Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к области стерилизации объектов электронной бомбардировкой, при этом бомбардировка может производиться с использованием небольшой энергии с целью обработки наружной поверхности этих объектов или с использованием большей энергии для проникающей обработки объектов.
В частности, но не исключительно, изобретение применяется для стерилизации электронной бомбардировкой объектов, имеющих по существу форму прямоугольного параллелепипеда, таких как объекты, называемые "стерилизаторами", соответствующие закрытым резервуарам, в которых находится множество элементов, предпочтительно предварительно стерилизованных химическим путем, таких, например, как медицинские шприцы.
Уровень техники
Из уровня техники известны установки, позволяющие обеспечить стерилизацию объектов, имеющих по существу форму прямоугольного параллелепипеда, при помощи электронной бомбардировки низкой мощности, то есть мощности примерно ниже 400 кэВ.
Для этого указанные установки обычно содержат три источника низкой энергии типа ускорителей/пушек мощностью примерно 200 кэВ, расположенные на угловом расстоянии 120° относительно друг друга вокруг рабочей камеры, через которую объекты поступательно перемещают для их обработки. Таким образом, во время непрерывного прохождения через рабочую камеру поверхность каждого объекта одновременно облучается по углу в 360° комбинацией из трех пучков электронов, выходящих соответственно из вышеуказанных источников, расположенных соответствующим образом.
Этот тип установки является достаточно удовлетворительным, в частности, в силу ее эффективности, связанной с небольшим проникновением пучка электронов и со спороцидным эффектом, а также за счет быстроты обработки и обеспечиваемой безопасности.
Тем не менее, эта установка характеризуется существенным недостатком, который состоит в том, что оборудована рабочей камерой, внутри которой путь объекта является относительно сложным, например, в виде U, чтобы обеспечивать биологическую защиту от электронных пучков, излучаемых различными источниками средств стерилизации. Действительно, в данном случае рабочая камеры ограничены двумя стенками из нержавеющей стали, расположенными по обе стороны от пути, каждая из которых проходит вдоль всего U-образного профиля, при этом средства стерилизации находятся на уровне основания U, тогда как ветви U выполнены достаточно длинными, чтобы радиационное излучение не распространялось за пределы открытых концов этих ветвей, через которые должны проходить объекты. В этой связи необходимо отметить, что оба открытых конца U можно соотнести с входом и выходом рабочей камеры, по обе стороны от которой находятся соответственно первый конвейер, позволяющий доставлять объекты в эту камеру, а также второй конвейер, обеспечивающий удаление обработанных объектов к производственному изолятору.
Таким образом, сложная форма рабочей камеры и пути объекта, связанная с мерами биологической безопасности, существенно увеличивает габариты установки, то есть она является недостаточно оптимизированной. Кроме того, необходимо соответственно предусмотреть криволинейные конвейеры в рабочей камере, что существенно повышает ее сложность и стоимость по сравнению с классическими прямолинейными конвейерами.
Сущность изобретения
Настоящим изобретением предлагается установка для стерилизации объектов электронной бомбардировкой, позволяющая, по меньшей мере, частично устранить вышеупомянутые недостатки известных технических решений.
В этой связи объектом настоящего изобретения является установка для стерилизации объектов электронной бомбардировкой, содержащая средства стерилизации, выполненные с возможностью создавать, по меньшей мере, один пучок электронов вдоль оси, проходящей через рабочую камеру установки, в которой объекты приводятся в движение, при этом установка содержит первый конвейер, а также второй конвейер, выполненные с возможностью перемещения объектов и расположенные соответственно по обе стороны от рабочей камеры. Согласно изобретению установка оборудована, с одной стороны, входным поворотным транспортером, предназначенным для перемещения объектов и установленным между первым конвейером и рабочей камерой, и, с другой стороны, выходным поворотным транспортером, тоже предназначенным для перемещения объектов и установленным между этой рабочей камерой и вторым конвейером, при этом указанные поворотные транспортеры выполнены и расположены с возможностью создания барьера для радиационных излучений, излучаемых средствами стерилизации.
Понятно, что отличительный признак настоящего изобретения состоит в наличии двух поворотных транспортеров, предназначенных для приведения во вращение с целью перемещения объектов и расположенных соответственно перед входом рабочей камеры и за выходом этой рабочей камеры. Таким образом, создается барьер для радиации, излучаемой источником или источниками средств стерилизации, поэтому нет необходимости выполнять рабочую камеру сложной формы, аналогичную рабочим известным камерам.
Следовательно, установка для стерилизации объектов предпочтительно может иметь меньшие габариты, например, иметь прямолинейный путь для объектов внутри рабочей камеры, вполне обеспечивая при этом достаточную биологическую защиту от электронного пучка или электронных пучков, излучаемых различными источниками средств стерилизации.
Предпочтительно каждый поворотный транспортер содержит множество радиальных выступов, выполненных таким образом, чтобы два любых непосредственно следующих друг за другом выступа ограничивали гнездо для размещения объекта, при этом последний выполнен с возможностью перемещения в гнездо во время приведения в движение поворотного транспортера, что приводит к повороту этого гнезда. Таким образом, именно эти радиальные выступы, выполненные, например, в количестве четырех, обеспечивают биологический защитный барьер от электронного пучка/электронных пучков как на входе, так и на выходе рабочей камеры.
Предпочтительно установка содержит первое средство перемещения, позволяющее перемещать объект, находящийся на заднем конце первого конвейера, до гнезда входного поворотного транспортера, находящегося напротив этого заднего конца первого конвейера. Таким образом, как только объект оказывается внутри вышеуказанного гнезда, входной поворотный транспортер можно приводить во вращение для перемещения этого объекта в положение, позволяющее ему попасть в рабочую камеру.
В этой связи отмечается, что установка содержит второе средство перемещения, позволяющее перемещать объект, находящийся в гнезде входного поворотного транспортера, которое сообщается с входом рабочей камеры. Естественно, это гнездо, которое сообщается с входом рабочей камеры и в котором находится предназначенный для обработки объект, соответствует тому же гнезду, которое перед поворотом входного поворотного транспортера находилось напротив заднего конца первого конвейера для приема, поступающего от него объекта.
Кроме того, установка содержит третье средство перемещения, позволяющее перемещать объект, находящийся внутри рабочей камеры, для его размещения в гнезде выходного поворотного транспортера, которое сообщается с выходом этой рабочей камеры. Следовательно, как только объект оказывается внутри вышеупомянутого гнезда, выходной поворотный транспортер приводится во вращение для перемещения этого объекта таким образом, чтобы он полностью вышел из рабочей камеры.
Необходимо отметить, что установка содержит четвертое средство перемещения, позволяющее перемещать объект, находящийся в гнезде выходного поворотного транспортера, расположенном напротив переднего конца второго конвейера, до его попадания на этот передний конец второго конвейера. Здесь тоже понятно, что гнездо, расположенное напротив переднего конца второго конвейера, соответствует тому же гнезду, которое перед поворотом выходного поворотного транспортера сообщалось с выходом рабочей камеры.
Рабочая камера оборудована, по меньшей мере, одним внутренним конвейером, позволяющим приводить объекты в движение внутри этой камеры, и предпочтительно оборудована первичным внутренним конвейером, на который объекты доставляются вторым средством перемещения, и вторичным внутренним конвейером, от которого объекты могут перемещаться в гнездо выходного поворотного транспортера при помощи третьего средства перемещения.
В этой конфигурации, предпочтительно предназначенной для случаев, когда применяют множество источников, каждый из которых излучает электронный пучок, можно предусмотреть, чтобы первичный внутренний конвейер содержал передний конец, расположенный вблизи входа рабочей камеры и чтобы вторичный внутренний конвейер содержал задний конец, расположенный вблизи выхода рабочей камеры.
Кроме того, предусмотрено также, чтобы задний конец первичного внутреннего конвейера находился напротив и на расстоянии от переднего конца вторичного внутреннего конвейера таким образом, чтобы образовать междуконвейерное пространство, через которое могут проходить электронные пучки средств стерилизации.
Предпочтительно первый конвейер, второй конвейер, первичный внутренний конвейер и вторичный внутренний конвейер являются, каждый, по существу прямолинейными и расположенными по существу вдоль одной и той же прямой линии, параллельной направлению движения объектов. Таким образом, путь объекта внутри рабочей камеры является прямолинейным, что обеспечивает относительное уменьшение габарита. Кроме того, предусмотрено располагать первый и второй конвейеры в линию, устанавливая их по обе стороны от этой камеры, однако их можно располагать по-другому, не выходя при этом за рамки настоящего изобретения. Например, первый конвейер может располагаться под углом 90° по отношению в первичному внутреннему конвейеру, точно также второй конвейер можно располагать по углом 90° по отношению к вторичному внутреннему конвейеру. Эта возможность изменять расположение первого и второго конвейеров обеспечивается, естественно, наличием входного и выходного поворотных транспортеров, для которых понадобится всего лишь изменить угол поворота, чтобы соответствовать разным расположениям конвейеров.
Как было указано выше, средства стерилизации содержат множество источников, генерирующих электронные пучки вдоль оси, проходящей через рабочую камеру, а предпочтительно три источника, генерирующие соответственно три электронных пучка вдоль осей, соответственно расположенных на угловом расстоянии 120° относительно друг друга в плоскости Р, перпендикулярной направлению движения объектов.
В этом предпочтительном решении, предназначенном для обеспечения так называемой «поверхностной» обработки, стерилизация состоит в бомбардировке электронами низкой энергии поверхности объектов. Так, во время своего непрерывного прохождения в рабочей камере на уровне междуконвейерного пространства наружная поверхность каждого объекта облучается одновременно в угле 360° комбинацией из трех электронных пучков, соответственно выходящих из вышеуказанных источников, расположенных соответствующим образом. В этой связи следует уточнить, что это становится возможным за счет того, что плоскость Р проходит через междуконвейерное пространство.
Предпочтительно источники располагают таким образом, чтобы каждая из трех осей проходила через обрабатываемый объект, находящийся на уровне этого междуконвейерного пространства.
Естественно, это решение с тремя или более источниками можно также предусмотреть для обеспечения так называемой «проникающей» обработки, при которой стерилизация состоит в бомбардировке объектов электронами большей энергии. Мощность может превышать 400 кэВ и даже достигать 5 МэВ. Естественно, для проникающей обработки число источников может быть уменьшено или увеличено в зависимости от потребностей, то есть не ограничиваясь тремя источниками.
Настоящее изобретение относится также к установке, средства стерилизации которой могут состоять только из одного источника, выполненного с возможностью генерирования только одного пучка электронов. Это решение соответствует проникающей обработке объектов и предпочтительно не требует наличия нескольких внутренних конвейеров внутри рабочей камеры.
Предпочтительно второй конвейер выходит в производственный изолятор, в который доставляются стерилизованные объекты.
Необходимо отметить, что изобретение позволяет также осуществлять проникающую обработку объектов, упакованных в конечную упаковку. В этом случае второй конвейер выходит в производственный изолятор или в другое защищенное пространство, так как сама упаковка уже защищает конечный продукт после обработки.
Предпочтительно входной поворотный транспортер размещают в кольце, содержащем, с одной стороны, отверстие напротив первого конвейера для подачи объектов во входной поворотный транспортер, и, с другой стороны, отверстие, расположенное в продолжении и перед входом рабочей камеры. Аналогично, выходной поворотный транспортер размещают в кольце, содержащем, с одной стороны, отверстие, расположенное в продолжении и за выходом рабочей камеры, а, с другой стороны, отверстие, находящееся напротив второго конвейера и предназначенное для удаления объектов из выходного поворотного транспортера.
Необходимо отметить, что каждое из двух колец служит одновременно для создания барьера от радиации, излучаемой пучками и для предупреждения выпадения объектов, находящихся в гнездах поворотных транспортеров, во время приведения во вращение последних.
Наконец, как уже было упомянуто выше, установку выполняют таким образом, чтобы обеспечивать поверхностную или проникающую обработку предназначенных для стерилизации объектов.
Другие преимущества и отличительные признаки настоящего изобретения будут более очевидны из нижеследующего не ограничительного подробного описания.
Краткое описание чертежей
Это описание представлено со ссылками на прилагаемые чертежи, на которых:
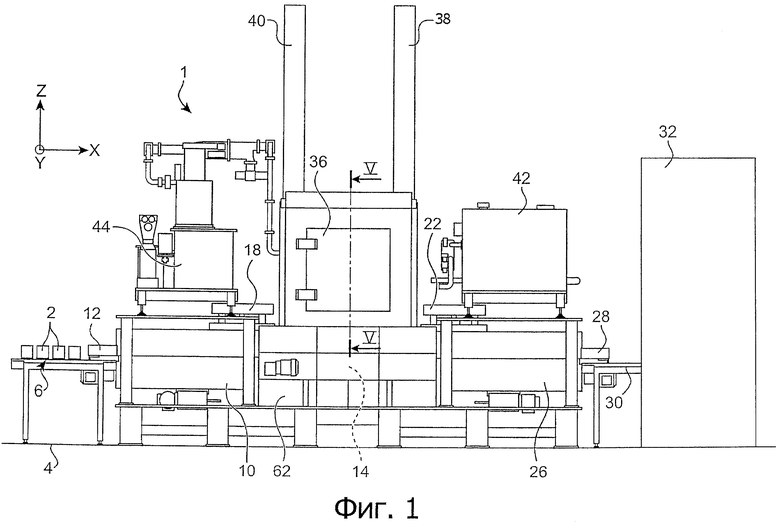
Фиг.1 - вид спереди установки для стерилизации объектов электронной бомбардировкой согласно предпочтительному варианту выполнения настоящего изобретения.
Фиг.2 - частичный вид в перспективе установки, показанной на фиг.1, при этом обрабатываемые объекты специально не показаны для простоты чертежа.
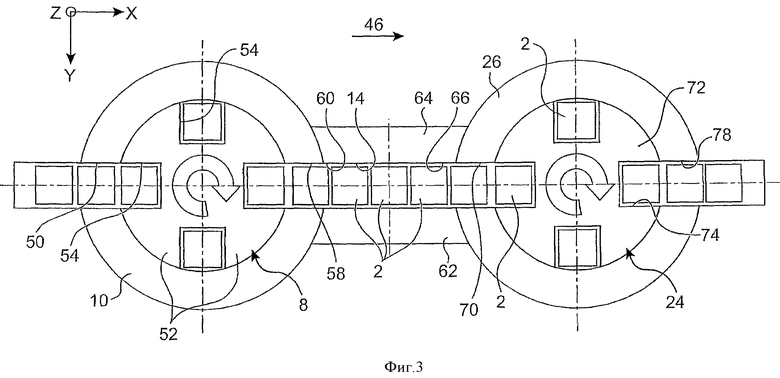
Фиг.3 - схематичный вид сверху установки, показанной на фиг.1 и 2, с показом пути объектов внутри этой установки.
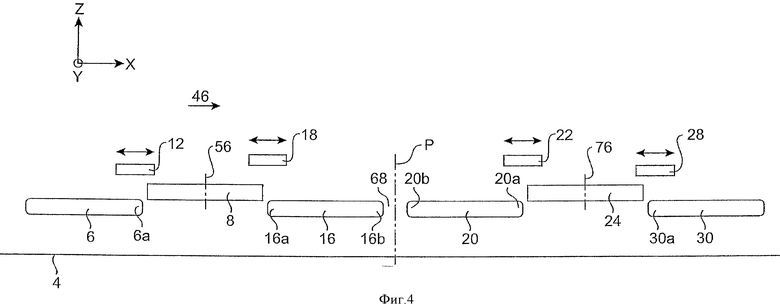
Фиг.4 - схематичный вид спереди установки, показанной на фиг.1 и 2, с показом различных средств приведения в движение объектов, находящихся внутри этой установки.
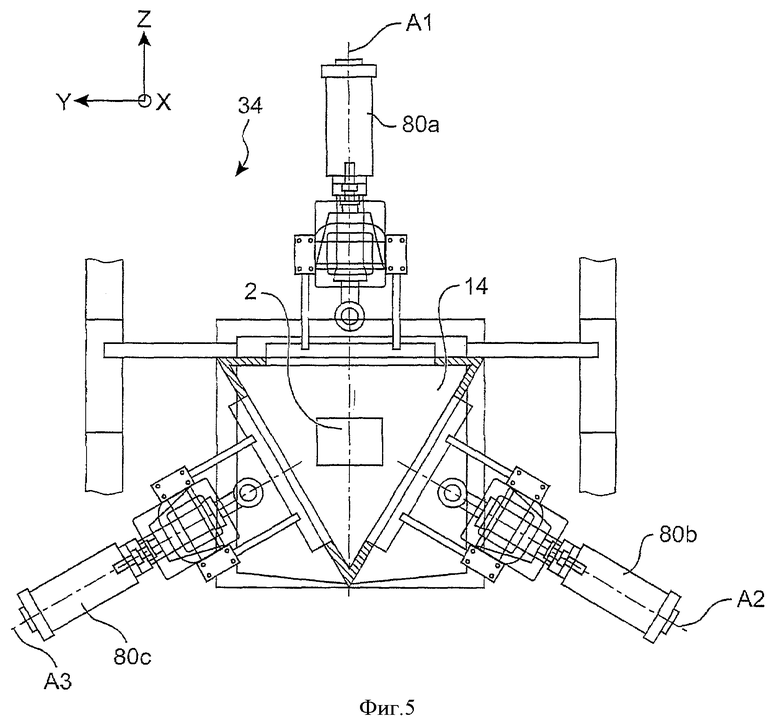
Фиг.5 - частичный вид в разрезе по линии V-V фиг.1 с показом средств стерилизации установки.
Подробное описание предпочтительных вариантов выполнения
На фиг.1 и 2 показана установка 1 для стерилизации объектов электронной бомбардировкой, при этом данная установка 1 предпочтительно, но не исключительно предназначена для обработки объектов, имеющих по существу форму прямоугольного параллелепипеда. Кроме того, даже если описанный вариант применения относится к поверхностной обработке стерилизуемых объектов, его, естественно, можно применять и для проникающей обработки этих объектов.
Как было указано выше, эта форма объекта соответствует, в частности, форме стерилизаторов, в которых находится множество элементов, прошедших предварительную стерилизацию химическим путем, таких как медицинские шприцы, которые могут быть, например, в количестве ста в одном стерилизаторе.
Установка 1 установлена на полу 4, который можно соотнести с горизонтальной плоскостью. В этой связи следует отметить, что описание представлено относительно направления X, параллельного полу 4 и соответствующего направлению движения предметов внутри установки, при этом направление Y соответствует поперечному направлению установки, тоже параллельному полу 4, и направление Z соответствует направлению по высоте, которое является перпендикулярным к этому же полу, при этом направления X, Y и Z являются ортогональными между собой.
В целом установка содержит следующие элементы: первый конвейер 6, входной поворотный транспортер 8, установленный в кольце 10, первое средство 12 перемещения объекта, рабочую камеру 14, в которой находятся первичный внутренний конвейер 16, взаимодействующий со вторым средством 18 перемещения объекта, а также вторичный внутренний конвейер 20, взаимодействующий с третьим средством 22 перемещения объекта, выходной поворотный транспортер 24, установленный в кольце 26, четвертое средство 28 перемещения и второй конвейер 30, выходящий в производственный изолятор 32.
С другой стороны, эта установка 1 содержит также средства 34 стерилизации, которые будут подробно описаны ниже со ссылками на фиг.5 и которые отличаются тем, что, с одной стороны, производят, по меньшей мере, один электронный пучок внутри рабочей камеры 14, и, с другой стороны, заключены в бронированный корпус 36, показанный на фиг.1. В качестве информации следует указать, что бронированный корпус 36 можно выполнять из свинца толщиной примерно 35 мм в режиме обработки низкой энергией (примерно 200 кэВ) или примерно 600 мм в режиме обработки более высокой энергией (например, порядка 5 МэВ).
Установка 1 содержит также два канала 38, 40, сообщающиеся с рабочей камерой 14 и предназначенные соответственно для подачи свежего воздуха и для удаления азота, образующегося в результате электронной бомбардировки.
С другой стороны, установка 1 оборудована также средствами 42 охлаждения, а также клистроном 44, соединенным со средствами 34 стерилизации.
В частности, на фиг.2 показано направление 46 движения объектов внутри установки 1, параллельное направлению X. Четыре конвейера 6, 16, 20, 30 предпочтительно выполнены прямыми/прямолинейными и установлены в линию вдоль этого направления 46, как показано на фиг.2.
Первый конвейер 6 является гравитационным роликовым конвейером (или конвейером любого другого подходящего типа) и обеспечивает автоматическое перемещение предназначенных для обработки объектов 2 по существу вдоль направления X. Он содержит задний конец 6а, находящийся перед и напротив отверстия 50, выполненного в кольце 10 для прохождения объектов 2 и обеспечения их подачи на входной транспортер 8. В этой связи следует отметить, что, как и некоторые из других элементов установки 1, которые будут описаны ниже, это кольцо 10 предпочтительно и в основном выполнено из свинца с главной целью обеспечения биологической защиты от электронных пучков, излучаемых средствами 34 стерилизации во время обработки.
Внутри этого кольца 10 находится входной поворотный транспортер 8, который содержит множество радиальных выступов 52, предпочтительно четыре выступа, в основном выполненных из свинца и расположенных таким образом, чтобы два любых из них, непосредственно следующих один за другим, ограничивали гнездо 54 для размещения объекта 2. Как показано на фиг.2, выступы 52, ограничивающие четыре равномерно распределенных гнезда 54, могут иметь форму, позволяющую попарно образовать по существу параллелепипедные гнезда 54, имеющие форму, соответствующую форме объектов 2 или форме совокупности объектов в рамках проникающей обработки. Таким образом, каждый объект 2 может быть приведен во вращение в одном из гнезд 54 вокруг оси 56, соответствующей оси вращения поворотного транспортера 8, во время приведения в движение этого поворотного транспортера. В качестве информации необходимо отметить, что вертикальная ось 56, соответствующая также оси кольца 10, внутренняя поверхность которого согласуется с формой свободных концов радиальных выступов 52, предпочтительно находится в вертикальной плоскости, параллельной направлению 46 и условно проходящей через четыре установленные в линию конвейера, предпочтительно через их центры.
На уровне задней части кольцо 10 содержит другое отверстие 58, которое находится в продолжении и перед входом 60 рабочей камеры 14, причем это отверстие 58 диаметрально противоположно отверстию 50.
Рабочая камера 14 ограничена двумя стенками 62, 64, в основном выполненными из свинца, которые направлены вдоль плоскостей XZ и совместно образуют вход 60, а также выход 66 этой камеры. Между этими двумя стенками 62, 64, обеспечивающими биологическую защиту, находятся два внутренних конвейера 16, 20, при этом передний конец 16а первичного внутреннего конвейера 16 находится вблизи входа 60, и задний конец 20а вторичного внутреннего конвейера 20 находится вблизи выхода 66.
Кроме того, задний конец 16b конвейера 16 и передний конец 20b конвейера 20 находятся друг против друга и разделены междуконвейерным пространством 68, длину которого в направлении X определяют таким образом, чтобы она была меньше длины в этом же направлении обрабатываемого объекта 2, установленного на внутреннем конвейере 16, чтобы данный объект мог автоматически переходить с одного внутреннего конвейера на другой. В действительности преследуется цель достижения непрерывности перемещения объекта от одного к другому концу рабочей камеры 14 и только при помощи двух внутренних конвейеров 16, 20 с регулируемой скоростью, с сохранением междуконвейерного пространства 68, чтобы электронные пучки могли облучать наружную поверхность этого объекта 2 одновременно в угле 360°, когда он проходит через это пространство 68.
В продолжение выхода 66, ограниченного двумя параллельными стенками 62, 64, находится отверстие 70 кольца 26, в котором находится выходной поворотный транспортер 24, при этом конструкция между поворотным транспортером и кольцом 26 в основном выполнена из свинца идентично конструкции между кольцом 10 и входным поворотным транспортером 8.
В частности, выходной поворотный транспортер 24 содержит множество радиальных выступов 72, предпочтительно четыре и в основном из свинца, расположенных таким образом, чтобы любые два выступа непосредственно следующие друг за другом ограничивали гнездо 74, предназначенное для размещения объекта 2. Как показано на фиг.2, выступы 72, ограничивающие четыре равномерно распределенные гнезда 74, могут иметь форму, позволяющую им попарно ограничивать по существу параллелепипедные гнезда 74, имеющие форму, соответствующую форме объектов 2. Таким образом, каждый объект 2 может быть приведен во вращение в одном из гнезд 74 вокруг оси 76, соответствующей оси вращения поворотного транспортера 24 во время приведения в движение этого поворотного транспортера. В качестве информации следует указать, что вертикальная ось 76, соответствующая также оси кольца 26, внутренняя поверхность которого согласуется с формой свободных концов радиальных выступов, предпочтительно находится в вертикальной плоскости, условно проходящей через четыре установленных в линию конвейера.
На уровне задней части кольцо 26 содержит другое отверстие 78, диаметрально противоположное отверстию 70, позволяющее объектам 2 проходить через это кольцо 26 и находящееся перед и напротив переднего конца 30а второго конвейера 30, транспортирующего эти объекты 2 к производственному изолятору 32. Это отверстие 78 в основном предназначено для удаления объектов 2 за пределы выходного поворотного транспортера 24.
Второй конвейер 30 тоже является гравитационным роликовым конвейером (или конвейером любого другого подходящего типа), обеспечивающим автоматическое перемещение обрабатываемых объектов 2 по существу вдоль направления X.
Далее со ссылками на фиг.3 и 4 следует описание пути данного объекта 2 через установку 1.
Сначала поворотный транспортер 8 поворачивается вкруг оси 56 таким образом, чтобы одно из его гнезд 54 пришло в положение напротив отверстия 50. Затем первым средством 12 перемещения управляют таким образом, что объект 2, находящийся наиболее сзади на первом конвейере 6, переместился в направлении X до вышеуказанного гнезда 54, пройдя через отверстие 50.
После этого входной поворотный транспортер 8 совершает две четверти оборота для подачи этого объекта 2 напротив другого отверстия 58. Вторым средством 18 перемещения управляют таким образом, чтобы объект 2 переместился в направлении X внутрь рабочей камеры 14, пройдя через отверстие 58 и вход 60. Разумеется, что при каждом повороте поворотного транспортера 8 один объект 2 входит, а другой объект 2 выходит, за счет чего оптимизируется ритм работы установки.
После вхождения в камеру 14 перемещение объекта 2 в направлении X автоматически обеспечивается сначала входным внутренним конвейером 16, затем выходным внутренним конвейером 20, причем оба конвейера движутся с регулируемой скоростью. В этой связи следует отметить, что именно в тот интервал времени, когда объект 2 проходит над междуконвейерным пространством 68, то есть когда он одновременно находится на заднем конце 16b и на переднем конце 20b конвейеров 16, 20, он подвергается наиболее интенсивной обработке, так как он в это время облучается в угле 360° тремя электронными пучками, которые будут описаны ниже.
Перемещение объекта 2 на конвейере 20 с регулируемой скоростью происходит до момента, когда он доходит до выхода 66, на уровне которого объект 2 может взаимодействовать с третьим средством 22 перемещения, управляемым таким образом, чтобы объект переместился в направлении X внутрь гнезда 74 выходного поворотного транспортера 24, пройдя через выход 66 и отверстие 70 кольца 26. Для этого поворотный транспортер 24 предварительно поворачивают вокруг его оси 76 таким образом, чтобы одно из его гнезд 74 оказалось напротив отверстия 70.
Когда объект 2 оказывается в гнезде 74, выходной поворотный транспортер 24 совершает две четверти оборота, чтобы доставить объект 2 напротив другого отверстия 78. После этого управляют четвертым средством 28 перемещения таким образом, чтобы объект 2 переместился вдоль направления X до переднего конца 30а второго конвейера 30, пройдя через отверстие 78. Здесь также один объект 2 входит, тогда как другой объект выходит, чтобы оптимизировать ритм работы.
Наконец, объект 2 перемещается автоматически в направлении X за счет силы тяжести на конвейере 30 и заходит в производственный изолятор 32.
Естественно, как показано на фиг.3, установка 1 выполнена с возможностью размещения в ней нескольких объектов 2 одновременно, при этом несколько из этих объектов располагаются один за другим внутри рабочей камеры 14. Другим моментом является то, что во время работы при каждой четверти оборота (при каждом шаге) входного поворотного транспортера 8 напротив входа 60 рабочей камеры 14 оказывается новый объект 2 и поступает в нее при помощи второго средства 18 перемещения.
Например, поворотные транспортеры 8, 24 могут быть связаны с классическими приводными электрическими двигателями, предназначенными для приведения их во вращение, тогда как каждый из элементов 12, 18, 22, 28 может быть выполнен в виде каретки из нержавеющей стали, установленной на винте или шарике, и приводиться в движение классическим электрическим двигателем. С другой стороны, элементы 16 и 20 могут быть выполнены, каждый, в виде транспортерной ленты из сетки, выполненной из нержавеющей стали и приводимой в движение классическим электрическим двигателем.
На фиг.5 показаны средства 34 стерилизации, выполненные в предпочтительном варианте, специально предназначенном для поверхностной обработки объектов 2, при этом они содержат три источника 80а, 80b, 80с, каждый из которых генерирует электронный пучок вдоль осей A1, А2, A3 соответственно.
Эти оси в целом расположены на угловом расстоянии 120° относительно друг друга в плоскости Р, показанной на фиг.4 и соответствующей линии V-V на фиг.1. Эта плоскость Р является перпендикулярной к направлению движения объектов 46 и проходит через междуконвейерное пространство 68 предпочтительно посередине этого пространства. По этой причине наружная поверхность объекта 2, проходящего над этим междуконвейерным пространством 68, облучается в угле 360° за счет совместного действия трех источников 80а, 80b, 80с, оси A1, А2, A3 которых предпочтительно проходят через этот объект 2, движущийся над пространством 68.
Разумеется, специалист может вносить различные изменения в установку 1 для стерилизации объектов электронной бомбардировкой, описанной выше исключительно в качестве не ограничительного примера.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СТЕРИЛЬНОЙ УПАКОВКИ ТЕКУЧИХ ВЕЩЕСТВ | 1989 |
|
RU2033808C1 |
| УСТАНОВКА ДЛЯ ИНСПЕКЦИИ ОБЪЕКТОВ | 2006 |
|
RU2390762C2 |
| КАМЕРА ДЛЯ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2813445C1 |
| СИСТЕМА ДЛЯ ИНКУБАЦИИ И ФОРМИРОВАНИЯ ЦИФРОВЫХ ИЗОБРАЖЕНИЙ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811721C1 |
| МОДУЛЬ ПЕРЕМЕЩЕНИЯ КОНТЕЙНЕРОВ В КАМЕРЕ ДЛЯ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2812238C1 |
| Способ и устройство для скоростного исследования протяженных объектов, находящихся в движении, с помощью частотных импульсных источников рентгеновского излучения и электронных приемников излучения | 2019 |
|
RU2720535C1 |
| МОДУЛЬ И СИСТЕМА ФОРМИРОВАНИЯ ЦИФРОВЫХ ИЗОБРАЖЕНИЙ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2813210C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ДЕЗИНФЕКЦИИ ЯЙЦА | 2018 |
|
RU2729813C2 |
| СПОСОБ ОБЕЗЗАРАЖИВАНИЯ ПОСТЕЛЬНЫХ ПРИНАДЛЕЖНОСТЕЙ БЕЗЛИЧНОГО ПОЛЬЗОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129879C1 |
| Установка для стерилизации пищевыхпРОдуКТОВ, зАКлючЕННыХ B упАКОВКу | 1978 |
|
SU843702A3 |
Группа изобретений относится к области стерилизации объектов электронной бомбардировкой. Установка (1) для стерилизации объектов электронной бомбардировкой содержит средства (34) стерилизации, рабочую камеру (14), первый конвейер (6) и второй конвейер (30), выполненные с возможностью перемещения объектов и расположенные соответственно по обе стороны от рабочей камеры (14). При этом средства (34) стерилизации выполнены с возможностью создавать, по меньшей мере, один пучок электронов вдоль оси, проходящей через камеру (14). Установка также оборудована входным поворотным транспортером (8), предназначенным для перемещения объектов и установленным между первым конвейером (6) и рабочей камерой (14), и выходным поворотным транспортером (24), предназначенным для перемещения объектов и установленным между камерой (14) и вторым конвейером (3). Указанные поворотные транспортеры (8, 24) выполнены и расположены с возможностью создания барьера для радиационного излучения, излучаемого средствами (34) стерилизации. Установка может применяться для поверхностной или проникающей обработки стерилизуемых объектов. Группа изобретений позволяет уменьшить габариты установки при обеспечении достаточной биологической защиты от излучения. 2 н. и 16 з.п. ф-лы, 5 ил.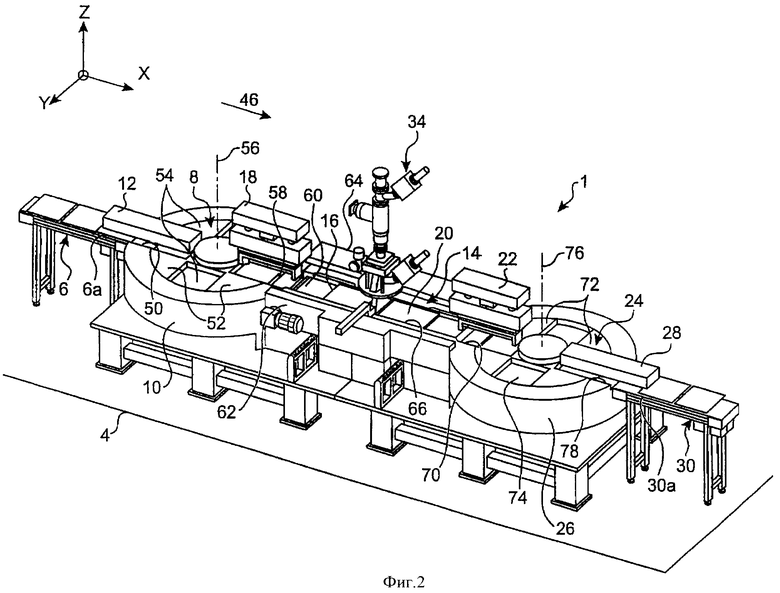
1. Установка (1) для стерилизации объектов электронной бомбардировкой, содержащая средства (34) стерилизации, выполненные с возможностью создавать, по меньшей мере, один пучок электронов вдоль оси (A1, А2, A3), проходящей через рабочую камеру (14) установки, внутри которой объекты (2) перемещают, при этом указанная установка содержит первый конвейер (6), а также второй конвейер (30), выполненные с возможностью перемещения указанных объектов (2) и расположенные соответственно по обе стороны от указанной рабочей камеры (14), отличающаяся тем, что указанная установка оборудована, с одной стороны, входным поворотным транспортером (8), предназначенным для перемещения указанных объектов (2) и установленным между первым конвейером (6) и указанной рабочей камерой (14), и, с другой стороны, выходным поворотным транспортером (24), тоже предназначенным для перемещения указанных объектов (2) и установленным между указанной рабочей камерой (14) и вторым конвейером (30), при этом указанные поворотные транспортеры (8, 24) выполнены и расположены с возможностью создания барьера для радиационного излучения, излучаемого указанными средствами (34) стерилизации.
2. Установка (1) для стерилизации объектов по п.1, отличающаяся тем, что каждый поворотный транспортер (8, 24) содержит множество радиальных выступов (52, 72), выполненных таким образом, чтобы два любых и непосредственно следующих друг за другом выступа ограничивали гнездо (54, 74) для размещения одного объекта (2), при этом последний выполнен с возможностью перемещения в указанное гнездо (54, 74) во время приведения в движение поворотного транспортера (8, 24), что приводит к повороту этого гнезда.
3. Установка (1) для стерилизации объектов по п.2, отличающаяся тем, что содержит первое средство (12) перемещения, позволяющее перемещать объект (2), находящийся на заднем конце (6а) первого конвейера (6), в гнездо входного поворотного транспортера (8), находящегося напротив этого заднего конца (6а) первого конвейера (6).
4. Установка (1) для стерилизации объектов по п.2, отличающаяся тем, что содержит второе средство (18) перемещения, позволяющее перемещать объект (2), находящийся в гнезде (54) входного поворотного транспортера (8), которое сообщается с входом (60) указанной рабочей камеры (14), внутрь этой рабочей камеры (14).
5. Установка (1) для стерилизации объектов по п.2, отличающаяся тем, что содержит третье средство (22) перемещения, позволяющее перемещать объект (2), находящийся внутри указанной рабочей камеры (14), в гнездо (74) выходного поворотного транспортера (24), которое сообщается с выходом (66) этой рабочей камеры (14).
6. Установка (1) для стерилизации объектов по п.2, отличающаяся тем, что содержит четвертое средство (28) перемещения, позволяющее перемещать объект (2), находящийся в гнезде (74) выходного поворотного транспортера (24), расположенном напротив переднего конца (30а) второго конвейера (30), до его попадания на этот передний конец второго конвейера (30).
7. Установка (1) для стерилизации объектов по любому из пп.1-6, отличающаяся тем, что указанная рабочая камера (14) оборудована, по меньшей мере, одним внутренним конвейером (16, 20), позволяющим приводить объекты (2) в движение внутри этой камеры (14).
8. Установка (1) для стерилизации объектов по п.2 или 3, отличающаяся тем, что содержит второе средство (18) перемещения, позволяющее перемещать объект (2), находящийся в гнезде (54) входного поворотного транспортера (8), которое сообщается с входом (60) указанной рабочей камеры (14), внутрь этой рабочей камеры (14), содержит третье средство (22) перемещения, позволяющее перемещать объект (2), находящийся внутри указанной рабочей камеры (14), в гнездо (74) выходного поворотного транспортера (24), которое сообщается с выходом (66) этой рабочей камеры (14), при этом указанная рабочая камера (14) оборудована первичным внутренним конвейером (16), на который объекты (2) доставляют указанным вторым средством (18) перемещения, а также вторичным внутренним конвейером (20), с которого объекты (2) перемещают в гнездо (74) выходного поворотного транспортера (24) при помощи указанного третьего средства (22) перемещения, причем внутренние конвейеры (16, 20) позволяют приводить объекты (2) в движение внутри этой камеры (14).
9. Установка (1) для стерилизации объектов по п.8, отличающаяся тем, что указанный первичный внутренний конвейер (16) содержит передний конец (16а), расположенный вблизи входа (60) указанной рабочей камеры (14), причем указанный вторичный внутренний конвейер (20) содержит задний конец (20а), расположенный вблизи выхода (66) указанной рабочей камеры (14).
10. Установка (1) для стерилизации объектов по п.9, отличающаяся тем, что задний конец (16b) первичного внутреннего конвейера (16) находится напротив и на расстоянии от переднего конца (20b) вторичного внутреннего конвейера (20) для образования междуконвейерного пространства (68).
11. Установка (1) для стерилизации объектов по п.8, отличающаяся тем, что указанные первый конвейер (6), второй конвейер (30), первичный внутренний конвейер (16) и вторичный внутренний конвейер (20) являются каждый, по существу, прямолинейными и расположенными, по существу, вдоль одной прямой линии, параллельной направлению движения объектов (46).
12. Установка (1) для стерилизации объектов по п.1, отличающаяся тем, что указанные средства (34) стерилизации содержат множество источников (80а, 80b, 80с), генерирующих, каждый, электронный пучок вдоль оси (A1, А2, A3), проходящей через указанную рабочую камеру (14).
13. Установка (1) для стерилизации объектов по п.12, отличающаяся тем, что указанные средства (34) стерилизации содержат три источника (80а, 80b, 80с), генерирующие соответственно три электронных пучка вдоль осей (A1, А2, A3), проходящих через указанную рабочую камеру (14), при этом указанные оси (A1, А2, A3) соответственно расположены на угловом расстоянии 120° относительно друг друга в плоскости Р, перпендикулярной к направлению движения объектов (46).
14. Установка (1) для стерилизации объектов по п.10, отличающаяся тем, что указанные средства (34) стерилизации содержат три источника (80а, 80b, 80с), генерирующие соответственно три электронных пучка вдоль осей (A1, А2, A3), проходящих через указанную рабочую камеру (14), при этом указанные оси (A1, А2, A3) соответственно расположены на угловом расстоянии 120° относительно друг друга в плоскости Р, перпендикулярной к направлению движения объектов (46), причем плоскость Р проходит через указанное междуконвейерное пространство (68).
15. Установка (1) для стерилизации объектов по п.14, отличающаяся тем, что указанные источники (80а, 80b, 80с) расположены таким образом, чтобы каждая из трех осей (A1, А2, A3) проходила через обрабатываемый объект (2), находящийся в междуконвейерном пространстве (68).
16. Установка (1) для стерилизации объектов по п.1, отличающаяся тем, что указанный второй конвейер (30) выходит в производственный изолятор (32), в который доставляют стерилизованные объекты (2).
17. Установка (1) для стерилизации объектов по п.1, отличающаяся тем, что указанный входной поворотный транспортер (8) размещен в кольце (10), имеющем отверстие (50) напротив первого конвейера (6), предназначенное для подачи объектов (2) в указанный входной поворотный транспортер (8), и отверстие (58), расположенное на продолжении входа (60) указанной рабочей камеры (14) и перед ним, при этом указанный выходной поворотный транспортер (24) размещен в кольце (26), имеющем отверстие (70), расположенное на продолжении выхода (66) указанной рабочей камеры (14) и за ним, и отверстие (78), находящееся напротив второго конвейера (30) и предназначенное для удаления объектов (2) из указанного выходного поворотного транспортера (24).
18. Применение установки (1) для стерилизации объектов по любому из пп.1-17 для поверхностной или проникающей обработки стерилизуемых объектов (2).
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| НАСКЕТТ James L | |||
| A state of the art electron beam sterilization facility - An integrated system, Radiat | |||
| Phys | |||
| Chem., vol.52, Nos 1-6, p.491-494, 1998 | |||
| US 2002114728 A1, 22.08.2002 | |||
| US 6191424 B1, 20.02.2001 | |||
| КОМПЛЕКС РАДИАЦИОННОЙ СТЕРИЛИЗАЦИИ | 1995 |
|
RU2074004C1 |

