Изобретение относится к способам оценки характеристик швейных материалов (например, тканей, трикотажных и кожевенных материалов), а именно их драпируемости, и может найти применение в легкой промышленности и сфере бытовых услуг.
Известен способ определения драпируемости текстильных материалов (пат. РФ №2119667, опубл. 1998.09.27), включающий в подготовку и разметку объекта, фиксацию, измерение расстояния между углами нижнего края образца, в котором на одном образце в форме развертки усеченного конуса с образующей 400±1 мм и длиной малой дуги 200±1 мм осуществляют разметку для измерения линейных размеров по различным направлениям к продольному направлению, а фиксацию образца ведут в зажиме по малой дуге с образованием естественной драпировки с последующим измерением по размеченным линиям размеров, по которым судят об анизотропии изменений линейных размеров материала. Недостатками известного способа являются его ограниченные технологические возможности, поскольку он не позволяет осуществлять оценку драпируемости, в частности, трикотажных, нетканых и кожевенных материалов, а также его субъективность, обусловленная ручным режимом выполнения, который сопровождается значительными погрешностями в оценке драпируемости.
Известен способ оценки драпируемости материалов дисковым методом (Жихарев А.П. Практикум по материаловедению в производстве изделий легкой промышленности. М.: Издательский центр «Академия», 2004. - с.197-198), заключающийся в том, что для определения коэффициента драпируемости используют отношение исходной нормированной площади образца к ее проекции вследствие провисания. К недостаткам этого способа следует отнести интегральную оценку драпируемости материала, в то время как в ряде случаев технологически принципиально важно знать оценку драпируемости по разным направлениям материала (например, коэффициент драпируемости отдельно по основе или по утку в текстильных материалах), а также технологическую сложность подготовки образца к измерению и определению выходного показателя, характеризующего коэффициент драпируемости.
Наиболее близким к заявляемому является способ оценки драпируемости материалов (Жихарев А.П. Практикум по материаловедению в производстве изделий легкой промышленности. М.: Издательский центр «Академия», 2004. - с.196-197), заключающийся в том, что для определения коэффициента драпируемости используют отношение исходной ширины образца материала к образующемуся размеру нижнего среза образца, образующегося вследствие свободного свисания образца. Для этого предварительно из материала вырезают пробу определенного размера в заданном направлении (продольном поперечном или диагональном), размечают вдоль одной стороны пробы точки для прокола иглой, перед проколом пробу складывают так, чтобы образовались три складки, центральная из которых обращена к испытателю. Затем плоскости ткани сближают до контакта, фиксируют в этом положении; иглу с пробой укрепляют в штативе и оставляют пробу в подвешенном состоянии на 30 минут, после чего осуществляют измерения и рассчитывают коэффициент драпируемости.
Недостатком известного способа является технологическая сложность его практической реализации в производственных условиях, обусловленная значительной продолжительностью процедуры подготовки процесса измерения, а также использованием достаточно сложного аппаратурного оснащения с многочисленными структурными элементами, которая приводит к снижению точности и надежности оценки. Кроме того, известный способ не обеспечивает возможности формирования технологической базы данных на электронных носителях информации в процессе измерения.
Задачей изобретения является создание более простого и эффективного способа определения коэффициента драпируемости швейных материалов, обеспечивающего повышение точности оценки и возможность формирования технологической базы данных на электронных носителях информации.
Технический результат изобретения заключается в упрощении процедуры подготовки процесса измерения, сокращении ее продолжительности и упрощении аппаратурного оснащения при одновременном повышении точности и надежности оценки драпируемости, а также в обеспечении возможности формирования технологической базы данных на электронных носителях информации.
Указанный результат достигается способом оценки драпируемости швейных текстильных и кожевенных материалов, включающим измерение информативного параметра коэффициента драпируемости, расчет с его помощью значения упомянутого коэффициента и запись полученных данных, в котором, в отличие от известного, в качестве информативного параметра коэффициента драпируемости используют количество образующихся на образце стоячих волн, которые формируют посредством генерации механических поперечных колебаний, прикладываемых к исследуемому и эталонному образцам в диапазоне их собственных частот, и фиксируют посредством оптоэлектронной системы с записью информации в память процессора, при этом расчет коэффициента драпируемости  исследуемого образца осуществляют с помощью процессора по следующему алгоритму:
исследуемого образца осуществляют с помощью процессора по следующему алгоритму:
 - коэффициент драпируемости базового образца эталонной длины:
- коэффициент драпируемости базового образца эталонной длины:
 - коэффициент коррекции драпируемости базового образца эталонной длины:
- коэффициент коррекции драпируемости базового образца эталонной длины:
 ,
,
А - линейный размер ширины среза свисающей части образца эталонной длины, mэ - количество стоячих волн, проходящих по базовому образцу эталонного размера; mi - количество стоячих волн на длине i-ого образца материала.
С учетом того, что драпируемость зависит от жесткости материала, спектры частот собственных колебаний материалов и, соответственно, количество волн являются информативным параметром коэффициента драпируемости.
Фазовая скорость V распространения поперечной волны вдоль образца материала определяется формулой (Яворский Б.М., Детлаф А.А. Справочник по физике. М.: Изд-во Наука, 1985, с.286):

где F, ρ и S - соответственно величина нагружения, плотность и площадь поперечного сечения материала.
При этом длина волны λ равна:

где f - секундная частота генерации внешних колебаний.
Количество генерируемых волн mэ, укладывающихся на эталонной длине lэ при закреплении образца на обоих концах, равно

с учетом того, что на образце генерируется стоячая волна при наличии встречного наложения бегущих волн одинаковой амплитуды и частоты.
Таким образом, в соответствии с формулами (1, 2 и 3) количество волн mЭ на поверхности исследуемого материала является функцией mэ=f(lэ,λ), а при фиксированной длине отрезка mэ=f(λ).
Способ реализуется следующим образом:
- поскольку предлагаемый способ относится к косвенным методам оценки коэффициента драпируемости, предварительно известным способом (прототип) на эталонной длине экспериментально устанавливают коэффициент драпируемости для образца эталонной длины, выполненного из одного из базовых видов материала, в качестве которого может быть использован любой вид материала (базового образца):

где А - линейный размер ширины среза свисающей части образца эталонной длины. Коэффициент драпируемости базового образца эталонной длины устанавливают один раз и используют в качестве тарировочного коэффициента в расчетах, проводимых для исследуемых образцов;
- в резонансном спектре частот от 1 до 20 Гц создают условия генерации поперечных стоячих волн выбранного базового вида материала посредством генератора механических колебаний, управляемого процессором через звуковую карту, и с помощью оптоэлектронной системы, например цифровой видеокамеры, записывают по одному из входов процессора количество колебаний mэ, образующихся на отрезке эталонной длины;
- затем берут образец i-го вида материала (исследуемого), генерируют в нем поперечные колебания и фиксируют посредством видеокамеры количество образующихся стоячих волн mi с передачей и записью информации в процессор;
- посредством процессора определяют коэффициент коррекции как отношение:

и коэффициент драпируемости  как произведение:
как произведение:

которые вносят в базу данных.
При изменении числа генерируемых волн mi на фиксированной эталонной длине отрезка i-го вида материала прямо пропорционально изменяется и значение коэффициента драпируемости .
На чертеже показана структурная схема системы измерения количества генерируемых волн в исследуемом образце материала, обеспечивающая реализацию способа.
Упомянутая структурная схема содержит генератор механических колебаний (ГМК) 1, процессор 2, цифро-аналоговый преобразователь (АЦП) 3 для преобразования цифрового сигнала в аналоговый, усилитель 4, цифровую видеокамеру 5, зажимы 6 и 7 образца материала, монтажный кронштейн 8 и общую стойку 9 для установки, фиксации и возвратно-поступательного перемещения зажима 7 при нагружении и деформации образца, оптическую линейку 10 для измерения деформации образца, звено 11 для задания величины нагружения, винтовую пару 12 для обеспечения нагружения, шкалу 13 для визуализации величины нагружения и блок сопряжения 14.
Технический способ реализуется следующим образом.
Образец материала 15, установленный в зажимах 6 и 7 перед измерением, монтируют на стойке 9 таким образом, что верхний зажим 6 соединяется с ГМК 1, жестко установленным на кронштейне 8. Посредством процессора 2 задают частоту колебаний, при этом на второй вход процессора 2 поступает информация о величине нагружения и деформации от оптических линеек 10 и 11. Посредством процессора 2 через звуковую карту в диапазоне спектра собственных частот материала задают колебания в цифровом виде, которые в АЦП 3 преобразуются в аналоговые сигналы напряжения и усиливаются в блоке 4. Частоту вынужденных колебаний подбирают в пределах от 1 до 20 Гц в зависимости от требуемой чувствительности измерительной схемы. Образующиеся стоячие волны фиксируются цифровой видеокамерой 5, и информация передается в процессор 2, где происходит обработка данных и определение коэффициента драпируемости по предложенному алгоритму: формулы (4), (5), (6). Данные записываются в память процессора, и таким образом формируется база данных драпируемости материалов на электронных носителях информации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ДРАПИРУЕМОСТИ МЕХОВЫХ И КОЖЕВЕННЫХ ПОЛУФАБРИКАТОВ | 2014 |
|
RU2582983C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДРАПИРУЕМОСТИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2119667C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДРАПИРУЕМОСТИ МАТЕРИАЛОВ ДЛЯ ОДЕЖДЫ | 2009 |
|
RU2409811C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЖЕСТКОСТИ ЛЕГКОДЕФОРМИРУЕМЫХ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2513637C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СПОСОБНОСТИ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ К ОБРАЗОВАНИЮ НИСПАДАЮЩИХ СКЛАДОК | 2006 |
|
RU2324935C2 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ ПОВРЕЖДАЕМОСТИ НИТЕЙ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ ПРИ ШИТЬЕ | 2013 |
|
RU2516894C1 |
| СПОСОБ ОЦЕНКИ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ ЛЕГКОДЕФОРМИРУЕМЫХ ВОЛОКНИСТО-СОДЕРЖАЩИХ КОМПОЗИТОВ | 2006 |
|
RU2321848C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ КИНЕТИКИ РЕЛАКСАЦИИ НАПРЯЖЕННОГО СОСТОЯНИЯ ЛЕГКОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2008 |
|
RU2392615C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АНИЗОТРОПИИ ДРАПИРУЕМОСТИ | 2004 |
|
RU2255335C1 |
| Ультразвуковой способ контроля состояния материала | 1976 |
|
SU577455A1 |
Изобретение относится к способам оценки характеристик швейных материалов, а именно к оценке их драпируемости, и может найти применение в легкой промышленности и сфере бытовых услуг. Способ оценки драпируемости швейных текстильных и кожевенных материалов включает измерение информативного параметра коэффициента драпируемости, расчет с его помощью значения указанного коэффициента и запись полученных данных. В качестве информативного параметра коэффициента драпируемости используют количество образующихся на длине образца стоячих волн, которые формируют посредством генерации механических поперечных колебаний, прикладываемых к исследуемому и эталонному образцам в диапазоне их собственных частот, и фиксируют посредством оптоэлектронной системы с записью информации в память процессора. При этом расчет коэффициента драпируемости  исследуемого образца материала осуществляют по следующему алгоритму:
исследуемого образца материала осуществляют по следующему алгоритму:  ,
,  - коэффициент драпируемости базового образца эталонной длины:
- коэффициент драпируемости базового образца эталонной длины:  ,
,  - коэффициент коррекции драпируемости базового образца эталонной длины:
- коэффициент коррекции драпируемости базового образца эталонной длины:  , А - линейный размер ширины среза свисающей части образца эталонной длины, mЭ - количество стоячих волн, проходящих по базовому образцу эталонного размера, mi - количество стоячих волн на длине i-го образца материала. Технический результат - упрощение процедуры подготовки процесса измерения, сокращение ее продолжительности и упрощение аппаратурного оснащения способа при одновременном повышении точности и надежности оценки драпируемости, а также обеспечение возможности формирования технологической базы данных на электронных носителях информации. 1 ил.
, А - линейный размер ширины среза свисающей части образца эталонной длины, mЭ - количество стоячих волн, проходящих по базовому образцу эталонного размера, mi - количество стоячих волн на длине i-го образца материала. Технический результат - упрощение процедуры подготовки процесса измерения, сокращение ее продолжительности и упрощение аппаратурного оснащения способа при одновременном повышении точности и надежности оценки драпируемости, а также обеспечение возможности формирования технологической базы данных на электронных носителях информации. 1 ил.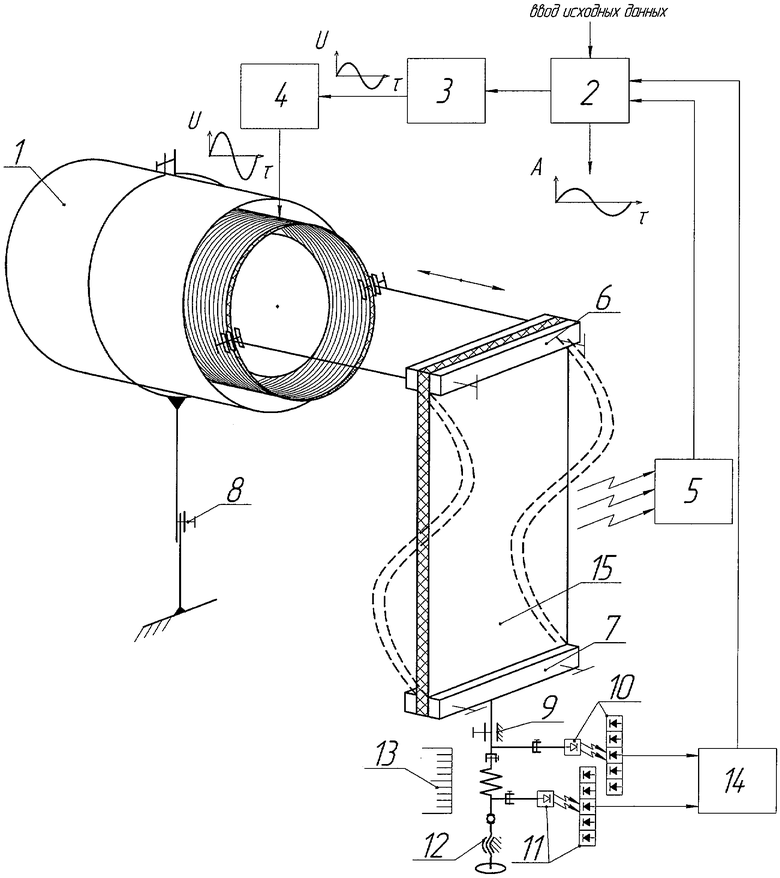
Способ оценки драпируемости швейных текстильных и кожевенных материалов, включающий измерение информативного параметра коэффициента драпируемости, расчет с его помощью значения указанного коэффициента и запись полученных данных, отличающийся тем, что в качестве информативного параметра коэффициента драпируемости используют количество образующихся на длине образца стоячих волн, которые формируют посредством генерации механических поперечных колебаний, прикладываемых к исследуемому и эталонному образцам в диапазоне их собственных частот, и фиксируют посредством оптоэлектронной системы с записью информации в память процессора, при этом расчет коэффициента драпируемости исследуемого образца материала осуществляют по следующему алгоритму:
- коэффициент драпируемости базового образца эталонной длины:
- коэффициент коррекции драпируемости базового образца эталонной длины:
А - линейный размер ширины среза свисающей части образца эталонной длины, mэ - количество стоячих волн, проходящих по базовому образцу эталонного размера, mi - количество стоячих волн на длине i-го образца материала.
| Способ определения подвижности структуры и драпируемости текстильных материалов в изделиях и устройство для его осуществления | 1989 |
|
SU1760450A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АНИЗОТРОПИИ ДРАПИРУЕМОСТИ | 2004 |
|
RU2255335C1 |
| ПРИБОР ДЛЯ ИЗУЧЕНИЯ ПРОЦЕССА ПОСАДКИ МАТЕРИАЛА | 1991 |
|
RU2032175C1 |
| US 6832125 B2, 30.05.2002. | |||

