Изобретение относится к методам диагностики фрикционных соединений металлоконструкций с высокопрочными болтами, но может быть использовано для определения фактического напряженно-деформированного состояния болтовых соединений в различных конструкциях, в частности стальных мостовых конструкциях, как находящихся в эксплуатации, так и при подготовке отдельных узлов к монтажу.
Мостовые пролетные металлоконструкции соединяются с помощью сварки (неразъемные), а также с помощью болтовых фрикционных соединений, в которых передача усилия обжатия соединяемых элементов высокопрочными метизами осуществляется только силами трения по контактным плоскостям усилием обжатия болтов до 22 т и выше.
Расчетное предельное состояние фрикционного соединения характеризуется наступлением общего сдвига по среднему ряду болтов. Сдвигающее усилие, отнесенное к одному высокопрочному болту и одной плоскости трения, определяют по формуле:
 где k - обобщенный коэффициент однородности, включающий также коэффициент работы мостов m1=0,9; m2 - коэффициент условий работы соединения; Рн - нормативное усилие натяжения болта; fн - нормативный коэффициент трения.
где k - обобщенный коэффициент однородности, включающий также коэффициент работы мостов m1=0,9; m2 - коэффициент условий работы соединения; Рн - нормативное усилие натяжения болта; fн - нормативный коэффициент трения.
В настоящее время основным нормативными показателями несущей способности фрикционных соединений с высокопрочными болтами, которые отражаются в проектной документации, являются усилие натяжения болта и нормативный коэффициент трения, с учетом условий работы фрикционного соединения. Нормативное усилие натяжения болтов назначается с учетом механических характеристик материала и его определяют по формуле:  , где Р - усилие натяжения болта (кН); М - крутящий момент, приложенный к гайке для натяжения болта на заданное нормативное усилие, (Нм); d - диаметр болта (мм); k - коэффициент, который должен быть в пределах 0,17-0,22 при коэффициенте трения (f≥0,55).
, где Р - усилие натяжения болта (кН); М - крутящий момент, приложенный к гайке для натяжения болта на заданное нормативное усилие, (Нм); d - диаметр болта (мм); k - коэффициент, который должен быть в пределах 0,17-0,22 при коэффициенте трения (f≥0,55).
Как на стадии сборки соединений, так и в случае проведения ремонтных работ с разборкой ранее выполненных соединений важными являются вопросы оценки коэффициентов трения по соприкасающимся поверхностям соединяемых элементов. Этот вопрос приобретает особую актуальность в случае сочетания металлических поверхностей, находящихся в эксплуатации с новыми элементами, а также для оценки возможности повторного использования высокопрочных болтов. В качестве нормативного коэффициента трения принимается среднестатистическое значение, определенное по возможно большему объему экспериментального материала раздельно для различных методов подготовки контактных поверхностей.
Практикой выполнения монтажных работ установлено, что наиболее эффективно сдвигоустойчивость контактных соединений выполняется при коэффициенте трения поверхностей f≥0,55. Это значение можно принять в качестве основного критерия сдвигоустойчивости, и оно соответствует исходному значению Ктр. для монтируемых стальных контактных поверхностей, обработанных непосредственно перед сборкой абразивно-струйным методом с чистотой очистки до степени Sa 2,5 и шероховатостью Rz≥40 мкм. Сдвигающие усилия определяют обычно по показаниям испытательного пресса, а обжимающие - по суммарному усилию натяжения болтов. Отклонение усилия натяжения и возможные их изменения при эксплуатации могут приводить к тем или иным неточностям в определении коэффициентов трения.
Частично, указанная проблема сохранения требуемой шероховатости контактных поверхностей и обеспечения требуемой величины f≥0,55 решена применением разработанного НПЦ Мостов съемного покрытия «Контакт» (патент РФ №2344149 на изобретение «Антикоррозионное покрытие и способ его нанесения», которое обеспечивает временную защиту от коррозии отдробеструенных в условиях завода колотой стальной дробью контактных поверхностей мостовых пролетных конструкций на период их транспортировки и хранения в течение 1-1,5 лет (до начала монтажных работ на строительном объекте). Непосредственно перед монтажом покрытие «Контакт» подрезается ножом и ручным способом легко снимается «чулком» с контактных поверхностей, после чего сборка конструкций может производиться без проведения дополнительной абразивно-струйной очистки.
Однако в связи с тем, что в обычной практике проведение монтажно-транспортных операций с пролетными строениями осуществляется с помощью захватов, фиксируемых в отверстиях контактных поверхностей, временное защитное покрытие «Контакт» в районе установки захватов повреждается. На строительном объекте приходится производить повторную абразивно-струйную обработку присоединительных поверхностей, т.к. они после длительной эксплуатации на открытом воздухе обильно покрыты продуктами ржавления. Выполнение дополнительной очистки значительно увеличивает трудоемкость монтажных работ. Кроме того, в условиях открытой атмосферы и удаленности строительных площадок мостов от промышленных центров требуемые показатели очистки металла труднодостижимы, что, в конечном счете, вызывает снижение фрикционных показателей, соответственно снижение усилий обжатия высокопрочных метизов, а следовательно, приводят к снижению качества монтажных работ.
Эксплуатация мостовых конструкций, срок службы которых составляет 80-100 лет, подразумевает постоянное воздействие на контактные соединения климатических факторов, соответствующих в пределах Российской Федерации умеренно-холодному климату (У1), а также циклических сдвиговых нагрузок от транспорта, движущегося по мостам, поэтому со временем требуется замена узлов металлоконструкции. Более того, в настоящее время обработка металлических поверхностей металлоконструкций осуществляется в заводских условиях, и при поставке их указываются сведения об условиях обработки поверхности, усилие натяжения высокопрочных болтов и т.п.
Однако момент поставки и монтаж металлоконструкции может разделять большой временной период, поэтому возникает необходимость проверки фактической надежности работы фрикционного соединения с высокопрочными болтами перед монтажом, для обеспечения надежности при их эксплуатации, причем возможность проверки предусмотрена условиями поставки посредством приложения тестовых пластин
Анализ тенденций развития и современного состояния проблемы в целом свидетельствует о необходимости совершенствования диагностической и инструментальной базы, способствующей повышению эффективности реновационных и ремонтных работ конструкций различного назначения.
Качество фрикционных соединений на высокопрочных болтах, в конечном итоге, характеризуется отсутствием сдвигов соединяемых элементов при восприятии внешней нагрузки как на срез, так и растяжение. Сопротивление сдвигу во фрикционных соединениях можно определять по формуле:
 где
где
Rbh - расчетное сопротивление растяжению высокопрочного болта; Yb - коэффициент условий работы соединения, зависящий от количества (n) болтов, необходимых для восприятия расчетного усилия; Abn - площадь поперечного сечения болта; f - коэффициент трения по соприкасающимся поверхностям соединенных элементов; Yh - коэффициент надежности, зависящий от способа натяжения болтов, коэффициента трения f, разницы между диаметрами отверстий и болтов, характера действующей нагрузки (Рабер Л.М. Соединения на высокопрочных болтах, Днепропетровск: Системные технологии, 2008 г., с.8-10).
Известен способ определения коэффициента закручивания резьбового соединения (патент РФ №2148805, G01L 5/24, опубл. 10.05.2000 г.), заключающийся в отношении измеряемого момента закручивания гайки к произведению определяемого усилия натяжения болта на его диаметр. Измерения проводят без извлечения болта из конструкций, путем затягивания гайки на контролируемую величину угла ее поворота от исходного положения с замером значения момента закручивания в области упругих деформаций и определения приращения момента затяжки. Приращение усилия натяжения болта определяют по формуле (4):
 где
где
А, А22 - площади поперечного сечения, мм2; a, a22 - шаг резьбы испытываемого болта и болта диаметром 22 мм2; αi - угол поворота гайки от исходного положения; σ - толщина пакета деталей, соединенных испытываемым болтом, мм.
Следует отметить, что измерение значения момента закручивания гайки производятся с неизвестными коэффициентами трения контактных поверхностей и коэффициентом закручивания, т.к. затягивание гайки на заданную величину поворота (α=60°) от исходного положения производят после предварительного ее ослабления, поэтому он может отличаться от расчетного (нормативного), что не позволяет определить фактические значения усилий в болтах как при затяжке, так и при эксплуатационных нагрузках. Невозможность точной оценки усилий приводит к необходимости выбора болтов и их количества на основании так называемого расчета в запас.
В процессе патентного поиска выявлено много устройств, реализующих измерение усилия сдвига (силы трения покоя), например (патенты РФ №2116614, 2155942 и др.). В них усилие в момент сдвига фиксируется с помощью электрического сигнала или заранее оттарированной шкалы динамометрического ключа, но точность измерения и область возможного применения их ограничена, т.к. не позволяет реализовать как при сборочном монтаже металлоконструкций, так и в процессе их эксплуатации с целью проведения восстановительного ремонта.
Известен способ определения деформации болтового соединения, который заключается в том, что две пластины 1 и 2 устанавливают на накладке 3, скрепляют пластины 1 и 2 с накладкой 3 болтами 4 и 5, расположенными на одной оси, к пластинам 1 и 2 прикладывают усилие нагружения и определяют величину смещения между ними. О деформации судят по отношению между величиной смещения между пластинами 1 и 2 и приращением усилия нагружения, при этом величину смещения определяют между пластинами 1 и 2 вдоль оси, на которой расположены болты 4 и 5 (Патент №1753341, опубл. 07.08. 1992 г.). На практике этого может и не быть, если болты, например, расположены несимметрично по отношению к направлению действия продольной силы N, в силу чего часть контактных площадей будет напряжена интенсивнее других. Поэтому сдвиг в них может произойти раньше, чем в менее напряженных. В итоге, это может привести к более раннему разрушению всего соединения.
Наиболее близким техническим решением к заявляемому изобретению является способ определения несущей способности фрикционного соединения с высокопрочными болтами (Рабер Л.М. Соединения на высокопрочных болтах, Днепропетровск: Системные технологии, 2008 г., с.35-36). Сущность способа заключается в определении усилия сдвига посредством образцов-свидетелей, который заключается в том, что образцы изготавливают из стали, применяемых и собираемых конструкциях. Контактные поверхности обрабатывают по технологии, принятой в проекте конструкций. Образец состоит из основного элемента и двух накладок, скрепленных высокопрочным болтом с шайбами и гайкой. Сдвигающие или растягивающие усилия испытательной машины определяют по показаниям прибора. Затем определяют коэффициент трения, который сравнивают с нормативным значением и в зависимости от величины отклонения осуществляют меры по повышению надежности работы металлоконструкции, в основном, путем повышения коэффициента трения.
К недостаткам способа относится то, что отклонение усилий натяжения и возможные их изменения в процессе нагружения образцов могут приводить к тем или иным неточностям в определении коэффициента трения, т.к. коэффициент трения может меняться и по другим причинам как климатического, так и эксплуатационного характера. Кроме того, неизвестно при каком коэффициенте «k» определялось расчетное усилие натяжения болтов, поэтому фактическое усилие сдвига нельзя с достаточной точностью коррелировать с усилием натяжения. Следует отметить, что в качестве сдвигающего устройства применяются специальные средства (пресса, испытательные машины), которых на объекте монтажа или сборки металлоконструкции может не быть, поэтому желательно применить более точное и надежное устройство для определения усилия сдвига.
Технической задачей предполагаемого изобретения является разработка способа обеспечения несущей способности фрикционного соединения с высокопрочными болтами, устраняющего недостатки, присущие прототипу и позволяющие повысить надежность монтажа и эксплуатации металлоконструкций с высокопрочными болтами.
Технический результат достигается за счет того, что в известный способ обеспечения несущей способности фрикционного соединения с высокопрочными болтами, включающий приготовление образца-свидетеля, содержащего основной элемент металлоконструкции и накладку, контактирующие поверхности которых предварительно обработаны по проектной технологии, соединяют их высокопрочным болтом и гайкой при проектном значении усилия натяжения болта, устанавливают устройство для определения усилия сдвига и постепенно увеличивают нагрузку на накладку до момента ее сдвига, фиксируют усилие сдвига и затем сравнивают его с нормативной величиной показателя сравнения, в зависимости от величины отклонения осуществляют необходимые действия, внесены изменения, а именно:
- в качестве показателя сравнения используют расчетное усилие натяжения, высокопрочного болта, полученное при заданном (проектном) значении величины k;
- в качестве устройства для определения усилия сдвига на образце-свидетеле используют устройство, защищенное патентом РФ №88082 на полезную модель, обладающее рядом преимуществ и обеспечивающее достоверность и точность измерения усилия сдвига.
В зависимости от отклонения отношения между усилием сдвига и усилием натяжения высокопрочного болта от оптимального значения, для обеспечения надежности работы фрикционного соединения металлоконструкции при монтаже ее изменяют натяжение болта и/или проводят дополнительную обработку контактирующих поверхностей.
В качестве показателя сравнения выбрано усилие натяжения болта, т.к. в процессе проведенных исследований установлено, что оптимальным отношением усилия сдвига к усилию натяжения болта равно 0,56-0,60.
Учитывая то, что при проектировании предусмотрена возможность увеличения усилия закручивания высокопрочных болтов на 10-20%, то это действие позволяет увеличить сопротивление сдвигу, если отношение усилия сдвига к усилию натяжения болта отличается от оптимального в пределах 0,50-0,54. Если же это отношение меньше 0,5, то кроме увеличения усилия натяжения высокопрочного болта необходимо проведение дополнительной обработки контактирующих поверхностей, т.к. при значительном увеличении момента закручивания можно сорвать резьбу, поэтому увеличивают коэффициент трения. Если же величина отношения усилия сдвига к усилию натяжения более 0,60, это означает, что усилие натяжения превышает нормативную величину, и для надежности металлоконструкции натяжение можно ослабить, чтобы не сорвать резьбу.
Использование вышеуказанного устройства для определения усилия сдвига обусловлено тем, что оно является переносным и обладает рядом преимуществ перед известными устройствами. Оно содержит неподвижную и сдвигаемую детали, узел сжатия и узел сдвига, выполненный в виде рычага, имеющего отверстие под нагрузочный болт, оснащенный силоизмерительным устройством, причем неподвижная деталь выполнена из двух стоек, торцевые поверхности которых скреплены фигурной планкой, каждая из стоек снабжена отверстиями под болтовое соединение для крепления к металлоконструкции, а также отверстием для вала, на котором закреплен рычаг, с возможностью соединения его с фигурной планкой, а между выступом рычага и сдвигаемой деталью металлоконструкции установлен самоустанавливающийся сухарик, выполненный из закаленного материала. В качестве силоизмерительного устройства используется динамометрический ключ с предварительно оттарированной шкалой для фиксации момента затяжки.
Ниже приводится реализация предлагаемого способа обеспечения несущей способности металлоконструкции на примере мостового пролета.
На чертеже приведена основная часть устройства и образец-свидетель.
Устройство состоит: из корпуса 1, рычага 2, насаженного на вал 3, динамометричесого ключа 4, снабженного шкалой 5 и накидной головкой 6, болтовое соединение, состоящее из болта 7 и гайки 8, плавающий сухарик 9, выполненный из закаленной стали, образец-свидетель состоит из металлической накладки 10, пластины 11 обследуемой металлоконструкции, соединенные между собой высокопрочным болтовым соединением 12, а также болтовое соединение 13, предназначенное для крепление корпуса измерительного устройства к неподвижной металлической пластине 11.
Способ реализуется в следующей последовательности. Собирается образец-свидетель путем соединения тестовой накладки 10 с пластиной металлоконструкции 11, если производится ремонт на обследуемом объекте, причем контактирующая поверхность пластины обрабатывается дробепескоструйным способом, чтобы обеспечить нормативный коэффициент трения f>0,55 или, если же осуществляется заводская поставка перед монтажом, то берут две тестовых накладки, контактирующие поверхности которых уже обработаны в заводских условиях. Соединение пластин 10, 11 осуществляют высокопрочным болтом и гайкой с применением шайб. Усилие натяжения высокопрочного болта должна соответствовать проектной величине. Расчетный момент закручивания определяют по формуле 2. Затем на неподвижную пластину 11 устанавливают устройство для определения усилия сдвига путем закрепления корпуса 1, болтовым соединением 12 (болт, гайка, шайбы) таким образом, чтобы сухарик 9 соприкасался с накладкой 10 и рычагом 2, размещенным на валу 3. Далее, динамометрический ключ 4, снабженный оттарированной шкалой 5, посредством сменной головки 6 надевается на болт 7. Устройство готово к работе.
Вращением динамометрического ключа 4 осуществляют нагрузку на болт 7. Усилие натяжения болта через рычаг 5 передается на сухарик 9, который воздействует на сдвигаемую деталь 10 (тестовая пластина). Момент закручивания болта 7 фиксируется на шкале 5 динамометрического ключа 4. В момент сдвига детали 10 фиксируют полученную величину. Это усилие и является усилием сдвига (силой трения покоя). Сравнивают полученную величину момента сдвига (Мсд) с расчетной величиной - моментом закручивания болта (Мр). В зависимости от величины Мсд/Мз производят действия по обеспечению надежности монтажа конкретной металлоконструкции, а именно:
- при отношении Мсд/Мз=0,54-0,60, т.е. соответствует или близко к оптимальному значению, корректировку в технологию монтажа не вносят;
- при отношении Мсд/Мз=0,50-0,53, то при монтаже металлоконструкции увеличивают усилие натяжения высокопрочного болтов примерно на 10-15%;
- при отношении Мсд/Мз<0,50 необходимо кроме увеличения усилия натяжения высокопрочных болтов при монтаже металлоконструкции дополнительно обработать контактирующие поверхности поставленных заводом деталей металлоконструкции дробепескоструйным методом.
При отношении Мсд/Мз>0,60, целесообразно уменьшить усилие натяжения болта, т.к. возможно преждевременная порча резьбы из-за перегрузки.
Все эти действия позволят повысить надежность эксплуатации смонтированной металлоконструкции.
Преимуществом предложенного способа обеспечения несущей способности металлоконструкций заключается в его универсальности, т.к. его можно использовать для любых болтовых соединений на высокопрочных болтах независимо от сложности конструкции, диаметров крепежных болтов и методов обработки соприкасающихся поверхностей, причем т.к. измерение усилия сдвига на обследуемой конструкции и образце производятся устройством при сопоставимых условиях, оценка несущей способности является наиболее достоверной.
В настоящее время предлагаемый способ прошел испытания на нескольких строительных площадках и выданы рекомендации к его применению в отрасли.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля натяжения высокопрочных болтов | 2017 |
|
RU2658103C1 |
| СПОСОБ ПОДГОТОВКИ ВЫСОКОПРОЧНЫХ МЕТИЗОВ ДЛЯ МОНТАЖА КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ И ИНГИБИРУЮЩИЙ СОСТАВ ДЛЯ ИХ ОБРАБОТКИ | 2007 |
|
RU2354748C2 |
| Способ обработки контактных поверхностей фрикционных соединений на болтах в стальных конструкциях (варианты) | 2020 |
|
RU2755103C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ЗАКРУЧИВАНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 1997 |
|
RU2148805C1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБЧАТЫХ ПРОФИЛЕЙ | 2010 |
|
RU2423582C1 |
| СЕЙСМОСТОЙКОЕ ЗДАНИЕ | 2007 |
|
RU2340751C1 |
| Способ обработки поверхности строительного элемента | 1975 |
|
SU581212A1 |
| Сдвигоустойчивое соединение | 1990 |
|
SU1707317A1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ЭЛЕМЕНТОВ И ИХ СОПРЯЖЕНИЙ | 2010 |
|
RU2476655C2 |
| СПОСОБ КОНСЕРВАЦИИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ С ФОРМИРОВАНИЕМ БОЛТОКОМПЛЕКТОВ | 2009 |
|
RU2412281C2 |
Изобретение относится к методам диагностики фрикционных соединений металлоконструкций с высокопрочными болтами. Способ обеспечения несущей способности фрикционного соединения металлоконструкций с высокопрочными болтами включает приготовление образца-свидетеля, содержащего элемент металлоконструкции и тестовую накладку, контактирующие поверхности которых, предварительно обработанные по проектной технологии, соединяют высокопрочным болтом и гайкой при проектном значении усилия натяжения болта, устанавливают на элемент металлоконструкции устройство для определения усилия сдвига и постепенно увеличивают нагрузку на накладку до момента ее сдвига, фиксируют усилие сдвига и затем сравнивают его с нормативной величиной показателя сравнения, далее в зависимости от величины отклонения осуществляют коррекцию технологии монтажа. В качестве показателя сравнения используют проектное значение усилия натяжения высокопрочного болта. Определение усилия сдвига на образце-свидетеле осуществляют устройством, содержащим неподвижную и сдвигаемую детали, узел сжатия и узел сдвига, выполненный в виде рычага, установленного на валу с возможностью соединения его с неподвижной частью устройства, и имеющего отверстие под нагрузочный болт, а между выступом рычага и тестовой накладкой помещают самоустанавливающийся сухарик, выполненный из закаленного материала. В результате повышается надежность соединения. 1 з.п. ф-лы, 1 ил.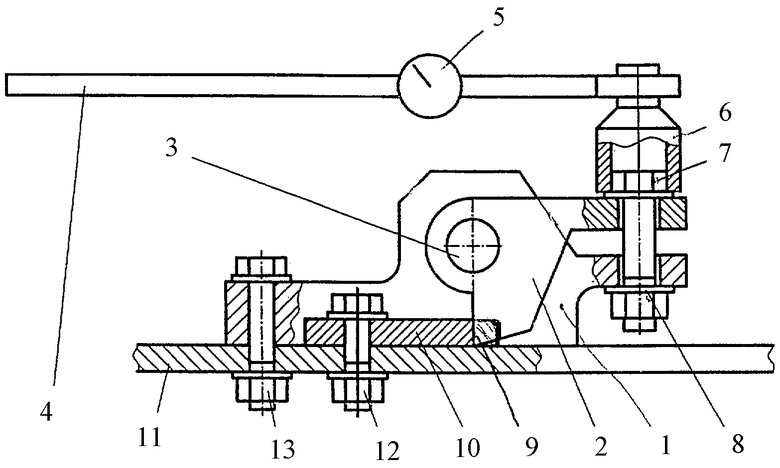
1. Способ обеспечения несущей способности фрикционного соединения металлоконструкций с высокопрочными болтами, включающий приготовление образца-свидетеля, содержащего элемент металлоконструкции и тестовую накладку, контактирующие поверхности которых предварительно обработаны по проектной технологии, соединяют высокопрочным болтом и гайкой при проектном значении усилия натяжения болта, устанавливают на элемент металлоконструкции устройство для определения усилия сдвига и постепенно увеличивают нагрузку на накладку до момента ее сдвига, фиксируют усилие сдвига и затем сравнивают его с нормативной величиной показателя сравнения, далее, в зависимости от величины отклонения, осуществляют коррекцию технологии монтажа, отличающийся тем, что в качестве показателя сравнения используют проектное значение усилия натяжения высокопрочного болта, а определение усилия сдвига на образце-свидетеле осуществляют устройством, содержащим неподвижную и сдвигаемую детали, узел сжатия и узел сдвига, выполненный в виде рычага, установленного на валу с возможностью соединения его с неподвижной частью устройства и имеющего отверстие под нагрузочный болт, а между выступом рычага и тестовой накладкой помещают самоустанавливающийся сухарик, выполненный из закаленного материала.
2. Способ по п.1, отличающийся тем, что при отношении усилия сдвига к проектному усилию натяжения высокопрочного болта в диапазоне 0,54-0,60 корректировку технологии монтажа не производят, при отношении в диапазоне 0,50-0,53 при монтаже увеличивают натяжение болта, а при отношении менее 0,50, кроме увеличения усилия натяжения, дополнительно проводят обработку контактирующих поверхностей металлоконструкции.
| Способ определения деформации болтового соединения | 1989 |
|
SU1753341A1 |
| Способ сборки группового резьбового соединения | 1985 |
|
SU1735631A1 |
| JP 2008151330 A, 03.07.2008 | |||
| WO 2006028177 A1, 16.03.2006. | |||

