Изобретение касается направляющей проводки, в частности, для установки непрерывной разливки стальных слябов, при этом направляющая проводка оснащена несколькими сегментами, которые с помощью опорных элементов поддерживают заготовку с двух противолежащих сторон, при этом опорные элементы для подачи заготовки в направлении перемещения установлены, по меньшей мере, в нижней раме и, по меньшей мере, в верхней раме, причем рамы размещены, по меньшей мере, на одной центральной поперечине.
Направляющая проводка для заготовки подобного рода уже известна, например, из документа ФРГ-DE 19824366 A1. Направляющая проводка содержит несколько опорных сегментов, которые образуют дуговой литейный участок и имеют противолежащие ряды направляющих и приводных роликов. При этом ролики смонтированы в верхней и нижней рамах. Рамы установлены на центральной поперечине (или, соответственно, на боковой раме).
Подобные решения раскрыты в документах DE 1965115 A1, DE 4034141 C1, EP 0879106 B1, EP 1286796 В1 и DE 2620888 С2.
Проблемой уже известных решений является демонтаж и монтаж дугообразного сегмента вместе с направляющей центральной поперечины из или в направляющую проводку. Демонтаж и монтаж сегмента и связанное с этим перемещение сегмента в направлении центральной точки радиального заливочного участка (то есть перпендикулярно оси сегмента или, соответственно, направлению перемещения) могут вызвать проблемы столкновения с соседними сегментами.
Это явление имеет место, в частности, в разливочных машинах с малыми радиусами литья. Зачастую сегменты могут быть демонтированы только путем перемещения верхней рамы сегмента в положение демонтажа. Это положение демонтажа в большинстве случаев соответствует меньшему размеру, чем самый большой отливаемый формат заготовки. Поэтому из-за неполадок при литье самого большого формата при демонтаже сегмента могут возникнуть существенные трудности.
В основе изобретения лежит задача усовершенствования направляющей проводки для заготовки указанного выше типа таким образом, чтобы и в случае небольших радиусов литья обеспечить наилучшую возможность для демонтажа и монтажа сегмента или, соответственно, его части.
Решение этой задачи в соответствии с изобретением характеризуется тем, что предусмотрены средства, с помощью которых можно передвигать, по меньшей мере, одну верхнюю и/или, по меньшей мере, одну нижнюю раму относительно, по меньшей мере, одной центральной поперечины в направлении перемещения или против направления перемещения.
При этом в большинстве случаев на каждой стороне сегмента установлено по одной центральной поперечине.
Упомянутые средства включают в себя, предпочтительным образом, по меньшей мере, один исполнительный механизм, который выполнен с возможностью перемещения одной из рам в направлении перемещения относительно центральной поперечины. Исполнительный механизм может быть выполнен в виде цилиндропоршневого блока двухстороннего действия, состоящего из поршня и цилиндра. Исполнительный механизм может быть оборудован также и двумя цилиндропоршневыми блоками, состоящими из поршня и цилиндра, которые устанавливаются на центральной поперечине.
Исполнительный механизм может быть выполнен в виде гидравлического цилиндропоршневого блока, в виде пневматического цилиндропоршневого блока или же в виде механического элемента регулирования длины. В последнем случае исполнительный механизм может содержать систему ходовых винтов, которая приводится в действие электродвигателем.
Опорные элементы выполнены, преимущественным образом, как приводные или не приводные ролики, которые установлены в раме с возможностью вращения. Сегменты образуют, предпочтительным образом, дуговой литейный участок (литейную дугу). Но их можно также использовать и для зон направляющей проводки, проходящих вертикально или горизонтально.
Под центральной поперечиной понимается, в общем и целом, конструкция нижней рамы сегмента, которая выполнена для направления верхней рамы. Но на каждом сегменте на одной стороне может быть предусмотрено и несколько поперечин боковых рам.
С помощью предложения, являющегося предметом изобретения, обеспечивается ситуация, когда, в частности, и на разливочных машинах, имеющих малые радиусы литья, существенно упрощается процедура демонтажа и монтажа сегмента, или, соответственно, она вообще становится возможной при определенных условиях эксплуатации. С помощью названных средств перемещения верхняя рама соседних сегментов для проведения демонтажа одного сегмента может быть передвинута таким образом, что становится возможным упрощенное, то есть не приводящее к столкновению, удаление сегмента. Итак, после перемещения верхних рам соседних сегментов сегмент, обеспечивающий непрерывное литье, может передвигаться вдоль своей оси, т.е. перпендикулярно зафиксированной стороне, не наталкиваясь на соседние сегменты.
Наличие такой возможности является преимуществом, в особенности, в случае дуговых сегментов.
На чертеже представлен пример выполнения изобретения, при этом показано:
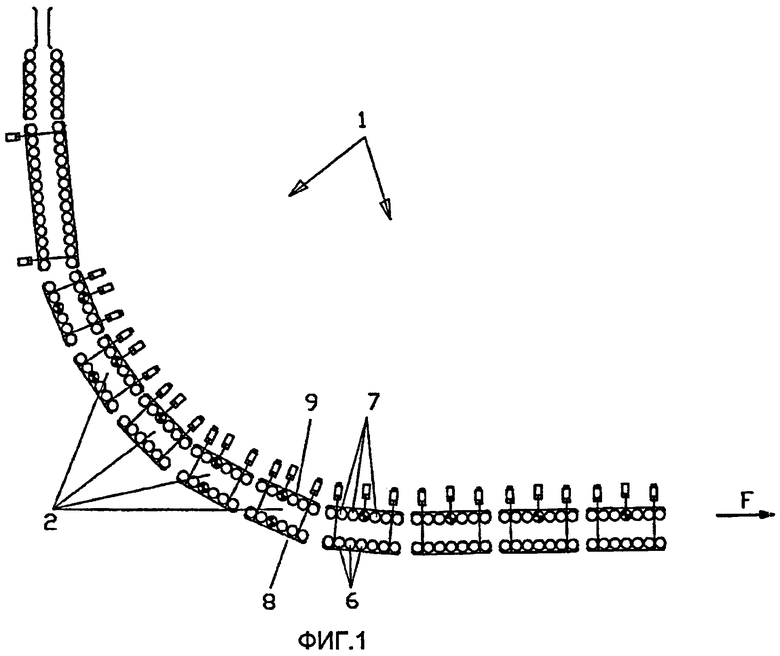
на фиг.1 - схематично в виде сбоку дуговой литейный участок направляющей проводки для установки непрерывной разливки,
на фиг.2 - три соседних сегмента дугового литейного участка в возможном рабочем положении, и
на фиг.3 - три сегмента, изображенные на фиг.2, в положении демонтажа одного из сегментов.
На фиг.1 можно видеть дуговой литейный участок направляющей проводки 1 для установки непрерывной разливки. Известным образом этот дуговой литейный участок сформирован из нескольких сегментов 2, которые занимают такое положение относительно друг друга, что направляющая проводка для заготовки приобретает дугообразную форму (здесь не показано), для того чтобы была возможность перевести заготовку после кристаллизатора из вертикального положения в горизонтальное. Каждый сегмент 2 в качестве существенных конструктивных узлов содержит две рамы 8 и 9, а именно, одну нижнюю раму 8 и одну верхнюю раму 9, в которые вмонтированы опорные элементы 6, 1, выполненные в виде роликов. При этом ролики могут быть приводными или не приводными, а рама 8, 9 может содержать ролики обоих видов. Таким образом, определяется направление F перемещения заготовки.
Конструкция сегмента 2 в соответствии с формой выполнения изобретения представлена на фиг.2. Сегменты, образующие дуговой литейный участок, обозначены позициями 2', 2'', 2''' и 2'''' (см. фиг.3). В случае используемых сегментов 2 речь идет о таких сегментах, которые имеют направляющую центральную поперечину. Каждый сегмент 2', 2'', 2''' содержит центральную поперечину 10, при этом на ее основной части, которая имеет Т-образную форму, стационарно установлена нижняя рама 8 (более подробно не показанная ни на фиг.2, ни на фиг.3), при этом она держит выполненные в форме роликов 6 опорные элементы, которые служат опорой для стороны 4 заготовки 3. Далее, на центральной поперечине 10 установлена верхняя рама 9, которая аналогичным образом держит опорные элементы, выполненные в форме роликов 7, которые служат опорой для стороны 5 заготовки 3.
Регулировка роликов 6 и 7 относительно друг друга, то есть регулировка зазора между роликами 6, 7, который остается для заготовки 3, осуществляется с помощью регулировочного цилиндра 17, который, как таковой, является известным.
Существенным при этом является тот факт, что, независимо от предусмотренной в каждом случае возможности регулирования зазора между роликами 5, 6 с помощью регулировочного цилиндра 17, верхние рамы 9 установлены на центральной поперечине 10 не стационарно, а так, что с помощью средств 11 для осуществления перемещения возможно смещение верхней рамы 9 относительно центральной поперечины 10 в направлении F. Средства 11 содержат исполнительный механизм 12, который состоит из двух цилиндропоршневых блоков, с помощью которых верхняя рама 9 может смещаться относительно центральной поперечины 10 как в направлении F, так и против этого направления. Для этой цели предусмотрена соответствующая направляющая скольжения, которая посредством исполнительного механизма 12 обеспечивает стабильное перемещение верхней рамы 9 относительно центральной поперечины 10.
Получаемый при этом эффект вытекает из сравнительного обзора фиг.2 и 3. Если есть необходимость демонтировать сегмент 2, а именно, в примере фиг.2 или, соответственно, фиг.3 это будет правый сегмент 2''', то для этого требуется определенное пространство для проведения монтажных работ, чтобы можно было извлечь сегмент в направлении средней точки дугового литейного участка.
На фиг.2 представлена возможная рабочая позиция сегментов 2. Далее, с помощью штрихпунктирной линии здесь показана граница 13 зоны демонтажа. Если бы правый сегмент 2''' во время своего движения вышел бы за пределы средней точки дугового литейного участка, то на месте, обозначенном позицией 14, произошло бы его столкновение с верхней рамой среднего сегмента 2''.
Чтобы этого не произошло, следует действовать так, как показано на фиг.3.
Верхняя рама 9 представленного среднего сегмента 2'' (так же как и верхняя рама обозначенного лишь в общих чертах сегмента 2'''', примыкающего на фиг.3 справа) с помощью исполнительного механизма 12 передвигается по отношению к центральной поперечине 10 против направления F перемещения. Вследствие этого центральная ось 15 верхней рамы 9 начинает перемещаться по направлению от центральной оси 18 центральной поперечины 10. На фиг.3 можно видеть, что верхняя рама 9 была передвинута с помощью исполнительного механизма 12 по направлению от центральной поперечины 10 на расстояние х. Как следствие, в области границы 13 зоны демонтажа образовался монтажный зазор 16. То же самое происходит и на верхней раме сегмента 2'''', примыкающего справа к демонтируемому сегменту 2''', который смещается в направлении F таким образом, что в области другой границы 19 зоны демонтажа также образуется соответствующий монтажный зазор.
При таких обстоятельствах представленный на фиг.3 справа сегмент 2''' можно извлекать из направляющей проводки в направлении средней точки дугового литейного участка без каких либо столкновений.
Для перемещения исполнительного механизма 12 могут использоваться любые системы. В соответствии с формой выполнения изобретения предусмотрена гидравлическая цилиндропоршневая система. Однако имеется также возможность использовать и электрическую систему, например, ходовой винт или какой-либо другой механический приводной механизм и электродвигатель к этим устройствам. Возможно применение также и пневматической системы.
Таким образом, изобретение предусматривает, в частности, перемещение верхних рам сегментов с помощью соответствующих исполнительных элементов в направлении, перпендикулярном оси сегментов (параллельно зафиксированной стороне), для того чтобы обеспечить пространство, необходимое для проведения демонтажа или, соответственно, монтажа сегмента.
Предусмотренная в примере выполнения форма выполнения исполнительного механизма 12 с использованием двух цилиндров позволяет производить перемещение верхней рамы 9, изображенной на фиг.1, по выбору либо вправо, либо влево, в зависимости от того, какой сегмент будет демонтироваться или, соответственно, монтироваться.
На фиг.2 проиллюстрирована возможная рабочая позиция устройства. Следует отметить, что перестановка верхней рамы 9 может быть также использована и как возможные варианты наладки в режиме литья, например, для того, чтобы иметь возможность произвести смещение ориентирующих точек. Также следует указать, что перемещение нижней рамы 8, не изображенное с целью упрощения, может осуществляться аналогично перемещению верхней рамы 9, совместно с ним или вместо него, для чего нижняя рама 8 снабжается исполнительным механизмом, аналогичным механизму 12, или соединяется с исполнительным механизмом 12.
Предложение, содержащееся в изобретении, находит свое применение, особенно предпочтительным образом, в случае использования дуговых сегментов в установках непрерывной разливки слябов и тонких слябов.
Перечень ссылочных позиции
1 - направляющая проводка для заготовки
2 - сегмент
2', 2'', 2''', 2'''', - сегмент
3 - заготовка
4 - сторона заготовки
5 - сторона заготовки
6 - опорный элемент (ролик)
7 - опорный элемент (ролик)
8 - нижняя рама
9 - верхняя рама
10 - центральная поперечина
11 - средства для перемещения
12 - исполнительный механизм
13 - граница зоны демонтажа
14 - место столкновения
15 - центральная ось верхней рамы
16 - монтажный зазор
17 - регулировочный цилиндр
18 - центральная ось центральной поперечины
19 - граница зоны демонтажа
F - направление перемещения
Х - расстояние смещения

Изобретение относится к металлургии. Направляющая проводка (1) содержит несколько сегментов (2), каждый из которых снабжен верхней и нижней рамой, расположенной на центральной поперечине (10), и опорные элементы (6, 7), которые поддерживают заготовку (3) с двух противолежащих сторон (4, 5). Опорные элементы (6, 7) для подачи заготовки (3) в направлении перемещения установлены в нижней и верхней рамах (8, 9). Направляющая проводка (1) содержит средства (11), обеспечивающие перемещение, по меньшей мере, одной верхней и/или, по меньшей мере, одной нижней рамы (8, 9) относительно средней поперечины (10) в направлении перемещения или против этого направления. Достигается наилучшая возможность для демонтажа сегмента. 9 з.п. ф-лы, 3 ил.
1. Направляющая проводка (1) для заготовки, в частности, для установки непрерывной разливки стальных слябов, оснащенная несколькими сегментами (2), при этом каждый сегмент содержит верхнюю и нижнюю рамы, расположенные, по меньшей мере, на одной центральной поперечине (10), и опорные элементы (6, 7), которые поддерживают заготовку (3) с двух противолежащих сторон (4, 5), при этом опорные элементы (6, 7) для подачи заготовки (3) в направлении (F) перемещения установлены, по меньшей мере, в одной нижней раме (8) и, по меньшей мере, в одной верхней раме (9), отличающаяся тем, что предусмотрены средства (11), обеспечивающие перемещение, по меньшей мере, одной верхней и/или, по меньшей мере, одной нижней рамы (8, 9) относительно, по меньшей мере, одной средней поперечины (10) в направлении (F) перемещения или против этого направления.
2. Направляющая проводка по п.1, отличающаяся тем, что на каждой стороне сегмента (2) установлено по одной средней поперечине (10).
3. Направляющая проводка по п.1, отличающаяся тем, что сегменты (2) образуют дуговой литейный участок.
4. Направляющая проводка по любому из пп.1-3, отличающаяся тем, что средства (11) включают в себя, по меньшей мере, один исполнительный механизм (12), который выполнен с возможностью перемещения одной из рам (8, 9) в направлении (F) перемещения относительно средней поперечины (10).
5. Направляющая проводка по п.4, отличающаяся тем, что исполнительный механизм (12) выполнен в виде цилиндропоршневого блока двухстороннего действия.
6. Направляющая проводка по п.4, отличающаяся тем, что исполнительный механизм (12) включает в себя два цилиндропоршневых блока, которые размещены на средней поперечине (10).
7. Направляющая проводка по п.4, отличающаяся тем, что исполнительный механизм (12) выполнен в виде гидравлического цилиндропоршневого блока.
8. Направляющая проводка по п.4, отличающаяся тем, что исполнительный механизм (12) выполнен в виде пневматического цилиндропоршневого блока.
9. Направляющая проводка по п.4, отличающаяся тем, что исполнительный механизм (12) выполнен как механический элемент регулирования длины в виде системы ходовых винтов, которая приводится в действие электродвигателем.
10. Направляющая проводка по любому из пп.1-3, отличающаяся тем, что опорные элементы (6, 7) выполнены в виде приводных или не приводных роликов, которые установлены в раме (8, 9) с возможностью вращения.
| DE 19824366 A1, 02.12.1999 | |||
| Устройство для поддержания и направления слмтка | 1975 |
|
SU562177A3 |
| DE 10225924 A1, 02.01.2003 | |||
| DE 19703811 A1, 30.07.1998 | |||
| DE 102004034522 A1, 16.02.2006 | |||
| WO 2007137712 A1, 06.12.2007 | |||
| Тянуще-правильное и направляющее устройство зоны вторичного охлаждения машины непрерывного литья заготовок | 1983 |
|
SU1196118A1 |

