Настоящее изобретение касается направляющего сегмента ручья для опирания и направления металлического ручья с поперечным сечением сляба в направляющей ручья машины непрерывного литья заготовок.
Конкретно изобретение касается направляющего сегмента ручья для опирания и направления металлического ручья с поперечным сечением сляба в направляющей ручья машины непрерывного литья заготовок, имеющего верхнюю раму и нижнюю раму, при этом верхняя рама разъемным соединением соединена с нижней рамой; при этом несколько направляющих валков ручья соединены каждый с верхней рамой и нижней рамой; и при этом в направлении вытягивания заготовки по меньшей мере два непосредственно последовательно расположенных индивидуально смещаемых направляющих валка ручья могут индивидуально устанавливаться относительно ручья.
Из DE 27 31 748 известен направляющий сегмент ручья с отдельной установкой валков, у которого по меньшей мере две расположенные последовательно пары направляющих валков ручья могут устанавливаться относительно ручья индивидуально, т.е. независимо друг от друга. В этом решении два перестановочных устройства с одной стороны соединены с нижней рамой, а с другой стороны - с верхней рамой, так что при демонтаже смещаемого направляющего валка ручья перестановочные устройства вручную отсоединяются от верхней рамы, а затем верхняя рама должна быть отсоединена от нижней рамы. Кроме того, отсоединение верхней рамы от нижней рамы необходимо также при демонтаже несмещаемого направляющего валка ручья. Из-за стесненных условий площади в направляющей ручья установки непрерывного литья заготовок, таким образом, смена одного единственного направляющего валка ручья в смонтированном состоянии направляющего сегмента ручья невозможна, что негативно сказывается на возможности технического обслуживания сегмента и затратах на техническое обслуживание.
Задачей изобретения является создать направляющий сегмент ручья вышеназванного рода, у которого в смонтированном состоянии сегмента можно отдельно заменять по меньшей мере один, предпочтительно каждый, индивидуально смещаемый направляющий валок ручья направляющего сегмента ручья. Благодаря этому улучшается удобство технического обслуживания направляющего сегмента ручья.
Эта задача решается с помощью направляющего сегмента ручья, у которого для каждого индивидуально смещаемого направляющего валка ручья предусмотрены держатель валка, по меньшей мере одно перестановочное устройство для смещения держателя валка в направлении установки поперек направления вытягивания заготовки и точно одна расположенная поперек направления вытягивания заготовки поперечина, при этом поперечина соединена разъемным соединением с верхней рамой или нижней рамой, которая соединена с индивидуально смещаемым направляющим валком ручья, при этом перестановочное устройство соединено шарнирным соединением с одной стороны с поперечиной, а с другой стороны - с держателем валка, и индивидуально смещаемый направляющий валок ручья с возможностью вращения оперт на держатель валка.
При этом в модульной конструкции для каждого индивидуально смещаемого направляющего валка ручья предусмотрены держатель валка, по меньшей мере одно перестановочное устройство и точно одна расположенная поперек направления вытягивания заготовки поперечина, так что эти конструктивные элементы при монтаже или, соответственно, демонтаже могут модульно вводиться в направляющий сегмент ручья или, соответственно, извлекаться из него.
Сама поперечина соединена разъемным соединением с рамой, конкретно с верхней или нижней рамой, которая соединена с индивидуально смещаемым направляющим валком ручья. Эта конструкция допускает очень простой и быстрый монтаж или, соответственно, демонтаж индивидуально смещаемого направляющего валка ручья, включая установочные устройства, так как конкретно только поперечина отсоединяется от рамы, а затем поперечина с перестановочными устройствами, держателем валка и самим направляющим валком ручья должны извлекаться из рамы, так что смещаемый направляющий валок ручья даже в смонтированном состоянии сегмента в направляющей ручья может монтироваться или, соответственно, демонтироваться.
В одном из простых вариантов осуществления индивидуально смещаемый направляющий валок ручья в направлении установки находится напротив несмещаемого направляющего валка ручья. В соответствии с этим вариантом осуществления обычно у криволинейных установок все направляющие валки ручья нижней рамы (называемой также наружной рамой) предусмотрены на опорной стороне, т.е. эти направляющие валки ручья выполнены в виде несмещаемых направляющих валков ручья, а все направляющие валки ручья верхней рамы (называемой также внутренней рамой) предусмотрены на свободной стороне, т.е. эти направляющие валки ручья выполнены в виде индивидуально смещаемых направляющих валков ручья.
В одном из предпочтительных вариантов осуществления напротив индивидуально смещаемого направляющего валка ручья в направлении установки находится другой индивидуально смещаемый направляющий валок ручья. Обычно все направляющие валки ручья верхней рамы и все направляющие валки ручья нижней рамы предусмотрены каждый на свободной стороне, причем, таким образом, все направляющие валки ручья выполнены в виде индивидуально смещаемых направляющих валков ручья. Этот вариант осуществления конструктивно более трудоемок, однако допускает индивидуальный демонтаж всех направляющих валков ручья. Наряду с возможностью индивидуальной замены всех направляющих валков ручья существует другое преимущество этого варианта осуществления в том, что все направляющие валки ручья могут индивидуально устанавливаться на ручье, так что, например, перекручивание боковой поверхности одного или нескольких направляющих валков ручья может просто компенсироваться сопутствующим ему уменьшением диаметра.
В связи с двумя вышеназванными вариантами осуществления под «напротив» следует понимать, что два противолежащих направляющих валка ручья имеют смещение в направлении толщины ручья друг относительно друга, при этом направляющие валки ручья при необходимости могут также иметь осевое смещение в направлении вытягивания заготовки.
В одном из вариантов осуществления верхняя или нижняя рама, которая соединена с индивидуально смещаемым направляющим валком ручья, образована из двух боковых опорных рам и соответственно одной поперечины для каждого направляющего валка ручья, при этом боковая опорная рама каждого индивидуально смещаемого направляющего валка ручья имеет продольное направляющее устройство, предпочтительно продольную прорезь, которая проходит в направлении установки.
В одном из простых вариантов осуществления держатель валка выполнен плитообразным, при этом держатель валка направляется посредством направляющих элементов в продольных направляющих устройствах, предпочтительно продольных прорезях, боковых опорных рам. Благодаря этому обеспечивается простое направление держателя валка и, следовательно, направляющего валка ручья, что положительно сказывается на точности направления направляющего валка ручья.
В другом варианте осуществления направляющий валок ручья опирается на несколько опор, например на держателе валков или на нижней раме, так что возможна также передача высоких опорных или, соответственно, установочных усилий при лишь небольшом прогибе валка.
В одном из предпочтительных вариантов осуществления для каждого держателя валка предусмотрены два перестановочных устройства, при этом каждое перестановочное устройство в направлении продольной протяженности смещаемого направляющего валка ручья внутри двух крайних наружных опор шарнирно соединено с держателями валков. Посредством этого варианта осуществления, с одной стороны, можно задавать различные положения установки или, соответственно, установочные усилия на правой и левой стороне, а с другой стороны, опорные или, соответственно, установочные усилия благоприятным образом от держателя валка передаются в перестановочные устройства. Кроме того, при этом может обеспечиваться, чтобы межвалковый зазор на правой и левой стороне в каждом случае соответствовал одному, одинаковому или отличающемуся номинальному значению.
Но конечно, возможно также, чтобы два этих перестановочных устройства в направлении продольной протяженности смещаемого направляющего валка ручья были шарнирно соединены с держателями валков вне двух крайних наружных опор.
Кроме того, в одном из вариантов осуществления возможно также, чтобы для каждого держателя валка было предусмотрено перестановочное устройство, которое расположено на держателе валка посредине.
В одном из предпочтительных вариантов осуществления каждая поперечина посредством соответственно одного, предпочтительно гидроприводного, зажимного устройства соединена с боковой опорной рамой, благодаря чему может быть сокращено время, необходимое для замены поперечины.
В одном из предпочтительных вариантов осуществления для зажимного устройства предусмотрено автоматическое снабжение рабочей средой, причем оно автоматически соединяется при соединении поперечины с боковой опорной рамой или, соответственно, рамами, благодаря чему возможно автоматизированное (т.е. без ручного вмешательства) подключение или отсоединение трубопроводов, снабжающих рабочей средой, так что еще более сокращается время, необходимое для замены поперечины.
В одном из вариантов осуществления перестановочное устройство выполнено в виде гидравлического цилиндра.
Предпочтительно, чтобы для перестановочного устройства было предусмотрено устройство измерения перемещений для измерения положения установки и/или силоизмерительное устройство для измерения установочного усилия.
В одном из простых, надежных и точных вариантов осуществления силоизмерительное устройство выполнено в виде устройства для измерения по меньшей мере одного гидравлического давления в камере гидравлического цилиндра.
С высокой точностью достижение необходимого установочного усилия или, соответственно, необходимой толщины ручья становится возможным, когда регулировочное устройство соединено с силоизмерительным устройством, устройством измерения перемещений (предпочтительно интегрированным в гидравлический цилиндр) и исполнительным устройством (предпочтительно гидравлическим клапаном пропорционального регулирования или сервоклапаном), например, для компенсации прогиба поперечины вследствие установочного усилия перестановочного устройства. При этом на основании определенного с помощью силоизмерительного устройства установочного усилия осуществляется перерасчет прогиба поперечины и/или других конструктивных элементов, так что прогиб поперечины и/или других конструктивных элементов может компенсироваться посредством корректировки заданных номинальных значений для положения установки посредством регулировочного устройства.
В другом варианте осуществления для держателя валка предусмотрен по меньшей мере один упор для калибровки устройства измерения перемещений. Благодаря этому возможна калибровка модуля, состоящего из поперечины, перестановочного устройства, держателя валка и направляющего валка ручья перед монтажом в направляющий сегмент ручья, так чтобы этот модуль - когда перестановочное устройство наезжает на упор - был полностью откалиброван и, таким образом, полностью работоспособен.
Предпочтительно применение предлагаемого изобретением направляющего сегмента ручья в установке непрерывного литья заготовок, снабженной криволинейной или горизонтальной направляющей ручья для изготовления непрерывно-литой заготовки, предпочтительно с поперечным сечением сляба или тонкого сляба, из стали. Но изобретение, конечно, может также применяться в вертикальных установках или же в установках для литья блюмов.
Другие преимущества и признаки настоящего изобретения содержатся в последующем описании неограничивающих примеров осуществления, причем ссылаемся на следующие фигуры, на которых показано следующее:
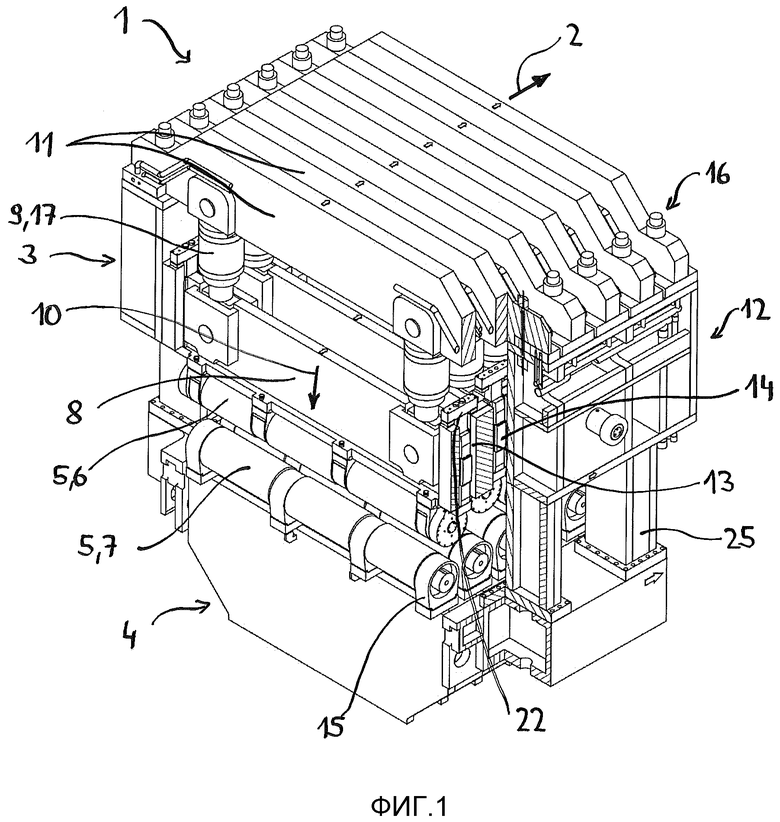
фиг.1: изображение в перспективе направляющего сегмента ручья с опорной и свободной стороной;
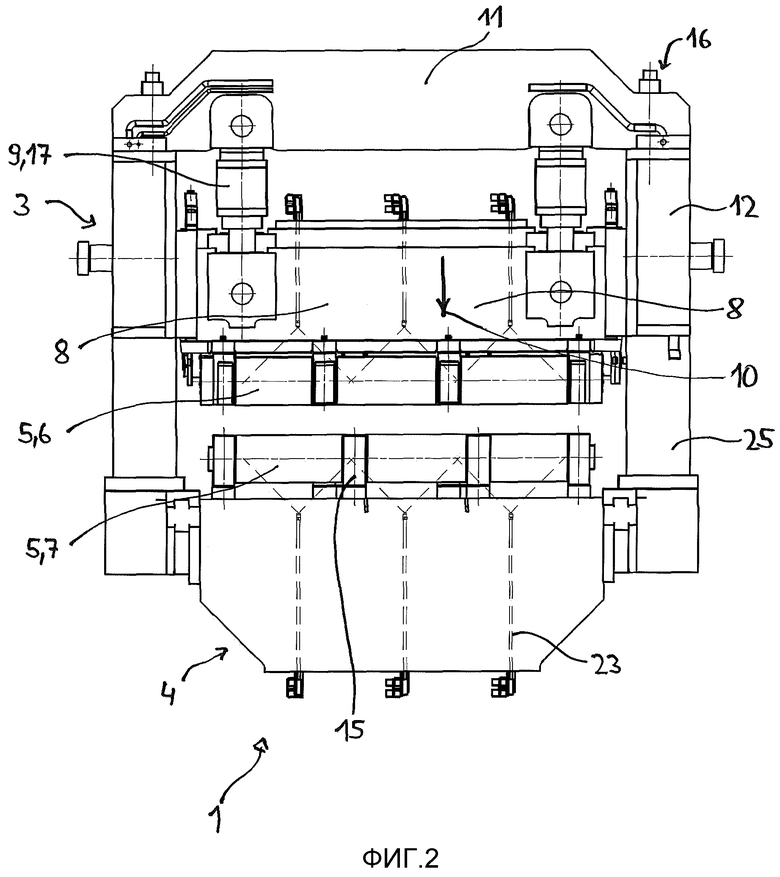
фиг.2: эскиз направляющего сегмента ручья, показанного на фиг.1;
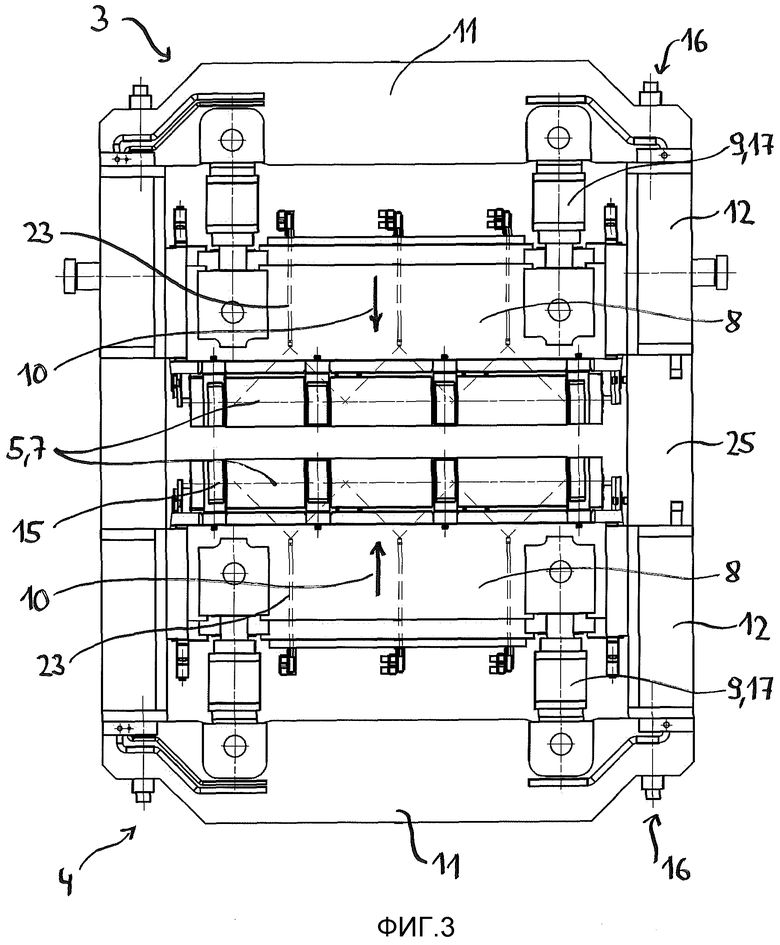
фиг.3: эскиз направляющего сегмента ручья с двумя свободными сторонами;
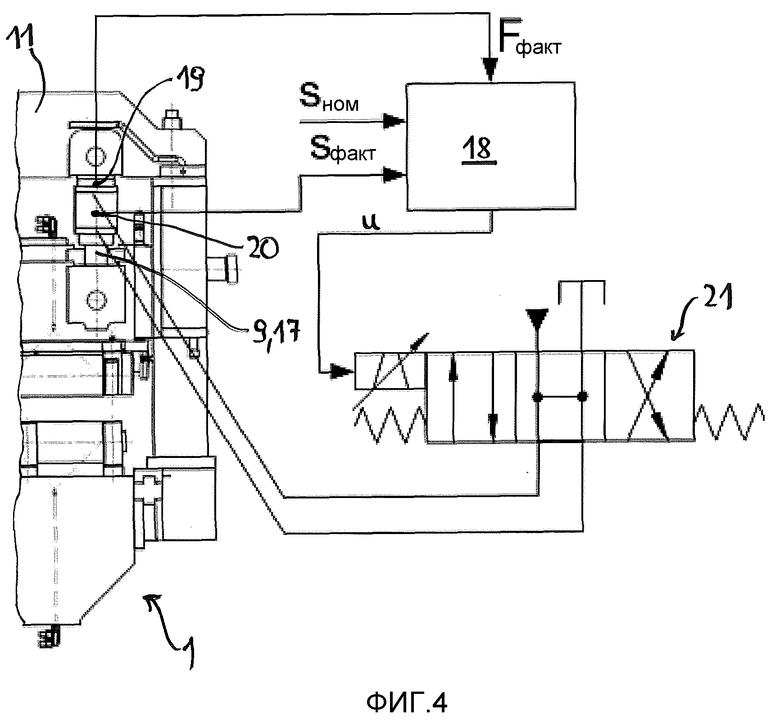
фиг.4: схематичное изображение направляющего сегмента ручья, снабженного регулировочным устройством для компенсации прогиба поперечины вследствие установочного усилия.
На фиг.1 показан направляющий сегмент ручья 1 криволинейной машины непрерывного литья заготовок для изготовления слябов из стали. В самой машине непрерывного литья заготовок жидкая сталь в кристаллизаторе разливается с получением по меньшей мере частично затвердевшей непрерывно-литой заготовки, которая в последующей, образованной из нескольких последовательно расположенных в направлении 2 вытягивания заготовки направляющих сегментов ручья, направляющей ручья направляется, опирается, а также охлаждается. Направляющий сегмент 1 ручья имеет верхнюю раму 3 и соединенную с ней разъемным соединением нижнюю раму 4, при этом все предусмотренные для верхней рамы 3 направляющие валки 5 ручья выполнены в виде индивидуально устанавливаемых смещаемых направляющих валков 6 ручья, а все предусмотренные для нижней рамы 4 направляющие валки 5 ручья - в виде несмещаемых направляющих валков 7 ручья. Посредством индивидуально устанавливаемых на ручье смещаемых направляющих валков 6 ручья ручей может целенаправленно, например, посредством «Soft-Reduction» (мягкого обжатия) или «Pre-Rolling» (предварительной раскатки) и пр. подвергаться металлургической обработке, так что, например,
- установочное усилие на один направляющий валок 6 ручья для улучшения внутреннего качества может удерживаться в предварительно заданных пределах, благодаря чему, однако, может также предотвращаться перегрузка смещаемого направляющего валка ручья;
- нижний конец жидкой фазы непрерывно литой заготовки может определяться с высокой точностью посредством наблюдения за установочными усилиями смещаемых направляющих валков 6 ручья;
- возможно достижение любых, т.е. линейных или же нелинейных уменьшений толщины поперек направления 2 вытягивания непрерывно литой заготовки.
Нижняя рама 4 посредством боковых соединительных колонн 25 соединена с верхней рамой 3, при этом верхняя рама 3 образуется из двух боковых опорных рам 12 и соответственно одной поперечины 11 на каждый смещаемый направляющий валок 6 ручья. Для каждого смещаемого направляющего валка 6 ручья предусмотрен модуль, имеющий плитообразный держатель 8 валка, два выполненных в виде гидравлических цилиндров 17 перестановочных устройства 9 для смещения держателя 8 валка в направлении 10 установки поперек направления 2 вытягивания заготовки, и поперечину 11, при этом поперечина 11 последовательно зажимных устройств 16, которые могут гидравлически предварительно натягиваться, соединена разъемным соединением с боковой опорной рамой 12. Каждый смещаемый направляющий валок 6 ручья посредством четырех опор 15 оперт на держателе 8 валка с возможностью вращения, так что даже высокие установочные усилия могут направляться только лишь с небольшими прогибами в держатель валка и затем в верхнюю раму 3. Гидравлический цилиндр 17 с одной стороны подвижно соединен шарнирным соединением с поперечиной 11, а с другой стороны соединен шарнирным соединением с держателем 8 валка, при этом каждый гидравлический цилиндр 17 в направлении продольной протяженности смещаемого направляющего валка 6 ручья внутри двух крайних наружных опор 15 соединен шарнирным соединением с держателем 8 валка. Благодаря этой модульной конструкции можно демонтировать или, соответственно, монтировать отдельный смещаемый направляющий валок 6 ручья, включая предусмотренный держатель 8 валка, перестановочные устройства 9 и поперечину 11, даже в смонтированном состоянии направляющего сегмента 1 ручья, так что обеспечивается высокое удобство технического обслуживания. Благодаря тому, что для каждого держателя 8 валка предусмотрен упор 22, можно также калибровать этот модуль даже в демонтированном состоянии, т.е. вне направляющего сегмента ручья, при этом предусмотренное для гидравлического цилиндра 17 устройство измерения перемещений после прихода в референтное положение (например, когда происходит наезд на упор 22 или на поперечину 11) оказывается полностью калиброванным. Альтернативно калибровка может также осуществляться вне направляющего сегмента ручья. Кроме того, для нескольких зажимных устройств 16 предусмотрено автоматическое снабжение 24 рабочей средой, так что при соединении поперечины 11 с боковой опорной рамой 12 также одновременно соединяются трубопроводы для снабжения рабочей средой, например трубопроводы гидравлики, охлаждающего средства и/или сжатого воздуха. Каждый плитообразный держатель 11 валка посредством по меньшей мере одного направляющего элемента 14 направляется в выполненном в виде продольной прорези 13 продольном направляющем устройстве каждой боковой опорной рамы 12, благодаря чему обеспечивается высокая точность и жесткость направления.
На фиг.2 изображен эскиз направляющего сегмента 1 ручья, показанного на фиг.1, при этом также одновременно были изображены охлаждающие форсунки 23, выполненные в виде водяных или водно-воздушных форсунок.
На фиг.3 изображен один из вариантов осуществления предлагаемого изобретением направляющего сегмента 1 ручья, у которого все направляющие валки 5 ручья, т.е. соединенные как с верхней рамой 3, так и с нижней рамой 4 направляющие валки ручья выполнены в виде индивидуально смещаемых направляющих валков 6 ручья. Верхняя рама 3 разъемным соединением соединена посредством нескольких расположенных сбоку соединительных колонн 25 с нижней рамой 4, при этом соответственно верхняя и нижняя рама образована соответственно из двух боковых опорных рам 12 и соответственно одной поперечины для каждого направляющего валка 6 ручья. Наряду с защитой от перегрузок всех смещаемых направляющих валков 6 ручья этот вариант осуществления обладает тем преимуществом, что все направляющие валки ручья могут устанавливаться на ручье индивидуально, так что, например, когда один отдельный направляющий валок ручья в ходе работ по техническому обслуживанию был перекручен на меньший диаметр валка, это сокращение диаметра может простым образом компенсироваться путем изменения номинального положения перестановочного устройства 9.
На фиг.4 изображен фрагмент направляющего сегмента 1 ручья, снабженного регулировочным устройством 18. При этом регулировочное устройство 18 соединено с устройством 20 измерения перемещений и силоизмерительным устройством 19 выполненного в виде гидравлического цилиндра 17 перестановочного устройства 9, при этом посредством регулировочного устройства 18 компенсируется прогиб поперечины 11 вследствие установочного усилия перестановочного устройства 9. Конкретно силоизмерительное устройство 19 определяет фактическое значение установочного усилия Fфакт, которое посредством механической модели, которая заложена в регулировочное устройство 18, пересчитывается в прогиб Δs поперечины 11 и при необходимости других конструктивных элементов (таких как, например, держатель 8 валка, боковая рама 12, соединительные колонны 25). Теперь к заданному для регулировочного устройства 18 номинальному положению Sном установки прибавляется Δs, при этом осуществляется регулировка на скомпенсированное номинальное значение 

Конкретно при компенсации положения установки вследствие установочного усилия смещаемого направляющего валка ручья осуществляются следующие шаги:
- регистрация по меньшей мере одного фактического значения sфакт положения установки посредством устройства 20 измерения перемещений;
- регистрация по меньшей мере одного фактического значения Fфакт установочного усилия посредством силоизмерительного устройства 19, при этом для смещаемого направляющего валка 6 ручья предусмотрены устройство 20 измерения перемещений и силоизмерительное устройство 19;
- ввод номинального значения sном положения установки, фактического значения sфакт положения установки и фактического значения Fфакт установочного усилия в регулировочное устройство 18;
- определение отклонения Δs номинального значения (например, прогиба поперечины 11) положения установки вследствие установочного усилия с учетом механической модели (например, прогиба балки);
- расчет скомпенсированного номинального значения
- определение значения u исполнительного воздействия посредством регулировочного устройства 18 с учетом скомпенсированного номинального значения
- подача на исполнительное устройство 21, предусмотренное для перестановочного устройства 9, значения u исполнительного воздействия, так чтобы фактическое значение sфакт положения установки как можно более соответствовало значению
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Направляющий сегмент ручья
2 Направление вытягивания заготовки
3 Верхняя рама
4 Нижняя рама
5 Направляющий валок ручья
6 Индивидуально смещаемый направляющий валок ручья
7 Несмещаемый направляющий валок ручья
8 Держатель валка
9 Перестановочное устройство
10 Направление установки
11 Поперечина
12 Боковая опорная рама
13 Продольная прорезь
14 Направляющий элемент
15 Опора
16 Зажимное устройство
17 Гидравлический цилиндр
18 Регулировочное устройство
19 Силоизмерительное устройство
20 Устройство измерения перемещений
21 Исполнительное устройство
22 Упор
23 Охлаждающая форсунка
24 Автоматическое снабжение рабочей средой
25 Соединительная колонна
u Величина исполнительного воздействия
sном Номинальное значение положения установки
sфакт Фактическое значение положения установки
Fфакт Фактическое значение установочного усилия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тянущее устройство установки непрерывного литья горизонтального типа | 1978 |
|
SU856650A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2010 |
|
RU2503514C2 |
| ОДНОКЛЕТЕВОЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ЛИСТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2019338C1 |
| Вытягивающее устройство машины непрерывного литья | 1990 |
|
SU1752498A1 |
| РАДИАЛЬНО-ОСЕВОЙ КОЛЬЦЕПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ КОЛЬЦА | 2018 |
|
RU2761021C2 |
| ОБЖИМНОЙ ПРОКАТНЫЙ СТАН С ПРИВОДНЫМ БЛОКОМ | 2010 |
|
RU2508956C1 |
| УСТРОЙСТВО ДЛЯ МЯГКОГО ОБЖАТИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ КРУГЛОГО СЕЧЕНИЯ | 2017 |
|
RU2710610C1 |
| Устройство для возвратно-поступательного перемещения заготовок | 1982 |
|
SU1069937A1 |
| СЕГМЕНТ НАПРАВЛЯЮЩЕГО РУЧЬЯ И УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2018 |
|
RU2741608C1 |
| НАПРАВЛЯЮЩАЯ ПРОВОДКА, В ЧАСТНОСТИ, ДЛЯ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ СЛЯБОВ | 2009 |
|
RU2414325C1 |
Настоящее изобретение относится к металлургии, в частности к непрерывному литью заготовок. В направляющем ручье машины непрерывного литья заготовок направляющий сегмент (1) имеет верхнюю раму (3) и нижнюю раму (4), соединенные друг с другом разъемно. Направляющие валки (5, 6, 7) ручья соединены каждый с верхней рамой (3) и нижней рамой (4). По меньшей мере два последовательно расположенных направляющих валка (6) ручья могут индивидуально устанавливаться относительно ручья. Для каждого направляющего валка (6) предусмотрены держатель (8), по меньшей мере одно перестановочное устройство (9) для смещения держателя (8) валка в направлении (10) установки поперек направления (2) вытягивания заготовки, и одна расположенная поперек направления (2) вытягивания заготовки поперечина (11). Поперечина (11) соединена разъемно с верхней или нижней рамой (3, 4), а перестановочное устройство (9) соединено шарнирным соединением с одной стороны с поперечиной (11), а с другой стороны - с держателем (8) валка. Индивидуально смещаемый направляющий валок (6) ручья с возможностью вращения оперт на держатель (8) валка. Упрощается техническое обслуживание направляющего сегмента. 2 н. и 13 з.п.ф-лы, 4 ил.
1. Направляющий сегмент (1) ручья для опирания и направления металлического ручья с поперечным сечением сляба в направляющей ручья машины непрерывного литья заготовок, содержащий верхнюю раму (3) и нижнюю раму (4), при этом верхняя рама (3) разъемным соединением соединена с нижней рамой (4), несколько направляющих валков (5, 6, 7) ручья, каждый из которых соединен с верхней рамой (3) и нижней рамой (4), при этом в направлении (2) вытягивания заготовки по меньшей мере два непосредственно последовательно расположенных индивидуально смещаемых направляющих валка (6) ручья выполнены с возможностью индивидуальной установки относительно ручья, отличающийся тем, что для каждого индивидуально смещаемого направляющего валка (6) ручья предусмотрены держатель (8) валка, по меньшей мере одно перестановочное устройство (9) для смещения держателя (8) валка в направлении (10) установки поперек направления (2) вытягивания заготовки, и одна расположенная поперек направления (2) вытягивания заготовки поперечина (11), причем поперечина (11) соединена разъемным соединением с верхней рамой (3) или нижней рамой (4), которая соединена с индивидуально смещаемым направляющим валком (6) ручья, при этом перестановочное устройство (9) соединено шарнирным соединением с одной стороны с поперечиной (11), а с другой стороны - с держателем (8) валка, и индивидуально смещаемый направляющий валок (6) ручья с возможностью вращения оперт на держатель (8) валка.
2. Направляющий сегмент ручья по п.1, отличающийся тем, что напротив индивидуально смещаемого направляющего валка (6) ручья в направлении (10) установки расположен несмещаемый направляющий валок (7) ручья.
3. Направляющий сегмент ручья по п.1, отличающийся тем, что напротив индивидуально смещаемого направляющего валка (6) ручья в направлении (10) установки расположен другой индивидуально смещаемый направляющий валок (6) ручья.
4. Направляющий сегмент ручья по п.1, отличающийся тем, что верхняя или нижняя рама (3, 4), которая соединена с индивидуально смещаемым направляющим валком (6) ручья, образована из двух боковых опорных рам (12) и соответственно одной поперечины (11) для каждого смещаемого направляющего валка (6) ручья, при этом боковая опорная рама (12) каждого индивидуально смещаемого направляющего валка (6) ручья имеет продольное направляющее устройство, предпочтительно продольную прорезь (13), которая проходит в направлении (10) установки.
5. Направляющий сегмент ручья по п.4, отличающийся тем, что держатель (8) валка выполнен плитообразным, при этом держатель (8) валка направляется посредством направляющих элементов (14) в продольных направляющих устройствах, предпочтительно продольных прорезях (13), боковых опорных рам (12).
6. Направляющий сегмент ручья по п.1, отличающийся тем, что направляющий валок (5, 6, 7) ручья установлен на нескольких опорах (15).
7. Направляющий сегмент ручья по п.6, отличающийся тем, что для каждого держателя (8) валка предусмотрены два перестановочных устройства (9), при этом каждое перестановочное устройство (9) в направлении продольной протяженности смещаемого направляющего валка (6) ручья внутри двух крайних наружных опор (15) шарнирно соединено с держателями (8) валков.
8. Направляющий сегмент ручья по п.4, отличающийся тем, что каждая поперечина (11) посредством одного зажимного устройства (16) соединена с боковой опорной рамой (12).
9. Направляющий сегмент ручья по п.8, отличающийся тем, что для зажимного устройства (16) предусмотрено автоматическое снабжение (24) рабочей средой, причем оно автоматически соединяется при соединении поперечины (11) с боковыми опорными рамами (12).
10. Направляющий сегмент ручья по п.1, отличающийся тем, что перестановочное устройство (9) выполнено в виде гидравлического цилиндра (17).
11. Направляющий сегмент ручья по любому из пп.1-10, отличающийся тем, что для перестановочного устройства (9) предусмотрено устройство измерения перемещений для измерения положения установки и/или силоизмерительное устройство для измерения установочного усилия.
12. Направляющий сегмент ручья по п.11, отличающийся тем, что силоизмерительное устройство выполнено в виде устройства для измерения по меньшей мере одного гидравлического давления в камере гидравлического цилиндра (17).
13. Направляющий сегмент ручья по п.11, отличающийся тем,что регулировочное устройство (18) соединено с силоизмерительным устройством (19), устройством (20) измерения перемещений и исполнительным устройством (21).
14. Направляющий сегмент ручья по п.11, отличающийся тем, что для держателя (8) валка предусмотрен по меньшей мере один упор (22) для калибровки устройства (20) измерения перемещений.
15. Применение направляющего сегмента ручья по любому из пп.1-14 в криволинейной или горизонтальной направляющей ручья машины непрерывного литья заготовок, для изготовления непрерывнолитой заготовки, предпочтительно с поперечным сечением сляба или тонкого сляба, из стали.
| ДИСПЕРГИРУЕМЫЙ НЕТКАНЫЙ СУБСТРАТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2015 |
|
RU2731748C2 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ СЛИТКОВ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛИ | 2001 |
|
RU2261779C2 |
| WO 2009144107A1, 03.12.2009 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

