ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к единой конструкции летательного аппарата, сконструированной из композитного материала, в частности, для фюзеляжей авиационных конструкций или для подобных конструкций летательных аппаратов.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Общеизвестно, что авиационная промышленность требует конструкций, которые, с одной стороны, выдерживают нагрузки, которым они подвержены, удовлетворяя высоким требованиям по прочности и жесткости, а с другой стороны, являются как можно более легкими. Следствием этого требования является все более и более всестороннее использование композитных материалов в главных конструкциях, так как при надлежащем применении упомянутых композитных материалов в результате можно достичь существенного снижения веса относительно конструкции из металлических материалов.
Единые конструкции, в частности, показали себя весьма эффективными в этом отношении. Мы говорим о единой конструкции, когда разные конструктивные элементы производятся за один этап. Это является еще одним преимуществом использования композитных материалов, так как при предварительной обработке их независимых слоев, которые могут наслаиваться в требуемой форме, они обеспечивают возможность повышения монолитности конструкции, которая, более того, часто дает экономию затрат - в равной степени необходимую при конкуренции на рынке - так как есть меньшее количество отдельных частей, которые должны собираться.
Основная конструкция фюзеляжей летательных аппаратов состоит из обшивки, стрингеров и шпангоутов. Обшивка усилена в продольном направлении стрингерами, чтобы уменьшить ее толщину, и с тем, чтобы быть конкурентоспособной по весу, тогда как шпангоуты предотвращают общую неустойчивость фюзеляжа и могут подвергаться местному нагружению. В пределах фюзеляжа летательного аппарата мы можем встретить другие конструктивные элементы, такие как лонжероны, которые служат в качестве обрамления для открытых секций фюзеляжа или служат для поддержки нагрузок, обеспечиваемых полом салона упомянутого летательного аппарата.
Таким образом, конструкция, в большинстве случаев используемая в настоящее время для фюзеляжа, состоит, с одной стороны, из обшивки с монолитными совместно соединенными или совместно отвержденными стрингерами, и, с другой стороны, из шпангоутов, а эти шпангоуты, в свою очередь, могут быть плавающими или набранными, являясь произведенными отдельно и будучи приклепанными впоследствии к обшивке фюзеляжа.
Сборка обшивки плюс стрингеров может производиться в едином технологическом процессе (называемом одностадийным), посредством которого обшивка, коническая или цилиндрическая, получается вместе со стрингерами одной деталью, или, в качестве альтернативы, упомянутая сборка обшивки плюс стрингеров может производиться отдельно несколькими панелями (обшитое панелями решение), которые затем механически соединяются вместе.
Что касается шпангоутов, таковые согласно предшествующему уровню техники могут быть плавающими или набранными. В случае набранных шпангоутов, используемых в настоящее время, технологический процесс производства выполняется на большом количестве этапов. Шпангоуты производятся отдельно, несколькими секциями, и механически присоединяются к обшивке, принимая форму упомянутой обшивки при наложении на нее. Проблема, поставленная этими известными набранными шпангоутами, состоит в том, что необходимо использовать сложную и дорогостоящую инструментальную оснастку, чтобы добиваться сборочных допусков, требуемых для предоставления упомянутым шпангоутам возможности присоединяться к обшивке, принимая во внимание точные аэродинамические и конструктивные требования.
Что касается случая плавающих шпангоутов, известный технологический процесс производства также состоит из нескольких этапов. Шпангоуты производятся отдельно, не считая секций, которые требуются в качестве функции облицовки панелями обшивки, поперечное сечение будет состоять из двух разных частей: с одной стороны, плавающего шпангоута, как такового, и, с другой стороны, основания (детали, называемой «бобышка» или «врезная стяжка»), которое присоединено к обшивке посредством заклепок, и, в свою очередь, сам плавающий шпангоут приклепывается к вышеупомянутому основанию. При этом решении производство плавающего шпангоута упрощается, так что, так как не обязательно копировать форму обшивки, используемая инструментальная оснастка проще, и одновременно исправляется проблема сборочных допусков. Однако это известное решение плавающих шпангоутов имеет недостаток увеличения количества частей, а потому количества требуемых соединений.
В двух уже известных случаях, при набранных шпангоутах и плавающих шпангоутах, необходимы разные сборочные станции и большое количество крепежа (в основном, заклепок), которые приводит к избыточному весу, высоким затратам на производство и сборку, и к необходимости большей логистической емкости.
Вот почему в последние годы много усилий было посвящено достижению постоянно нарастающего уровня монолитности при производстве фюзеляжей из композитного материала, с тем чтобы избежать недостатков вышеупомянутых известных решений. Проблема, вызванная этой монолитностью, в основном состоит в создании достаточного давления на всех элементах во время технологического процесса совместного отверждения.
В результате этих усилий есть несколько патентов, которые описывают способы производства, которые с помощью специальной инструментальной оснастки отверждения дают возможность объединять в одно целое некоторые из типичных конструктивных элементов, собирая оставшиеся элементы на следующих этапах сборки. Это так для патентов WO 2008/025860 A1, WO 2006001860 A2 и US 2006231682 A1.
Эти патенты сосредотачиваются на инструментальной оснастке, которая дает возможность производить законченную конструкцию (обшивку одной деталью, стрингеры и основания шпангоутов) только одним технологическим процессом отверждения.
Патент US 2006231682 A1 основан на наслаивании основных конструктивных элементов по отдельности и с использованием надлежащей инструментальной оснастки, отверждение их вместе. Проблема, которая имеется в этом патенте, состоит в том, что, так как необходимо выполнять наслаивание и формирование многих частей, затраты на производство очень высоки, а кроме того, нагрузки передаются между различными основными конструктивными элементами через соединяемые поверхности раздела, и могут быть проблемы отклеивания в упомянутых зонах соединения.
Задачей настоящего изобретения является устранение недостатков, которые возникли раньше.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, настоящее изобретение относится к единой конструкции фюзеляжа из композитного материала для летательного аппарата, которая содержит основную обшивку, стрингеры, упомянутые стрингеры имеют поперечное сечение омега, Т и т.д., и U-образные элементы, все из вышеизложенного является совместно отверждаемым. Композитным материалом может быть углеродное волокно или стекловолокно с термореактивным или термопластическим полимером. Концепция монолитного фюзеляжа согласно этому изобретению применима как к однопредметным фюзеляжам, так и к обшитым панелями фюзеляжам. Основная область применения содержит фюзеляжи авиационных конструкций, хотя изобретение также может применяться к другим конструкциям с подобными характеристиками, например кессонным конструкциям для объединения в одно целое реберных поясов.
Согласно изобретению секция фюзеляжа формируется, начиная с отдельных элементов U-образного сечения, которые предполагают различные конструктивные функции, образуя одновременно часть шпангоута и обшивки. При соединении этих U-образных элементов с основной обшивкой и стрингерами перед заключительной фазой совместного отверждения получается законченная единая конструкция.
Это означает обладание всеми преимуществами, которые дает монолитная конструкция, такими как экономия затрат при производстве, поскольку композитный материал требует довольно дорогостоящего технологического процесса отверждения, и вследствие монолитности сокращается количество циклов отверждения, а отсюда, затраты, и одновременно он обеспечивает более равномерную передачу нагрузок между элементами, которые составляют конструкцию.
Таким образом, конструкция фюзеляжа летательного аппарата согласно изобретению будет объединять в одно целое обшивку со стрингерами и основаниями шпангоутов, чтобы извлекать выгоду из преимуществ сборки от использования плавающих шпангоутов, а также упрощения, которое является следствием производства упомянутых шпангоутов, не требуя большего количества элементов, а потому без создания проблемы количества соединений.
Соответственно настоящее изобретение, с одной стороны, относится к единой конструкции фюзеляжа летательного аппарата со следующими характеристиками: конструкция содержит обшивку, стрингеры и основания шпангоутов таким образом, что все объединяется в одно целое, и законченная конструкция фюзеляжа получается единой деталью, без необходимости использовать заклепки или соединения; основания шпангоутов вышеупомянутой конструкции сформированы из непрерывных U-образных элементов, которые выполняют двойственную конструктивную функцию, действуя как в качестве обшивки, так и в качестве собственно Т-образных оснований шпангоута, упомянутой конструкции фюзеляжа; основания шпангоутов по изобретению, объединяемые в одно целое, не должны присоединяться заклепками или клеевыми соединениями к конструкции фюзеляжа, тем самым уменьшая количество соединений, таким образом, сводя на нет вероятность отклеивания и сокращая время сборки.
Более того, изобретение, с другой стороны, относится к способу производства единой конструкции фюзеляжа, которая была описана, упомянутый способ содержит следующие этапы:
a) наслаивание слоев композитного материала;
b) фальцевание стоп для формирования стрингеров конструкции;
c) фальцевание стоп для формирования U-образных элементов, из которых формируются основания шпангоутов конструкции;
d) размещение стрингеров и U-образных элементов в инструментальной оснастке отверждения;
e) наложение или наслаивание обшивки на вышеупомянутой сборке, образованной стрингерами и U-образными элементами;
f) отверждение вышеупомянутой законченной конструкции применением одиночного цикла давления и температуры.
Другие характеристики и преимущества настоящего изобретения станут ясными из последующего подробного описания типичного варианта осуществления его цели, со ссылкой на прилагаемые чертежи.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
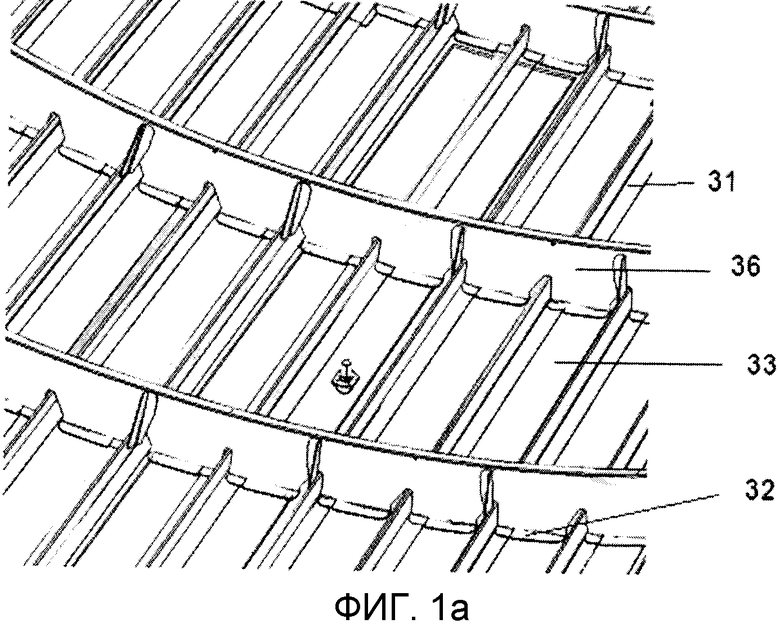
Фиг. 1a схематично показывает фюзеляж летательного аппарата с известными набранными шпангоутами.
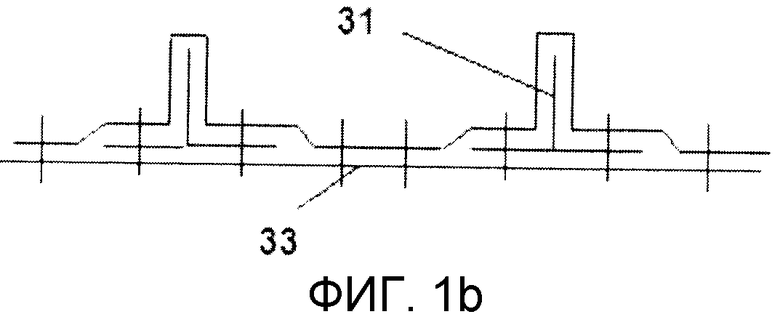
Фиг. 1b показывает вид спереди с Т-образными стрингерами фюзеляжного узла летательного аппарата с известными набранными шпангоутами.
Фиг. 1d показывает вид спереди с омега-образными стрингерами фюзеляжного узла летательного аппарата с известными набранными шпангоутами.
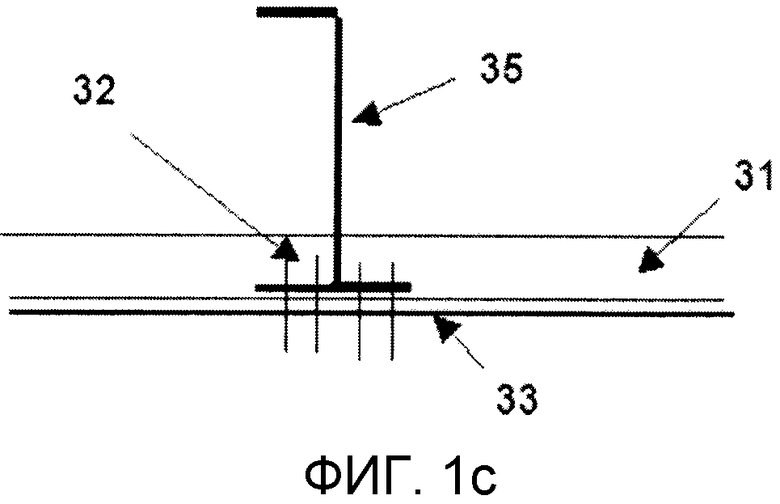
Фиг. 1с и 1e показывают схематическое представление поперечного сечения фюзеляжного узла летательного аппарата с известными набранными шпангоутами.
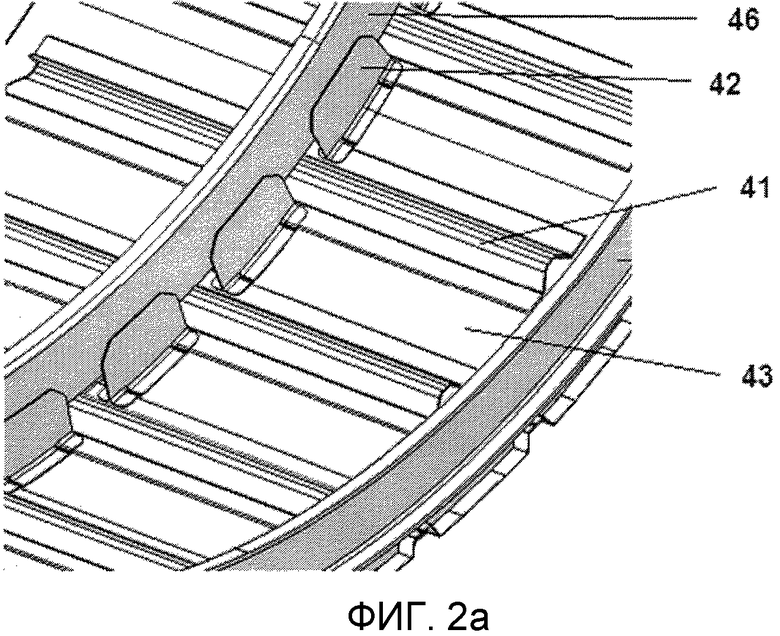
Фиг. 2а схематично показывает фюзеляж летательного аппарата с известными плавающими шпангоутами.
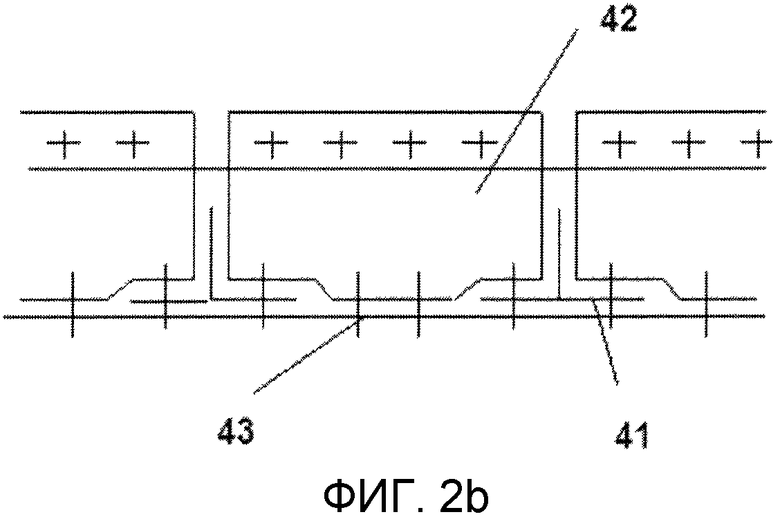
Фиг. 2b показывает вид спереди с Т-образными стрингерами фюзеляжного узла летательного аппарата с известными плавающими шпангоутами.
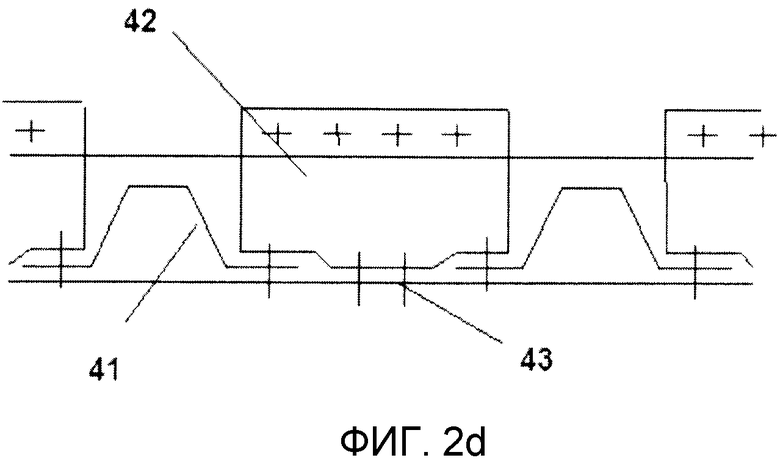
Фиг. 2d показывает вид спереди с омега-образными стрингерами фюзеляжного узла летательного аппарата с известными плавающими шпангоутами.
Фиг. 2с показывает схематическое представление поперечного сечения фюзеляжного узла летательного аппарата с известными плавающими шпангоутами.
Фиг. 3 показывает концепцию монолитных оснований шпангоутов согласно настоящему изобретению.
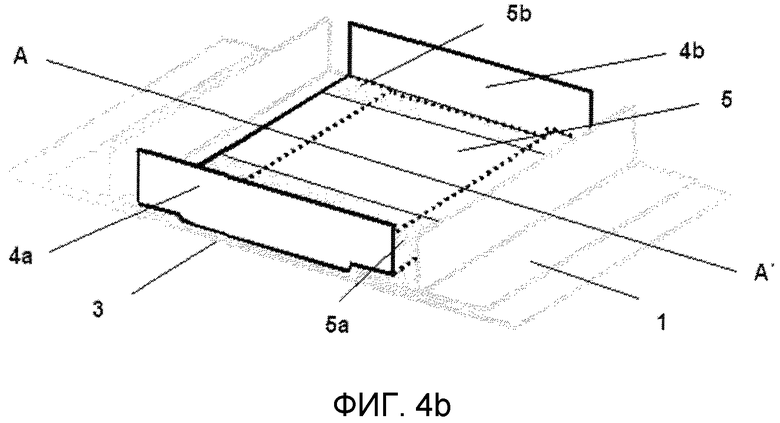
Фиг. 4а и 4b схематически показывают фюзеляж летательного аппарата, включающий в себя концепцию монолитных оснований шпангоутов как для омега-образных, так и для Т-образных стрингеров соответственно согласно настоящему изобретению.
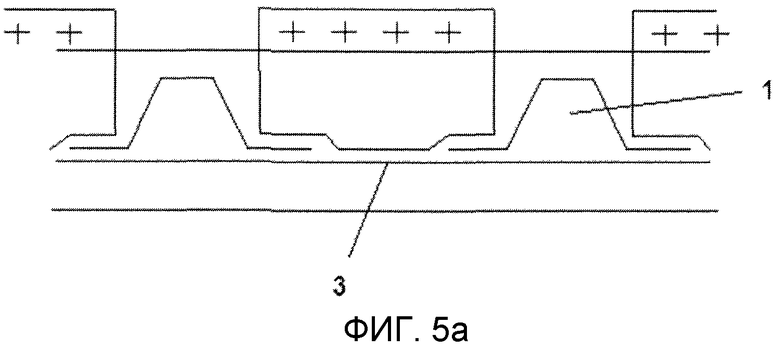
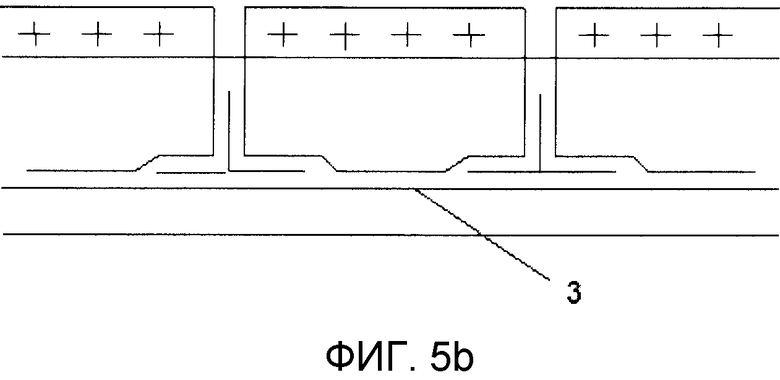
Фиг. 5а и 5b схематически показывают сечение А-А' на Фиг. 4а и 4b для фюзеляжа как с омега-образными, так и Т-образными стрингерами соответственно согласно настоящему изобретению.
Фиг. 6 схематически показывает на виде сверху наслаивание U-образного элемента по изобретению, включающего в себя элементы жесткости, которые объединяют часть обшивки фюзеляжа летательного аппарата и две L-образные половины, которые, когда присоединены к L-образным половинам соседних U-образных элементов, образуют монолитную Т-образную оснований шпангоута.
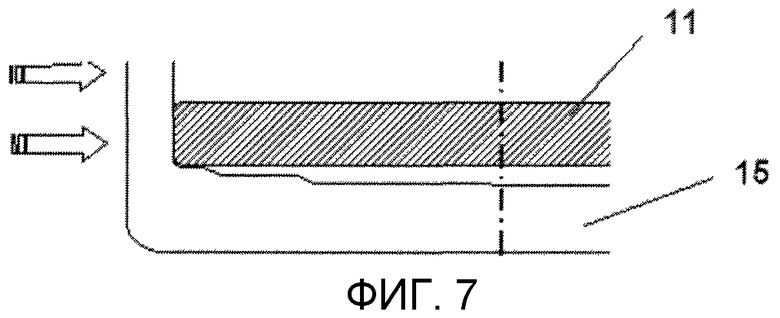
Фиг. 7 схематически показывает концепцию фальцевания монолитных U-образных элементов согласно настоящему изобретению.
Фиг. 8а и 8b показывает соединение двух U-образных элементов согласно концепции монолитного основания шпангоутов, как для омега-образных, так и для Т-образных стрингеров соответственно согласно настоящему изобретению.
Фиг. 9 показывает сечение В-В' по Фиг. 8а и 8b, указывающее положение ровинга в соединении U-образных элементов, которые образуют монолитное основание шпангоута согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Конструкции фюзеляжа летательного аппарата, которые применяют известные набранные шпангоуты, представляют собой шпангоуты 36, которые, в свою очередь, содержат полку 35, основание 32 шпангоута, стрингеры 31 и обшивку 33, упомянутое основание 32 приклепано к обшивке 33. Детали этой конфигурации могут быть видны на Фиг. 1a-1e.
С другой стороны, конструкции фюзеляжа летательного аппарата, которые применяют известные плавающие шпангоуты, содержат две разные детали, плавающий шпангоут 46, как таковой, и основание 42. Более того, они включают в себя обшивку 43, к которой основания 42 присоединены заклепками, и стрингеры 41, к которым также присоединены вышеупомянутые основания 42. Эта конструкция может быть видна на Фиг. 2а-d.
Таким образом, настоящее изобретение предлагает единую конструкцию фюзеляжа летательного аппарата, которая содержит основную обшивку 3, продольные элементы жесткости, или стрингеры 1, и U-образные элементы 15, таким образом, что полученная единая конструкция более эффективна, что касается прочности, жесткости и малого веса. Более того, такая единая конфигурация означает экономию в затратах на производство и сборку.
Фюзеляж согласно настоящему изобретению содержит основную обшивку 3, отличающуюся тем, что она выдерживает поперечные нагрузки и, главным образом, нагружение на плоский срез. Чтобы добиться достаточной осевой жесткости основной обшивки 3 и укрепить ее в отношении выгибания, без увеличения ее толщины, используются стрингеры 1. Стрингеры 1, в основном, выдерживают продольные нагрузки конструкции.
Более того, фюзеляж согласно изобретению дополнительно содержит многочисленные плавающие шпангоуты, которые, главным образом, должны выдерживать поперечные нагрузки конструкции, сохраняя поверхность аэродинамической и предотвращая общую неустойчивость фюзеляжа. Эти плавающие шпангоуты будут приклепаны к элементам, которые образуют основания шпангоутов согласно изобретению.
Поэтому и с конструктивной точки зрения фюзеляж согласно изобретению содержит:
- обшивку, усиленную в продольном направлении стрингерами;
- плавающие шпангоуты, которые будут приклепаны к элементам, которые образуют основания шпангоутов, и
- основания шпангоутов.
Более того, технологический процесс изготовления, предложенный согласно изобретению, является дальнейшим усовершенствованием описанного ранее. В момент наслаивания слоев волокна 7, как может быть видно из Фиг. 6, согласно концепции основания шпангоута согласно изобретению, U-образные элементы 15, содержащие часть 5 и две L-образных секции, 4а+5а и 4b+5b, будут формироваться по отдельности. Часть 5 вместе с основной обшивкой 3 будут объединять в одно целое законченную обшивку фюзеляжа летательного аппарата. Более того, L-образные секции 4а+5а и 4b+5b U-образного элемента 15, когда присоединены к L-образным секциям соседних U-образных элементов 15, будут формировать монолитное конструктивное Т-образное основание шпангоута согласно изобретению. Каждый из вышеупомянутых элементов выполняет различные конструктивные функции, а при соединении их вместе мы получаем требуемую законченную конфигурацию. На конечном этапе законченная конструкция, содержащая основную обшивку 3, стрингеры 1 и U-образные элементы 15, отверждается за единственный цикл, и получается полностью единая конструкция фюзеляжа.
Слоистые изделия U-образных элементов 15, если требуется, могут включать в себя элементы 6 жесткости, интегрированные в зонах фальцевания, для обеспечения точной добавочной толщины для монолитных Т-образных оснований шпангоутов согласно изобретению.
Таким образом, изобретение обеспечивает, даже из наслоения слоев волокна 7, реальную монолитность вышеупомянутой конструкции, так что U-образными элементами успешно выполняются одновременно две конструктивных функции: в качестве основания шпангоута и в качестве обшивки. Наслоение слоев волокна 7 предназначено и оптимизировано для выполнения этой двойственной функции, описанной выше. Более того, так как основания шпангоутов являются монолитными, это решает проблему возможного отклеивания в зонах соединения между основаниями шпангоутов и обшивкой.
Композитный материал, используемый в элементах конструкции, может содержать углеродные волокна или стекловолокна. Полимер будет иметь термопластический или термореактивный тип (эпоксидный, бисмалеимидный, фенольный, и т.д.). Композитный материал может быть предварительно пропитанным или сухим волокном. Фюзеляж может быть обшитым панелями (обшивка не является законченной бочкообразной оболочкой, но составлена из нескольких панелей), или он может быть получен из законченной бочкообразной оболочки.
Подробные этапы предпочтительного технологического процесса производства для изготовления законченного фюзеляжа летательного аппарата единой деталью описаны ниже. Технологический процесс содержит следующие этапы:
a) прежде всего, слои композитного материала 7 наслаиваются на плоское или изогнутое основание, ручным или автоматическим способом (автоматическим лентоукладчиком, размещением волокон, и т.д.), которые составляют U-образные элементы 15: эти стопы также могут включать в себя элементы 6 жесткости, как в продольном, так и поперечном направлениях, для оптимизации наслаивания в любой секции, в зависимости от того, будет ли она формировать часть панели обшивки или основания шпангоута;
b) затем с использованием ручного или автоматического способа (автоматического лентоукладчика, размещения волокна, и т.д.) наслаиваются слои композитного материала, которые составляют стрингеры 1;
c) затем стопа, полученная на этапе а), фальцуется, чтобы сформировать U-образные элементы 15: это фальцевание может выполняться различными способами, например применением цикла температуры и вакуума, который формует стопу с требуемой геометрией посредством подходящего инструментального средства 11, которое копирует ее внутреннюю геометрию, Фиг. 7;
d) затем стопа, полученная на этапе b), фальцуется, чтобы сформировать стрингеры 1;
e) затем U-образные элементы 15 размещаются в инструментальной оснастке отверждения вместе со стрингерами 1, Фиг. 8а и 8b; возможно, что на этом этапе может быть необходимым вставлять ровинг 10 (однонаправленные ленты волокна, которые должны быть из того же материала, что используется в стопах, или совместимого материала) для предотвращения пористости, скоплений полимера и, таким образом, обеспечения оптимального совместного отверждения, Фиг. 9;
f) на следующем этапе основная обшивка 3 наслаивается или накладывается непрерывно целой бочкообразной оболочкой (одним предметом) или поделенной на панели, посредством ручного или автоматического технологического процесса (размещения волокна, и т.д.): инструментальная оснастка для выполнения этого технологического процесса может быть конической, цилиндрической или сектором упомянутого конуса или упомянутого цилиндра в зависимости от того, является ли она однопредметным изделием (цилиндрической или конической секцией) или обшитой панелями секцией;
g) на следующем этапе законченная конструкция отверждается применением единственного цикла давления и температуры с помощью надлежащей системы технологической оснастки, которая может быть внутри или снаружи конструкции, чтобы обеспечить необходимое сжатие всех из зон упомянутой конструкции, и законченная конструкция может совместно отверждаться (если все из частей, основная обшивка 3, стрингеры 1 и U-образные элементы 15 не отверждены), совместно соединяться (например, если U-образные элементы 15 были предварительно отверждены) или соединяться по порядку.
В случае, когда U-образные элементы 15 были отверждены ранее (совместного соединения), является ли композитный материал препреговым или предварительно пропитанным материалом, либо сухим волокном, вышеупомянутый технологический процесс включает в себя дополнительный этап, перед этапом e), а именно этап для отверждения U-образных элементов 15. Если композитный материал является сухим волокном, будут использоваться технологические процессы трансферного формирования пластмасс (RTM).
В вариантах осуществления, которые мы описали только что, можно вносить модификации в пределах объема, определенного последующей формулой изобретения.







Изобретение относится к единой конструкции летательного аппарата, сконструированной из композитного материала, и касается фюзеляжей летательных аппаратов. Конструкция фюзеляжа содержит обшивку и стрингеры (1). Обшивка содержит часть (5) обшивки и основную обшивку (3). При этом конструкция фюзеляжа содержит U-образные элементы (15), каждый из которых содержит две L-образные секции (4а+5а и 4b+5b) вместе с частью (5) обшивки таким образом, что эти U-образные элементы (15) выполняют в конструкции две конструктивные функции одновременно, действуя в качестве оснований шпангоутов и в качестве обшивки, обеспечивая единую конструкцию фюзеляжа без заклепок или стыков. U-образные элементы (15) включают в себя элементы (6) жесткости для обеспечения точной добавочной толщины в зонах фальцовки элементов (15). При производстве единой конструкции фюзеляжа наслаивают слои композитного материала (7), которые составляют U-образные элементы (15); наслаивают слои композитного материала, которые составляют стрингеры (1). Далее фальцуют стопы, чтобы сформировать U-образные элементы (15) и стрингеры (1). Размещают U-образные элементы (15) в инструментальной оснастке отверждения вместе со стрингерами (1) и наслаивают основную обшивку (3). Затем отверждают законченную конструкцию прикладыванием давления и температуры, обеспечивая необходимое уплотнение всех зон конструкции. Достигается увеличение прочности, жесткости и снижение веса. 2 н. и 11 з.п. ф-лы, 18 ил.
1. Конструкция фюзеляжа летательного аппарата, изготовленная из композитного материала, содержащая обшивку и стрингеры (1), отличающаяся тем, что обшивка содержит часть (5) обшивки и основную обшивку (3), а упомянутая конструкция дополнительно содержит U-образные элементы (15), каждый из которых, в свою очередь, содержит две L-образные секции (4а+5а и 4b+5b) вместе с частью (5) обшивки, таким образом, что эти U-образные элементы (15) выполняют в упомянутой конструкции две конструктивные функции одновременно, действуя в качестве оснований шпангоутов и в качестве обшивки, обеспечивая единую конструкцию фюзеляжа без заклепок или стыков, причем U-образные элементы (15) включают в себя элементы (6) жесткости для обеспечения точной добавочной толщины в зонах фальцовки упомянутых элементов (15).
2. Конструкция фюзеляжа летательного аппарата, изготовленная из композитного материала, по п.1, отличающаяся тем, что композитный материал содержит углеродные волокна или стекловолокна.
3. Конструкция фюзеляжа летательного аппарата, изготовленная из композитного материала, по п.1, отличающаяся тем, что полимер композитного материала имеет термореактивный или термопластический тип.
4. Конструкция фюзеляжа летательного аппарата, изготовленная из композитного материала, по п.1, отличающаяся тем, что композитный материал является предварительно пропитанным или является сухим волокном.
5. Конструкция фюзеляжа летательного аппарата, изготовленная из композитного материала, по п.1, отличающаяся тем, что фюзеляж обшит панелями или образован законченной бочкообразной оболочкой.
6. Способ производства единой конструкции фюзеляжа летательного аппарата, изготовленной из композитного материала, по п.1, отличающийся тем, что он содержит следующие этапы, на которых:
a) наслаивают слои композитного материала (7), которые составляют U-образные элементы (15);
b) наслаивают слои композитного материала, которые составляют стрингеры (1);
c) фальцуют стопу, полученную на этапе a), чтобы сформировать U-образные элементы (15);
d) фальцуют стопу, полученную на этапе b), чтобы сформировать стрингеры (1);
e) размещают U-образные элементы (15) в инструментальной оснастке отверждения вместе со стрингерами (1);
f) наслаивают основную обшивку (3) и
g) отверждают законченную конструкцию прикладыванием давления и температуры, обеспечивая необходимое уплотнение всех зон упомянутой конструкции.
7. Способ производства единой конструкции фюзеляжа летательного аппарата по п.6, отличающийся тем, что наслаивание слоев композитного материала (7) на этапах а) и b) выполняется ручным или автоматическим способом.
8. Способ производства единой конструкции фюзеляжа летательного аппарата по любому из п.п.6 или 7, отличающийся тем, что стопы U-образных элементов (15) на этапе а) включают в себя элементы (6) жесткости как в продольном, так и поперечном направлении, для оптимизации упомянутых стоп.
9. Способ производства единой конструкции фюзеляжа летательного аппарата по п.п.6 или 7, отличающийся тем, что на этапе c) фальцевание U-образных элементов (15) выполняется циклом температуры и вакуума с использованием инструментальной оснастки (11).
10. Способ производства единой конструкции фюзеляжа летательного аппарата по п.п.6 или 7, отличающийся тем, что на этапе е) вводится ровинг (10) для предотвращения пустот, скоплений полимера и чтобы обеспечить оптимальное совместное отверждение.
11. Способ производства единой конструкции фюзеляжа летательного аппарата по п.п.6 или 7, отличающийся тем, что на этапе f) используется коническая или цилиндрическая инструментальная оснастка или сектор в зависимости от того, одностадийный ли это процесс или обшитая панелями секция.
12. Способ производства единой конструкции фюзеляжа летательного аппарата по п.п.6 или 7, отличающийся тем, что единая конструкция совместно отверждается, совместно соединяется или соединяется по порядку.
13. Способ производства единой конструкции фюзеляжа летательного аппарата по п.п.6 или 7, отличающийся тем, что перед этапом е) в случае, когда U-образные элементы (15) были отверждены ранее, есть дополнительный этап отверждения посредством трансферного формования пластмасс (RTM), когда композитный материал является сухим волокном.
| US 5223067 A, 29.06.1993 | |||
| US 7074474 B2, 11.07.2006 | |||
| US 6613258 B1, 02.09.2003 | |||
| SU 1777297 A1, 20.05.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ОПРАВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА ИЗГОТОВЛЕНИЯ ПЛАНЕРА САМОЛЕТА И ЭЛЕМЕНТЫ ПЛАНЕРА САМОЛЕТА ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312790C1 |

