ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к шпангоуту летательного аппарата, изготовленному из композиционного материала, и к способу изготовления такого шпангоута.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Корпус летательного аппарата содержит основную конструктивную часть, задающую форму и конструктивную особенность упомянутого летательного аппарата. В настоящее время композиционные материалы широко используются при конструировании летательных аппаратов и кроме того, используются для формирования шпангоутов летательного аппарата.
Типовая конструкция фюзеляжа летательного аппарата включает в себя обшивку и шпангоуты, каждый из которых имеет свою особую функцию и рабочие характеристики. Стыковой шпангоут, например, расположен между двумя секциями. Он типично востребован именно в отношении механических напряжений и поведения конструкции, и таким образом, должен выдерживать очень высокие нагрузки. По этой причине, стыковой шпангоут типично изготавливался из металлического материала, для того чтобы получать хорошую механическую прочность и надлежащие допуски. Изготовление этих стыковых шпангоутов из металлического материала, является как затратным, так и трудоемким, к тому же, требуя большого количества деталей, осуществляющих соединения разных металлических сегментов, изготовленных по-отдельности. Кроме того, коррозия играет фундаментальную роль, когда используются металлические материалы.
Более того, металлический материал является изотропным материалом, поэтому конструкция металлических стыковых шпангоутов предусматривает, чтобы одна и та же разновидность материла, имеющего идентичную прочность, использовалась во всем стыковом шпангоуте. Поэтому, нужно большее количество материала, чем в случае, в котором используется анизотропный материал, такой как композиционный материал: в таком случае, материал распределяется, с тем чтобы обеспечивать более высокую прочность только там, где она необходима.
В настоящее время такие композиционные материалы используются все больше, особенно в обшивках, и гибридные конструкции, содержащие композиты и металлические материалы, выявляют многие проблемы целостности: различия в тепловых расширениях, гальваническую коррозию, несоответствие по концепциям допусков, процедурам анализа, и т.д.
Чтобы лучше всего использовать композиционные материалы, должна быть создана полностью композиционная конструкция.
Документ US 2009277994 раскрывает гибридный корпус летательного аппарата, содержащий конструктивные элементы, изготовленные из металлического материала, и неконструктивные элементы, изготовленные из композиционного материала. Корпус летательного аппарата также содержит металлические шпангоуты, усиленные посредством продольных композиционных стрингеров, металлических соединительных элементов и металлических распорок. Основной недостаток такой конструкции состоит в том, что вес является более высоким, чем в случае, в котором используется только композиционный материал. Более того, процесс изготовления и соединения этих элементов является затратным и трудоемким.
Документ EP 1030807 описывает композитное конструктивное решение для хвостового герметического шпангоута для летательного аппарата. Герметические шпангоуты являются особенными конструктивными частями, так как они являются границей раздела между герметичными и негерметичными секциями фюзеляжа, и, таким образом, они должны выдерживать весьма специфичные нагрузки от давления. Однако, это решение не может применяться к другим силовым шпангоутам, где вся эта закрытая композитом поверхность не нужна и предполагает слишком много ненужного веса.
Документ WO 2009/129007 раскрывает способ изготовления шпангоутов из композиционного материала для летательного аппарата, имеющих множество полок (стенок). Этот способ изготовления относится к еще одному пути достижения традиционной конструктивной концепции шпангоута, но он не представляет собой никакой новаторской конструктивной концепции.
Документ GB 2268461 раскрывает гибридный шпангоут для летательного аппарата, содержащий композиционные наружные и внутренние покрытия вместе с усиливающими элементами, изготовленными из металлического материала. В этом документе предложено решение по изготовлению центральной части фюзеляжа и летных поверхностей, скрепленных целостным образом. Главным образом, соединения этих двух элементов являются задачей изобретения GB 226846.
Таким образом, было бы желательно предложить конструктивное решение для шпангоута фюзеляжа летательного аппарата, полностью изготовленного из композиционного материала, и без необходимости склепывания разных деталей для обеспечения цельной конструкции шпангоута, таким образом, предусматривается более эффективный способ изготовления упомянутого стыкового шпангоута.
Настоящее изобретение нацелено на решение этой задачи.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения состоит в том, чтобы предоставить шпангоут летательного аппарата, предпочтительно стыковой шпангоут летательного аппарата, изготовленный из композиционного материала, таким образом чтобы этот шпангоут содержал два сегмента, каждый из которых изготовлен в виде одиночной единой детали из композиционного материала, и эти два сегмента в последующем соединялись для формирования целостной конструкции шпангоута.
Каждый из сегментов шпангоута согласно изобретению содержит следующие элементы: по меньшей мере одну стенку, элемент жесткости и фитинг.
Шпангоут согласно изобретению обеспечивает следующие преимущества:
- полученная конструкция является более легкой;
- минимизированы усталостные проблемы в конструкции;
- устранены проблемы коррозии;
- допуски на изготовление являются более высокими;
- минимизирован эффект отдачи;
- затраты и сроки изготовления значительно сокращены.
Изобретение также относится к способу изготовления шпангоута летательного аппарата, выполненного из композиционного материала. В технологическом процессе формования переносом полимеров (RTM), сухие волокна помещаются в закрытую герметичную форму, затем вводится жидкий полимер. Посредством этого известного процесса возможно получение сложных деталей, изготовленных из композитов.
Другие характеристики и преимущества настоящего изобретения будут ясны из последующего подробного описания вариантов осуществления, иллюстрирующих его цель относительно приложенных фигур.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
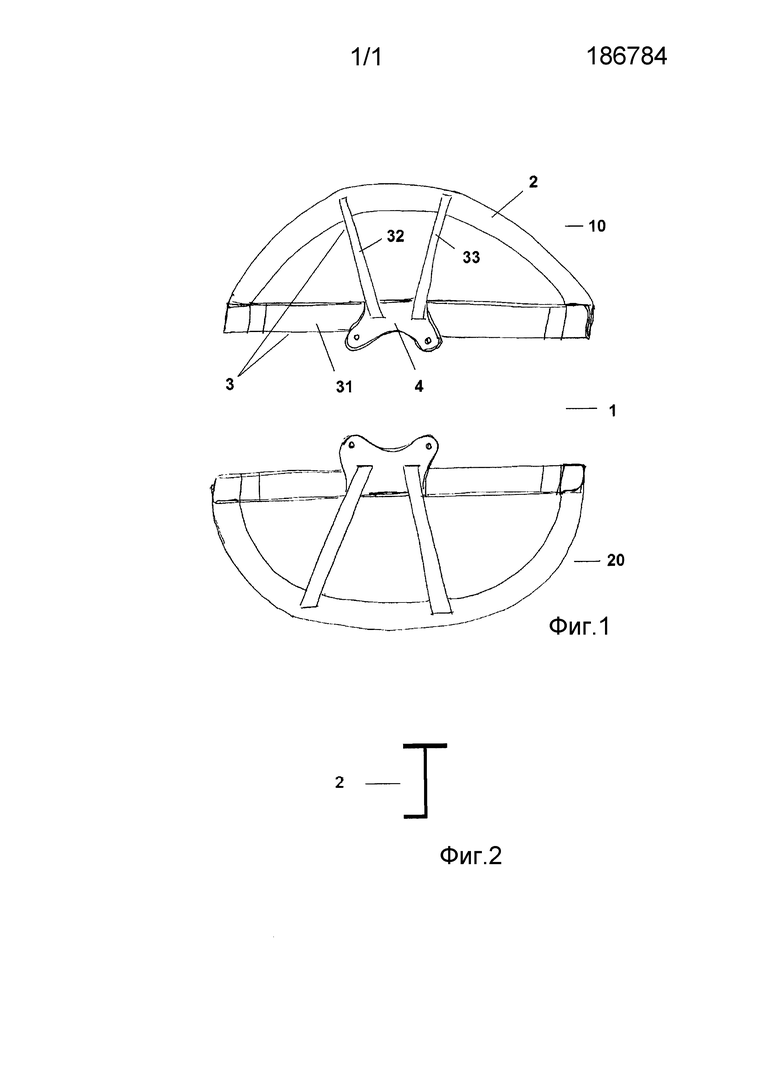
Фиг.1 показывает схематический вид элементов, образующих стыковой шпангоут летательного аппарата, изготовленный из композиционного материала, согласно настоящему изобретению.
Фиг.2 показывает предпочтительный вид в поперечном разрезе стенки, формирующей элементы стыкового шпангоута летательного аппарата, изготовленного из композиционного материала, согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение, таким образом, относится к шпангоуту летательного аппарата, предпочтительно к шпангоуту 1 летательного аппарата, предпочтительно стыковому шпангоуту, изготовленному из композиционного материала, при этом шпангоут 1 содержит два сегмента 10 и 20, каждый сегмент 10, 20 изготовлен в виде одиночной единой детали из композиционного материала.
Каждый из сегментов 10, 20 шпангоута 1 согласно изобретению содержит следующие элементы: по меньшей мере одну стенку 2, элемент жесткости и фитинг 4. Предпочтительное поперечное сечение стенки 2 сегментов 10, 20 шпангоута 1 имеет форму «J», как представлено на фиг.2. Элемент жесткости предпочтительно содержит несколько перекладин 3 жесткости, типично, две наклонных перекладины 32, 33 и горизонтальную перекладину 31 (смотрите вариант осуществления фиг.1). Согласно изобретению, типовой сегмент 10 шпангоута 1, содержащий стенку 2, две наклонных перекладины 32, 33, горизонтальную перекладину 31 и фитинг 4, получается из одиночного единого элемента из одной единственной совместно отвержденной детали, имеющей пять преформ 2, 31, 32, 33 и 4. После получения сегментов 10 и 20, каждый из которых является единым, они соединяются посредством фитингов 4, каждый из которых присутствует в каждом из сегментов 10, 20. Таким образом, процесс изготовления шпангоута 1 значительно упрощен, и клепка значительно сокращена, так как единственной необходимой клепкой теперь является клепка фитингов 4, соединяющих сегменты 10, 20 для формирования шпангоута 1.
Способ изготовления шпангоута содержит этапы:
a) накладывания и отрезания слоев волокон;
b) создания преформ слоистой структуры;
c) помещения преформ в форму;
d) прикладывания вакуума;
e) инжекции полимера под давлением;
f) отверждения полимера при нагреве;
g) извлечения из формы.
Разные слои определяются конструкцией шпангоута 1 летательного аппарата. Эти слои могут обрезаться до заданной конфигурации вручную, посредством электрических устройств или другими обычными автоматизированными процессами, такими как водоструйная обработка, вибрационные ножи, самозатачивающиеся (US) лезвия.
После наслоения слоев, выполняется создание преформ (например, под воздействием вакуума и тепла) на технологической оснастке (для создания преформ или инжекции). Уложенные в стопу слои помещаются на оснастку и вакуумное пакетирование производится для уплотнения слоев перед и во время нагревания. Эта операция предоставляет возможность укреплять геометрию преформы перед ее вставкой в инжекционную форму.
Разные преформы, которые образуют шпангоут 1 летательного аппарата, могут удерживаться вместе посредством разных известных процессов, таких как сшивка, чтобы обеспечивать возможность манипулирования и перемещения в следующие оснастки.
Если инжекционная оснастка готова (предварительно обработана расцепляющим агентом, очищена, и т.д.), в нее помещаются преформы, и оснастка монтируется и закрывается. Присоединяется инжекционное оборудование, полимер может предварительно обрабатываться (если необходимо, обезгаживаться), нагреваться до инжекционной температуры и инжектироваться с заданными параметрами, в зависимости от используемых материалов.
К тому же, специфичные параметры цикла отверждения каждого композиционного элемента зависят от материала или материалов, используемых в детали, и от типа и конфигурации элемента, который должен быть произведен.
После отверждения, деталь не будет демонтироваться с оснастки отверждения до тех пор, пока она не будет охлаждена.
Затем, оснастка может демонтироваться (если применимо), и деталь извлекается из формы.
Хотя предпочтительный процесс состоит в том, чтобы изготавливать каждый элемент сегмента 10 или 20 совместно одновременно отверждаемым (всего лишь за один цикл отверждения в качестве интегрированного шпангоута), каждый элемент, формирующий сегмент 10 или 20, также может отверждаться по-отдельности (этот способ предпочтителен в случае больших размеров получаемых деталей). Это должно решаться в зависимости от окончательных размеров, возможностей, материально-технического обеспечения и других факторов, которые влияют на изготовление.
Хотя настоящее изобретение было полностью описано в связи с предпочтительными вариантами осуществления, очевидно, что модификации могут быть введены в пределах его объема, с рассмотрением такового в качестве ограниченного не данными вариантами осуществления, а объемом последующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ УЗЛА ГЕРМЕТИЧЕСКОЙ ПЕРЕГОРОДКИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2010 |
|
RU2522538C2 |
| ЕДИНАЯ КОНСТРУКЦИЯ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2009 |
|
RU2505453C2 |
| ВНУТРЕННЯЯ КОНСТРУКЦИЯ ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2011 |
|
RU2573692C2 |
| МЕТАЛЛОКОМПОЗИТНАЯ ОПОРА ОСВЕЩЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2655273C1 |
| КОНСТРУКЦИЯ ЗОНЫ ПРИЛОЖЕНИЯ НАГРУЗКИ В ЗАДНЕМ КОНЦЕ ЛЕТАТЕЛЬНОГО АППАРАТА | 2009 |
|
RU2514301C2 |
| ФЮЗЕЛЯЖ ЛЕТАТЕЛЬНОГО АППАРАТА, ИЗГОТОВЛЕННЫЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА, И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2564476C2 |
| УЗЕЛ СТЫКА ОТСЕКОВ ФЮЗЕЛЯЖА САМОЛЕТА И ЕГО ГЕРМОШПАНГОУТ | 2011 |
|
RU2472670C1 |
| СОЕДИНЕНИЕ КОМПОЗИТНЫХ СЕКЦИЙ ФЮЗЕЛЯЖА ВДОЛЬ ОКОННОГО ПОЯСА | 2013 |
|
RU2628262C2 |
| СПОСОБ КОМПЕНСАЦИИ ДОПУСКОВ МЕЖДУ ДВУМЯ ВОЛОКНИСТО-КОМПОЗИТНЫМИ ДЕТАЛЯМИ | 2009 |
|
RU2466059C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФЮЗЕЛЯЖА ЛЕТАТЕЛЬНОГО АППАРАТА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2006 |
|
RU2412859C2 |
Композиционный шпангоут (1) летательного аппарата содержит два сегмента (10, 20), каждый из которых является одиночным единым элементом, изготовленным из композиционного материала, стенку (2), элемент жесткости с множеством перекладин (31, 32, 33) и фитинг (4). Два сегмента (10, 20) соединяются фитингами (4) с использованием заклепок, образуя шпангоут (1) летательного аппарата. Способ изготовления шпангоута (1) содержит этапы, на которых накладывают и отрезают слои волокон, создают преформы слоистой структуры, помещают преформы в форму, прикладывают вакуум, осуществляют инжекцию полимера под давлением, отверждают полимер посредством нагрева и извлекают из формы. Группа изобретений направлена на получение цельной конструкции. 2 н. и 5 з.п. ф-лы, 2 ил.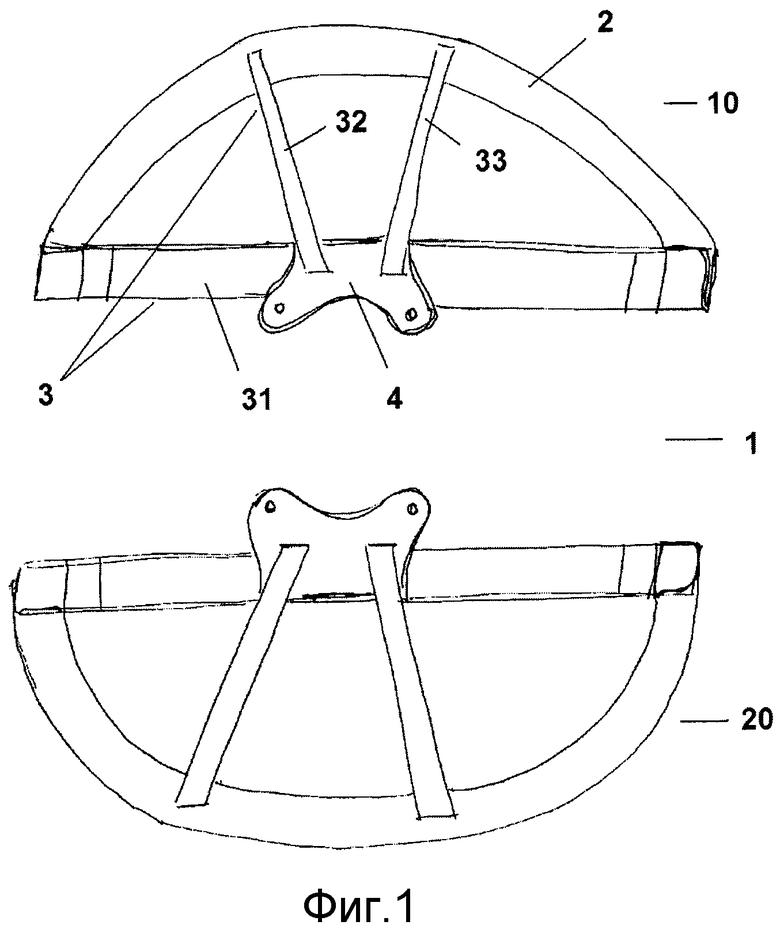
1. Шпангоут (1) летательного аппарата, содержащий два сегмента (10, 20), каждый из этих сегментов (10, 20) является одиночным единым элементом, изготовленным из композиционного материала и содержащим по меньшей мере одну стенку (2), элемент жесткости с множеством перекладин (31, 32, 33) и фитинг (4), при этом два сегмента (10, 20) соединены фитингами (4) с использованием заклепок, образуя шпангоут (1) летательного аппарата.
2. Шпангоут (1) летательного аппарата по п. 1, в котором элемент жесткости содержит по меньшей мере две наклонные перекладины (32, 33) и по меньшей мере одну горизонтальную перекладину (31).
3. Шпангоут (1) летательного аппарата по любому из пп. 1-2, при этом стенка (2) сегментов (10, 20) шпангоута (1) летательного аппарата имеет поперечное сечение, имеющее форму J.
4. Способ изготовления шпангоута (1) летательного аппарата по любому из пп. 1-3, содержащий этапы, на которых:
i. накладывают и отрезают слои волокон,
ii. создают преформы слоистой структуры,
iii. помещают преформы в форму,
iv. прикладывают вакуум,
v. осуществляют инжекцию полимера под давлением,
vi. отверждают полимер посредством нагрева,
vii. извлекают из формы.
5. Способ изготовления шпангоута (1) летательного аппарата по п. 4, в котором слои волокон обрезают перед этапом i до заданной конфигурации вручную посредством электрических устройств или другими обычными автоматизированными процессами, такими как водоструйная обработка, вибрационные ножи или самозатачивающиеся (US) лезвия.
6. Способ изготовления шпангоута (1) летательного аппарата по любому из пп. 4-5, в котором элементы, формирующие сегменты (10, 20), совместно одновременно отверждают в одном цикле отверждения, формируя шпангоут (1) летательного аппарата.
7. Способ изготовления шпангоута (1) летательного аппарата по любому из пп. 4-5, в котором элементы, формирующие сегменты (10, 20), отверждают по отдельности.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ПРИЖИМНОЙ СТОЛИК КАССЕТЫ | 0 |
|
SU346210A1 |
| СПОСОБ ФОРМИРОВАНИЯ СИЛОВОГО ШПАНГОУТА НА ОБОЛОЧКЕ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2356789C1 |

