки на десять, при этом каждый лист в стопке расположен одной и той же стороной вверх. Калибр измеряют в соответствии с испытательным способом TAPPI om-89 "Thickness (caliper) of Paper, Paperboard and Combined Board" с примечанием 3 для сложенных стопкой листов. Микрометр, используемый для осуществления Т411 om-89, представляет собой Emveco 200-A устройство для тестирования калибра салфеток, от компании Emveco, Inc., Newberg, Oregon. Микрометр имеет нагрузку 2,00 кПа (132 грамма на квадратный дюйм), площадь прижимного участка 2500 квадратных миллиметров, диаметр прижимного участка 56, 42 миллиметра, время пребывания 3 секунды и скорость снижения 0,8 миллиметров в секунду.
В многослойных продуктах вес основы каждого салфеточного полотна, присутствующего в продукте, также может меняться. В общем, общий вес основы многослойного продукта будет таким же, как указано выше, таким как от около 20 г/кв.м до около 110 г/кв.м. Таким образом, вес основы каждого слоя может составлять от около 10 г/кв.м до около 60 г/кв.м, как например, от около 20 г/кв.м до около 40 г/кв.м.
Как только водная суспензия волокон сформирована в салфеточное полотно, салфеточное полотно может быть обработано с использованием различных технологий и способов. Например, ссылаясь на Фиг.2, показан способ выполнения высушенных сквозным потоком салфеточных листов. (Для простоты, различные натяжные валки, схематично используемые для определения перемещения различных материалов, показаны, но не пронумерованы. Будет понятно, что изменения могут быть сделаны в устройстве и способе, показанном на Фиг.2, без отхода от общего процесса). Показано двухсеточное формующее устройство, имеющее бумагоделательный напорный ящик 34, такой как многослойный напорный ящик, которые инжектирует и размещает поток 36 водной суспензии бумагоделательных волокон на формовочном материале 38, расположенном на формующем валке 39. Формовочный материал служит для поддержания и переноса вновь образованного влажного материала вниз по ходу потока в процессе, когда полотно частично обезвожено до консистенции около 10 процентов сухого веса. Дополнительное обезвоживание влажного полотна может быть осуществлено, например, вакуумным всасыванием, при этом влажное полотно поддерживается формовочным материалом.
Влажное полотно затем перемещается от формовочного материала к переносящему материалу 40. В одном варианте выполнения переносящий материал может перемещаться с более низкой скоростью, чем формовочный материал, чтобы придать полотну повышенную прочность. Это обычно называется «стремительным» переносом. Предпочтительно переносящий материал может иметь объем пустот, который равен объему пустот формовочного материала или меньше. Относительная разница в скоростях между двумя материалами может составлять от 0 до 60%, более конкретно от около 15 до 45%. Перенос предпочтительно осуществляют с помощью вакуумной направляющей 42, так что формовочный материал и переносящий материал одновременно сходятся и расходятся на ведущем крае вакуумного отверстия.
Полотно затем перемещается от переносящего материала к материалу для сквозной сушки 44 с помощью вакуумного переносящего валка 46 или вакуумной переносящей направляющей, возможно, снова используя фиксированный бесконтактный перенос, как описано выше. Материал для сушки в сквозном потоке может перемещаться приблизительно с такой же скоростью или с другой скоростью относительно переносящего материала. При желании, материал для сушки в воздушном потоке может перемещаться с более низкой скоростью для дополнительного повышения растяжимости. Перенос может осуществляться с помощью вакуума, чтобы обеспечить деформацию листа для соответствия материалу для сквозной сушки, при этом обеспечивая желаемую объемность и внешний вид при желании. Подходящие материалы для сквозной сушки описаны в патенте США №5429686, выданном Kai F. Chiu и др., и в патенте США №5672248, Wendt и др., которые включены сюда посредством ссылки.
В одном варианте выполнения материал для сквозной сушки содержит высокие и длинные выдавленные оттиски. Например, материал для сквозной сушки может иметь от около5 до около 300 выдавленных оттисков на квадратный дюйм, которые выступают по меньшей мере на около 0,005 дюйма над плоскостью материала. В процессе сушки, полотно может быть макроскопически расположено так, чтобы соответствовать поверхности материала для сквозной сушки и для формирования трехмерной поверхности. Плоские поверхности, однако, также можно использовать в настоящем изобретении.
Сторону полотна, контактирующую с материалом для сквозной сушки, обычно называют «сторона материала» бумажного полотна. Сторона материала бумажного полотна, как описано выше, может иметь форму, которая соответствует поверхности материала для сквозной сушки после того, как материал высушен в устройстве для сквозной сушки. Противоположная сторона бумажного полотна, с другой стороны, обычно называется «воздушная сторона». Воздушная сторона полотна обычно является более гладкой, чем сторона материала при нормальных процессах сквозной сушки.
Уровень вакуума, используемый для переноса полотна, может составлять от около 3 до около 15 дюймов ртутного столба (от 75 до около 380 миллиметров ртутного столба), предпочтительно около 5 дюймов (125 миллиметров) ртутного столба. Вакуумная направляющая (отрицательное давление) может быть дополнена или заменена использованием положительного давления от противоположной стороны полотна для выдувания полотна на следующий материал в дополнение или в качестве замены всасывания его на следующее полотно посредством вакуума. Также, вакуумный валок или валки можно использовать для замены вакуумной направляющей (направляющих).
Поддерживаемое материалом для сквозной сушки полотно наконец сушат до консистенции около 94% или выше с помощью устройства сквозной сушки 48, а затем переносят к переносящему материалу 50. Высушенный основной лист 52 перемещается к бобине 54 с использованием переносящего материала 50 и возможного переносящего материала 56. Возможный поворотный валок 58 под давлением можно использовать для облегчения переноса полотна от переносящего материала 50 к материалу 56. Подходящие переносящие материалы для этой цели представляют собой Albany International 84M или 94М и Asten 959 или 937, все из которых представляют собой относительно гладкие материалы, имеющие тонкий узор. Хотя это и не показано, каландрирование рулона или последующее каландрирование вне процесса можно использовать для улучшения гладкости и мягкости основного листа.
В одном варианте выполнения рулон 54, показанный на Фиг.2, может перемещаться со скоростью, меньшей чем материал 56 в процессе «стремительного» переноса для образования элементов крепирования в бумажном полотне 52. Например, относительная разность скоростей между рулоном и материалом может составлять от около 5% до около 25%, и более конкретно, от около 12% до около 14%. Стремительный перенос на рулоне может возникать либо один, либо в соединении с процессом стремительного переноса выше по ходу потока, как например между формующим материалом и переносящим материалом.
В одном варианте выполнения бумажное полотно 52 представляет собой текстурированное полотно, которое было высушено в трехмерном состоянии, так что водородные связи, соединяющие волокна, по существу были образованы, хотя полотно не было в плоском, планарном состоянии. Например, полотно может быть образовано, когда полотно находится на высокотекстурированном материале сквозной сушки или другом трехмерном субстрате. Процессы для производства некрепированных материалов для сушки в сквозном потоке, например, описаны в патенте США №5672248, Wendt и др., в патенте США №5656132, Farrington и др., патенте США №6120642, Lindsay и Burazin, патенте США №6096169, Hermans и др., патенте США №6197154, Chen и др. и патенте США №6143135, Hada и др., все из которых включены сюда полностью посредством ссылки.
Как описано выше, добавочная композиция может быть объединена с водной суспензией волокон, используемых для формирования салфеточного полотна 52. Альтернативно, добавочная композиция может быть локально нанесена на салфеточное полотно после того, как оно было сформировано. Например, как показано на Фиг.2, добавочная композиция может быть нанесена на салфеточное полотно перед сушильным устройством 48 или после сушильного устройства 48, например, путем использования распылительного устройства 49А или распылительного устройства 49В соответственно.
На Фиг.2 показан процесс для производства некрепированных высушенных в сквозном воздушном потоке салфеточных полотен. Следует понимать, однако, что добавочная композиция может быть нанесена на салфеточные полотна в других процессах выполнения салфеток. Например, ссылаясь на Фиг.3, показан один вариант выполнения процесса для формирования крепированных салфеточных полотен влажного прессования. В этом варианте выполнения напорный ящик 60 выпускает водную суспензию волокон на формовочный материал 62, который поддерживается и приводится множеством направляющих валков 64. Вакуумный ящик 66 расположен под формовочным материалом 62 и приспособлен для удаления воды из композиции волокон, чтобы способствовать формированию полотна. От формовочного материала 62 сформированное полотно 68 перемещается ко второму материалу 70, который может быть либо проволочным, либо фетровым. Материал 70 поддерживается для перемещения по непрерывному пути с помощью множества направляющих валков 72. Также включен подъемный валок 74, выполненный для облегчения переноса полотна 68 от материала 62 к материалу 70.
От материала 70 полотно 68 в этом варианте выполнения переносится к поверхности вращаемого нагретого сушильного барабана 76, такого как сушильный барабан Янки.
В соответствии с настоящим изобретением добавочная композиция может быть включена в салфеточное полотно 68 путем объединения с водной суспензией волокон, содержащихся в напорном ящике 60, и/или путем локального нанесения добавочной композиции во время осуществления процесса. В одном конкретном варианте выполнения добавочная композиция по настоящему изобретению может быть нанесена локально на салфеточное полотно 68, при этом полотно перемещается на материале 70 или может быть нанесено на поверхность сушильного барабана 76 для переноса на одно сторону салфеточного полотна 68. Таким образом, добавочную композицию используют для адгезивного прикрепления салфеточного полотна 68 к сушильному барабану 76. В этом варианте выполнения, когда полотно 68 переносится через участок пути вращения поверхности барабана, к полотну прикладывают тепло, вызывающее испарение большей части влаги, содержащейся в полотне. Полотно 68 затем удаляют из сушильного барабана 76 посредством крепирующего ножа 78. Крепирование полотна 78, когда оно сформировано, снижает внутреннее соединение внутри полотна и повышает мягкость. Нанесение добавочной композиции на полотно в процессе крепирования, с другой стороны, может повысить прочность полотна.
Ссылаясь на Фиг.35, показан другой альтернативный вариант выполнения процесса формирования крепированных салфеточных полотен. Похожие ссылочные позиции были использованы для индикации аналогичных элементов относительно процесса, показанного на Фиг.3.
Как показано на Фиг.35, сформированное полотно 68 переносится на поверхность вращаемого нагретого сушильного барабана 76, который может представлять собой барабан Янки. Прижимной валок 72 может, в одном варианте выполнения, содержать всасывающий боковой валок. Чтобы адгезивно прикрепить полотно 68 к поверхности сушильного барабана 76, крепирующий адгезив может быть нанесен на поверхность сушильного барабана с помощью распылительного устройства 69. Распылительное устройство 69 может выпускать добавочную композицию, выполненную в соответствии с настоящим описанием, или может выпускать традиционный крепирующий адгезив.
Как показано на Фиг.35, полотно адгезивно прикрепляют к поверхности сушильного барабана 76, а затем крепируют с барабана с использованием крепирующего ножа 78. При желании, сушильный барабан 76 может быть связан с корпусом 71. Корпус 71 может быть использован для нагнетания воздуха от или через полотно 68.
Крепированное с сушильного барабана 76 полотно 68 затем адгезивно прикрепляют ко второму сушильному барабану 73. Второй сушильный барабан 73 может содержать, например, нагреваемый барабан, окруженный корпусом 77. Барабан может быть нагрет до температуры от около 250°С до около 200°С, как например, от около 100°С до около 150°С.
Чтобы адгезивно прикрепить полотно 68 ко второму сушильному барабану 73, второе распылительное устройство 73 может выпускать адгезив на поверхность сушильного барабана. В соответствии с настоящим изобретением, например, второе распылительное устройство 75 может выпускать добавочную композицию, как описано выше. Добавочная композиция не только способствует адгезивному прикреплению салфеточного полотна 68 к сушильному барабану 73, но также переносится к поверхности полотна, когда полотно крепируют с сушильного барабана 73 с помощью крепирующего ножа 79.
Уже крепированное со второго сушильного барабана 73 полотно 68 может, возможно, быть подано вокруг барабана наката 81 и охлаждено перед сматыванием на рулон 83.
Добавочная композиция также может быть использована в процессах последующего формования. Например, в одном варианте выполнения добавочная композиция может быть использована в процессе крепирования с печатью и нанесена на предварительно сформированное полотно. Более конкретно, было обнаружено, что уже локально нанесенная на салфеточное полотно добавочная композиция хорошо подходит для адгезивного прикрепления салфеточного полотна к крепирующей поверхности, как например, при операции крепирования с печатью.
Например, когда салфеточное полотно сформировано и высушено, в одном варианте выполнения добавочная композиция может быть нанесена на по меньшей мере одну сторону полотна, а затем по меньшей мере одна сторона полотна может быть крепирована. В общем, добавочная композиция может быть нанесена только на одну сторону полотна и только одна сторона полотна может быть крепирована, добавочная композиция может быть нанесена на обе стороны полотна и только одна сторона полотна крепирована или добавочная композиция может быть нанесена на каждую сторону полотна и каждая сторона полотна может быть крепирована.
Ссылаясь на Фиг.4, показан один вариант выполнения системы, которую можно использовать для нанесения добавочной композиции на салфеточное полотно и для крепирования одной стороны полотна. Вариант выполнения, показанный на Фиг.4, может быть поточным процессом или операцией вне потока. Как показано, салфеточное полотно 80, выполненное в соответствии с процессом, показанным на Фиг.2 или Фиг.3 или в соответствии с аналогичным процессом, проходит через первое рабочее место нанесения добавочной композиции, в общем, обозначенное позицией 82. Рабочее место 82 включает зажим, образованный гладким резиновьм зажимным валком 84 и узорным ротогравюрным валком 86. Ротогравюрный валок 86 находится в соединении с резервуаром 88, содержащим первую добавочную композицию 90. Ротогравюрный валок 86 наносит добавочную композицию 90 на одну сторону полотна 80 в виде заранее выбранного узора.
Полотно 80 затем контактирует с нагретым валком 92 после прохождения валка 94. Нагретый валок 92 может быть нагрет до температуры, например, до около 200°С и более конкретно от около 100°С до около 150°С. В общем, полотно может быть нагрето до температуры, достаточной для сушки полотна и испарения какой-либо воды.
Следует понимать., что кроме нагретого валка 92 для сушки полотна может быть использовано любое нагревательное устройство. Например, в альтернативном варианте выполнения полотно может быть размещено в сообщении с инфракрасным нагревательным устройством, чтобы сушить полотно. Помимо использования нагретого валка или инфракрасного нагревательного устройства, можно включить другие нагревательные устройства, например любую подходящую конвективную печь или микроволновую печь.
От нагретого валка 92 полотно 80 может продвигаться толкающими валками 96 ко второму рабочему месту для нанесения добавочной композиции, в общем, обозначенному позицией 98. Рабочее место 98 включает перемещающий валок 100 в контакте с ротогравюрным валком 102, который находится в сообщении с резервуаром 104, содержащим вторую добавочную композицию 106. Аналогично рабочему месте 82 вторую добавочную композицию 106 наносят на противоположную сторону полотна 80 в виде заранее выбранного узора. Как только вторая добавочная композиция нанесена, полотно 80 адгезивно прикрепляют к крепирующему валку 108 с помощью прижимного валка 110. Полотно 80 переносят на поверхность крепирующего барабана 108 на некотором расстоянии, а затем извлекают из него с помощью работы крепирующего ножа 112. Крепирующий нож 112 производит управляемую операцию крепирующего узора на второй стороне салфеточного полотна.
В этом варианте выполнения уже крепированное салфеточное полотно 80 проталкивают через рабочее место 114 сушки. Рабочее место 114 для сушки может включать любую форму нагревательного узла, такую как печь, приводимую в действие инфракрасным теплом, микроволновой энергией, горячим воздухом или т.п. Рабочем место 114 для сушки может быть необходимо в некоторых применениях для сушки полотна и/или отверждения добавочной композиции. В зависимости от выбранной добавочной композиции, однако, в других применениях рабочее место 114 для сушки может не быть необходимым.
Степень нагрева салфеточного полотна в рабочем месте 114 для сушки может зависеть от конкретного термопластичного полимера, используемого в добавочной композиции, количества композиции, нанесенной на полотно, и типа используемого полотна. В некоторых применениях, например, салфеточное полотно может быть нагрето при использовании потока газа, такого как воздух, при температуре от около 100°С до около 200°С.
В одном варианте выполнения, показанном на Фиг.4, хотя добавочная композиция нанесена на каждую сторону салфеточного полотна, только одна сторона полотна подвергается процессу крепирования. Следует понимать, однако, что в других вариантах выполнения обе стороны полотна могут быть крепированы. Например, нагретый валок 92 может быть заменен крепирующим барабаном, таким как барабан 108, показанный на Фиг.4.
Крепирование салфеточного полотна, как показано на Фиг.4, повышает мягкость полотна посредством разрушения соединений волокна с волокном, содержащихся в салфеточном полотне. Нанесение добавочной композиции на наружную сторону бумажного полотна, с другой стороны, не только способствует крепированию полотна, но также добавляет полотну прочности в сухом состоянии, прочности во влажном состоянии, растяжимости и устойчивости к разрыву. Кроме того, добавочная композиция снижает высвобождение пуха из салфеточного полотна.
В общем, первая добавочная композиция и вторая добавочная композиция, нанесенные на салфеточное полотно, как показано на Фиг.4, могут содержать одни и те же ингредиенты или могут содержать различные ингредиенты. Альтернативно, добавочные композиции могут содержать одни и те же ингредиенты в разных количествах, если это предпочтительно.
Добавочную композицию наносят на основное полотно, как описано выше, в виде предварительно выбранного узора. В одном варианте выполнения, например, добавочная композиция может быть нанесена на полотно в виде сетчатого узора, так что узор взаимно соединяется с образованием структуры типа сетки на поверхности.
В альтернативном варианте выполнения, однако, добавочную композицию наносят на полотно в виде узора, который представляет собой последовательность отдельных форм. Нанесение добавочной композиции в виде отдельных форм, таких как точки, обеспечивает достаточную прочность полотну без покрытия значительного участка площади поверхности полотна.
В соответствии с настоящим изобретением добавочную композицию наносят на каждую сторону бумажного полотна, так чтобы покрыть от около 15% до около 75% площади поверхности полотна. Более конкретно, в большинстве применений добавочная композиция будет покрывать от около 20% до около 60% площади поверхности каждой стороны полотна. Общее количество добавочной композиции, нанесенной на каждую сторону полотна, может быть в диапазоне от около 1 вес.% до около 30 вес.% на основе общего веса полотна, как например, от около 1 вес.% до около 20 вес.%, как например, от около 2 вес.% до около 10 вес.%.
В указанных выше количествах добавочная композиция может проникать в салфеточное полотно после нанесения в количестве до около 30% общей толщины полотна в зависимости от различных факторов. Было обнаружено, однако, что большая часть добавочной композиции, главным образом, находится на поверхности полотна после нанесения на полотно. Например, в некоторых вариантах выполнения добавочная композиция проникает в полотно менее чем на 5%, как например, менее чем на 3%, как например, менее чем на 1% толщины полотна.
Ссылаясь на Фиг.5, показан один вариант выполнения узора, который может быть использован для нанесения добавочной композиции на бумажное полотно в соответствии с настоящим изобретением. Как показано, узор, показанный на Фиг.5, представляет собой последовательность отдельных точек 120. В одном варианте выполнения, например, точки могут быть разнесены так, что они присутствуют приблизительно от около 25 до около 35 точек на дюйм в машинном направлении или поперечном машинном направлении. Точки могут иметь диаметр, например, от около 0,01 дюйма до около 0,03 дюймов. В одном конкретном варианте выполнения точки могут иметь диаметр около 0,02 дюймов и могут присутствовать в узоре так, что приблизительно 28 точек на дюйм продолжаются либо в машинном направлении, либо в поперечном машинном направлении. В этом варианте выполнения точки могут покрывать от около 20% до около 30% площади поверхности одной стороны бумажного полотна и, более конкретно, могут покрывать около 25% площади поверхности полотна.
Помимо точек можно использовать различные другие отдельные формы. Например, как видно на Фиг.7, показан узор, выполненный из отдельных форм, каждая из которых состоит из трех удлиненных шестиугольников. В одном варианте выполнения шестиугольники могут иметь длину около 0,02 дюйма и ширину около 0,006 дюйма. Приблизительно от 35 до 40 шестиугольников на дюйм могут быть разнесены в машинном направлении и в поперечном машинном направлении. При использовании шестиугольников, как показано на Фиг.7, узор может покрывать от около 40% до около 60% площади поверхности одной стороны полотна и, более конкретно, может покрывать около 50% площади поверхности полотна.
Ссылаясь на Фиг.6, показан другой вариант выполнения узора для нанесения добавочной композиции на бумажное полотно. В этом варианте выполнения узор представляет собой сетчатую структуру. Более конкретно, сетчатая структура имеет форму алмаза. При использовании сетчатый узор может обеспечивать больше прочности полотну по сравнению с узорами, которые выполнены в виде последовательности отдельных форм.
Процесс, который используют для нанесения добавочной композиции на салфеточное полотно, в соответствии с настоящим изобретением, может меняться. Например, различные способы нанесения печати можно использовать для нанесения добавочной композиции печатью на основной лист в зависимости от конкретного применения. Такие способы нанесения печати могут включать непосредственную гравюрную печать с использованием двух отдельных гравюр для каждой стороны, офсетную гравюрную печать с использованием двухсторонней печати (печать наносят на обе стороны одновременно) или печать от станции к станции (последовательная печать на каждой стороне в один проход). В другом варианте выполнения можно использовать комбинацию офсетной печати и прямой гравюрной (глубокой) печати. В еще одном варианте выполнения можно использовать флексографическую печать с использованием либо дуплексной печати, либо печати от места к месту для нанесения добавочной композиции.
В соответствии с процессом по настоящему изобретению могут быть сформированы многочисленные и различные продукты. Например, тканевые продукты могут быть однослойными салфеточными продуктами. Продукты, например, могут быть салфетками для лица, туалетной бумагой, бумажными полотенцами, гигиеническими салфетками и промышленными салфетками и т.п. Как указанно выше, основной вес может меняться где-то от около 10 г/кв.м до около 110 г/кв.м.
Салфеточные продукты в соответствии с вышеописанными процессами могут иметь относительно хорошие свойства объемности. Например, салфеточные полотна могут иметь объемность выше около 8 куб.см/г, такую как выше около 10 куб.см/г, такую как выше около 11 куб.см/г.
В одном варианте выполнения салфеточные полотна, выполненные в соответствии с настоящим изобретением, могут быть включены в многослойные продукты. Например, в одном варианте выполнения салфеточное полотно, выполненное в соответствии с настоящим изобретением, может быть прикреплено к одному или более других салфеточных полотен для формирования впитывающего продукта, имеющего желаемые свойства. Другие полотна, ламинированные на салфеточное полотно по настоящему изобретению, могут быть, например, полотнами, крепированными во влажном состоянии, каландрированными полотнами, гофрированными полотнами, высушенными в воздушном потоке полотнами, крепированными высушенными в воздушном потоке полотнами, некрепированными высушенными в воздушном потоке полотнами, гидравлически перепутанными полотнами, полотнами совместного формования, уложенными в воздушном потоке полотнами и т.п.
В одном варианте выполнения, при включении салфеточного полотна, выполненного в соответствии с настоящим изобретением, в многослойный продукт, можно предпочтительно только наносить добавочную композицию на одну сторону салфеточного полотна, а затем крепировать обработанную сторону салфеточного полотна. Крепированную сторону полотна затем используют для формирования наружной поверхности многослойного продукта. Необработанную и некрепированную стороны полотна, с другой стороны, прикрепляют с помощью любого подходящего средства к одной или более складок.
Например, ссылаясь на Фиг.8, показан один вариант выполнения процесса нанесения добавочной композиции только на одну сторону салфеточного полотна в соответствии с настоящим изобретением. Процесс, показанный на Фиг.8, аналогичен процессу, показанному на Фиг.4. В этом отношении, схожие ссылочные позиции использовали для обозначения аналогичных элементов.
Как показано, полотно 80 перемещают к месту нанесения добавочной композиции, в общем, обозначенному позицией 98. Рабочее место 98 включает переносящий валок 100 в контакте с ротогравюрным валком 102, который находится в сообщении с резервуаром 104, содержащим добавочную композицию 106. На рабочем месте 98 добавочную композицию 106 наносят на одну сторону полотна 80 в виде предварительно выбранного узора.
Когда добавочная композиция нанесена, полотно 80 адгезивно прикрепляют к крепирующему валку 108 посредством прессующего валка 110. Полотно 80 переносят на поверхность крепирующего барабана 108 на всем протяжении, а затем удаляют с него посредством действия крепирующего ножа 112. Крепирующий нож 112 производит операцию крепирования управляемого узора на обработанной поверхности полотна.
С крепирующего барабана 108 салфеточное полотно 80 пропускают через станцию сушки 114, на которой сушат и отверждают добавочную композицию 106. Полотно 80 затем сматывают в рулон 116 для использования в формировании многослойных продуктов или однослойного продукта.
Ссылаясь на Фиг.36, показан другой вариант выполнения процесса нанесения добавочной композиции только на одну сторону салфеточного полотна в соответствии с настоящим изобретением. Для обозначения одних и тех же элементов использовали те же ссылочные позиции.
Процесс, показанный на Фиг.36, аналогичен процессу, показанному на Фиг.8. В процессе, показанном на Фиг.36, однако, добавочную композицию наносят непосредственно на салфеточное полотно 80 с помощью устройства офсетной печати в конфигурации офсетной печати.
Например, как показано на Фиг.36, добавочную композицию 106 сначала перемещают к первому печатному валку 102. От печатного валка 102 добавочную композицию затем перемещают к аналоговому валку 103 перед нанесением на салфеточное полотно 80. С аналогового валка 103 добавочную композицию выдавливают на салфеточное полотно 80 с помощью резинового опорного валка 100.
Аналогично Фиг.8, когда добавочная композиция нанесена на салфеточное полотно 80, полотно затем адгезивно прикрепляют к нагретому крепирующему барабану 108 и крепируют с барабана с использованием крепирующего ножа 112 перед сматыванием в рулон 116.
Ссылаясь на Фиг.37, показан еще один вариант выполнения процесса нанесения добавочной композиции только на одну сторону салфеточного полотна в соответствии с настоящим изобретением. Как показано, в этом варианте выполнения сформированное салфеточное полотно 80 разматывают из рулона 85 и подают в процесс. Этот процесс можно рассматривать как вспомогательный процесс, хотя способ нанесения также может быть осуществлен непосредственно в процессе.
Как показано на Фиг.37, высушенное салфеточное полотно 80 прессуют на сушильном барабане 108 с помощью прессующего валка 110. Распылительное устройство 109 наносит добавочную композицию по настоящему изобретению на поверхность сушильного барабана. Добавочная композиция, таким образом, не только адгезивно прикрепляет салфеточное полотно 80 к поверхности сушильного барабана 108, но также переносится на салфеточное полотно, когда салфеточное полотно крепируют с барабана с использованием крепирующего ножа 112. Поле крепирования с сушильного барабана 108 салфеточное полотно 80 сматывают в рулон 116.
Вариант выполнения, показанный на Фиг.37, может подразумевать использование процесса крепирования с распылением. В этом процессе сушильный барабан 108 может быть нагрет до температур, которые описаны выше относительно других вариантов выполнения, показанных на чертежах.
При обработке только одной стороны салфеточного полотна 80 добавочной композицией, в одном варианте выполнения, может быть желательно наносить добавочную композицию в соответствии с узором, который покрывает более чем около 40% площади поверхности одной стороны полотна. Например, узор может покрывать от около 40% до около 90% площади поверхности одной стороны полотна, как например, от около 40% до около 60%. В одном конкретном примере, например, добавочная композиция может быть нанесена в соответствии с узором, показанным на Фиг.7.
В одном конкретном варианте выполнения настоящего изобретения двухслойный продукт формируют из первого бумажного полотна и второго бумажного полотна, в которых оба бумажных полотна, в общем, выполнены в соответствии с процессом, показанным на Фиг.8. Например, первое бумажное полотно, выполненное в соответствии с настоящим изобретением, может быть прикреплено ко второму бумажному полотну, выполненному в соответствии с настоящим изобретением, таким образом, что крепированные стороны полотен образуют наружные поверхности конечного продукта. Крепированные поверхности, в общем, являются более мягкими и гладкими, образуют двухслойный продукт, имеющий улучшенные общие свойства.
Способ, которым первое бумажное полотно ламинируют на второе бумажное полотно, может меняться в зависимости от конкретного применения и желаемых свойств. В некоторых применениях альфа-олефиновый интерполимер по настоящему изобретению может служить в качестве вещества, соединяющего слои. В других применениях связующий материал, такой как адгезив или связующие волокна, наносят на одно или оба полотна для соединения полотен вместе. Адгезив, например, может быть латексным адгезивом, адгезивом на основе крахмала, ацетатным адгезивом, таким как этилен-винил ацетатный адгезив, адгезив на основе поливинилового спирта и т.п. Следует понимать, однако, что другие связующие материалы, такие как термопластичные пленки и волокна, также могут быть использованы для соединения полотен. Связующий материал может быть распылен равномерно по поверхностям полотна, чтобы прочно скрепить полотна вместе, или может быть нанесен в выбранных местах.
Следует понимать, что в дополнение к процессам влажной укладки, показанным на Фиг.2 и 3, различные другие основные листы могут быть обработаны в соответствии с настоящим изобретением. Например, другие основные листы, которые могут быть обработаны в соответствии с настоящим изобретением, включают полотна, уложенные в воздушном потоке, полотна совместного формования и гидравлически перепутанные полотна. При обработке этим видом основных листов добавочную композицию, в общем, наносят поверхностно на эти основные листы. Например, добавочная композиция может быть распылена или нанесена печатью на поверхность основного листа.
Полотна, уложенные в воздушном потоке, формируют в процессе формования воздухом, в котором образуется волокнистый нетканый слой. В процессе укладки в воздушном потоке пучки небольших волокон, имеющих обычную длину в диапазоне от около 3 до около 52 миллиметров (мм) разделяют и помещают к источнику подачи воздуха, а затем распределяют на формующей сетке, обычно с помощью подачи вакуума. Произвольно распределенные волокна затем соединяют друг с другом при использовании, например, горячего воздуха или распыления адгезива. Производство нетканых композитов, уложенных в воздушном потоке, хорошо описано в литературе и в документах уровня техники. Примеры включают процесс DanWeb, который описан в патенте США №4640810, Laursen и др., и передан Scan Web of Northe America Inc., процесс Кrоуеr, который описан в патента США №4494278, Кrоуеr и др., и в патенте США №5527171, Soerensen, переданном Niro Separation a/s, способ по патенту США №4375448, Appel, переданный Kimberly- Clark Corporation, или другие аналогичные способы.
Другие материалы, содержащие целлюлозные волокна, включают полотна совместного формования и гидравлически перепутанные полотна. В процессах совместного формования по меньшей мере одна экструзионная головка для дутьевого формования расположена около желоба, через который другие материалы добавляют к выдуваемому из расплава полотну при его формовании. Такие другие материалы могут быть натуральными волокнами, супервпитывающими частицами, натуральными полимерными волокнами (например, вискоза) и/или искусственными полимерными волокнами (например, полипропилен или полиэфир), например, когда волокна могут быть штапельной длины.
Процессы совместного формования показаны в переданных заявителю патентах США №4818464, Lau и 4100324, Anderson и др., которые включены сюда посредством ссылки. Продукты, произведенные посредством процесса совместного формования, в общем, называют материалами совместного формования. Более конкретно, один процесс для производства нетканых полотен совместного формования включает экструдирование расплавленного полимерного материала через экструзионную головку в тонкие потоки и разрушение потоков посредством сходящихся высокоскоростных потоков нагретого газа (обычно воздуха), подаваемого из сопел для разрушения полимерных потоков с образованием прерывистых микроволокон малого диаметра. Экструзионная головка, например, может включать по меньшей мере один прямой ряд экструзионных отверстий. В общем, микроволокна могут иметь средний диаметр волокна до около 10 микрон. Средний диаметр микроволокон может быть, в общем, выше, чем около 1 микрон, как например, от около 2 микрон до около 5 микрон. Хотя микроволокна являются преимущественно прерывистыми, они, в общем, имеют длину, превышающую длину, обычно связываемую со штапельными волокнами.
Чтобы объединить расплавленные полимерные волокна с другим материалом, таким как волокна пульпы, первичный поток газа соединяют со вторичным потоком газа, содержащим отдельные волокна древесной пульпы. Таким образом, волокна пульпы становятся интегрированными с полимерными волокнами в одну стадию. Волокна древесной пульпы могут иметь длину от около 0,5 мм до около 10 мм. Интегрированный воздушный поток затем направляют на формующую поверхность для формирования воздухом нетканого материала. Нетканый материал, при желании, может проходить в зажим, состоящий из пары вакуумных валков, чтобы дополнительно интегрировать два различных материала.
Натуральные волокна, которые могут быть объединены с выдуваемыми из расплава волокнами, включают дерево, хлопок, лен, коноплю и древесную пульпу. Древесные пульпы включают стандартные сорта мягких пород древесины с образованием ворсистости, такие как CR-1654 (US Alliance Pulp Mills, Coosa, Alabama). Пульпа может быть модифицирована, чтобы улучшать природные свойства волокон и их способность к обработке. Волокна могут быть скручены с помощью способов, включающих химическую обработку или механическое скручивание. Скрученность обычно придают перед поперечным сшиванием или приданием прочности. Пульпам может быть придана прочность путем использования агентов поперечного сшивания, таких как формальдегид или его производные, глутаральдегид, эпихлоргидрин, оксиметилированные соединения, такие как мочевина или производные мочевины, диальдегиды, такие как малеиновый ангидрид, неоксиметилированные производные мочевины, лимонная кислота или другие поликарбоновые кислоты. Пульпе также может быть придана прочность путем использования тепловой или каустической обработки, такой как мерсеризация. Примеры таких типов волокон включают NHB416, который представляет собой волокна пульпы мягких южных пород древесины с химическим поперечным сшиванием, которые улучшают модуль волокна во влажном состоянии, доступные от Weyerhaeuser Corporation, Tacoma, WA. Другие используемые пульпы представляют собой пульпу с нарушением соединения (NF405) и пульпу без нарушения сцепления (NB416), также доступную от Weyerhaeuser. HPZ3 от Buckeye Technologies, Inc, Memphis, TN имеет химическую обработку, которая отверждается при придании скручивания и скручивании в дополнение к приданию волокнам дополнительной прочности во влажном и сухом состоянии и упругости. Другая подходящая пульпа представляет собой пульпу Buckeye HP2 и еще одна - IP Supersoft от International Paper Corporation. Подходящие вискозные волокна представляют собой волокна размером 1,5 денье Merge 18453 от Acordis Cellulose Fibers Incorporated, Axis, Alabama.
При содержании целлюлозных материалов, таких как волокна пульпы, материал совместного формования может содержать целлюлозный материал в количестве от около 10 вес.% до около 80 вес.%, как например, от около 30 вес.% до около 70 вес.%. Например, в одном варианте выполнения может быть произведен материал совместного формования, содержащий волокна пульпы в количестве от около 40 вес.% до около 60 вес.%.
В дополнение к полотнам совместного формования гидравлически перепутанные полотна могут также содержать синтетические волокна и волокна пульпы. Гидравлически перепутанные полотна относятся к полотнам, которые подвергались воздействию столбчатых струй жидкости, которые вызывают перепутывание волокон в полотне. Гидравлическое перепутывание полотна обычно повышает прочность полотна. В одном варианте выполнения волокна пульпы могут быть гидравлически перепутаны в непрерывный волокнистый материал, такой как материал фильерного способа производства. Полученный в результате нетканый композитный материал может содержать волокна пульпы в количестве от коло 50 вес.% до около 80 вес.%, как например, в количестве около 70 вес.%. Промышленно доступные гидравлически перепутанные композитные полотна, как описано выше, представляют собой полотна от Kimberly-Clark Corporation под названием HYDROKNIT. Гидравлическое перепутывание описано, например, в патенте США №5389202, Everhart, который включен сюда посредством ссылки.
Настоящее изобретение может быть более понятным со ссылкой на следующие примеры.
ПРИМЕР 1
Чтобы показать свойства салфеточных продуктов, выполненных в соответствии с настоящим изобретение, различные образцы салфеток были обработаны добавочной композицией и подвергнуты стандартизированным испытаниям. Для сравнения необработанные образцы салфеток, образцы салфеток, обработанные силиконовой композицией, и образцы салфеток, обработанные этиленвинилацетатным связующим веществом, также были испытаны.
Более конкретно, образцы салфеток содержали салфеточные листы, содержащие три слоя. Каждый слой трехслойного салфеточного образцы был сформирован в процессе, аналогичном процессу по Фиг.3. Каждый слой имел вес основы около 13,5 г/кВ.м. Более конкретно, каждый слой был выполнен из упрочненной композиции волокон, содержащей центральный слой волокон, расположенный между двумя наружными слоями волокон. Наружные слои каждого слоя содержали эвкалиптовую крафт-пульпу, полученную от Aracruz, офисы в Miami, F L, USA. Каждый из двух наружных слоев составлял приблизительно 33% от общего веса волокон листа. Центральный слой, который составлял 34% от общего веса волокон листа, состоял из 100% крафт-пульпы древесины мягких северных пород, полученной от Neenah Paper Inc., офисы в Alpharetta, GA, USA. Три слоя были скреплены вместе так, что стороны салфетки прессовали на сушильном устройстве, обращенном к наружным поверхностям трехслойного салфеточного образца.
Трехслойные салфеточные листы покрывали добавочными композициями, выполненными в соответствии с настоящим изобретением. Второй набор образцов покрывали силиконовой композицией, тогда как третий набор образцов покрывали этиленвинилацетатным сополимером.
Салфеточные листы были покрыты вышеописанными композициями с использованием ротогравюрной печати. Салфеточное полотно подавали в зажим резина-резина ротогравюрного печатного устройства для нанесения вышеописанных композиций на обе стороны полотна. Валки глубокой печати (гравюрные валки) представляли собой электронно гравированные валки с покрытием из хрома и меди, поставляемые Specialty Systems, Inc., Louisville, Ky. Валки имели линейный растр из 200 ячеек на линейный дюйм и объем 8,0 миллиардов кубических микрон (ВСМ) на квадратный дюйм поверхности валка. Обычные размеры ячеек для этого валка составляли 140 микрон по ширине и 33 микрона в глубину, с использованием гравировального резца под углом 130 градусов. Резиновые опорные валки для офсетного нанесения представляли собой полиуретановую форму с твердостью по Шору А 75 от Amerimay Roller Company, Uninon Grove, Wisconsin. Процесс проводили при условии обеспечения взаимодействия 0,375 дюйма между гравюрными валками и резиновыми опорными валками и зазоре 0,003 дюйма между покрытыми резиной опорными валками. Устройство для одновременной офсетной/офсетной гравюрной печати работало со скоростью 150 футов в минуту с использованием регулирования скорости (дифференциала) гравюрного валка для измерения вышеописанной композиции, чтобы получить желаемую скорость добавления. Процесс обеспечивал уровень добавления 6 вес.% от общего добавления на основе веса салфетки (3,0% с каждой стороны).
Для образцов, обработанных добавочной композицией, приготовленной в соответствии с настоящим изобретением, следующая таблица раскрывает компоненты добавочной композиции для каждого образца. В таблице ниже пластомер AFFINITY™ EG8200 представляет собой альфа-олефиновый интерполимер, содержащий сополимер этилена и октена, который был приобретен у компании The Dow Chemical Company of Midland, Мичиган, США. Сополимер PRIMACOR™ 5980i представляет собой сополимер этилена и акриловой кислоты, также приобретенный у компании The Dow Chemical Company. Сополимер этилена и акриловой кислоты может служить не только в качестве термопластичного полимера, но также в качестве диспергирующего средства. INDUSTRENE® 106 содержит олеиновую кислоту, этот продукт распространяется компанией Chemtura Corporation, Middlebury, Коннектикут. Полимер, обозначенный как "РВРЕ", представляет собой экспериментальный пластомер или эластомер на основе пропилена ("РВРЕ"), имеющий плотность 0.867 г/см3, как было измерено в соответствии с ASTM D792, скорость течения расплава 25 г/10 минут при 230°С, при 2.16 кг, как было измерено в соответствии с ASTM D 1238, и содержание этилена 12 масс.% от РВРЕ. Из международной публикации WO 03/040442 и заявки на патент США 60/709688 (поданной 19 августа 2005), каждая из которых включена в настоящий документ в полном объеме посредством ссылки, известны эти вещества РВРЕ. Пластомер AFFINITY™ PL1280 представляет собой альфа-олефиновый интерполимер, содержащий сополимер этилена и октена, который также можно приобрести у компании The Dow Chemical Company. Диспергирующее средство UNICID® 350 представляет собой поверхностно-активное вещество, функциональная часть которого представлена линейной первичной карбоновой кислотой, а гидрофобная часть содержит в среднем 26 атомов углерода, это диспергирующее средство было приобретено у Baker-Petrolite Inc., Sugar Land, Техас, США. Диспергирующее средство AEROSOL® ОТ-100 представляет собой диоктилнатрия сульфосукцинат, приобретенный у Cytec Industries, Inc., West Paterson, Нью-Джерси, США. Сополимер PRIMACOR™ 5980i содержит 20.5 масс.% акриловой кислоты и имеет скорость течения расплава 13.75 г/10 мин при 125°С и 2.16 кг, как измерено в соответствии с ASTM D1238. Пластомер AFFINITY™ EG8200G имеет плотность 0.87 г/см3, как измерено в соответствии с ASTM D792, и имеет скорость течения расплава 5 г/10 мин при 190°С и 2.16 кг, как измерено в соответствии с ASTM D1238. Пластомер AFFINITY™ PL1280G, с другой стороны, имеет плотность 0.90 г/см3, как измерено в соответствии с ASTM D792, и имеет скорость течения расплава 6 г/10 мин при 190°С и 2.16 кг, как измерено в соответствии с ASTM D1238.
Добавочная композиция в каждом из образцов также содержала противомикробный продукт DOWICIL™ 200, приобретенный у компании The Dow Chemical Company, который представляет собой консервант с добавочной композицией из 96% цис 1-(3-хлораллил)-3,5,7-триаза-1-азониаадамантан хлорида (также известного как Кватерниум-15).
Для сравнения также были приготовлены следующие образцы:
Над образцами были проведены следующие испытания.
Прочность на разрыв, среднее геометрическое прочности на разрыв (GMT) и среднее геометрическое поглощенной энергии при разрыве (GMTEA)
Испытание на разрыв проводили, используя салфеточные образцы при условиях 23°С+/-1°С и 50%+/-2% относительной влажности в течение 4 часов. Двухслойные образцы разрезали на полосы 3 дюйма в машинном направлении (МН) и поперечном машинном направлении (ПН) с использованием устройства для точного разрезания образцов, модели JDC 15M-10, полученного от Thwing-Albert Instruments, с офисом, расположенным в Philadelphia, Pennsylvania, U.S.A.
Базовая измерительная длина рамы для растяжения составляла 4 дюйма. Рама для растяжения представляла собой раму Alliance RT/1, работающую с программным обеспечением TestWorks 4 software. Рама для растяжения и программное обеспечение доступны от MTS Systems Corporation, офис компании в Minneapolis, Minnesota, U.S.A.
Полоску размером 3 дюйма затем помещали в кулачки рамы для растяжения и подвергали действию растягивающего усилия, прикладываемого со скоростью 25,4 см в минуту до точки повреждения образца. Напряжение на полосе салфетки показывали как функцию растягивающего усилия. Рассчитанные результаты включали пиковую нагрузку (грамм-сила/3 дюйма, измеренные в грамм-сила), пиковое растяжение (%, рассчитанный путем деления удлинения образца на исходную длину образца и умноженное на 100%), % натяжения @400 грамм-силы, поглощение энергии (TEA) при повреждении (грамм-сила × см/см2, рассчитанное путем интегрирования или взятие площади под кривой напряжение-натяжение до точки повреждения, где нагрузка падает до 30% ее пикового значения) и наклон А (килограмм-сила, измеренный как наклон кривой напряжение-натяжение от 57-150 грамм-силы).
Каждую группу салфеток (минимум из пяти повторений) испытывали в машинном направлении (МН) и поперечном машинном направлении (ПН). Среднее геометрическое прочности на разрыв и поглощения энергии при разрыве (TEA) рассчитывали как квадратный корень из продукта в машинном направлении (МН) и поперечном машинном направлении (ПН). Из этого получали среднее значение, которое не зависит от направления тестирования. Используемые образцы показаны ниже.
Модуль упругости (Максимальный наклон) и среднее геометрическое модуля (GMM), как измерения прочности листа
Модуль упругости (Максимальный наклон) Е (кгс) представляет собой модуль, определенный в сухом состоянии и выражается в единицах килограмм-силы. Образцы, обработанные в соответствии с условиями TAPPI, шириной 3 дюйма помещали в кулачки для испытания на разрыв с базовой измерительной длиной (расстояние между кулачками) 4 дюйма. Кулачки перемещались друг от друга со скоростью в поперечном направлении 25,4 см/мин и наклон взят методом наименьших квадратов данных между значениями напряжения 57 грамм-силы и 150 грамм-силы. Если образец слишком слабый, чтобы выдержать напряжение по меньшей мере 200 грамм-силы без повреждения, дополнительный слой повторно добавляли до тех пор, пока многослойный образец не выдерживал по меньшей мере 200 грамм-силы без повреждения. Среднее геометрическое модуля или среднее геометрическое наклона рассчитывали как квадратный корень из модулей упругости (максимальные наклоны) продукта в машинном направлении (МН) и в поперечном машинном направлении, получая среднюю величину, которая не зависит от направления испытания.
Результаты испытаний графически показаны на Фиг.9-14. Как показано с помощью этих результатов, добавочная композиция по настоящему изобретению улучшала среднее геометрическое прочности на разрыв без значительного влияния на жесткость листа по сравнению с необработанным образцом и образцом, обработанным силиконовой композицией. Кроме того, соотношение среднего геометрического значения модуля к среднему геометрическому значению разрыва для образцов, обработанных добавочной композицией, выполненной в соответствии с настоящим изобретением, показывало сходные свойства по сравнению с образцом, обработанным связующим сополимера этиленвинилацетата. Было отмечено, однако, что блокирующие свойства листа у образцов, обработанных добавочной композицией, были намного лучше по сравнению с образцом, обработанным сополимером этиленвинилацетата.
В дополнение к результатам, показанным на чертежах, испытания мягкости также проводили на образцах. Ощутимая мягкость образцов, обработанных добавочной композицией по настоящему изобретению, была эквивалента ощутимо мягкости образцов, обработанных силиконовой композицией.
ПРИМЕР 2
В этом примере добавочные композиции, выполненные в соответствии с настоящим изобретением, наносили печатью на некрепированное высушенное сквозным потоком воздуха (UCTAD) основное полотно в соответствии с узором и крепированное с крепирующего барабана. Добавочную композицию использовали для адгезивного прикрепления основного полотна к барабану. Образцы затем испытывали и сравнивали с некрепированным высушенным в сквозном воздушном потоке основным полотном, которое не подвергали процессу печати с крепированием (Образец №1 не по изобретению) и с некрепированным высушенным в сквозном воздушном потоке основным полотном, которое подвергали аналогичному процессу печати с крепированием с использованием сополимера этиленвинилацетата (Образец №2 не по изобретению).
Некрепированное, высушенное в сквозном воздушном потоке основное полотно было образовано в процессе, аналогичном процессу, показанному на Фиг.2. Основной лист имел вес основы около 50 г/кв.м. Более конкретно, основной лист был выполнен из упрочненной композиции волокон, содержащей центральный слой волокон, расположенный между двумя наружными слоями волокон. Оба наружных слоя основного листа содержали 100% крафт-пульпы северных мягких пород древесины. Один наружный слой содержал около 10,0 килограмм (кг)/метрическая тонна (мт) сухих волокон разрыхляющего вещества (ProSoft(R) TQ1003 от Hercules, Inc.). Другой наружный слой содержал около 5,0 кг/мт сухого волокна вещества для придания прочности в сухом и влажном состоянии (KYMENE(R) 6500 от компании Hercules, Incorporated, Wilmington, Delaware, U.S.A.). Каждый из наружных слоев содержал около 30% от общего веса волокон листа. Центральный слой, который содержал около 40% общего веса волокон листа, состоял из 100 вес.% крафт, пульпы древесины мягких северных пород. Волокна в этом слое также были обработаны 3,75 кг/мт разрыхляющего вещества ProSoft(R) TQ1003.
Различные образцы основного листа затем подвергали процессу печати с крепированием. Процесс печати с крепированием, в общем, показан на Фиг.8. Лист подвали к линии гравюрной печати, где добавочную композицию наносили печатью на поверхность листа. На одну сторону листа печать наносили с использованием прямой ротогравюрной печати. На лист наносили печать с «точечным» узором, диаметром «точек» 0,020, как показано на Фиг.5, где 28 точек на дюйм печатали на листе как в машинном, так и в поперечном машинном направлениях. Полученное в результате покрытие площади поверхности составляло около 25%. Лист затем прессовали и удаляли с вращающегося барабана, вызывая изменение температуры листа в диапазоне от около 180°Ф до около 390°Ф, такое как от около 200°Ф до 250°Ф. Наконец, лист сматывали в рулон. Затем полученный печать/печать/крепированный лист преобразовывали в рулоны однослойной бумаги для полотенец традиционным образом. Готовый продукт имел воздушносухой вес основы приблизительно 55,8 г/кв.м
Как описано выше, для сравнительных целей один образец подвергали аналогичному процессу печати с крепированием с использованием связующего вещества AIRFLEX® 426, полученного от компании Air Products, Inc., Allentown, Pennsylvania. AIRFLEX® 426 представляет собой гибкую эмульсию тройного полимера карбоксилированного винилацетатэтилена без поперечных связей.
Добавочные композиции, которые были нанесены на различные образцы, приведены в следующих таблицах. В таблицах AFFINITY™ EG8200 пластомер содержит интерполимер сополимера этилена и октена, тогда как PRIMACOR™ 598Оi содержит сополимер этилена и акриловой кислоты. INDUSTRENE®106 содержит олеиновую кислоту. Все три компонента были получены от The Dow Chemical Company.
Противомикробный продукт DOWICIL™ 200, который представляет собой консервант с добавочной композицией из 96% цис 1-(3-хлораллил)-3,5,7-триаза-1-азониаадамантан хлорида (также известного как Кватерниум-15), полученный от компании The Dow Chemical Company, также присутствует в каждой из добавочных композиций.
Образцы подвергали испытаниям, описанным в Примере 1. Кроме того, следующее испытание также было проведено на образцах.
Испытание на разрыв во влажном/сухом состоянии (% в поперечном машинном направлении)
Испытание на разрыв в сухом состоянии в Примере 1 с базовой измерительной длиной (расстояние между кулачками), составляющей 2 дюйма. Прочность на разрыв во влажном состоянии измеряли таким же образом, как прочность в сухом состоянии, за исключением того, что образцы были увлажнены перед испытанием. Более конкретно, чтобы увлажнить образец, лоток размером 3Х5 дюймов заполняли дистиллированной или деионизированной водой при температуре 23+/-2°С. Воду добавляли в лоток до глубины приблизительно один сантиметр.
Универсальную абразивную подушечку (шкурку) «Scotch-Brite» затем разрезали на размеры 2,5×4 дюйма. Изоляционную ленту длиной приблизительно 5 дюймов размещали вдоль краев 4 дюйма подушечки. Изоляционную ленту использовали для удержания абразивной подушечки.
Абразивную подушечку затем помещали в воду концами, обмотанными лентой, обращенными вверх. Подушечка оставалась в воде все время до завершения испытания. Образец, подлежащий тестированию, размещали на промокательной бумаге, которая соответствует стандарту TAPPI T205. Абразивную подушечку удаляли из емкости с водой и слегка надрезали три раза на сетке, связанной с увлажняющим лотком. Абразивную подушечку затем аккуратно размещали на образце параллельно ширине образца, приблизительно в центре. Абразивную подушечку удерживали на месте приблизительно в течение одной секунды. Образец затем немедленно помещали в устройство для испытания на разрыв и тестировали.
Для расчета прочности на разрыв во влажном/сухом состоянии значение прочности на разрыв во влажном состоянии делили на значение прочности на разрыв в сухом состоянии.
Полученные результаты показаны на Фиг.15-19. Как показано на чертежах, добавочные композиции улучшали среднее геометрическое значение разрыва и среднее геометрическое значение общей поглощенной энергии салфеточных образцов без значительного влияния на жесткость листа относительно необработанных образцов. Также в процессе тестирования было обнаружено, что добавочные композиции не создавали проблем с блокировкой листов по сравнению с образцами, обработанными сополимером этиленвинилацетата.
Пример 3
В этом примере салфеточные полотна были выполнены, в общем, в соответствии с процессом, показанным на Фиг.3. Чтобы адгезивно прикрепить салфеточное полотно к крепирующей поверхности, которая в этом варианте выполнения представляет собой сушильный барабан Янки, добавочную композицию, выполненную в соответствии с настоящим изобретением, распыляли на сушильное устройство перед контактированием сушильного устройства с полотном. Образцы затем подвергали различным стандартизированным испытаниям.
Для сравнения образцы также были произведены с использованием стандартной крепированной упаковки PVOH/KYMENE.
В этом примере, двухслойные салфеточные продукты были произведены и испытаны в соответствии с теми же испытаниями, которые описаны в Примерах 1 и 2. Следующий процесс использовали для производства образцов.
Сначала 80 фунтов высушенной воздухом крафт-пульпы древесины мягких пород (NSWK) помещали в пульпер и разделяли в течение 15 минут при плотности 4% и при 120°Ф. Затем пульпу NSWK очищали в течение 15 минут, переносили к массному бассейну и последовательно разжижали до консистенции около 3% (замечание: очистка фибриллировала волокна для повышения возможности их соединения). Затем пульпу NSWK разбавляли до консистенции около 2% и насосом подавали в машинный бассейн, так что машинный бассейн содержал 20 фунтов высушенной пульпы NSWK консистенцией около 0,2-0,3%. Вышеупомянутые волокна древесины мягких пород использовали в качестве внутреннего прочного слоя в трехслойной салфеточной структуре.
Два килограмма KYMENE®, доступного от Hercules Incorporated, Wilmington, Delaware, USA, на метрическую тонну древесного волокна и два килограмма на метрическую тонну древесного волокна PAREZ® 631 NC, доступного от LANXESS Corporation, Trenton, New Jersey, USA, добавляли для смешивания с волокнами пульпы в течение по меньшей мере десяти минут перед подачей суспензии пульпы через напорный ящик.
Сорок фунтов высушенной воздухом Aracruz ECF крафт-пульпы эвкалиптовых твердых пород древесины (EHWK), доступной из Rio de Janeiro, RJ, Brazil, помещали в пульпер и разделяли в течение 30 минут при плотности 4% и при 120°Ф. Затем пульпу EHWK переносили к массному бассейну и последовательно разжижали до консистенции около 2%.
Затем пульпу EHWK разбавляли, разделяли на два равных количества и насосом подавали при консистенции 1% в два отдельных машинных бассейна, так что каждый машинный бассейн содержал 20 фунтов высушенной пульпы EHWK. Эта суспензия пульпы была последовательно разбавлена до консистенции около 0,1%. Два волокна пульпы представляют два наружных слоя трехслойной салфеточной структуры.
Два килограмма KYMENE® 6500 на метрическую тонну древесного волокна добавляли и позволяли смешивания с волокнами пульп твердых пород древесины в течение по меньшей мере 10 минут перед подачей насосом суспензии пульпы через напорный ящик.
Волокна пульпы из всех трех машинных бассейнов насосом подавали к напорному ящику при консистенции около 0,1%. Волокна пульпы каждого машинного бассейна проходили через отдельные коллекторы в напорном ящике для создания трехслойной салфеточной структуры. Волокна размещали на формующем материале. Воду затем последовательно удаляли с помощью вакуума.
Влажный лист с консистенцией около 10-20% переносили к прессующему фетровому материалу или прессующему материалу, где его дополнительно обезвоживают. Лист затем переносят к сушильному барабану Янки через зажим посредством прессующего валка. Консистенция влажного листа после зажима прессующего валка (консистенция после прессующего валка или PPRC) составляла приблизительно 40%. Влажный лист адгезивно прикрепляли к сушильному устройству Янки благодаря адгезиву, который нанесен на поверхность сушильного устройства. Штанги с распылительными средствами, расположенные ниже сушильного устройства Янки, распыляли либо адгезив, который представлял собой смесь поливинилового спирта/ KYMENE®/REZOSOL 2008M, либо добавочную композицию в соответствии с настоящим описанием на поверхность сушильного устройства. REZOSOL 2008M доступен от компании Hersules, Incorporated, расположенной в Wilmington, Delaware, USA.
Одна порция обычного адгезива на устройстве для формования непрерывного листа ручного отлива (CHF) обычно состоит из 25 галлонов воды, 5000 мл раствора поливинилового спирта с 6% твердых веществ, 75 мл раствора KYMENE® с 12,5% твердых веществ и 20 мл раствора Rezosol 2008M с 7,5% твердых веществ.
В добавочных композициях в соответствии с настоящим изобретением содержание твердых веществ менялось от 2,5% до 10%.
Лист сушили до консистенции около 95%, когда он перемещался на сушильном устройстве Янки и к крепирующему ножу. Крепирующий нож затем снимает салфеточный лист и небольшое количество покрытия сушильного устройства с сушильного устройства Янки. Крепированный основной салфеточный лист затем наматывали на сердечник 3 дюйма с образованием мягких рулонов для преобразования. Два рулона крепированных салфеток затем повторно сматывали и складывали вместе, так что обе крепированные стороны были на наружных сторонах двухслойной структуры. Механическое обжатие на краях структуры удерживает слои вместе. Слоистый лист затем подрезали на краях до стандартной ширины приблизительно 8,5 дюймов и складывали. Салфеточные образцы помещали в определенные условия и тестировали.
Добавочные композиции по настоящему изобретению, которые наносили на образцы и испытывали в этом примере, являются следующими.
Противомикробный продукт DOWICIL™ 200, который представляет собой консервант с добавочной композицией из 96% цис 1-(3-хлораллил)-3,5,7-триаза-1-азониаадамантан хлорида (также известного как Кватерниум-15), полученный от компании The Dow Chemical Company, также присутствует в каждой из добавочных композиций.
Как показано выше, процентное содержание твердых веществ в растворе для различных добавочных композиций менялось. Изменение содержания твердых веществ в растворе также меняет количество твердых веществ, включенных в основное полотно. Например, при содержании 2,5% твердых веществ в растворе установлено, что от около 35 кг/мт до около 60 кг/мт твердых веществ включено в салфеточное полотно. При содержании 5% твердых веществ в растворе установлено, что от около 70 кг/мт до около 130 кг/мт включено в салфеточное полотно. При содержании 10% твердых веществ в растворе установлено, что от около 140 кг/мт до около 260 кг/мт твердых веществ включено в салфеточное полотно.
Результаты этого примера показаны на Фиг.20-24. Как показано на Фиг.20, например, среднее геометрическое значение прочности на разрыв образцов, выполненных в соответствии с настоящим изобретением, было выше, чем для образцов не по изобретению, обработанных традиционным связующим материалом. Аналогичные результаты были также получены для среднего геометрического общей поглощенной энергии.
В дополнение к испытанию свойств образца, некоторые образцы также были сфотографированы. Например, ссылаясь на Фиг.25А, 25В, 25С и 25D, четыре образца показаны увеличенными в 500 раз. Фиг.25В представляет собой фотографию образца №1, Фиг.25С представляет собой фотографию образца №3, и Фиг.25В представляет собой фотографию образца №5. Как показано, добавочная композиция по настоящему изобретению стремится к формированию прерывистой пленки на поверхности салфеточного полотна. Кроме того, чем больше содержание твердых веществ в растворе, тем выше величина формирования пленки. На этих чертежах показано, что добавочная композиция, в общем, остается на поверхности салфеточного полотна.
Ссылаясь на Фиг.26, показана фотография вида в поперечном сечении того же образца, который показан на Фиг.25В. Как видно на фотографии, даже при содержании 10% твердых веществ в растворе большая часть добавочной композиции проникает в полотно в количестве, меньшем чем около 25% толщины полотна, как например, менее около 15% толщины полотна, как например, менее около 5% толщины полотна.
Таким образом, полагают, что добавочная композиция обеспечивает достаточную величину прочности салфеточного полотна. Кроме того, поскольку пленка является прерывистой, на впитывающие свойства полотна по существу не оказывается негативного влияния. Особенно предпочтительно то, что эти результаты получены также без существенного повышения жесткости салфеточного полотна и без существенного уменьшения ощущаемой мягкости.
Пример 4
В этом примере, салфеточные полотна, выполненные в соответствии с настоящим описанием, сравнивали с промышленно доступными продуктами. Образцы подвергали различным испытаниям. Более конкретно, образцы подвергали испытанию параметра «прилипание-проскальзывание», которое измеряет ощущаемую мягкость продукта путем измерения пространственного и временного изменения тянущего усилия, когда имитатор кожи тянут по поверхности образца.
Более конкретно, следующие испытания проводили в этом примере.
Испытание на прилипание-проскальзывание
Прилипание-проскальзывание возникает, когда статический коэффициент трения (COF) значительно выше кинетического COF. Салазки, которые тянут по поверхности с помощью веревки, не будут перемещаться до тех пор, пока усилие в веревке не будет достаточно высоким для преодоления статического COF, умноженного на нормальную нагрузку. Однако как только салазки начинают перемещаться статический COF уступает место более низкому кинетическому COF, так что тянущее усилие в веревке является несбалансированным и салазки ускоряются до тех пор, пока натяжение в веревке не высвобождается и салазки останавливаются (прилипают). Натяжение затем снова нарастает до тех пор, пока не станет достаточно высоким, чтобы преодолеть статический COF, и т.д. Частота и амплитуда колебаний зависит от разницы между статическим COF и кинетическим COF, а также от длины и жесткости веревки (жесткая короткая веревка позволит усилию падать почти сразу, когда преодолевают статический COF, так что салазки резко дергаются вперед только на небольшое расстояние) и от скорости перемещения. Более высокие скорости стремятся снизить свойство прилипания-проскальзывания.
Статический COF выше, чем кинетический COF, поскольку две поверхности в контакте под нагрузкой стремятся скользить и касаться друг друга и увеличивать область контакта между ними. COF пропорционален области контакта, так что чем больше время контакта, тем выше COF. Это помогает объяснить, почему более высокие скорости обеспечивают более низкое прилипание-проскальзывание: имеется меньше времени после каждого прилипания для касания поверхности и для возрастания статического COF. Для многих материалов COF снижается с большей скоростью скольжения, поскольку снижается время контакта. Однако некоторые материалы (обычно мягкие или смазанные поверхности) действительно демонстрируют повышение COF при повышении скорости, поскольку поверхности в контакте стремятся перемещаться либо пластично, либо вязкоэластично и рассеивать энергию со скоростью, пропорциональной скорости, с которой они сдвигаются. Материалы, которые имеют повышенный COF при повышении скорости, не демонстрируют прилипания-скольжения, поскольку им требуется большее усилие для выполнения проталкивания салазок вперед, чем для продолжения движения с постоянной более низкой скоростью. Такие материалы также имеют статический COF, равный их кинетическому COF. Поэтому измерение наклона COF в зависимости от кривой скорости представляет собой хорошее значение прогнозирования того, пригоден ли материал для демонстрации прилипания-проскальзывания: более отрицательные наклоны будут обеспечивать более легкое прилипание-проскальзывание, тогда как более положительные наклоны не будут прилипать-проскальзывать даже при очень низкой скорости скольжения.
В соответствии с испытанием на прилипание-проскальзывание изменения COF со скоростью скольжения измеряют при использовании рамы для растяжения Alliance RT/1, оборудованной программным обеспечением MTS TestWorks 4. Диаграмма части испытательного устройства показана на Фиг.27. Как показано, пластина фиксированно прикреплена к нижней части рамы, а салфеточный лист (образец) прикреплен к этой пластине. Алюминиевые салазки с плоской поверхностью 1,5 дюйма на 1,5 дюйма с радиусом 1/2 дюйма на ведущем и заднем краях прикреплены к верхней (перемещающейся части) рамы с помощью небольших лесов (30 футов очищенного моноволокна Stren от Remington Arms Inc.,Madison, NC) и приводят к тянущему блоку почти без трения до 50Н датчика нагрузки. Лист шириной 50,8 мм из коллагеновой пленки плоско прикрепляют к обратной стороне салазок посредством 32 мм соединительных зажимов на передней и задней сторонах салазок. Общая масса салазок, пленки и зажимов составляет 81,1 г. Пленка больше, чем салазки, так что она полностью покрывает контактирующие поверхности. Коллагеновая пленка может быть получена от NATURIN Gmbh, Weinhein, Германия под названием COFFI (коллагеновая пищевая пленка), имеющая вес основы 28 г/кВ.м. Другая подходящая пленка может быть получена от VIscofan USA Inc, 50 County Court, Montgomery AL 36105. Пленки являются тисненными посредством небольшого точечного узора. Более плоская сторона пленки (с углубленными вниз точками) должна быть обращена вниз в направлении салфетки на салазках для максимального увеличения площади контакта между салфеткой и коллагеном. Образцы и коллагеновая пленка должны находиться в условиях 72°Ф и 50% относительной влажности в течение по меньшей мере 6 часов перед испытанием.
Растягивающая рама запрограммирована для того, чтобы тянуть салазки с постоянной скоростью (V) на расстояние 1 см, при этом тянущее усилие измеряют при частоте 50 Гц. Среднее тянущее усилие, измеренное между 0,2 см и 0,9 см, рассчитывают, и кинетический коэффициент COF рассчитывают как:

где f представляет собой среднее значение тянущего усилия в граммах, а 81,1 представляет собой массу салазок, зажимов и пленки.
Для каждого образца COF измеряют при 5, 10, 25, 50 и 100 см/мин. Новый кусок коллагеновой пленки используют для каждого образца.
COF меняется логарифмически относительно скорости, так что данные описываются с помощью следующего уравнения:
COF=a+SSP Ln(V),
где а представляет собой наиболее подходящий COF при 1 см/мин, а SSP представляет собой параметр прилипания-проскальзывания, показывающий как COF меняется в зависимости от скорости. Наиболее высокое значение SSP указывает на большее скольжение, меньшее на лист с прилипанием-проскальзыванием. SSP измеряют для четырех образцов салфеточных листов для каждого вида и среднее значение фиксируют.
Испытание размера Hercules
«Испытание размера Hercules» (HST) представляет собой испытание, которое, в общем, измеряет, как долго жидкость проходит через салфеточный лист. Испытание на размер выполняли в соответствии с TAPPI способом Т 530 РМ-89, испытание на размер для бумаги с устойчивостью к чернилам. Данные испытания размера Hercules собирали на испытательном устройстве Model HST с использованием белого и зеленого калибровочных элементов и черного диска, обеспеченного производителем. 2% зеленую краску Napthol Green N, разбавленную дистиллированной водой до 1%, использовали в качестве краски. Все материалы доступны от Hercules, Inc., Wilmington, Delaware.
Все образцы находились в условиях 23+/-1°С и 50+/-2% относительной влажности по меньшей мере в течение 4 часов перед испытанием. Испытание является чувствительным к температуре раствора краски, так что раствор краски также должен быть уравновешен в условиях контролируемой температуры в течение минимум 4 часов перед испытанием.
Шесть (6) салфеточных листов, имеющихся в коммерческой продаже (18 слоев для 3-слойного салфеточного продукта, 12 слоев для двухслойного продукта, 6 слоев для однослойного продукта и т.д.) образуют образец для испытания. Образцы разрезают приблизительно до размера 2,5х2,5 дюйма. Инструмент стандартизирован с помощью белого и зеленого калибровочных элементов в направлениях производителя. Образец (12 слоев для двухслойного салфеточного продукта) размещают на держателе образца, так что наружная поверхность слоев обращена наружу. Образец затем закрепляют в держателе образцов. Держатель образцов затем размещают в удерживающем кольце наверху видимого корпуса. Используя черный диск, инструмент калибруют на ноль. Черный диск удаляют и 10+/-0,5 миллиметра раствора краски распределяют в удерживающее кольцо и начинает работать таймер, при этом черный диск возвращают на образец. Время испытания в секундах (сек) записывают с инструмента.
Способ экстракции для определения дополнительного содержимого в салфетке
Один способ измерения количества добавочной композиции в образце салфетки представляет собой удаление добавочной композиции подходящим растворителем. Любой подходящий растворитель может быть выбран, причем он может обеспечить растворение по меньшей мере большей части добавки, присутствующей в салфетке. Один подходящий растворитель представляет собой ксилол.
Для начала салфеточный образец, содержащий добавочную композицию (3 г салфетки, минимум, на испытание), помещали в печь при 105°С на всю ночь для удаления всей воды. Высушенную салфетку затем запечатывали в металлическую банку с крышкой и позволяли охлаждаться в эксикаторе, содержащем поглотитель влаги, сульфат кальция для предотвращения впитывания влаги из воздуха. После охлаждения образца в течение 10 минут вес салфетки измеряли на весах с точностью +/-0,0001 г, и этот вес записывали (W1).
Экстракцию осуществляли с использованием аппарата Сокслета. Аппарат Сокслета состоит из 250 мл стеклянной колбы с круглым дном, соединенной с экстракционной трубкой Сокслета (Corning® no.3740-M, емкостью до верхней части сифона 85 мл), и конденсатора Allhin (Corning® nо.3840-МСО). Конденсатор был соединен с источником свежей холодной воды. Колбу с круглым дном нагревали снизу с использованием электрически нагреваемого кожуха (Glas Col, Terre Haute, IN USA), управляемого посредством переменного автоматического трансформатора (Superior Electric Co., Bristol, CT USA).
Для проведения экстракции предварительно взвешенную салфетку, содержащую добавочную композицию, помещали в целлюлозный экстракционный стакан размером 33 мм на 80 мм (Whatman International Ltd, Maidstone, England). Стакан затем помещали в экстракционную трубку Сокслета и трубку соединяли с колбой с закругленным дном и конденсатором. Внутри колбы с закругленным дном было 150 мл растворителя ксилена. Нагревательный кожух активировали и запускали поток воды через конденсатор. Тепловое управление переменным автоматическим трансформатором регулировали так, что трубка Сокслета наполнялась ксиленом и циклически возвращалась в колбу с закругленным дном каждые 15 минут. Экстракцию проводили, в общем, в течение 5 часов (приблизительно 20 циклов ксилена через трубку Сокслета). После завершения, стакан, содержащий салфетку, извлекали из трубки Сокслета и позволяли высыхать в корпусе. Салфетку затем перемещали в печь при температуре 150°С и сушили в течение 1 часа для удаления избыточного ксиленового растворителя. Эта печь имела воздушное сообщение с корпусом. Сухую салфетку затем помещали в печь при температуре 105°С на всю ночь. На следующий день салфетку извлекали, помещали в металлическую банку с крышкой и позволяли остыть в эксикаторе, содержащем поглотитель влаги, сульфат кальция в течение 10 минут. Вес сухой охлажденной экстрагированной салфетки затем измеряли на весах с точностью +/-0,0001 г, и этот вес записывали (W2).
Процент (%) ксиленовых экстрактивных веществ рассчитывали с использованием следующего уранения:
%ксиленовых экстрактивных веществ=100×(W1-W2)/W1.
Поскольку не вся добавочная композиция может быть экстрагирована в выбранном растворителе, необходимо создать калибровочную кривую для определения количества добавочной композиции в неизвестном образце. Калибровочная кривая была разработана посредством сначала нанесения известного количества добавки на поверхность предварительно взвешенной салфетки (T1) с использованием аэрографа. Добавочную композицию наносили равномерно на салфетку и позволяли сохнуть в печи при температуре 105°С всю ночь. Вес обработанной салфетки затем измеряли (T2) и вес.% добавки рассчитывали с использованием следующего уравнения:
% добавки=100*(Т2-T1)/T1.
Обработанные салфетки с уровнями добавочных композиций в диапазоне от 0% до 13% производили и тестировали с использованием экстракционного способа Сокслета, описанного выше. Линейную регрессию % ксиленовых экстрактивных веществ (переменная Y) на % добавки (переменная X) использовали в качестве калибровочной кривой.
Калибровочная кривая: % ксиленовых экстрактивных веществ=m(%добавки)+b
Или: %добавки=(%ксиленовых экстрактивных веществ-b)/m,
где m=угол наклона уравнения в уравнении линейной регрессии;
b=отрезок у уравнения линейной регрессии.
После создания калибровочной кривой добавочная композиция на салфеточном образце может быть определена. Содержание ксиленовых экстрактивных веществ в образце салфетки измеряли с использованием способа экстракции Сокслета, описанного выше. % добавки затем рассчитывали с использованием уравнения линейной регрессии:
% добавки=(%ксиленовых экстрактивных веществ-b)/m,
где m=угол наклона уравнения в уравнении линейной регрессии;
b=отрезок у уравнения линейной регрессии.
Минимум два измерения были сделаны на каждом салфеточном образце и среднее арифметическое значение было представлено как процентное содержание добавки.
Измерения дисперсности - в емкости для динамического перемещения
Емкость для динамического перемещения, используемая для динамического разрушения образцов, состоит из пластиковой емкости размером 14 дюймов в ширину, 18 дюймов в глубину и 12 дюймов в высоту, выполненной из плексигласа толщиной 0,5 дюйма с плотно устанавливаемой крышкой. Емкость установлена на платформе, причем один ее конец прикреплен к шарниру, а другой конец прикреплен к возвратно-поступательному кулачку. Амплитуда качательного движения емкости для динамического перемещения составляет +/-2 (диапазон в 4 дюйма). Скорость динамического действия меняется, но была установлена на постоянную скорость 20 оборотов кулачка в минуту или 40 динамических перемещений в минуту. Раствор для замачивания объемом 2000 мл либо «водопроводной воды», либо «мягкой воды» добавляли в емкость для динамического перемещения перед испытанием. Раствор водопроводной воды может содержать около 112 частей на миллион HCO- 3, 66 частей на миллион Ca2+, 20 частей на миллион Mg2+, 65 частей на миллион Na+, 137 частей на миллион Cl-, 100 частей на миллион SO2- 4 с общим растворенным содержанием твердых веществ 500 частей на миллион и рассчитанной жесткостью воды около 248 частей на миллион эквивалента CaCO3. Раствор мягкой воды, с другой стороны, содержит около 6,7 частей на миллион Са2+, 3,3 частей на миллион Mg2+ и 21,5 частей на миллион Cl- с общим растворенным содержанием твердых веществ 31, 5 частей на миллион и рассчитанной жесткостью воды около 30 частей на миллион эквивалента CaCO3. Образец раскладывали и помещали в емкость для динамических перемещений. Емкость для динамических перемещений начинала работать и расчет времени начинался, как только образец добавляли в раствор для замачивания. Разрушение образца в емкости для динамических перемещений наблюдали визуально и время, требуемое для разрушения на куски размером меньше 1 квадратного дюйма поверхности, записывали. По меньшей мере три повторения испытания образцов записывали и вычисляли среднее для получения зарегистрированных значений. Образец, который не разрушался на куски, размером менее около 1 квадратного дюйма поверхности в течение 24 часов в конкретном растворе для замачивания считали недиспергируемым в этом растворе для замачивания посредством этого способа испытаний.
В этом примере 14 образцов салфеток были выполнены в соответствии с настоящим изобретением и подвергнуты по меньшей мере одному из описанных выше испытаний, и результаты сравнивали с различными имеющимися в продаже салфеточными продуктами.
Первые три образца, выполненные в соответствии с настоящим изобретением (Образец №1, 2 и 3 в таблице ниже), были выполнены в соответствии с процессом, описанным в Примере 3, выше.
Образцы салфеточных полотен 4-7, с другой стороны, были выполнены, в общем, в соответствии с процессом, показанным на Фиг.3. Чтобы адгезивно прикрепить салфеточное полотно к крепирующей поверхности, которая в этом варианте выполнения представляет собой сушильное устройство Янки, добавочную композицию, выполненную в соответствии с настоящим изобретением, распыляли на сушильное устройство перед контактированием сушильного устройства с полотном. Были произведены двухслойные или трехслойные салфеточные продукты. Образцы затем подвергали различным стандартизированным испытаниям.
Сначала крафт-пульпу древесины мягких пород (NSWK) диспергировали в пульпере в течение 30 минут при консистенции 4% и при 100°Ф. Затем пульпу NSWK переносили к массному бассейну и последовательно разжижали до консистенции около 3%. Затем пульпу NSWK очищали при 4,5 л.с-дней/метрическую тонну. Вышеупомянутые волокна древесины мягких пород использовали в качестве внутреннего прочного слоя в трехслойной салфеточной структуре. Слой NSWK занимал приблизительно 34% веса конечного продукта
Два килограмма полимера, придающего прочность во влажном состоянии KYMENE® 6500, доступного от Hercules Incorporated, Wilmington, Delaware, USA, на метрическую тонну древесного волокна добавляли к композиции перед напорным ящиком.
Aracruz ECF крафт-пульпу эвкалиптовых твердых пород древесины (EHWK), доступной из Rio de Janeiro, RJ, Brazil, диспергировали в пульпере в течение 30 минут при консистенции 4% и при 120°Ф. Затем пульпу EHWK переносили к массному бассейну и последовательно разжижали до консистенции около 3%. Пульпа EHWK представляла два наружных слоя трехслойной салфеточной структуры. Слои EHWK занимали приблизительно 66% веса конечного листа.
Два килограмма KYMENE® 6500 на метрическую тонну древесного волокна добавляли к композиции перед напорным ящиком.
Волокна пульпы из массного бассейна насосом подавали в напорный ящик при консистенции около 0,1%. Волокна пульпы каждого машинного бассейна проходили через отдельные коллекторы в напорном ящике для создания трехслойной салфеточной структуры. Волокна размещали на фетровом материале в сеточной части устройства для формования аналогично процессу, показанному на Фиг.3.
Влажный лист с консистенцией около 10-20% адгезивно прикрепляли к сушильному устройству Янки, движущемуся при около 2500 футов в минуту (750 метров в минуту) посредством прессующего валка. Консистенция влажного листа после зажима прессующего валка (консистенция после прессующего валка или PPRC) составляла приблизительно 40%. Влажный лист адгезивно прикрепляли к сушильному устройству Янки благодаря добавочной композиции, которая нанесена на поверхность сушильного устройства. Штанги с распылительными средствами, расположенные ниже сушильного устройства Янки, распыляли добавочную композицию, описанную в настоящем изобретении, на поверхность сушильного устройства при уровне добавление от 100 до 600 мг/м2.
Для предотвращения загрязнения фетрового материала добавочной композицией и для поддержания желаемых свойств листа защитное средство было размещено между штангой с распылительными средствами и прессующим валком.
Лист сушили до консистенции около 95%-98%, когда он перемещался на сушильном устройстве Янки и к крепирующему ножу. Крепирующий нож затем снимает салфеточный лист и часть добавочной композиции с сушильного устройства Янки. Крепированный основной салфеточный лист затем наматывали на сердечник, перемещающийся при около 1970 футов в минуту (600 метров в минуту) с образованием мягких рулонов для преобразования. Полученный в результате основной салфеточный лист имел вес основы при сушке воздухом 14,2 г/м2. Два или три мягких рулона крепированных салфеток затем повторно сматывали и складывали вместе, так что обе крепированные стороны были на наружных сторонах двухслойной или трехслойной структуры. Механическое обжатие на краях структуры удерживает слои вместе. Слоистый лист затем подрезали на краях до стандартной ширины приблизительно 8,5 дюймов и складывали. Салфеточные образцы помещали в определенные условия и тестировали.
Добавочная композиция, которая была нанесена на Образцы №4 -7 и протестирована, представляла собой следующее.
Противомикробный продукт DOWICIL™ 200, который представляет собой консервант с добавочной композицией из 96% цис 1-(3-хлораллил)-3,5,7-триаза-1-азониаадамантан хлорида (также известного как Кватерниум-15), полученный от компании The Dow Chemical Company, также присутствует в каждой из добавочных композиций.
Процентное содержание твердых веществ в растворе для различных добавочных композиций менялось для обеспечении от 100 до 600 мг/м2 распылительного покрытия на сушильном устройстве Янки. Изменение содержания твердых веществ в растворе также меняет количество твердых веществ, включенных в основное полотно. Например, при распылительном покрытии 100 мг/м2 на сушильном устройстве Янки установлено, что от около 1% твердых веществ добавочной композиции включено в салфеточное полотно. При распылительном покрытии 200 мг/м2 на сушильном устройстве Янки установлено, что около 2% твердых веществ добавочной композиции включено в салфеточное полотно. При распылительном покрытии 400 мг/м2 на сушильном устройстве Янки установлено, что около 4% твердых веществ добавочной композиции включено в салфеточное полотно.
Образцы №8-13, с другой стороны, были произведены в соответствии с процессом, описанным в Примере 2 выше.
Образец салфеток №14, с другой стороны, содержал двухслойный продукт. Салфеточный образец №14 был выполнен аналогично процессу, описанному в Примере 3. Салфеточное полотно было по существу высушено перед прикреплением к сушильному барабану с использованием добавочной композиции.
Перед испытанием все образцы содержались в определенных условиях в соответствии со стандартом TAPPI. Более конкретно, образцы были помещены в атмосферу с 50% относительной влажности и 72°Ф по меньшей мере на четыре часа.
Были получены следующие результаты.
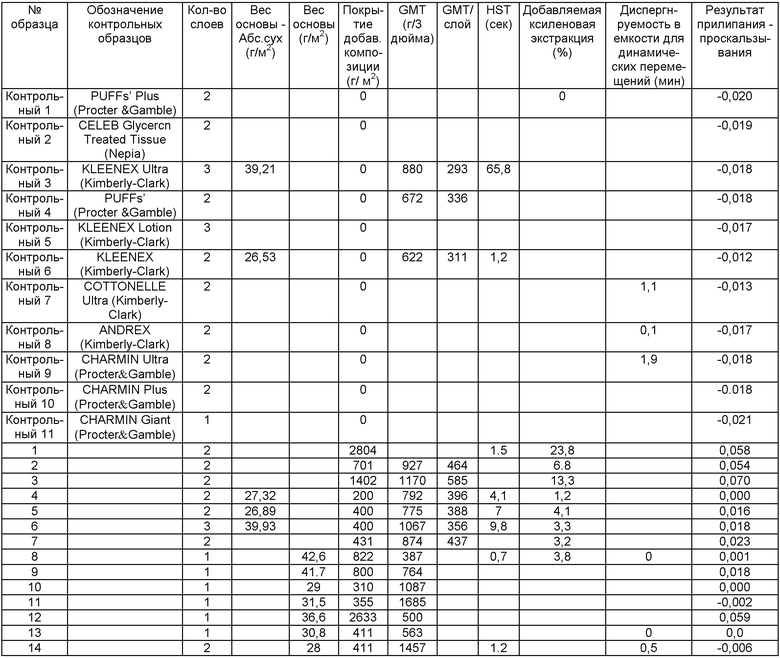
Как показано выше, образцы, выполненные в соответствии с настоящим изобретением, имеют хорошую скорость впитывания, как показано посредством испытания на размер Hercules. Более конкретно, образцы, выполненные в соответствии с настоящим изобретением, имели HST менее 60 секунд, как например, менее 30 секунд, как например, менее 20 секунд, как например, менее 10 секунд. В действительности, многие образцы имели HST менее около 2 секунд.
В дополнение к высокой впитываемости воды образцы бумажных салфеток, выполненных в соответствии с настоящим изобретением, даже содержащие добавочную композицию, имели хорошие свойства дисперсности. Например, как показано, образцы имели дисперсность менее около 2 минут, как например, менее около 1-1/2 минуты, как например, менее около 1 минуты.
Как показано в приведенной выше таблице, образцы, выполненные в соответствии с настоящим изобретением, имели отличные свойства прилипания-проскальзывания. Данные прилипания-проскальзывания также показаны на Фиг.28. Как показано, образцы, выполненные в соответствии с настоящим изобретением, имели прилипание-проскальзывание от около 0,007 до около 0,1. Более конкретно, образцы, выполненные в соответствии с настоящим изобретением, имели прилипание-проскальзывание более около -0,006, как например, более около 0. Все сравнительные примеры, с другой стороны, имели более низкие значения прилипания-проскальзывания.
Пример 5
Салфеточные образцы в соответствии с настоящим описанием были изготовлены аналогично процессу, описанному в Примере 4 выше. В этом примере добавочную композицию наносили на первый образец в относительно большом количестве, а на второй образец - в относительно малом количестве. Более конкретно. Образец №1 содержал добавочную композицию в количестве 23,8 вес.%. Образец №1 был выполнен аналогично способу производства Образца №1 в вышеописанном Примере №4. Образец №2, с другой стороны, содержал добавочную композицию в количестве около 1,2 вес.%. Образец №2 был выполнен, в общем, таким же образом, как Образец №4 в вышеописанном Примере №4.
После изготовления образцов одна поверхность каждого образца была сфотографирована с использованием сканирующего электронного микроскопа.
Первый образец, содержащий добавочную композицию в количестве 23,8 вес.%, показан на Фиг.29 и 30. Как показано, в этом образце добавочная композиция формирует прерывистую пленку на поверхности продукта.
Фиг.31-34, с другой стороны, представляют собой фотографии образца, содержащего добавочную композицию в количестве около 1,2 вес.%. Как показано, при относительно низких количествах добавочная композиция не образует взаимносоединенную сетку. Вместо этого, добавочная композиция присутствует на поверхности продукта в отдельных и разделенных областях. Даже при относительно низких количествах, однако, салфеточный продукт все еще имеет ощущение пропитанности лосьоном и мягкости.
Пример 6
В этом примере различные композиции были нанесены печатью на некрепированное, высушенное в сквозном воздушном потоке полотно (UCTAD) в соответствии с узором и крепированное с крепирующего барабана. Композиции использовали для адгезивного прикрепления основного полотна к барабану. Образцы затем тестировали на блокирование, которое относится к тенденции двух смежных листов слипаться вместе.
Более конкретно, испытание на блокирование осуществляли в этом примере следующим образом.
Испытание на блокирование
1. Получают образцы основного листа, подлежащие тестированию. Образцы разрезали так, чтобы получить ширину 3 дюйма и длину от 6 до 7 дюймов. Ширина образцов представляет собой поперечное машинное направление, тогда как длина представляет собой машинное направление основного листа.
2. Берут два идентичных образца и помещают их друг на друга. При испытании крепированных салфеточных листов некрепированная сторона каждого листа обращена вверх. Таким образом, некрепированная сторона нижнего листа расположена так, чтобы контактировать с крепированной стороной верхнего листа.
3. Повторяют вышеописанную стадию 2 до тех пор, пока пять образцов или стопок не будут изготовлены.
4. Размещают кусок LEXAN PLEXIGLAS на плоской поверхности. LEXAN PLEXIGLAS имеет толщину 1/4 дюйма. Кусок печатной и копировальной бумаги, двадцать фунтов, размером 8,5 дюймов на 11 дюймов и яркостью 98 размещали сверху LEXAN PLEXIGLAS.
5. Размещают стопку образцов друг на друга на PLEXIGLAS. Каждые сложенные стопкой образцы разделяли копировальной бумагой, как показано на Фиг.38.
6. Кусок печатной и копировальной бумаги, 12 фунтов, размером 8,5 дюймов на 11 дюймов с яркостью 98 затем помещали на верх образца и полученную стопку накрывали сверху другим куском LEXAN PLEXIGLAS, как также показано на Фиг.38.
7. Вес в 16 фунтов помещали на кусок PLEXIGLAS, как также показано на Фиг.38. Всю структуру затем помещали в камеру для выдерживания с управляемой температурой 40°С и относительной влажностью 75% на пять дней.
8. После выдерживания каждый образец затем извлекали из конструкции, показанной на Фиг.38. Каждый образец затем помещали в устройство для испытания на разрыв, снабженное компьютеризированной системой сбора данных, которая может рассчитывать среднюю прочность отслаивания в граммах-силы. Устройство для испытания на разрыв представляет собой Sintech Tensile Tester с программным обеспечением TESTWORKS software. В программном обеспечении TESTWORKS software используют способ отслаивания 640-W, в котором кулачки установлены на один дюйм.
9. Берут первый образец и аккуратно начинают отделять два салфеточных листа вдоль верхнего края. Помещают один лист образца на нижний кулачок, а другой лист образца на верхний кулачок устройства для испытания на разрыв. При использовании крепированных салфеточных листов крепированная сторона образца является видимой и обращена наружу.
10. Начинают испытание для измерения блокирующего усилия. Более конкретно, устройство для испытания на разрыв отслаивает два листа друг от друга. Отслаивание осуществляют вдоль длины (машинного направления) образца. Испытание повторяют для всех пяти полученных образцов, и блокирующее усилие измеряют и усредняют для пяти образцов.
В этом примере некрепированные высушенные сквозным воздушным потоком основные полотна были образованы в процессе, аналогичном процессу, показанному на Фиг.2. Основные листы имели вес основы от 42,7 г/кв.м до 44,5 г/кв.м. Основной лист был выполнен из 100% крафт-пульпы древесины мягких северных пород.
Как показано выше, после формирования, основные листы затем подвергали процессу крепирования с печатью. Процесс крепирования с печатью, в общем, показан на Фиг.8. Лист подавали в линию гравюрной печати, где крепирующую композицию наносили печатью на поверхность листа аналогично процессу, описанному в Примере 2, приведенном выше.
В первом наборе образцов, крепирующий адгезив наносили на основной лист. Добавочную композицию, выполненную в соответствии с настоящим изобретением, затем добавляли в разных количествах к крепирующему адгезиву. Наконец, были выполнены образцы, содержащие добавочную композицию, выполненную в соответствии с настоящим изобретением.
Используемый крепирующий адгезив представлял собой связующее вещество AIRFLEX 426, полученное от Air Products, Inc., Allentown, Pennsylvania. AIRFLEX 426 представляет собой пластинную эмульсию поперечно несшитого терполимера карбоксилированного винилацетата и этилена.
Добавочная композиция, выполненная в соответствии с настоящим изобретением, была следующей.
Были получены следующие образцы, содержащие крепирующий адгезив и добавочную композицию в следующих процентных соотношениях.
Блокирование листа тестировали для каждого из вышеописанных образцов в соответствии с процессом, описанным выше. Результаты блокирования показаны на Фиг.39. Образцы тестировали также на GMT, GMTEA, GMM/GMT и на разрыв в сухом/влажном состоянии в поперечном направлении. Были получены следующие результаты.
Как показано на Фиг.39, блокирование резко снижается, когда повышается количество добавочной композиции в крепирующей композиции. Действительно, блокирования листа по существу не обнаруживается в Образце №5, который не содержит какого-либо крепирующего адгезива.
Как показано в приведенной выше таблице, добавочная композиция в соответствии с настоящим изобретением также значительно повышает среднее геометрическое значение прочности на разрыв основного листа по сравнению с по существу идентичным, но необработанным образцом. Например, среднее геометрическое значение прочности на разрыв более чем в два раза превышает необработанный Образец №5, который содержит только добавочную композицию.
В этом отношении, на основании разных факторов, среднее геометрическое значение прочности на разрыв основного листа, обработанного в соответствии с настоящим изобретением, может возрастать более чем на 10%, более чем на 25%, более чем на 50%, более чем на 75%, более чем на 100%, более чем на 125%, более чем на 150%, более чем на 175% и даже более чем на 200% по сравнению с по существу идентичным необработанным образцом
Как также показано в приведенной выше таблице, различные другие свойства основного листа были улучшены, когда основной лист обрабатывали добавочной композицией, выполненной в соответствии с настоящим изобретением, по сравнению с необработанным образцом.
В следующем наборе образцов, различные другие добавки были объединены с крепирующим адгезивом. Более конкретно, смесь крепирующего адгезива в дополнение к связующему веществу AIRFLEX 426 содержала KYMENE 6500, доступный от Hercules, Incorporated. KYMENE 6500 представляет собой вещество, придающее прочность во влажном состоянии. Смесь крепирующего адгезива также содержала HERCOBOND, доступную от Hercules, Incorporated, противопенное вещество PROTOCOL CB2008, доступное от Hercules, Incorporated, и гидроксид натрия.
Были получены следующие образцы, содержащие комбинации смеси крепирующего адгезива и добавочной композиции, выполненной в соответствии с настоящим изобретением.
Вышеописанные образцы обеспечивают следующие результаты.
Результаты блокирования показаны на Фиг.40. Как показано, блокирование значительно снижается, чем большие количества добавочной композиции содержатся в крепирующем адгезиве.
В результате этих испытаний было отмечено, что крепирующая смесь, содержащая KYMENE 6500, стремилась вызвать осаждение добавочной композиции из раствора. В результате были изготовлены дополнительные образцы, в которых крепирующая адгезивная смесь не содержала продукта KYMENE 6500. Более конкретно, были произведены следующие образцы.
Вышеописанные образцы обеспечивали следующие результаты.
Результаты блокирования показаны на Фиг.4. Как показано, блокирование уменьшается по мере возрастания количества присутствующей добавочной композиции.
Как показано выше, блокирование листа может быть меньше чем 15 гс, как например, менее 10 гс и даже менее 5 г-с, когда крепирующий адгезив содержит добавочную композицию, выполненную в соответствии с настоящим изобретением.
Пример 7
В этом примере салфеточные листы, выполненные в соответствии с настоящим описанием, сравнивали с необработанным листом и различными имеющимися в продаже продуктами. Более конкретно, образцы подвергали испытанию на ворсистость, в котором измеряли количество пуха, образуемого образцами.
Испытание на ворсистость
Значение «испытания на ворсистость» представляет собой испытание, которое измеряет сопротивление салфеточного материала абразивному действию, когда материал подвергают воздействию устройства для испытания на истирание с горизонтальными возвратно-поступательными поверхностями. Более конкретно, на Фиг.42 показана схематичная диаграмма оборудования для испытания, которое может применяться для истирания листа в соответствии с испытанием на ворсистость. Как показано, устройство 201, имеющее оправку 203, принимает салфеточный лист 202. Скользящий магнитный зажим 208 с направляющими штырями (не показаны) расположен напротив стационарного магнитного зажима 209, также имеющего направляющие штыри 210 и 211. Обеспечены устройство управления скоростью цикла 207 и устройства управления стартом/остановкой 205. Счетчик 206 показывает отсчеты или циклы. Оправка, используемая для истирания, состоит из стержня из нержавеющей стали диаметром 0,5 дюйма с абразивным участком, содержащим покрытие из алмазных частиц 18-22 микрон (нанесенным by SuperAbrasives, Inc., 28047 Grand Oaks Conn., Wixom, Mich. 48393), продолжающимся в длину на 4,25 дюйма вокруг всего периметра стержня. Оправка установлена перпендикулярно поверхности устройства, так что абразивный участок оправки продолжается от передней поверхности устройства. На каждой стороне оправки расположены направляющие штыри 210 и 211, которые используют для взаимодействия со скользящим магнитным зажимом 208 и стационарным магнитным зажимом 209, соответственно. Скользящий магнитный зажим и стационарный магнитный зажим разнесены на около 4 дюйма и расположены в центре вокруг оправки. Скользящий магнитный зажим и стационарный магнитный зажим выполнены так, чтобы скользить свободно в вертикальном направлении.
Экземпляры образца разрезали с использованием устройства для резки бумаги и точного режущего устройства на образцы шириной 3 дюйма и длиной 7 дюймов. Каждый экземпляр должен быть разрезан таким образом, чтобы при его помещении в устройство для испытания на ворсистость оправка не оказывала абразивного действия на какие-либо перфорации (если они присутствуют). Испытывают только сторону салфетки, обращенную наружу от рулона. Для салфеточных листов, которые обработаны добавочной композицией только на одной стороне, испытывали сторону, на которую нанесена добавочная композиция. Для салфеточных образцов машинное направление (МН) соответствует более длинному размеру. Каждая испытываемая полоса весит около 0,1 мг. Образец 202 размещают напротив направляющих штырей (не на них) и удерживают на месте скользящим магнитным зажимом 208. Образец оборачивают на оправке и размещают напротив направляющих штырей и используют стационарный магнитный зажим 209. Когда образец находится на месте, скользящий магнитный зажим высвобождают для натягивания образца туго и ровно.
Оправка 203 затем перемещается вперед и назад по дугообразному пути радиусом 4,968 дюйма и длиной 2,68 дюйма у тестируемой полосы в течение 40 циклов (каждый цикл состоит из ходов вперед и назад) со скоростью около 80 циклов в минуту, при этом удаляя свободные волокна с поверхности полотна. Скользящий магнитный зажим и стационарный магнитный зажим затем удаляют с образца. Все высвободившиеся остатки удаляют путем удерживания одного угла образца кончиками пальцев и продувания обеих сторон образца сжатым воздухом (приблизительно 5-10 фунт/кВ. дюйм). Образец взвешивают около 0,1 мг и рассчитывают потери веса. Десять типичных тестируемых образцов на одну салфетку испытывают, и средняя величина потери веса, в миллиграммах, представляет собой значение испытания на ворсистость для образца. Между проходов испытания сжатый воздух используют для выдувания остатков и пуха с оправки и области испытания.
В этом примере образцы салфеточного образца были выполнены в соответствии с процессом, показанным на Фиг.3. Чтобы адгезивно прикрепить салфеточное полотно к крепирующей поверхности, которая в этом варианте выполнения представляет собой сушильное устройство Янки, добавочную композицию, выполненную в соответствии с настоящим изобретением, распыляли на сушильное устройство перед контактированием сушильного устройства с полотном. Двухслойные салфеточные продукты были получены. Образцы затем подвергали различным стандартизированным испытаниям.
Сначала крафт-пульпу древесины мягких пород (NSWK) диспергировали в пульпере в течение 30 минут при консистенции 4% и при 100°Ф. Затем пульпу NSWK переносили к массному бассейну и последовательно разжижали до консистенции около 3%. Затем пульпу NSWK очищали при 4,5 л.с. дней/метрическую тонну. Вышеупомянутые волокна древесины мягких пород использовали в качестве внутреннего прочного слоя в трехслойной салфеточной структуре. Слой NSWK занимал приблизительно 34% веса конечного продукта
Два килограмма полимера, придающего прочность во влажном состоянии KYMENE® 6500, доступного от Hercules Incorporated, Wilmington, Delaware, USA, на метрическую тонну древесного волокна добавляли к композиции перед напорным ящиком.
Aracruz ECF крафт-пульпу эвкалиптовых твердых пород древесины (EHWK), доступную из Rio de Janeiro, RJ, Brazil, диспергировали в пульпере в течение 30 минут при консистенции 4% и при 120° Ф. Затем пульпу EHWK переносили к массному бассейну и последовательно разжижали до консистенции около 3%. Пульпа EHWK представляла два наружных слоя трехслойной салфеточной структуры. Слои EHWK занимали приблизительно 66% веса конечного листа.
Два килограмма KYMENE® 6500 на метрическую тонну древесного волокна добавляли к композиции перед напорным ящиком.
Волокна пульпы из массного бассейна насосом подавали в напорный ящик при консистенции около 0,1%. Волокна пульпы каждого машинного бассейна проходили через отдельные коллекторы в напорном ящике для создания трехслойной салфеточной структуры. Волокна размещали на фетровом материале в сеточной части устройства для формования, а затем подавали в сушильное устройство Янки.
Влажный лист с консистенцией около 10-20% адгезивно прикрепляли к сушильному устройству Янки, движущемуся при около 2500 футов в минуту (750 метров в минуту) через зажим посредством прессующего валка. Консистенция влажного листа после зажима прессующего валка (консистенция после прессующего валка или PPRC) составляла приблизительно 40%. Влажный лист адгезивно прикрепляли к сушильному устройству Янки благодаря добавочной композиции, которая нанесена на поверхность сушильного устройства. Штанги с распылительными средствами, расположенные ниже сушильного устройства Янки, распыляли добавочную композицию, описанную в настоящему изобретении, на поверхность сушильного устройства при уровне добавление от 100 до 600 мг/м2.
Для предотвращения загрязнения фетрового материала добавочной композицией и для поддержания желаемых свойств листа защитное средство было размещено между штангой с распылительными средствами и прессующим валком.
Лист сушили до консистенции около 95% - 98%, когда он перемещался на сушильном устройстве Янки и к крепирующему ножу. Крепирующий нож затем снимает салфеточный лист и часть добавочной композиции с сушильного устройства Янки. Крепированный основной салфеточный лист затем наматывали на сердечник, перемещающийся при около 1970 футов в минуту (600 метров в минуту) с образованием мягких рулонов для преобразования. Два мягких рулона крепированных салфеток затем повторно сматывали и складывали вместе, так что обе крепированные стороны были на наружных сторонах двухслойной структуры. Механическое обжатие на краях структуры удерживает слои вместе. Слоистый лист затем подрезали на краях до стандартной ширины приблизительно 8,5 дюймов и складывали. Салфеточные образцы помещали в определенные условия и тестировали.
Противомикробный продукт DOWICIL™ 200, который представляет собой консервант с добавочной композицией из 96% цис 1-(3-хлораллил)-3,5,7-триаза-1-азониаадамантан хлорида (также известного как Кватерниум-15), полученный от компании The Dow Chemical Company, также присутствует в каждой из добавочных композиций.
Процентное содержание твердых веществ в растворе для различных добавочных композиций менялось между 200 мг/м2 и 400 мг/м2 распыляемого покрытия на сушильном устройстве Янки. Изменение содержания твердых веществ в растворе также меняет количество твердых веществ, включенных в основное полотно. При распыляемом покрытии 200 мг/м2 на сушильном устройстве Янки добавочная композиция включена в салфеточное полотно при около 2 вес.%. При распыляемом покрытии 400 мг/м2 на сушильном устройстве Янки установлено, что добавочная композиция включена в салфеточное полотно при около 4 вес.%.
Для сравнения, двухслойный образец также производили в соответствии с тем же процессом. Вместо использования добавочной композиции в соответствии с настоящим изобретением, однако, стандартный крепирующий адгезив наносили на сушильное устройство Янки. Таким образом, образцы, которые затем тестировали, включали образец №1, содержащий добавочную композицию в количестве 2 вес.%. Образец №2, содержащий добавочную композицию в количестве 4 вес.%, и Контрольный образец, не содержащий добавочную композицию. Кроме того, испытывали также имеющиеся в продаже салфетки для лица. Более конкретно, салфетки KLEENEX, салфетки KLEENEX ULTRASOFT и салфетки PUFFS, которые, с другой стороны, содержат три слоя и обработаны силиконом.
Перед испытанием все образцы выдерживали в условиях, соответствующих стандартам TAPPI. Более конкретно, образцы помещали в атмосферу 50% относительной влажности и 72°Ф на по меньшей мере четыре часа.
Были получены следующие результаты.
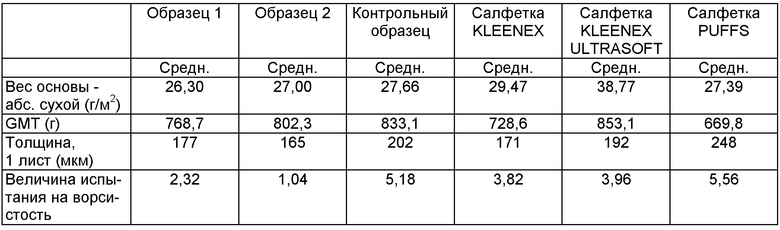
Как показано выше, образцы, выполненные в соответствии с настоящим изобретением, имели значительно лучшие значение испытания на ворсистость, чем другие образцы.
Эти и другие модификации и изменения настоящего изобретения могут быть осуществлены на практике специалистами в данной области без отхода от объема и сущности настоящего изобретения, которые более подробно изложены в прилагаемой формуле изобретения. Кроме того, следует понимать, что объекты различных вариантов выполнения могут быть взаимозаменяемыми как в целом, так и частично. Кроме того, специалистам в данной области будет понятно, что приведенное выше описание является только примерным и не предназначено для ограничения изобретения, описанного в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АДДИТИВНЫЕ КОМПОЗИЦИИ ДЛЯ ОБРАБОТКИ РАЗЛИЧНЫХ ОСНОВ | 2006 |
|
RU2409303C9 |
| САЛФЕТОЧНЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ ПОЛИМЕРНУЮ ДИСПЕРСИЮ | 2006 |
|
RU2409720C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ САЛФЕТОЧНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2464369C2 |
| СПОСОБ УВЕЛИЧЕНИЯ ВЕСА ОСНОВЫ ЛИСТОВЫХ МАТЕРИАЛОВ | 2007 |
|
RU2458979C2 |
| ПОДЛОЖКИ, СОДЕРЖАЩИЕ ВСПЕНЕННЫЕ ПОЛЕЗНЫЕ ВЕЩЕСТВА ДЛЯ ПОВЫШЕННЫХ ПРЕИМУЩЕСТВ ПОДЛОЖЕК | 2013 |
|
RU2615704C2 |
| ПОДЛОЖКА, СОДЕРЖАЩАЯ ВСПЕНЕННЫЕ ПОЛЕЗНЫЕ АГЕНТЫ, И СПОСОБ EE ПОЛУЧЕНИЯ | 2011 |
|
RU2575263C2 |
| КРЕПИРОВАНИЕ НА ТКАНИ И ПРОЦЕСС СУШКИ В ТКАНИ ДЛЯ ИЗГОТОВЛЕНИЯ АДСОРБИРУЮЩЕГО БУМАЖНОГО ПОЛОТНА | 2005 |
|
RU2370587C2 |
| ПРЕССОВАННЫЙ В МОКРОМ СОСТОЯНИИ ПРОДУКТ В ВИДЕ ТУАЛЕТНОЙ БУМАГИ И ПОЛОТЕНЕЦ С ПОВЫШЕННЫМ ОТНОСИТЕЛЬНЫМ УДЛИНЕНИЕМ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ И НИЗКИМИ ЗНАЧЕНИЯМИ ОТНОШЕНИЯ ПРОЧНОСТИ, ИЗГОТАВЛИВАЕМЫЙ С ПРИМЕНЕНИЕМ ПРОЦЕССА КРЕПИРОВАНИЯ НА ТКАНИ ПРИ ВЫСОКОМ СОДЕРЖАНИИ ТВЕРДОГО ВЕЩЕСТВА | 2005 |
|
RU2365326C2 |
| КРЕПИРОВАННЫЙ ТКАНЬЮ ВПИТЫВАЮЩИЙ ЛИСТ С ПЕРЕМЕННЫМ ЛОКАЛЬНЫМ БАЗОВЫМ ВЕСОМ | 2007 |
|
RU2419546C2 |
| МНОГОСЛОЙНОЕ БУМАЖНОЕ ПОЛОТЕНЦЕ С ВНУТРЕННИМ ВПИТЫВАЮЩИМ СЛОЕМ | 2006 |
|
RU2393286C2 |
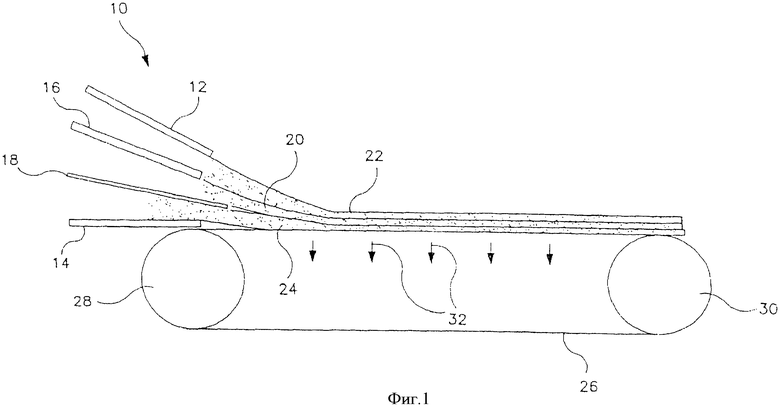
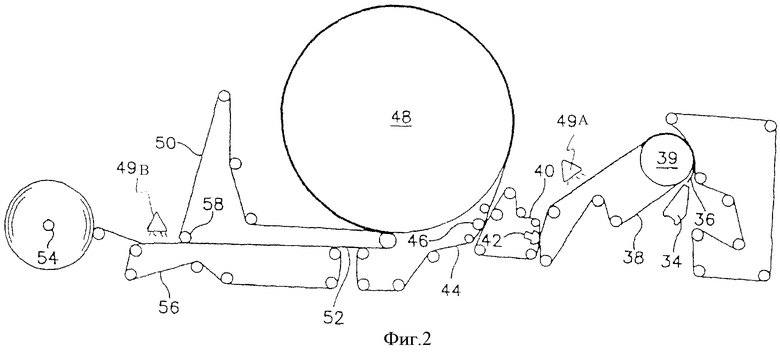

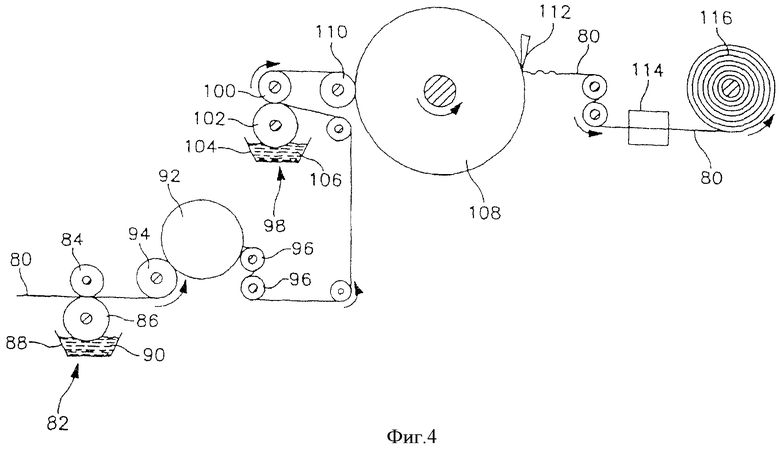
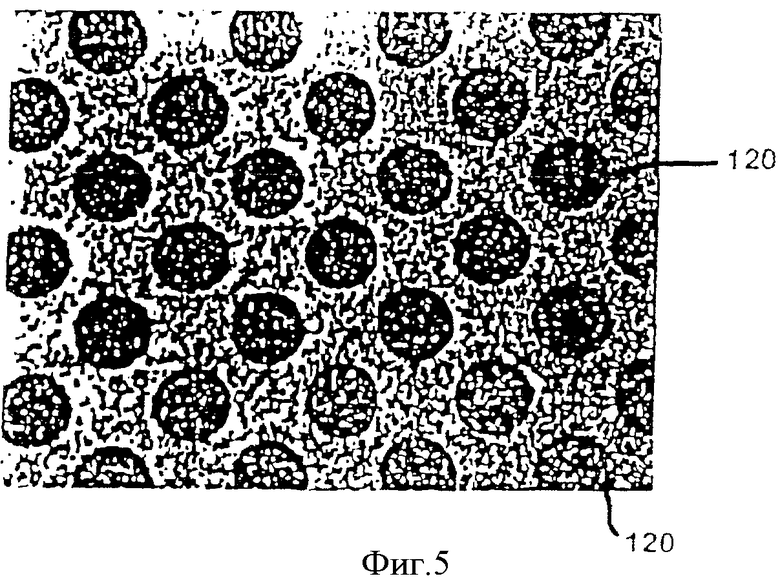
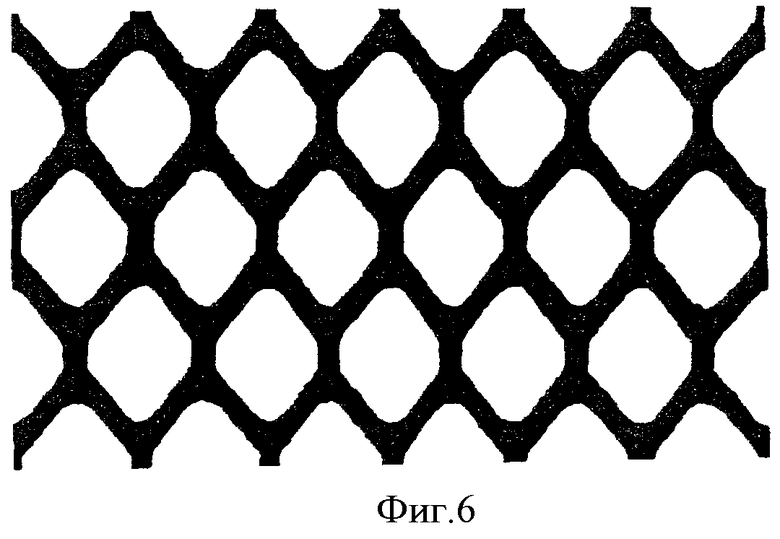

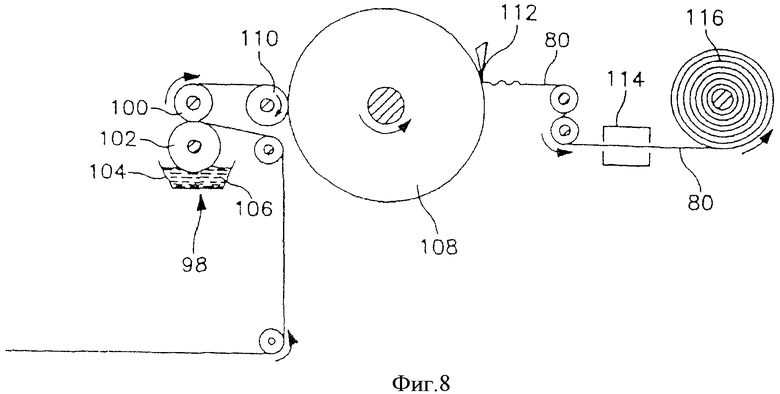
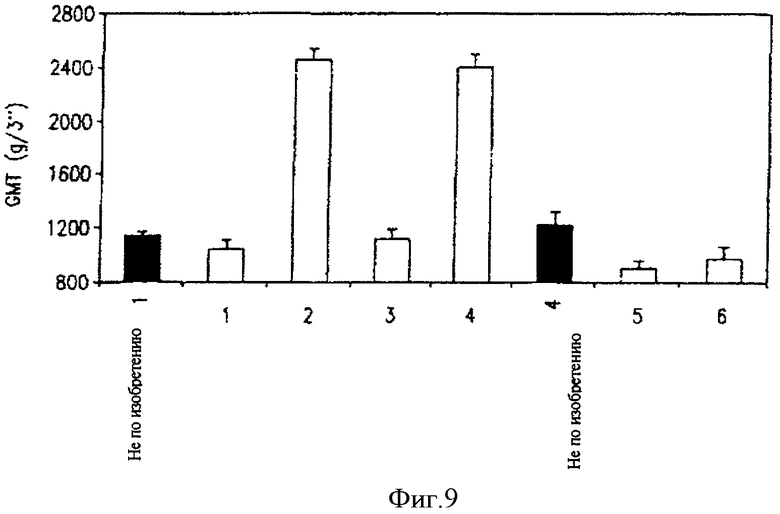
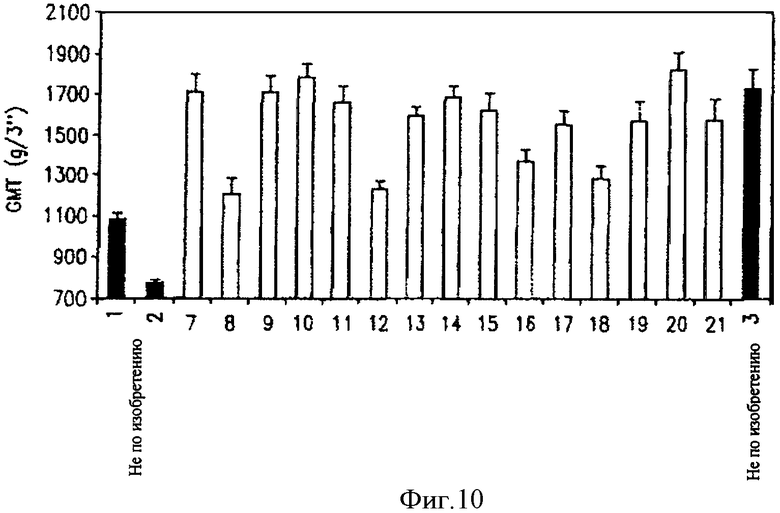
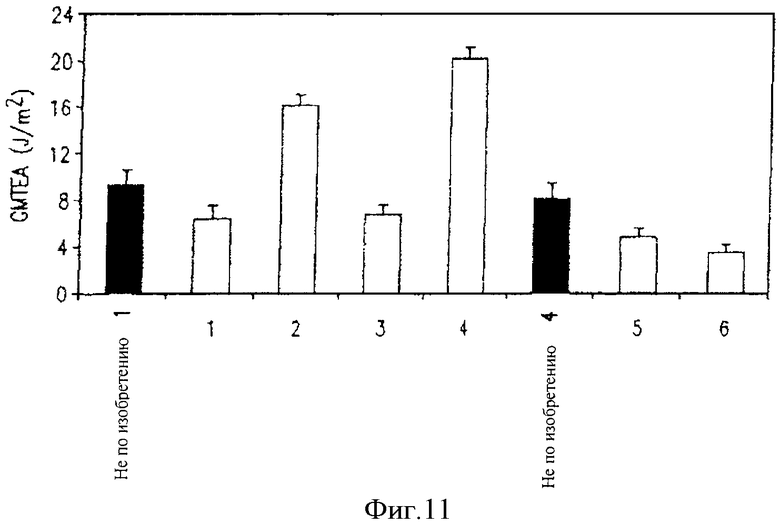
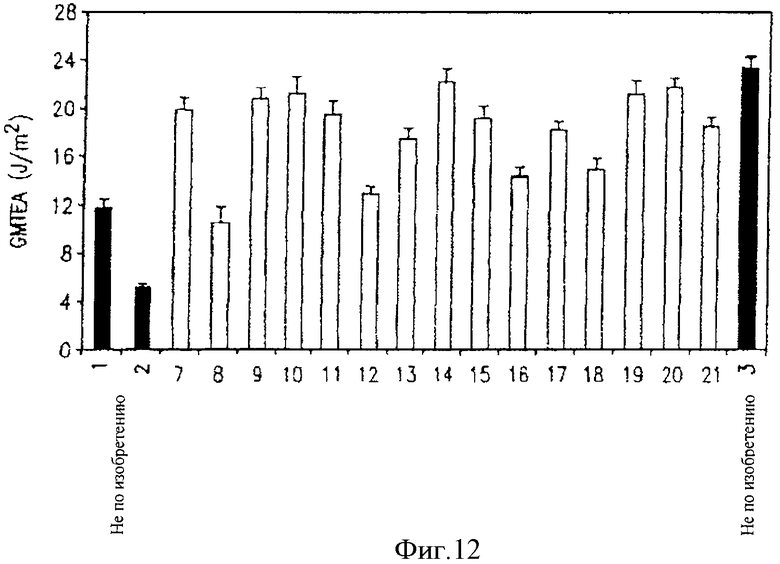
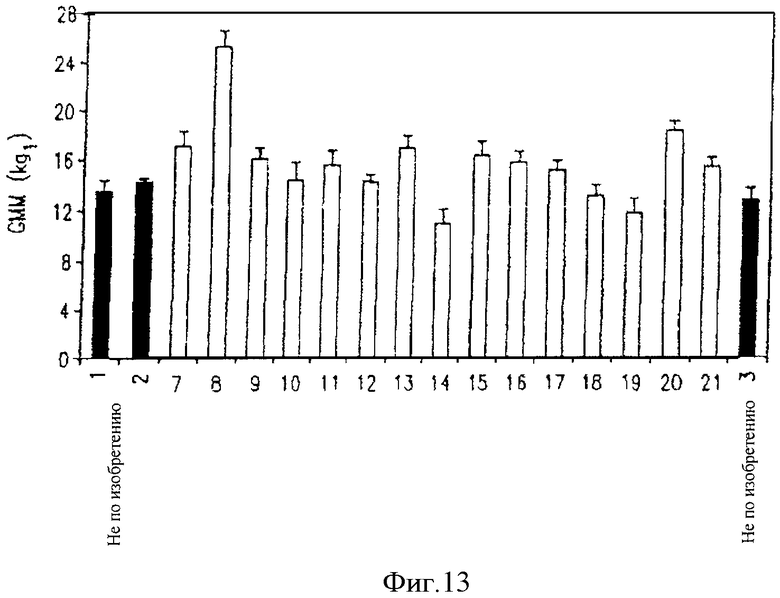
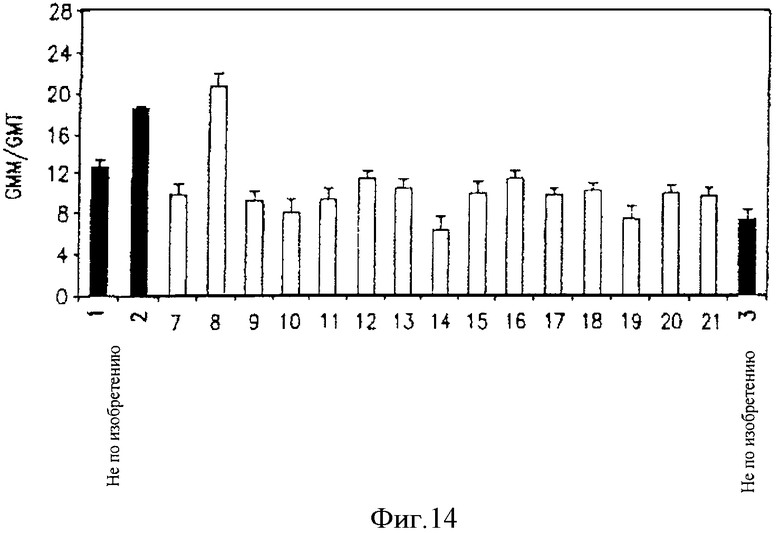
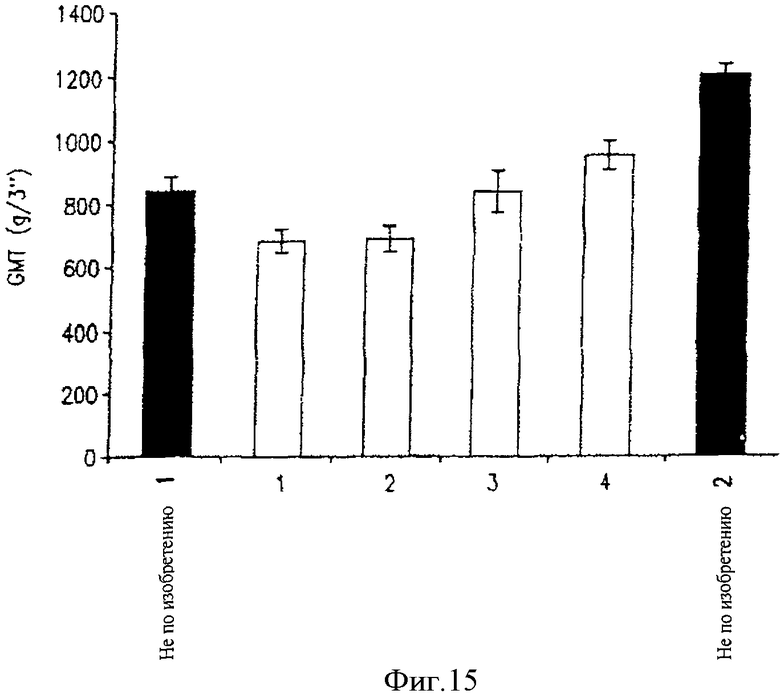
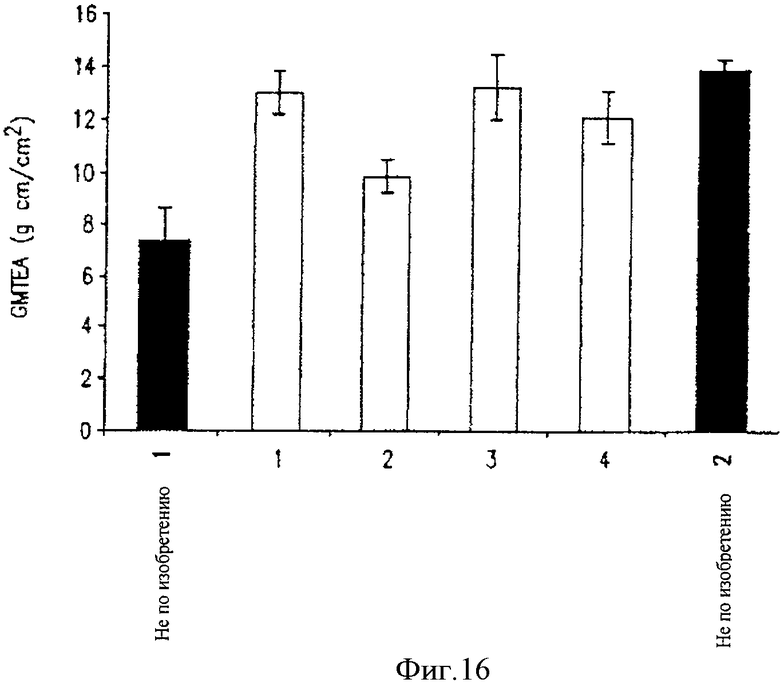
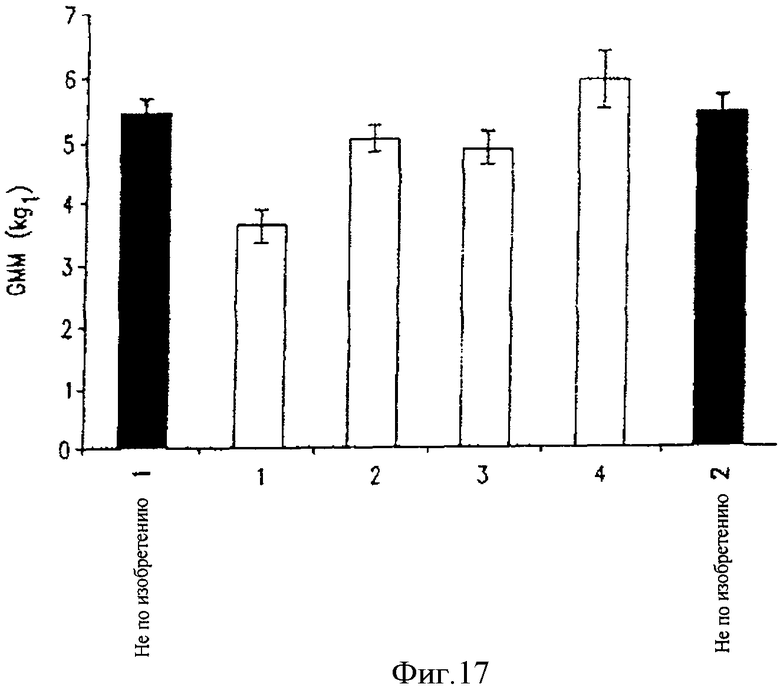
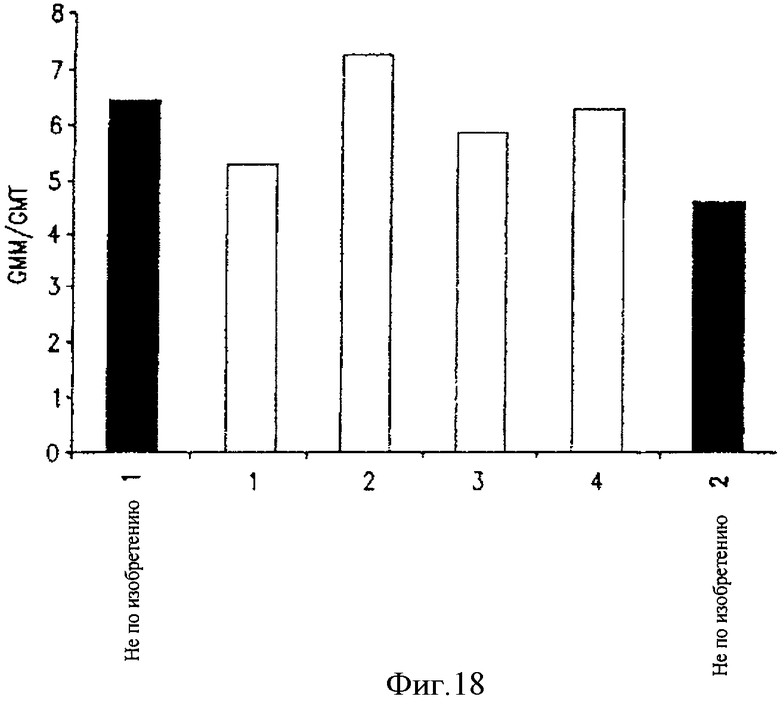
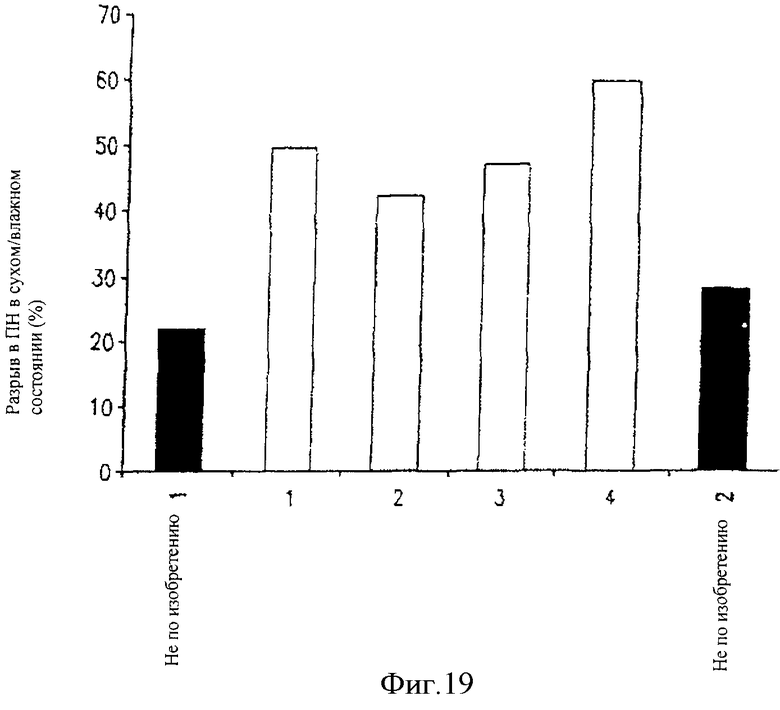
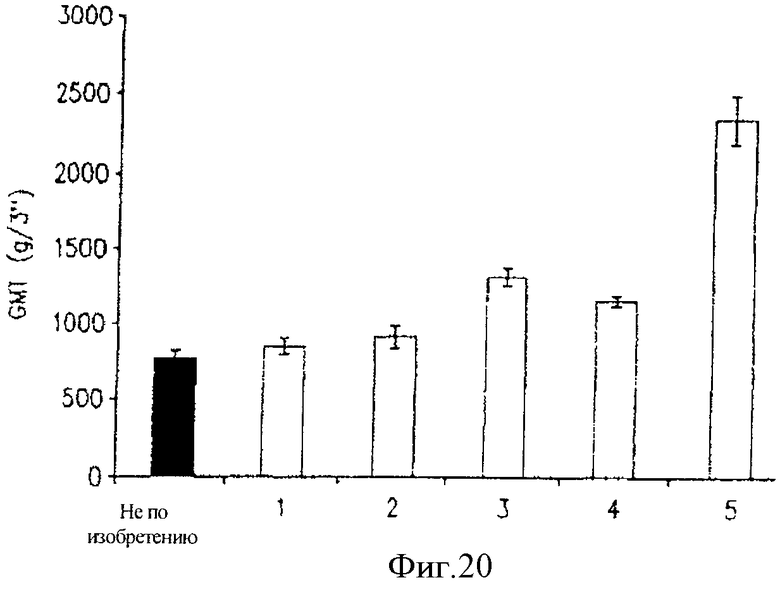
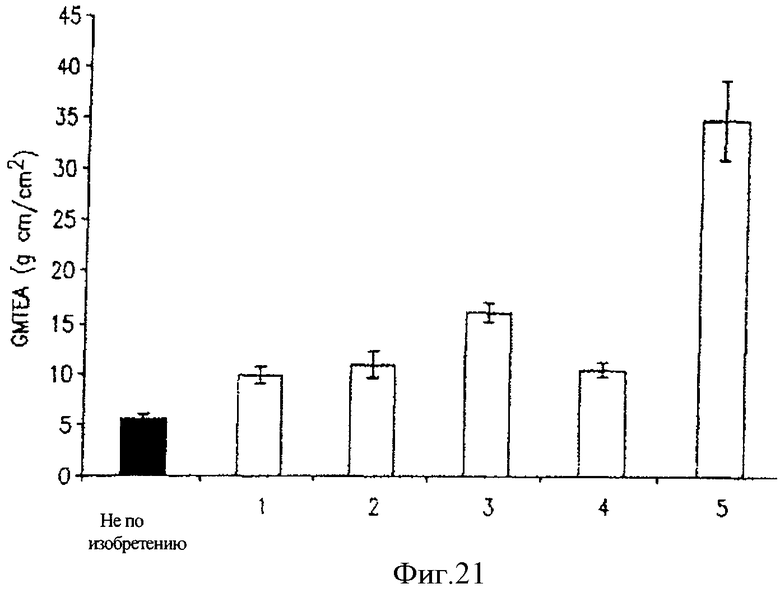
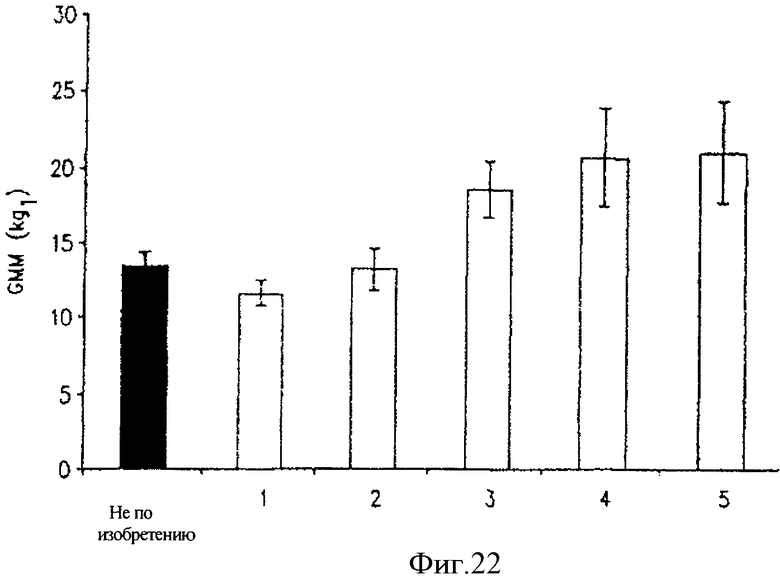
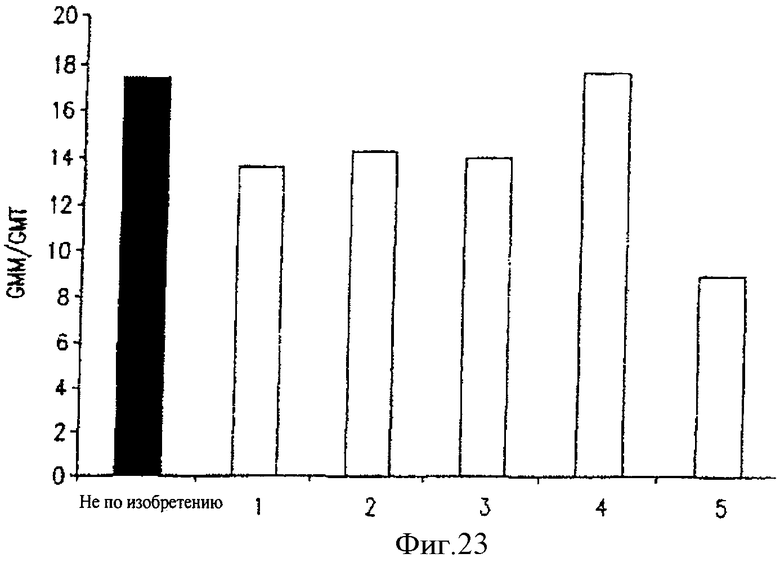
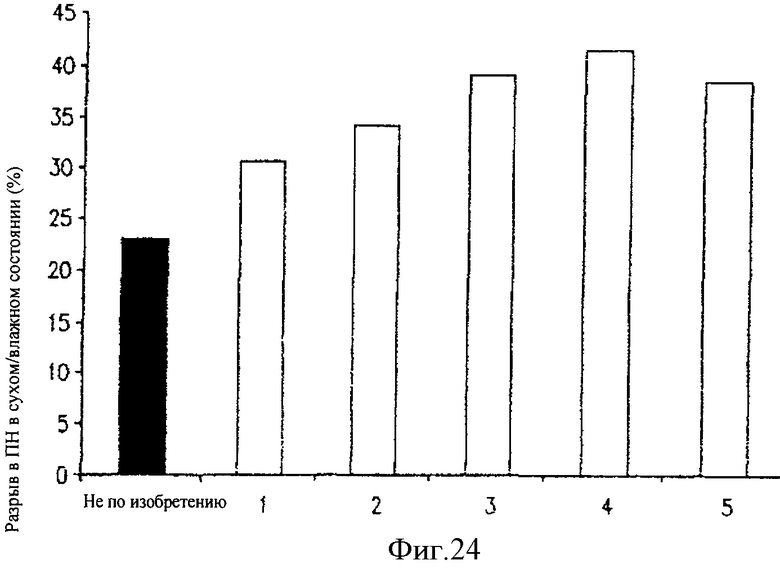
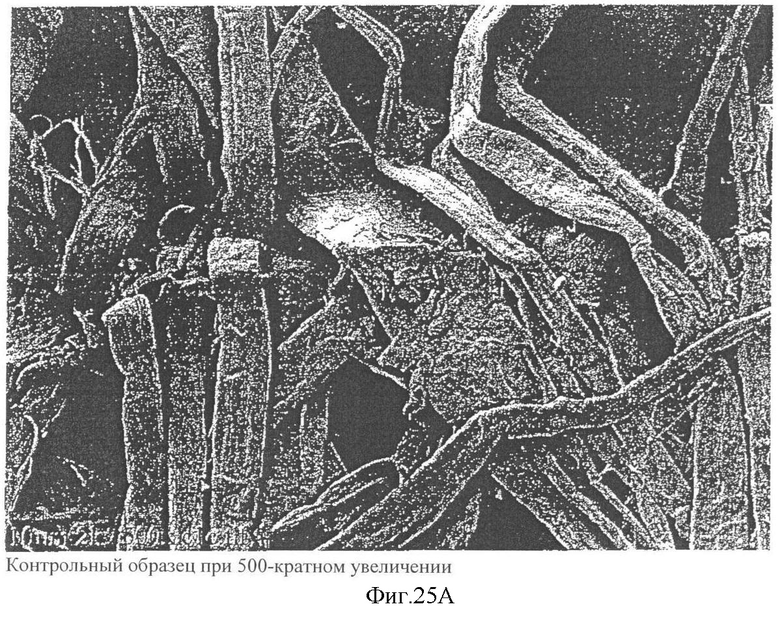
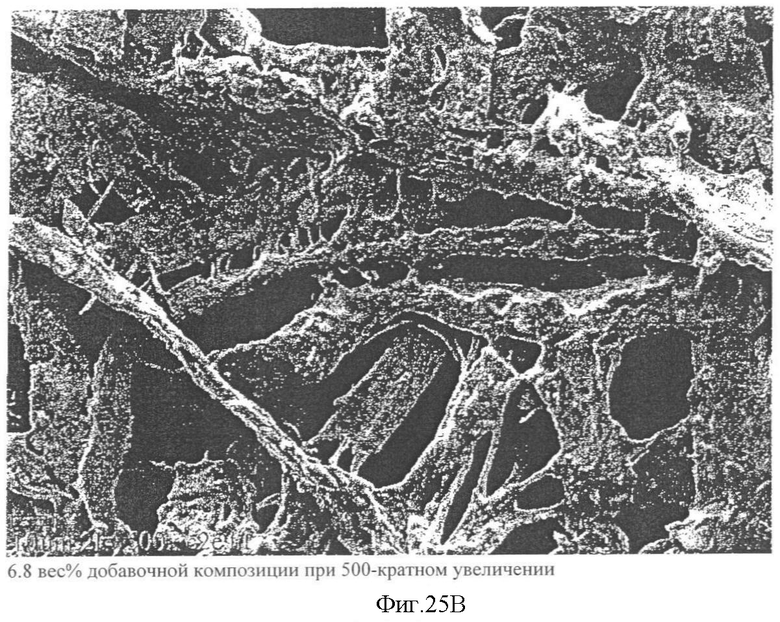
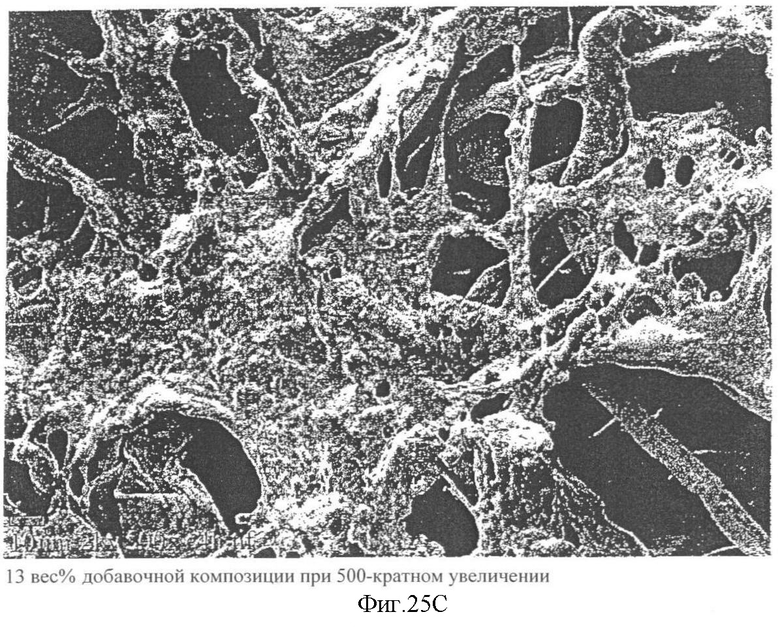

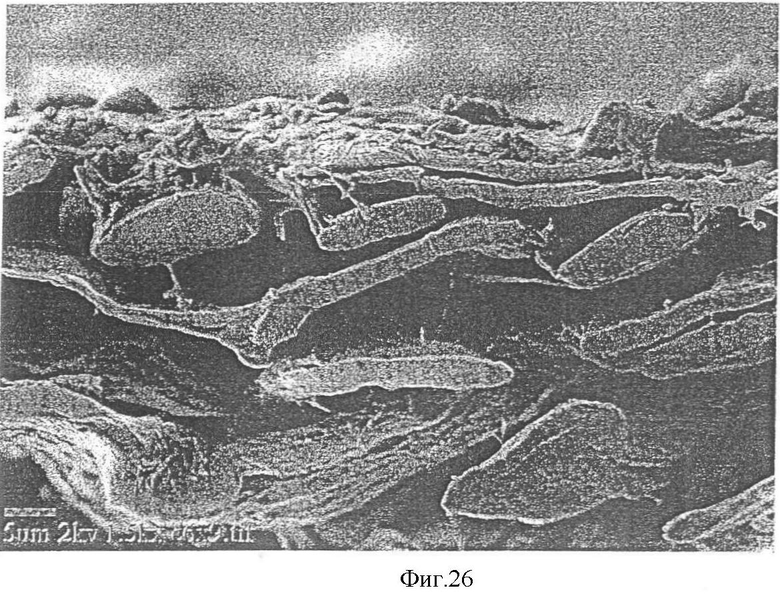
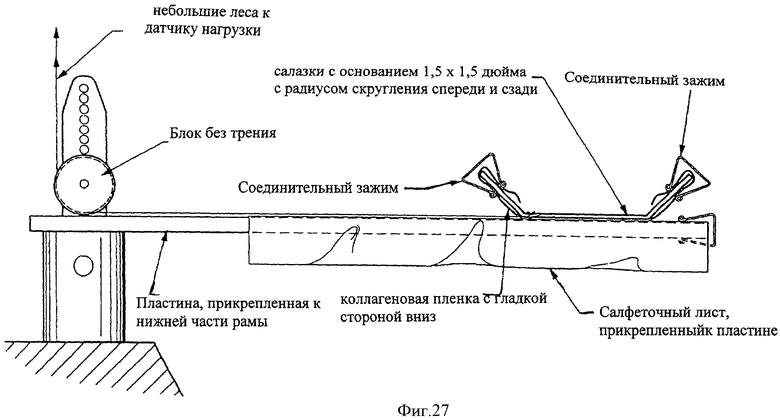



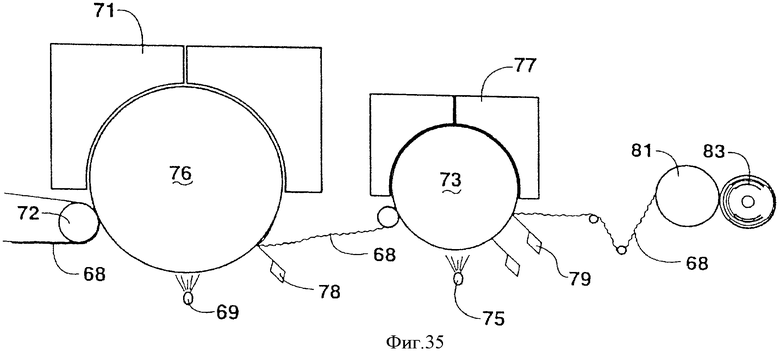
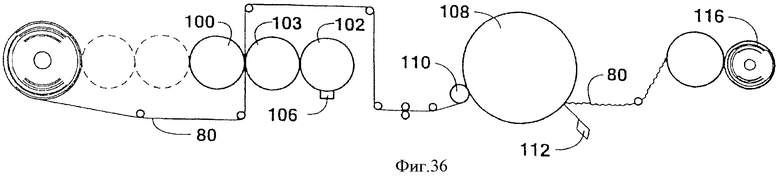
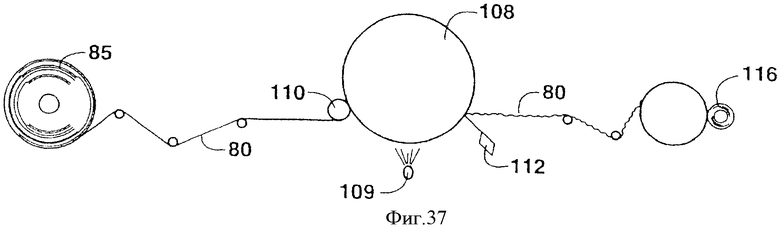
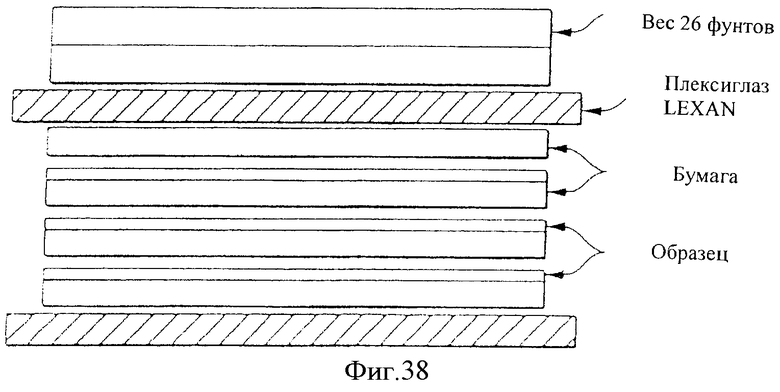
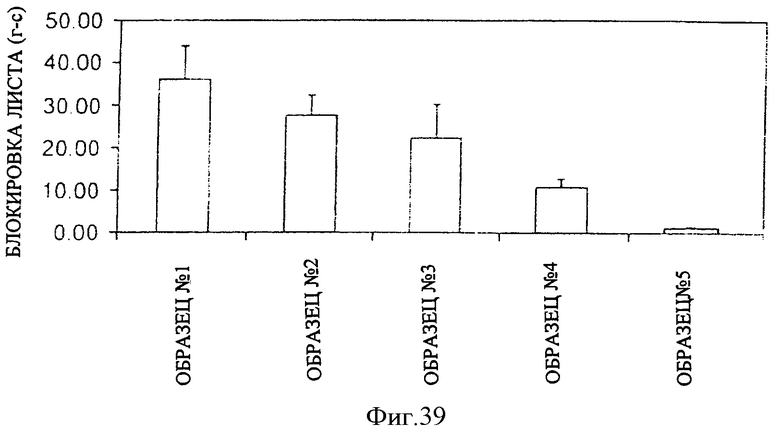
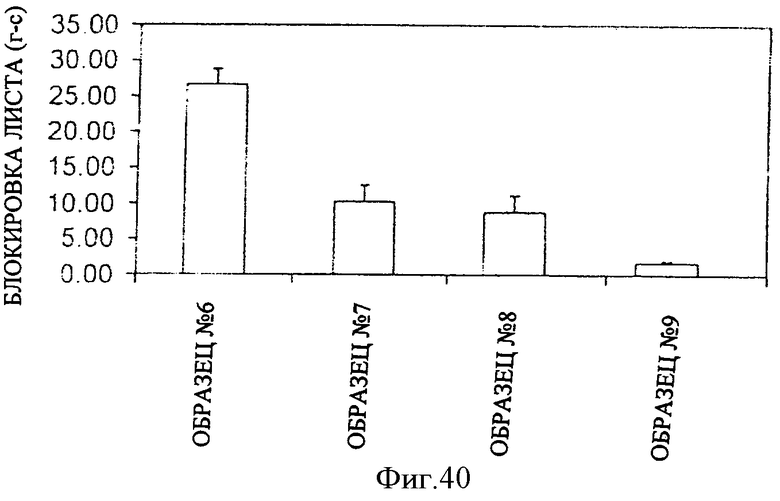

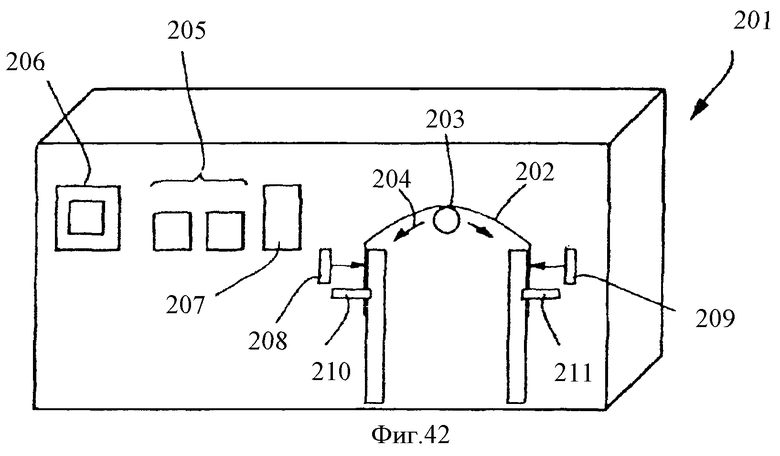
Салфеточный продукт относится к впитывающим бумажным продуктам. Салфеточный продукт представляет собой салфеточный лист, имеющий первую сторону и вторую сторону. Причем салфеточный лист содержит целлюлозные волокна в количестве по меньшей мере 50 вес.% и добавочную композицию, содержащую полимер. Добавочная композиция присутствует на по меньшей мере первой стороне салфеточного листа. При этом салфеточный продукт имеет объемность выше около 3 см3/г, величину испытания на ворсистость менее около 3 мг и первая сторона салфеточного листа имеет величину прилипания-проскальзывания выше около - 0,01. Добавочная композиция содержит неволокнистый олефиновый полимер, сополимер этилена и карбоновой кислоты или их смеси. Добавочная композиция может быть включена в салфеточное полотно посредством объединения с волокнами, которые используют для формирования полотна. Альтернативно, добавочная композиция может быть поверхностно нанесена на полотно, после того как полотно было сформировано. Техническим результатом является улучшение качества салфеточного продукта. 19 з.п. ф-лы, 18 табл., 42 ил.
1. Салфеточный продукт, содержащий:
салфеточный лист, имеющий первую сторону и вторую сторону, причем салфеточный лист содержит целлюлозные волокна в количестве по меньшей мере 50 вес.%; добавочную композицию, присутствующую на по меньшей мере первой стороне салфеточного листа, причем добавочная композиция содержит полимер; и при этом продукт имеет объемность выше около 3 см3/г, имеет величину испытания на ворсистость менее около 3 мг, и причем первая сторона салфеточного листа имеет величину прилипания-проскальзывания выше около - 0,01.
2. Салфеточный продукт по п.1, в котором продукт имеет величину испытания на ворсистость менее около 2,5 мг.
3. Салфеточный продукт по п.1, в котором продукт имеет величину испытания на ворсистость менее около 2 мг.
4. Салфеточный продукт по п.1, в котором первая сторона салфеточного листа имеет значение прилипания-проскальзывания от около - 0,006 до 0,7.
5. Салфеточный продукт по п.1, в котором продукт имеет среднее геометрическое значение прочности на разрыв по меньше мере 600 г/3 дюйма и растяжимость во влажном/сухом состоянии по меньшей мере около 25%.
6. Салфеточный продукт по п.1, в котором добавочная композиция содержит неволокнистый олефиновый полимер, сополимер этилена и карбоновой кислоты или их смеси.
7. Салфеточный продукт по п.6, в котором добавочная композиция содержит неволокнистый олефиновый полимер, при этом олефиновый полимер содержит альфа-олефиновый интерполимер из этилена и по меньшей мере одного сомономера, выбранного из группы, состоящей из С4-С20 линейных, разветвленных или циклических диенов, винилацетата и соединения, представленного формулой H2C=CHR, в которой R представляет собой С1-С20 линейную, разветвленную или циклическую алкильную группу или С6-С20 арильную группу, или альфа-олефиновый полимер содержит сополимер пропилена с по меньшей мере одним сомономером, выбранным из группы, состоящей из этилена, С4-С20 линейных, разветвленных или циклических диенов и соединения, представленного формулой H2C=CHR, в которой R представляет собой С1-С20 линейную, разветвленную или циклическую алкильную группу или С6-С20 арильную группу.
8. Салфеточный продукт по п.6, в котором добавочная композиция содержит смесь олефинового полимера и сополимера этилена и карбоновой кислоты, и при этом олефиновый полимер содержит интерполимер этилена и алкена, причем добавочная композиция дополнительно содержит карбоновую кислоту.
9. Салфеточный продукт по п.8, в котором диспергирующий агент содержит карбоновую кислоту, соль карбоновой кислоты, сложный эфир карбоновой кислоты или соль сложного эфира карбоновой кислоты.
10. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором салфеточный лист содержит по меньшей мере одно салфеточное полотно, которое образует первую сторону, и при этом добавочная композиция была нанесена на первую сторону салфеточного полотна, и салфеточное полотно было крепировано после того, как была нанесена добавочная композиция.
11. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором добавочная композиция была сначала нанесена на крепирующую поверхность, а затем первая сторона салфеточного полотна контактировала с крепирующей поверхностью, чтобы нанести добавочную композицию на первую сторону полотна перед крепированием салфеточного полотна.
12. Салфеточный продукт по п.10, в котором добавочная композиция была нанесена на первую сторону салфеточного полотна в соответствии с узором перед крепированием.
13. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором салфеточный лист содержит вещество для придания временной прочности во влажном состоянии.
14. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором салфеточный лист содержит вещество для придания постоянной прочности во влажном состоянии.
15. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором салфеточный лист состоит только из одного слоя салфеточного полотна, содержащего целлюлозные волокна.
16. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором салфеточный лист содержит множество слоев.
17. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором салфеточный продукт содержит множество отдельных салфеточных листов, которые находятся в сложенной стопкой конфигурации.
18. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором салфеточный продукт представляет собой спирально смотанный продукт.
19. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором продукт является, по существу, сухим.
20. Салфеточный продукт по любому из пп.1-7, 8 или 9, в котором присутствие добавочной композиции повышает среднюю геометрическую прочность на разрыв салфеточного листа по меньшей мере на 10% по сравнению с, по существу, идентичным необработанным салфеточным листом.
| US 3879257 А, 22.04.1975 | |||
| US 2005045292 А1, 03.03.2005 | |||
| US 2005100754 Al, 12.05.2005 | |||
| US 2006038977 Al, 13.03.2006 | |||
| ПРОДУКТ В ВИДЕ КОСМЕТИЧЕСКИХ САЛФЕТОК | 2000 |
|
RU2245706C2 |
| НЕКРЕПИРОВАННОЕ ВЫСУШЕННОЕ ПОЛОТНО И ВПИТЫВАЮЩАЯ СТРУКТУРА С НИЗКОЙ ПЛОТНОСТЬЮ | 1995 |
|
RU2153036C2 |
| RU 212373343 C1, 10.03.1999. | |||

