Техническая область
Изобретение относится к направляющему устройству для непрерывной заготовки для поддерживания и направления литых непрерывных заготовок и к способу его эксплуатации внутри установки непрерывной разливки, в частности для сляба и тонкого сляба. Изобретение применяется принципиально во всех видах направляющих устройств для непрерывной заготовки, в частности на вертикальных, горизонтальных и дуговых установках. Более конкретно, изобретение касается позиционирования, соответственно, регулировки, роликовых направляющих внутри направляющего устройства
Уровень техники
Направляющее устройство для непрерывной заготовки с роликовыми направляющими для поддержания и направления литых непрерывных заготовок принципиально известно в уровне техники.
DE 1583620 А1 раскрывает устройство для обработки непрерывнолитых заготовок посредством валков, в которых направляющий заготовку элемент предусмотрен с роликовыми направляющими, которые с одной стороны удерживаются с возможностью поворота, а на втором конце - с возможностью смещения, так что роликовые направляющие могут v-образно выставляться относительно нейтральной фазы или также от средней оси литой заготовки.
ЕР 0834364 В1 раскрывает устройство для установки непрерывной разливки с уменьшением толщины заготовки, в котором предусмотрены расположенные напротив друг друга ролики, причем ролики одной стороны расположены неподвижно, а ролики другой противоположной стороны - нагружаемыми относительно неподвижных роликов. При этом ближайшая к кристаллизатору роликовая направляющая на своем ближайшем к кристаллизатору конце установлена с возможностью поворота, причем другой конец роликовой направляющей может перемещаться. Эти первые роликовые направляющие парно соединены друг с другом и ограниченно подвижны с учетом соединения, причем всегда конец роликовой направляющей подвижен совместно с другим концом смежной роликовой направляющей.
Также ЕР 0545104 В1 раскрывает устройство для непрерывного литья, причем устройство имеет жестко расположенный блок роликов и закрепляющийся относительно этого первого блока роликов другой второй блок роликов.
В уровне техники известны таким образом установки для непрерывного литья, которые имеют одностороннее жесткое расположение роликов или которые предусматривают симметричное расположение роликов, так что формируется v-образная щель между роликами. При этом есть недостаток, что непрерывной заготовке по причине одностороннего жесткого расположения роликов придается жесткая геометрия, так как жесткая сторона представляет исходную точку для подвижной стороны. С другой стороны, при симметричном v-образном расположении предусмотрена роликовая щель, основанная на фиксированном входном расположении первых роликов, и неподвижное расположение противоположных роликов, что не допускает желаемой свободы при направлении непрерывной заготовки и в придании формы непрерывной заготовке.
Раскрытие изобретения, задача, решение, преимущества
Задача изобретения состоит в том, чтобы создать устройство и способ, которые позволяют гибко менять направление непрерывной заготовки и параметры непрерывной заготовки.
Эта задача решена предметом пункта 1 формулы. Таким образом, соответствующее изобретению направляющее устройство для непрерывной заготовки включает в себя, в частности, по меньшей мере первый установочный элемент для соединения первой роликовой направляющей с первой станиной и для индивидуального позиционирования первой роликовой направляющей относительно нейтральной фазы литой заготовки, и по меньшей мере второй установочный элемент для соединения второй роликовой направляющей со второй станиной и для индивидуального позиционирования второй роликовой направляющей относительно нейтральной фазы литой заготовки.
Нейтральная фаза внутри еще не застывшей литой заготовки описывается такой воображаемой линией, которая, соответственно при рассмотрении в поперечном сечении непрерывной заготовки, соединяет наиболее горячие точки в продольном направлении непрерывной заготовки. Она может, но не должна, в частности, при несимметричном охлаждении совпадать с геометрической средней линией непрерывной заготовки.
Преимущественно заявленное изобретение делает возможным установку обеих роликовых направляющих одного сегмента направляющего устройства на двух сторонах литой непрерывной заготовки независимо друг от друга относительно нейтральной фазы непрерывнолитой заготовки. Исходной точкой для установки и выравнивания направляющего устройства непрерывной заготовки, соответственно, роликовой направляющей, в соответствии с изобретением, является не роликовая дорожка жесткой стороны, как в уровне техники, а нейтральная фаза непрерывной заготовки. Таким образом возможно согласно изобретению индивидуальное, то есть независимое, позиционирование или установка роликовых направляющих на обеих (широких) сторонах непрерывнолитой заготовки относительно нейтральной фазы непрерывной заготовки или в качестве альтернативы относительно соответствующих станин, что позволяет значительно улучшить качество при непрерывном литье, в частности при изготовлении сляба. Непрерывнолитая заготовка по изобретению с технологической точки зрения улучшается в той мере, пока возможно индивидуальное поддержание оболочки непрерывнолитой заготовки посредством индивидуально установленных роликовых дорожек, причем поддержание может осуществляться независимо и гибко, принимая во внимание по возможности оптимальный характер процесса затвердевания, но также принимая во внимание желаемое снижение мягкости и/или принимая во внимание осуществление Liquid-Core-Reduction (обжатия с жидкой сердцевиной).
В соответствии с первым вариантом осуществления установочные элементы соединены механически и делают возможной статическую установку индивидуальной позиции роликовых направляющих относительно нейтральной фазы непрерывнолитой заготовки с помощью дистанцирующих вставок, так называемых Spacer.
В качестве альтернативы установочные элементы могут быть выполнены как гидравлические элементы. Это дает преимущество в том, что тогда установка и, соответственно, изменение установки роликовых направляющих, например, возможно также посредством удаленно расположенного пульта управления во время эксплуатации направляющего устройства для непрерывнолитой заготовки.
Особенно стабильное позиционирование, соответственно, установка роликовых направляющих к литой непрерывной заготовке достигается, если роликовые направляющие позиционируются с соответственно посредством четырех предусмотренных в их соответствующих угловых зонах установочных элементов. В частности, тогда возможно позиционирование под определенным углом α>0 к нейтральной фазе литой непрерывной заготовки.
Соответственно противоположные роликовые направляющие могут быть закреплены или на одной, или на, соответственно, различных станинах. Предпочтительным образом в случае станины речь идет о раме сегмента направляющего устройства (проводки). Это, конечно, ни в коем случае не обязательно; скорее речь может идти о желаемом неподвижном конструктивном элементе установки непрерывного литья или расположенном в окрестностях установки непрерывного литья, например о стене.
Вышеназванная задача решена далее посредством способа эксплуатации направляющего устройства для непрерывной заготовки. Преимущества этого способа соответствуют вышеописанным со ссылкой на установку преимуществам.
Кроме того, подчеркивается, в частности, преимущество, что соответствующее изобретению направляющее устройство для непрерывной заготовки и соответствующий способ делают возможным как симметричную, так и несимметричную установку роликовых направляющих относительно нейтральной фазы литой непрерывной заготовки. При симметричной установке роликовые направляющие устанавливаются симметрично, то есть с соответственно одинаковым расстоянием от нейтральной фазы горячей заготовки. При симметричной установке реализуется естественный процесс затвердевания, при условии, что также все другие технологические процессы, например вторичное охлаждение, на обеих сторонах литой непрерывной заготовки имеют одинаковую интенсивность. Симметричная регулировка, соответственно, установка включает также симметричную установку роликовых направляющих на обеих сторонах непрерывнолитой заготовки под углом α>0 к нейтральной фазе непрерывнолитой заготовки.
Несимметричная установка роликовых направляющих относительно нейтральной фазы непрерывнолитой заготовки может быть рациональной, в частности, во время литья при принятии во внимание оптимальной конусности сегмента/плавного перехода, принятия во внимание осуществления Liquid-Call-Reduction (обжатия с жидкой сердцевиной) или Soft-Reduction (мягкого обжатия).
Возможное с помощью изобретения изменение симметричной или несимметричной установки роликовых направляющих во время протекающего процесса литья делает возможным постоянную оптимальную регулировку положения роликовых направляющих под регулировку параметров в зависимости от типа стали и в зависимости от скорости литья.
Изобретения дополнены в общей сложности чертежами, которые показывают:
фиг. 1 установку для непрерывного литья с направляющим устройством для непрерывной заготовки в соответствии с первым вариантом осуществления для установки роликовых направляющих;
фиг. 2 установку для непрерывного литья с направляющим устройством для непрерывной заготовки в соответствии со вторым вариантом осуществления для установки роликовых направляющих; и
фиг. 3 установку для непрерывного литья с направляющим устройством для непрерывной заготовки в соответствии с третьим вариантом осуществления для установки роликовых направляющих.
Изобретение далее описано детально для вариантов осуществления со ссылками на фигуры. На всех фигурах одинаковые технические элементы обозначены одинаковыми позициями.
Фиг. 1 показывает установку 210 для непрерывного литья с кристаллизатором 210 и направляющим устройством 100 для непрерывной заготовки. Направляющее устройство 100 для непрерывной заготовки включает в себя два сегмента 110, которые расположены последовательно и ниже кристаллизатора 210 в направлении непрерывного литья (направление стрелки). Каждый из обоих сегментов 110 включает в себя первую роликовую направляющую 114-1 на широкой стороне непрерывнолитой заготовки и вторую роликовую направляющую 114-2 на противоположной стороне заготовки. Непрерывнолитая заготовка представлена на фиг. 1-3 в виде вертикальной штрихпунктирной линии. Каждая из боковых роликовых направляющих 114-1, 114-2 включает в себя соответственно несколько роликов 116-1, 116-2 для поддержания и направления заготовки. Первая роликовая направляющая 114-1 преимущественно может варьируемым образом позиционироваться на первой станине 112-1 с помощью четырех установочных элементов 118, то есть закрепляться на переменном расстоянии. Из четырех первых установочных элементов лишь два показаны на фиг. 1 и обозначены там ссылками 118-3 и 118-4. Аналогично, вторая роликовая направляющая 114-2 закреплена с возможностью варьируемого позиционирования на второй станине 112-2 с помощью преимущественно четырех установочных элементов; также из этих установочных элементов показаны на фиг. 1 лишь два и там обозначены как 118-1 и 118-2. Все установочные элементы служат для индивидуального позиционирования, соответственно, установки соответственно расположенных роликовых направляющих относительно нейтральной фазы N непрерывнолитой заготовки.
На фиг. 1 крепежные элементы в соответствии с первым вариантом осуществления выполнены механическими. То есть производится индивидуальная установка роликовых направляющих относительно нейтральной фазы литой непрерывной заготовки с помощью дистанцирующих вставок 119, которые вставлены в пространство установочного элемента между роликовыми направляющими и соответствующей станиной. Обеспечиваемые посредством вставок установки, соответственно, регулировки роликовых направляющих по литой непрерывной заготовке во время протекающего литья не изменяемы и в этом статичны по причине высоких температур, преобладающих во время литья вблизи направляющего устройства для непрерывной заготовки.
Показанное на фиг. 1 расположение роликовых направляющих 114 относительно нейтральной фазы N непрерывнолитой заготовки в соответствии с первым вариантом симметрично, так как отступы соответственно парно противоположно расположенных роликовых направляющих, и, отдельных роликов, от нейтральной фазы везде одинаковы.
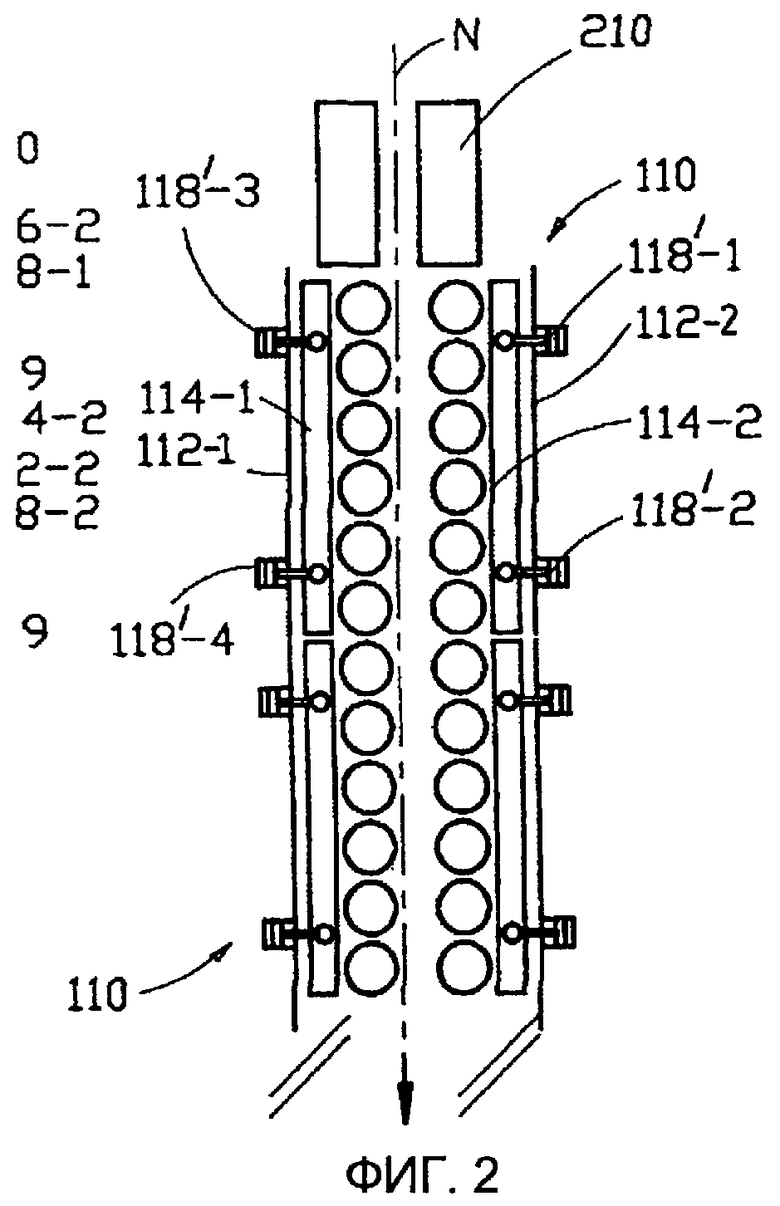
Фиг. 2 отличается от фиг. 1 тем, что установочные элементы выполнены здесь в соответствии со вторым вариантом осуществления в форме гидроцилиндров 118'-1,…, 118'-4. Как уже пояснено, это исполнение установочного элемента делает возможным изменение установки роликовых направляющих во время протекающего литья. Это предпочтительно, в частности, для преимущественно непрерывной регулировки установки направляющих во время протекающего литья под возможно обуславливаемый процессом охлаждения брак толщины материала непрерывнолитой заготовки или изменение других параметров литья, таких как качество стали и скорость литья.
Далее на фиг. 2 в отличие от фиг. 1 показано несимметричное расположение (второй вариант) роликовых направляющих на непрерывнолитой заготовке; это выражается на фиг. 2 тем, что левая роликовая направляющая 114-1 с ее роликами имеет меньшее расстояние от нейтральной фазы непрерывнолитой заготовки, чем противоположно находящаяся роликовая направляющая 114-2 с ее роликами.
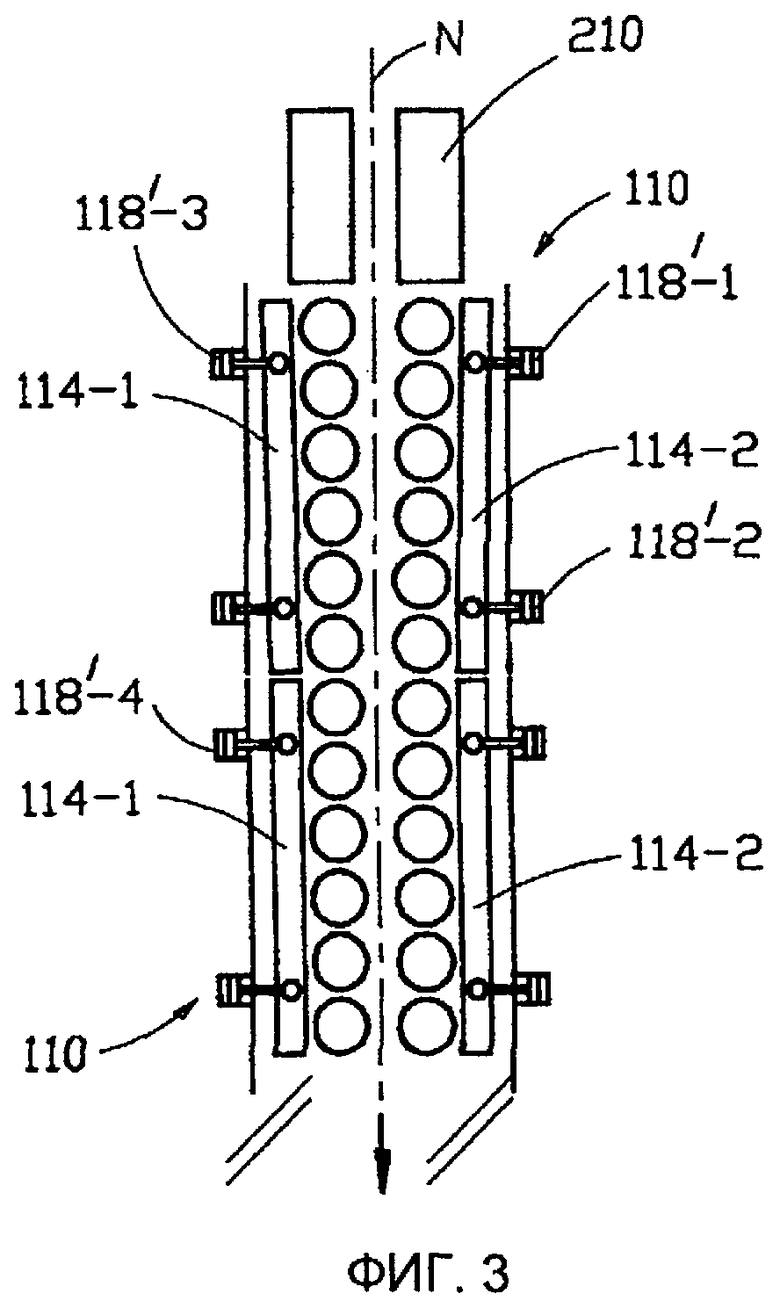
На фиг. 3 направляющее устройство для непрерывнолитой заготовки и, в частности, установочный элемент выполнены по аналогии с фиг. 2 гидравлическими. В отличие от фиг. 2 на фиг. 3 показана симметричная установка роликовых направляющих по нейтральной фазе непрерывнолитой заготовки. В отличие от фиг. 1 на фиг. 3 роликовые направляющие 114-1 и 114-2 соответственно не параллельны нейтральной фазе, а установлены с двусторонним углом α>0. Это относится на фиг. 3 к непосредственно подсоединенному к кристаллизатору сегменту; на подсоединенном в направлении литья втором сегменте роликовые направляющие 114-1, 114-2 расположены соответственно наоборот параллельно нейтральной фазе.
Изобретение относится к металлургии, в частности к непрерывному литью слябов. Направляющее устройство для непрерывной заготовки (100) содержит по меньшей мере один сегмент, который имеет первую роликовую направляющую (114-1) на широкой стороне заготовки и вторую роликовую направляющую (114-2) на противоположной стороне заготовки. На роликовых направляющих расположены с возможностью вращения ролики для поддержания и направления непрерывнолитой заготовки. Для соединения роликовых направляющих (114-1) и (114-2) со станинами и для индивидуального позиционирования роликовых направляющих относительно нейтральной фазы непрерывнолитой заготовки предусмотрены установочные элементы (118-3) и (118-2). Установочные элементы могут быть выполнены гидравлическими. Позиционирование роликовых направляющих осуществляют симметрично или несимметрично относительно нейтральной фазы (N). Обеспечивается гибкое изменение параметров заготовки в соответствии с характером процесса затвердевания. 2 н. и 6 з.п. ф-лы, 3 ил.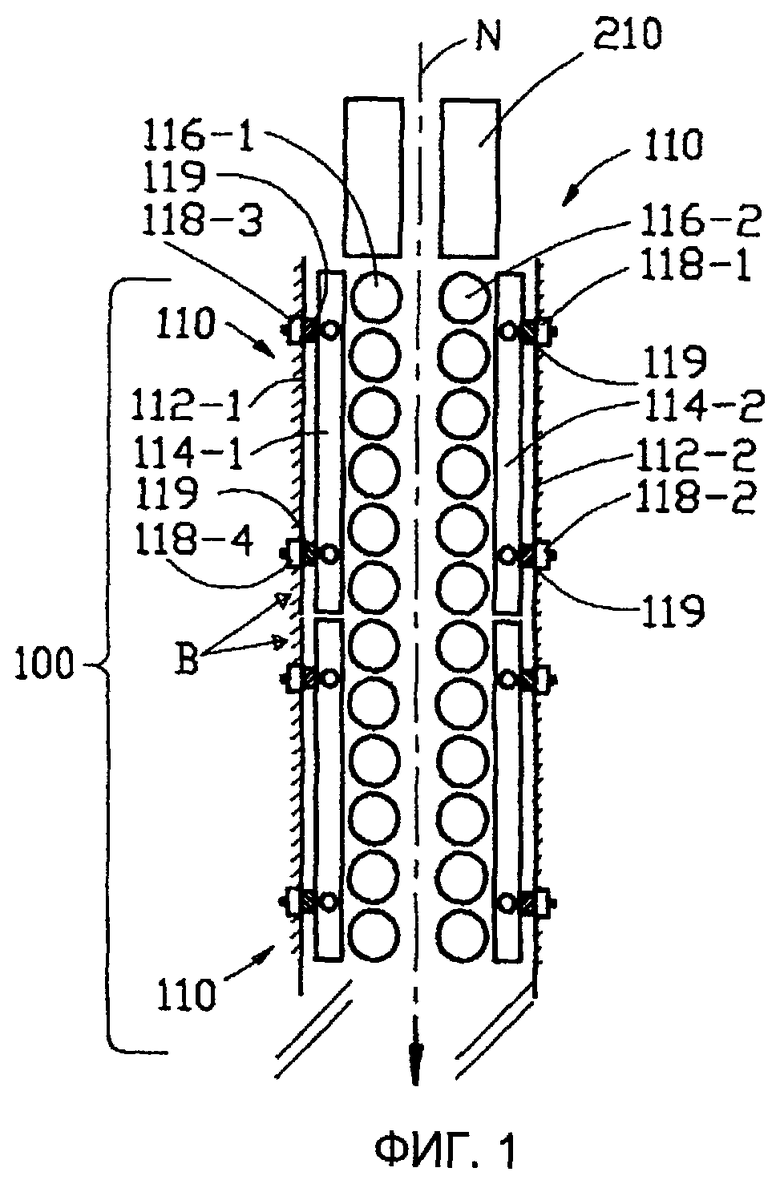
1. Направляющее устройство для непрерывнолитой заготовки (100), обеспечивающее поддержание и направление непрерывнолитой заготовки после выхода из кристаллизатора (210) в установке непрерывного литья, содержащее по меньшей мере один сегмент, включающий первую размещенную у широкой стороны непрерывнолитой заготовки роликовую направляющую (114-1), и вторую размещенную у противоположной стороны непрерывнолитой заготовки роликовую направляющую (114-2), причем на первой и второй роликовой направляющей (114) с возможностью вращения расположены соответственно по меньшей мере по одному ролику для поддержания и направления непрерывнолитой заготовки, по меньшей мере один первый установочный элемент (118-3, 118-4) для соединения первой роликовой направляющей (114-1) с первой станиной (112-1) и для индивидуального позиционирования первой роликовой направляющей (114-1) относительно нейтральной фазы (N) непрерывнолитой заготовки, и по меньшей мере один второй установочный элемент (118-1, 118-2) для соединения второй роликовой направляющей (114-2) со второй станиной (112-2) и для индивидуального позиционирования второй роликовой направляющей (114-2) относительно нейтральной фазы (N) непрерывнолитой заготовки.
2. Устройство по п.1, отличающееся тем, что первый и/или второй установочный элементы (118) выполнены механическими для статической установки индивидуальной позиции роликовых направляющих (114) относительно нейтральной фазы (N) посредством дистанцирующих вставок (119).
3. Устройство по п.1, отличающееся тем, что первый и/или второй установочный элемент (118) выполнены гидравлическими для установки позиции роликовых направляющих (114) относительно нейтральной фазы (N) непрерывнолитой заготовки.
4. Устройство по любому из пп.1-3, отличающееся тем, что предусмотрены четыре расположенных рядом с угловыми зонами первой роликовой направляющей (114), первых установочных элемента для индивидуального позиционирования первой роликовой направляющей (114-1) относительно нейтральной фазы (N).
5. Устройство по любому из пп.1-3, отличающееся тем, что первая и/или вторая станина является рамой сегмента направляющего устройства.
6. Способ поддержания и направления непрерывнолитой заготовки после выхода из кристаллизатора (210) в направляющем устройстве (100), содержащем по меньшей мере один сегмент, включающий первую размещенную у широкой стороны непрерывнолитой заготовки роликовую направляющую (114-1) и вторую размещенную у противоположной стороны заготовки роликовую направляющую (114-2), по меньшей мере один первый установочный элемент (118-3, 118-4) для соединения первой роликовой направляющей (114-1) с первой станиной (112-1) и по меньшей мере один второй установочный элемент (118-1, 118-2) для соединения второй роликовой направляющей (114-2) со второй станиной, при котором осуществляют поддержание и направление непрерывнолитой заготовки посредством индивидуального позиционирования первой роликовой направляющей (114-1) с помощью первого установочного элемента относительно нейтральной фазы (N) непрерывнолитой заготовки, и индивидуального позиционирования второй роликовой направляющей (114-2) с помощью второго установочного элемента относительно нейтральной фазы (N) непрерывнолитой заготовки.
7. Способ по п.6, отличающийся тем, что установочные элементы выполняют гидравлическими, при этом индивидуальное позиционирование роликовых направляющих относительно нейтральной фазы (N) непрерывнолитой заготовки изменяют во время литья.
8. Способ по п.6 или 7, отличающийся тем, что позиционирование первой роликовой направляющей (114) и второй роликовой направляющей (114) производят симметрично или несимметрично относительно нейтральной фазы (N).
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| EP 545104 A2, 09.06.1993 | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| СПОСОБ НАПРАВЛЕНИЯ ЗАГОТОВКИ, ПОЛУЧЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ МЕТАЛЛА, И УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЗАГОТОВКИ | 1997 |
|
RU2184636C2 |

