Область техники
Объектом настоящего изобретения является способ изготовления фюзеляжа летательного аппарата, наружную обшивку которого выполняют из композитного материала. Способ, в соответствии с настоящим изобретением, позволяет выполнять наружную обшивку из композитного материала вокруг внутренней конструкции фюзеляжа, что облегчает монтаж упомянутой внутренней конструкции. Объектом настоящего изобретения является также фюзеляж летательного аппарата, полученный при помощи такого способа изготовления.
Изобретение находит свое применение в области авиации, в частности в области изготовления фюзеляжей летательных аппаратов.
Уровень техники
Фюзеляж летательного аппарата является корпусом этого летательного аппарата. На фюзеляже крепят крылья, киль, шасси, двигатели и многие другие элементы. Поэтому изготовление фюзеляжа представляет собой важный этап постройки летательного аппарата.
Классически фюзеляж летательного аппарата представляет собой полый корпус, выполненный из металла. Этот полый корпус содержит металлические панели, установленные и закрепленные вокруг внутренней конструкции, как правило, металлической, называемой внутренним каркасом летательного аппарата. Металлические панели соединяют при помощи крепежных средств, и они после сборки образуют наружную обшивку летательного аппарата. Такие фюзеляжи очень распространены в настоящее время. Вместе с тем, их недостатком является большая масса, поскольку фюзеляж полностью является металлическим. Кроме того, их недостатком является наличие стыковых швов между металлическими панелями, которые образуют утолщения. Эти утолщения увеличивают массу и могут стать причиной лобового сопротивления во время полета летательного аппарата, что снижает его аэродинамические характеристики.
Для уменьшения массы фюзеляжа авиаконструкторы пытаются заменять некоторые металлические элементы элементами из композитных материалов. Эти композитные материалы используют, в частности, для выполнения одной или нескольких частей фюзеляжа летательного аппарата, например, для нижнего обтекателя фюзеляжа летательного аппарата. Как правило, эти части фюзеляжа являются панелями, выполненными из сухих волокон, предварительно пропитанных смолой. Эти панели изготавливают из полотен и/или кусков тканей, выполненных из сухих волокон, предварительно пропитанных термоотверждаемой смолой, размещая эти полотна и/или куски тканей в изложницы, которые затем нагревают. Под действием тепла смола полимеризуется, что позволяет волокнистому усилителю сохранить форму изложницы. После охлаждения изложницу удаляют. Такой способ изготовления в основном предназначен для изготовления панелей, то есть деталей с открытым профилем, поскольку после формования и охлаждения изложницу необходимо удалить. Его сложно применить для изготовления полых корпусов, в частности, меняющейся формы, например, полых корпусов конусной формы.
Чтобы обеспечить изготовление части фюзеляжа меняющейся формы из композитного материала, применяют способ, который состоит в изготовлении участка наружной обшивки фюзеляжа летательного аппарата. Этот участок наружной обшивки выполняют, наматывая полотна из волокон, предварительно пропитанных смолой, вокруг формы соответствующей формы. Форма может быть полым цилиндром. Форму с намотанными на него полотнами из предварительно пропитанных волокон нагревают для полимеризации смолы. После охлаждения полученный слоистый материал образует наружную обшивку летательного аппарата. Эту наружную обшивку отделяют от формы либо скольжением, либо путем демонтажа на месте, после чего форму удаляют. После выполнения наружной обшивки внутренний каркас вставляют внутрь наружной обшивки деталь за деталью, либо группами элементарных деталей, установленных на комплексные станины. Внутренний каркас летательного аппарата представляет собой набор шпангоутов и других конструктивных деталей, таких как стрингеры и полы. Таким образом, внутренний каркас устанавливают на место, вставляя каждый шпангоут и конструктивную деталь каркаса внутрь наружной обшивки и затем закрепляя каждую из этих деталей изнутри упомянутой наружной обшивки. Если детали внутреннего каркаса являются слишком объемными, их разрезают на несколько частей и вставляют часть за частью в наружную обшивку, затем крепят между собой при помощи заклепок.
Такой способ является сложным в применении, в частности, по причине большой площади наружной обшивки, отделяемой от формы. Кроме того, наружная обшивка может также содержать элементы типа утолщений, которые еще больше усложняют извлечение из формы. Кроме того, этот способ занимает много времени при реализации, поскольку требует поочередного введения и крепления всех деталей, образующих внутренний каркас фюзеляжа внутрь наружной обшивки, элементарными группами, или деталь за деталью, или даже по частям деталей.
Сущность изобретения
Задачей настоящего изобретения является устранение недостатков вышеупомянутых технологий. В этой связи изобретением предлагается способ изготовления фюзеляжа летательного аппарата, наружную обшивку которого выполняют из композитного материала и внутренний каркас которого образует, по меньшей мере, частично форму для изготовления наружной обшивки и/или опору для упомянутой формы.
Согласно этому способу, сначала монтируют внутренний каркас, затем изготавливают наружную обшивку вокруг внутреннего каркаса.
В частности, объектом настоящего изобретения является способ изготовления фюзеляжа летательного аппарата, содержащего внутренний каркас, окруженный наружной обшивкой из композитного материала, отличающийся тем, что внутренний каркас образует, по меньшей мере, частично форму для изготовления наружной обшивки из композитного материала.
Преимуществом этого способа является то, что он не требует установки внутреннего каркаса после изготовления наружной обшивки. Кроме того, его преимуществом является возможность выполнения фюзеляжа без швов, независимо от его формы.
Этот способ может содержать следующие операции:
- сборка множества шпангоутов и конструктивных деталей для образования внутреннего каркаса фюзеляжа,
- установка корпусной оснастки между шпангоутами каркаса для получения сплошной конструкции (эта корпусная оснастка может заполнять пространство между более чем 2 шпангоутами),
- нанесение слоя композитного материала вокруг сплошной конструкции,
- обжиг сплошной конструкции, покрытой слоем композитного материала, и
- удаление корпусной оснастки для получения внутреннего каркаса, покрытого наружной обшивкой.
Способ, в соответствии с настоящим изобретением, может содержать также один или несколько следующих отличительных признаков:
- слой композитного материала наносят в виде ленты из волокон, пропитанных смолой;
- шпангоуты внутреннего каркаса являются предварительно изготовленными шпангоутами;
- предварительно изготовленные шпангоуты устанавливают целиком;
- корпусную оснастку крепят на шпангоутах, расположенных по обе стороны от упомянутой корпусной оснастки;
- корпусная оснастка представляет собой части цилиндров;
- шпангоуты устанавливают на станину, выполненную с возможностью поддержания внутреннего каркаса;
- станина выполнена с возможностью приведения во вращение каркаса перед устройством нанесения композитного материала;
- корпусную оснастку извлекают изнутри каркаса после отсоединения от внутреннего каркаса;
- на месте расположения дверей и/или иллюминаторов фюзеляжа вырезают проемы;
- корпусная оснастка покрыта материалом, облегчающим ее извлечение;
- корпусную оснастку выполняют из антиадгезивного материала;
- корпусную оснастку выполняют из материала с тепловым расширением, по существу не отличающимся от теплового расширения наружной обшивки.
Объектом настоящего изобретения является также фюзеляж летательного аппарата, полученный при помощи способа в соответствии с настоящим изобретением.
Этот фюзеляж отличается также тем, что наружную обшивку можно наклеивать на шпангоуты, образующие внутренний каркас.
Краткое описание чертежей
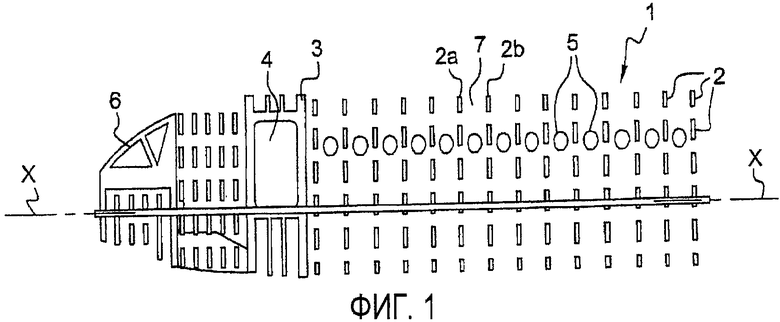
Фиг.1 - внутренний каркас летательного аппарата, выполненный при помощи способа, в соответствии с настоящим изобретением.
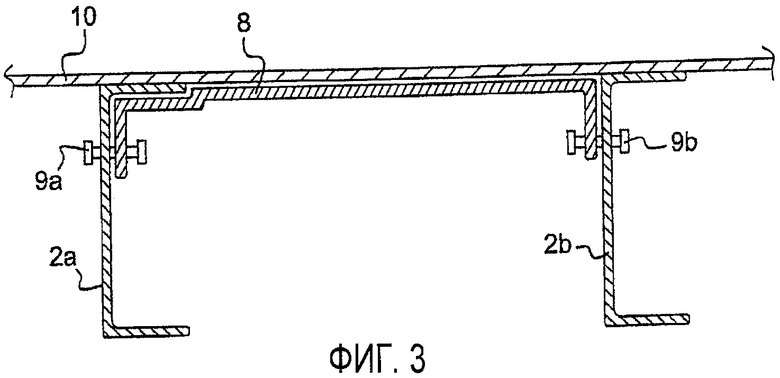
Фиг.2 - сплошная конструкция (то есть оборудованная корпусной оснасткой) летательного аппарата, выполненная при помощи способа, в соответствии с настоящим изобретением, на основе внутреннего каркаса по фиг.1.
Фиг.3 - вид в частичном разрезе внутреннего каркаса и корпусной оснастки.
Фиг.4 - схематичный вид части фюзеляжа летательного аппарата, выполненного при помощи способа, в соответствии с настоящим изобретением, после покрытия сплошной конструкции лентой из предварительно пропитанных волокон.
Подробное описание вариантов выполнения изобретения
Способ, в соответствии с настоящим изобретением, предназначен для выполнения фюзеляжа летательного аппарата или участка фюзеляжа летательного аппарата, в котором внутренний каркас летательного аппарата образует, по меньшей мере, часть формы и/или опору упомянутой формы для изготовления наружной обшивки из композитного материала. В дальнейшем тексте описания будет рассматриваться изготовление фюзеляжа летательного аппарата целиком, но при этом подразумевается, что способ может применяться и для выполнения только участка фюзеляжа летательного аппарата. Если выполняют только участок фюзеляжа, то этот участок можно собирать и крепить с другими участками из композитных материалов или из металла.
Способ, в соответствии с настоящим изобретением, состоит в изготовлении внутреннего каркаса фюзеляжа из шпангоутов и других конструктивных деталей, как правило, металлических. Эти шпангоуты и эти детали собирают, а затем крепят друг с другом для образования внутреннего каркаса. Сборку этих различных деталей осуществляют вокруг оправки, установленной на станине. Эта оправка позволяет поддерживать внутренний каркас и приводить упомянутый каркас во вращательное движение в момент изготовления наружной обшивки. Это приведение во вращение будет подробнее описано ниже.
На фиг.1 схематично показан этап монтажа и сборки внутреннего каркаса фюзеляжа при помощи способа в соответствии с настоящим изобретением. На фиг.1 показан внутренний каркас 1, собранный вокруг оси ХХ, на которой установлена оправка. Для простоты чертежа оправка на фигуре не показана. Показана только ось ХХ, а оправка находится вокруг этой оси. Ось ХХ закреплена с двух сторон на опорах, образующих станину, поддерживающую внутренний каркас и не показанную для упрощения чертежа. Эта ось ХХ может также находиться в вертикальном положении, и в этом случае крепят только ее нижний конец. Этот внутренний каркас 1 содержит шпангоуты 2, стрингеры, элементы жесткости, полы и другие конструктивные панели. Например, он содержит предварительно изготовленные узлы 3, проемы в которых предназначены для установки дверей 4, иллюминаторов 5 и оборудования кабины 6 экипажа.
Как показано на фиг.1, после установки и сборки различных элементов внутреннего каркаса получают общую форму фюзеляжа летательного аппарата. Для облегчения установки и сборки внутреннего каркаса различные детали, предназначенные для образования внутреннего каркаса, и, в частности, шпангоуты могут быть пронумерованы и отмечены на чертеже.
Для облегчения изготовления внутреннего каркаса конструктивные детали и другие шпангоуты могут быть предварительно изготовленными деталями. Шпангоуты можно устанавливать целиком, что облегчает установку различных деталей внутреннего каркаса. Например, шпангоуты можно выполнять на 360°.
После сборки внутреннего каркаса способ, в соответствии с настоящим изобретением, содержит операцию установки корпусной оснастки между шпангоутами внутреннего каркаса. Действительно, шпангоуты и другие конструктивные детали разделены между собой промежутками. В примере, показанном на фиг.1, шпангоуты 2а и 2b разделены пространством 7. Согласно способу, эти пространства заполняют при помощи корпусной оснастки, которая образует оболочку внутреннего каркаса. Пример оболочки внутреннего каркаса показан на фиг.2. На этой фиг.2 показан внутренний каркас 1, представленный на фиг.1, после установки корпусной оснастки между шпангоутами 2 и конструктивными деталями упомянутого каркаса.
Корпусная оснастка 8 представляет собой детали с кривизной, идентичной наружной кривизне внутреннего каркаса. Иначе говоря, корпусная оснастка 8 образует участки поверхности, выполненные с возможностью установки между двумя шпангоутами или двумя комплектами шпангоутов каркаса. Корпусная оснастка может иметь по существу такие же размеры, что и пространство между двумя шпангоутами. В этом случае каждую корпусную оснастку устанавливают и крепят между двумя шпангоутами. Корпусная оснастка может также иметь размеры, превышающие размеры пространства между двумя шпангоутами. В этом случае каждую корпусную оснастку можно устанавливать между двумя комплектами шпангоутов. В примере, показанном на фиг.2, корпусная оснастка 8а имеет форму полуцилиндра. В этом случае данную корпусную оснастку 8а устанавливают между первым шпангоутом 2а и вторым шпангоутом 2b. Таким образом, эта корпусная оснастка 8а воспринимается шпангоутами 2а-2b. Корпусная оснастка может быть установлена в межшпангоутном промежутке, то есть в пространстве между двумя шпангоутами, или в пространстве, содержащем более одного межшпангоутного промежутка. В дальнейшем тексте описания будет считаться, что каждую корпусную оснастку устанавливают между двумя шпангоутами.
Корпусная оснастка может представлять собой часть цилиндра. Она может также иметь любую другую форму, позволяющую им воспроизводить внешнюю форму внутреннего каркаса. Если корпусную оснастку устанавливают по всей площади внутреннего каркаса, то полученную конструкцию называют сплошной конструкцией 14. Таким образом, эта сплошная конструкция 14 является внутренним каркасом, пространства которого заполнены корпусной оснасткой. Эта сплошная конструкция может содержать несколько проемов, которые соответствуют специальным устройствам летательного аппарата, таким как двери или окна кабины экипажа.
На фиг.3 показана сплошная конструкция в частичном разрезе. В частности, на этой фиг.3 показан вид спереди в разрезе двух шпангоутов 2а, 2b внутреннего каркаса 1, между которыми установлена корпусная оснастка 8. Эта корпусная оснастка 8 закреплена на каждом шпангоуте 2а и 2b при помощи съемного крепления 9а, 9b. Этим съемным креплением может быть болт или любое другое средство крепления, которое в дальнейшем можно удалить после изготовления наружной обшивки 10. Корпусная оснастка 8 может быть также установлена на шпангоутах 2а, 2b, но закреплена на другой части внутреннего каркаса 1.
В примере, показанном на фиг.3, шпангоуты 2а, 2b по существу имеют С-образную форму. Корпусная оснастка 8 имеет соответствующую форму для установки между С-образной спинкой шпангоута 2b и U-образным дном шпангоута 2а.
Корпусная оснастка 8 может быть выполнена из нескольких частей для облегчения ее установки между шпангоутами 2а и 2b. В этом случае говорят о сборке, а затем разборке корпусной оснастки.
В примере на фиг.3 показана наружная обшивка 10, которая закрывает шпангоуты 2а и 2b, а также корпусная оснастка 8. Таким образом, фиг.3 соответствует сплошной конструкции после изготовления наружной обшивки и до удаления корпусной оснастки. Ниже следует описание операций изготовления наружной обшивки и удаления корпусной оснастки.
После получения сплошной конструкции 14 способ, в соответствии с настоящим изобретением, предполагает выполнение наружной обшивки вокруг упомянутой сплошной конструкции. Таким образом, сплошная конструкция 14 выполняет роль формы для изготовления наружной обшивки. Иначе говоря, внутренний каркас образует часть формы для изготовления наружной обшивки. Другую часть формы наружной обшивки образует корпусная оснастка, и эту другую часть удаляют после изготовления упомянутой наружной обшивки.
Для выполнения наружной обшивки вокруг сплошной конструкции наматывают ленты из волокон, предварительно пропитанных смолой. Эти ленты из предварительно пропитанных волокон наносят полосу за полосой по всему контуру сплошной конструкции.
На фиг.4 показан пример части фюзеляжа, установленной на станине 11 установки нанесения волокон. Как было указано выше, внутренний каркас построен вокруг оси ХХ, установленной на двух опорах 11а и 11b, образующих станину 11 установки нанесения волокон. Таким образом, после выполнения сплошная конструкция оказывается вокруг оси ХХ. Опоры станины 11 оборудованы приводами, которые позволяют приводить во вращение ось ХХ. Таким образом, сплошная конструкция приводится во вращение осью ХХ.
Подвижная рабочая головка 12 обеспечивает наматывание ленты из предварительно пропитанных волокон на сплошную конструкцию. Таким образом, сплошную конструкцию закрывают, полоса за полосой, слоем 13 предварительно пропитанных волокон. Когда сплошная конструкция оказывается полностью покрытой предварительно пропитанными волокнами, эту конструкцию помещают в печь для обжига. Под действием тепла смола полимеризуется таким образом, что ленты 13 образуют слоистый материал, воспроизводящий форму сплошной конструкции и образующий обшивку 10.
Необходимо отметить, что корпусная оснастка выполнена из такого материала, тепловое расширение которого по существу не отличается от коэффициента теплового расширения волоконной ленты. Ее можно выполнять, в частности, из композитных материалов. Таким образом, обжиг сплошной конструкции не создает никаких проблем дифференциального теплового расширения между корпусной оснасткой и внутренним каркасом. Кроме того, внутренний каркас также не создает проблем теплового расширения, так как он выполнен из композитных материалов. Таким образом, обжиг сплошной конструкции влияет только на ленту из предварительно пропитанных волокон.
После полимеризации волоконной ленты получают наружную обшивку. После этого, согласно способу в соответствии с настоящим изобретением, корпусную оснастку удаляют.
В предпочтительном варианте выполнения изобретения корпусную оснастку покрывают материалом, способствующим их извлечению, то есть материалом, исключающим какое-либо сцепление со смолой. В одном варианте корпусную оснастку выполняют из антиадгезивного материала. Таким образом, после изготовления наружная обшивка приклеивается к внутреннему каркасу, в частности, к шпангоутам внутреннего каркаса, но не приклеивается к корпусной оснастке. Поэтому корпусную оснастку можно отделить, а затем легко удалить изнутри каркаса, при этом оставляя упомянутый внутренний каркас на месте внутри наружной обшивки.
После удаления корпусной оснастки в наружной обшивке можно выполнить вырезы для получения проемов, предназначенных для иллюминаторов, дверей других устройств.
Таким образом, понятно, что этот способ обеспечивает существенный выигрыш во времени, так как внутренний каркас выполняют перед выполнением наружной обшивки. То есть его выполняют, не испытывая проблем ограниченного пространства. Кроме того, этот способ требует только установки и удаления корпусной оснастки, которую можно соответственно выполнять из нескольких частей для облегчения их удаления.
Кроме того, фюзеляж, полученный при помощи способа, в соответствии с настоящим изобретением, можно выполнять целиком, что позволяет отказаться от выполнения швов между двумя панелями, что тоже дает выигрыш во времени, в массе и существенно улучшает аэродинамические характеристики летательного аппарата.

Изобретения относятся к фюзеляжу летательного аппарата из композитного материала и к способу его изготовления. Способ изготовления фюзеляжа содержит внутренний каркас, образующий форму для изготовления наружной обшивки из композитного материала. Внутренний каркас окружают наружной обшивкой из композитного материала. Способ содержит сборку множества шпангоутов и конструктивных деталей для образования внутреннего каркаса фюзеляжа, установку корпусной оснастки в пространство между двумя шпангоутами каркаса и крепление каждой из этой оснастки на двух шпангоутах при помощи съемного крепления для получения сплошной конструкции, нанесение слоя композитного материала вокруг сплошной конструкции, обжиг сплошной конструкции, покрытой слоем композитного материала, и удаление корпусной оснастки для получения внутреннего каркаса, покрытого наружной обшивкой. Достигается упрощение сборки фюзеляжа. 2 н. и 8 з.п. ф-лы, 4 ил.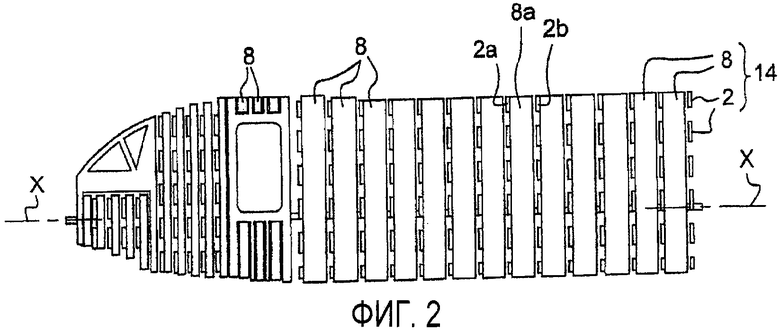
1. Способ изготовления фюзеляжа летательного аппарата, содержащего внутренний каркас (1), образующий, по меньшей мере, частично форму (4) для изготовления наружной обшивки из композитного материала, при этом внутренний каркас окружают наружной обшивкой (10) из композитного материала, отличающийся тем, что содержит следующие операции: сборку множества шпангоутов (2) и конструктивных деталей для образования внутреннего каркаса (1) фюзеляжа, установку корпусной оснастки (8) в пространство между, по меньшей мере, двумя шпангоутами каркаса и крепление каждой из этой оснастки на двух шпангоутах при помощи съемного крепления для получения сплошной конструкции (14), нанесение слоя (13) композитного материала вокруг сплошной конструкции (14), обжиг сплошной конструкции, покрытой слоем композитного материала, и удаление корпусной оснастки (8) для получения внутреннего каркаса (1), покрытого наружной обшивкой (10).
2. Способ по п.1, отличающийся тем, что слой композитного материала наносят в виде волокон, пропитанных смолой.
3. Способ по п.1 или 2, отличающийся тем, что шпангоуты (2) внутреннего каркаса (1) являются предварительно изготовленными.
4. Способ по п.3, отличающийся тем, что предварительно изготовленные шпангоуты устанавливают целиком.
5. Способ по п.1 или 2, отличающийся тем, что корпусную оснастку (8) крепят на шпангоутах (2), расположенных по обе стороны от упомянутой корпусной оснастки.
6. Способ по п.1 или 2, отличающийся тем, что корпусная оснастка представляет собой части цилиндров.
7. Способ по п.1 или 2, отличающийся тем, что корпусную оснастку выполняют из нескольких частей для облегчения ее установки между шпангоутами.
8. Способ по п.1 или 2, отличающийся тем, что шпангоуты устанавливают на станину, выполненную с возможностью поддержания внутреннего каркаса.
9. Фюзеляж летательного аппарата, содержащий внутренний каркас (1), покрытый наружной обшивкой (10), отличающийся тем, что изготовлен при помощи способа по п.1.
10. Фюзеляж по п.9, отличающийся тем, что наружную обшивку (10) наклеивают на шпангоуты, образующие внутренний каркас.
| JP 61169394 А, 31.07.1986 | |||
| Фазорасщепляющее устройство | 1960 |
|
SU142697A1 |
| Делительное устройство | 1972 |
|
SU444627A1 |
| ВИБРАЦИОННЫЙ ДАТЧИК | 1990 |
|
RU2010336C1 |
| СЕТЧАТАЯ ОБОЛОЧКА ВРАЩЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2153419C1 |

