Область применения
Настоящее изобретение в основном относится к усовершенствованной фурме для LD процесса производства стали. В частности, изобретение относится к конструкции многосопловой фурмы с центральным отдельно управляемым дозвуковым соплом для изменения формирования капель жидкого металла в соответствии с требованием процесса.
Предшествующий уровень техники
Сталь производится посредством многих процессов, как, например, плавки в кислородном конвертере (BOF), плавки в дуговой электропечи (EAF), процесса Кал-До и т.д. Из всех этих процессов плавка в кислородном конвертере (BOF), или LD процесс производства стали, широко используется в мире в настоящее время вследствие эффективности процесса и качества производимой стали. LD процесс производства стали представляет собой процесс рафинирования жидкого передельного чугуна, который содержит, помимо очень высоко процентного содержания железа, также углерод, фосфор, магний, марганец, алюминий и так далее, как основные примеси. Эти примеси удаляются посредством реакций окисления с использованием газообразного кислорода в качестве окислителя. Газообразный кислород вводится в LD конвертер посредством множества сверхзвуковых струй через водоохлаждаемую фурму с медным наконечником. Кроме того, газообразный аргон вводится через донные фурмы в дне конвертера, чтобы тщательно перемешивать жидкий металл. Этот процесс продувки газообразным кислородом сверху через фурму и введения аргона через днище называется процессом с комбинированной продувкой.
Процесс рафинирования в LD конвертере может быть иллюстрирован следующим образом. Жидкий чугун загружают в конвертер как и металлический лом. Этот металлический лом может быть легко расплавлен, потому что большинство реакций, имеющих место в LD конвертере, представляют собой экзотермические реакции, и весь LD процесс производства стали представляет собой автотермический процесс, то есть он не требует подвода тепла извне. Известь (CaO), в качестве флюс, также добавляют в соответствии с требуемой степенью основности, определяемой как весовое отношение извести к кремнезему (CaO/SiО2), и начинают продувку газообразным кислородом жидкого металла. Примеси окисляются, и оксиды, кроме оксидов углерода, образуют жидкий шлак, который плавает на поверхности жидкого металла. Углерод окисляется до газообразной окиси углерода (СО), которая проходит через жидкий шлак. Благодаря этому слой шлака увеличивается в объеме и образует то, что в целом называется «вспененный шлак». Вспененный шлак содержит жидкий шлак, газы, образующиеся из жидкого металла, и капли жидкого металла, выбрасываемые в объем конвертера при ударе струй кислорода о поверхность жидкого металла. Пена, образованная таким образом, занимает большой объем конвертера, полностью покрывая наконечник фурмы и частично саму фурму. Пена создает большую площадь поверхности раздела между жидким металлом и шлаком и посредством этого стимулирует реакции на границе раздела, как, например, дефосфорацию.
Поскольку LD процесс производства стали является высоко динамичным, и условия внутри конвертера непрерывно изменяются в течение периода продувки кислородом, управление кислородной фурмой является обязательным. Так, кислородная фурма работает при различных высотах фурмы, чтобы управлять интенсивностью соударений сверхзвуковых струй. Высота фурмы определяется как расстояние от конца наконечника фурмы в любом примере до поверхности зеркала жидкого металла перед началом продувки. В начале продувки основной металлургической задачей является быстрое образование жидкого шлака и полное растворение загруженной извести. Известно, что жесткая продувка или меньшая высота фурмы будут нецелесообразными, потому что окисление углерода не является преобладающим на этой стадии. Поэтому фурма работает при большей высоте, как, например, при начальной высоте фурмы 2,2 м.
В продолжение начального периода начинает образовываться шлак с требуемыми химическими и физическими свойствами. Далее необходимо создать пенистый шлак посредством производства большого количества газообразного СО путем окисления углерода, поскольку только пенистый шлак может увеличить площадь поверхности раздела между шлаком и металлом и посредством этого стимулировать важную реакцию дефосфорации. Поэтому высоту фурмы уменьшают, чтобы обеспечить «жесткую» продувку. Уменьшенная высота может быть около 1,5 м. На этой стадии образование капель металла также является очень значительным для реакции дефосфорации. В основном, фурма работает при этой небольшой высоте в течение большей части продувки, чтобы стимулировать окисление углерода.
В течение последних стадий продувки процентное содержание углерода в стали является очень низким, и выработка газообразного СО в значительной степени понижается. Шлак более не является вспененным в связи с отсутствием выработки газообразного СО, и понятно, что толстый слой жидкого шлака образуется сверху на поверхности металла. Жесткая продувка и создание капель жидкого металла на этой стадии не являются предпочтительными в связи с причинами, подобными упомянутым на ранних стадиях продувки. Поэтому высота фурмы снова увеличивается до первоначальной высоты фурмы, чтобы обеспечить более мягкую продувку.
Из вышеупомянутых соображений ясно, что физические требования к фурме полностью изменяются в течение продувки в LD конвертере. На некоторых стадиях продувки выработка капель имеет первостепенную важность, и на некоторых других стадиях выработка капель жидкого металла может быть невыгодной и вредной для работы конвертера. Ясно, что фурма играет значительно большую роль, чем просто подача газообразного кислорода в конвертер. Надлежащая конструкция фурмы и управление в течение продувки может значительно улучшить эффективность процесса производства стали и повысить качество произведенной стали.
Фурма изготовляется из меди и имеет съемный наконечник, в котором размещены сопла. Кислород вдувается в конвертер со сверхзвуковыми скоростями в диапазоне числа Маха 2,0-2,4 через сопла. Число сверхзвуковых сопел в фурме определяется на основе размера конвертера, массы шихты и других условий работы. Типичная фурма может иметь 6 сверхзвуковых сопел с углом наклона к вертикальной оси 17,5°, чтобы минимизировать слияние струй. Сопла сконструированы так, чтобы производить сверхзвуковые струи с числом Маха 2,2. Все сопла имеют одну подачу кислорода при давлении 13,5 бар. Используемая фурма охлаждается водой, чтобы защитить ее от высокой температуры внутри конвертера.
Имеется необходимость в улучшении дефосфоризации в конвертере ЛД. Конструкция фурмы и управление фурмой при продувке оказывает существенное воздействие на процесс производства стали и на улучшение качества произведенной стали. Фурма известна, в том числе, из JP 62060807 А, 17.03.1987.
Сущность изобретения
Одной целью настоящего изобретения является улучшение выработки капель жидкого металла для повышения площади поверхности раздела шлак-металл для улучшения дефосфорации в LD конвертере. Поскольку дефосфорация, по существу, представляет собой реакцию на поверхности раздела между шлаком и металлом, возрастание капель металла повысит эффективность дефосфорации. В настоящем изобретении, поэтому, были сделаны усилия для улучшения выработки капель в LD конвертере. Образование капель металла является, по существу, функцией фурмы. Таким образом, для того, чтобы улучшить выработку капель металла, функция струй кислорода должна быть тщательно рассмотрена в условиях производства стали или очень близких к этим условиям.
Было обнаружено, что использование центрального отверстия в кислородной фурме позволяет создавать множество капель металла и вызывает их разбрызгивание. Разбрызгивание является невыгодным, потому что оно может вызывать закупорку горловины конвертера и дополнительно уменьшить долговечность фурмы и футеровки конвертера. Поэтому, хотя центральное отверстие позволяет производить множество капель, оно также имеет недостатки.
Кроме улучшения выработки капель центральное отверстие имеет дополнительное преимущество, которое было до настоящего времени не известно в сталелитейной промышленности. Воздействие пенистого шлака высокой плотности на сверхзвуковые характеристики струи в конвертере LD обсуждалось. Было обнаружено, что пенистый шлак поглощает весь импульс, создаваемый струями кислорода, и струи полностью теряют свой импульс в шлаке. Таким образом, существующее знание о характеристиках сверхзвуковых струй кислорода в LD конвертере может считаться ошибочным. Хотя изучение выработки капель, выполненное с использованием гидродинамических моделей LD конвертеров, не будет показывать истинных механизмов производства капель в LD конвертере, оно обеспечивает основу для улучшенного понимания образования капель. Поскольку периферийные струи обращены к пенистому шлаку, предполагается, что они будут терять весь импульс в слое шлака через поверхность раздела струя-пенистый шлак. Поскольку струи газа не имеют достаточного импульса, когда они достигают поверхности расплавленного металла, они не могут производить капли металла, как необходимо.
Однако, как предполагает настоящее обсуждение, центральная струя будет покрыта очень малым количеством пенистого шлака или совсем на покрыта им по сравнению с периферийными струями. Причинами этого является то, что периферийные струи будут покрывать центральную струю и создавать защитное покрытие для центральной струи от пенистого шлака высокой плотности. Далее, имеется давление выше атмосферного в связи с присутствием центральной струи, и это также будет выталкивать маленькие количества пенистого шлака в пространство между периферийными струями. Это означает, что центральная струя не будет терять свой импульс в слое шлака и будет достигать поверхности металла со сконцентрированным импульсом, то есть с очень высокой скоростью, которая будет разрывать поверхность металла, чтобы производить очень необходимые капли металла для улучшения дефосфорации.
Таким образом, ясно, что наличие центральной струи будет выгодным для увеличения производства капель металла, что может улучшить скорость дефосфорации.
Как было объяснено ранее, когда вспененный шлак отсутствует в течение начальной и конечной стадий продувки, центральная струя вызовет огромное разбрызгивание, т.е. выброс жидкого металла через горловину конвертера. Поэтому нежелательно иметь очень жесткое дутье через центральное отверстие в течение всех фаз процесса производства стали. Разбрызгивание или значительная выработка капель металла в течение начальной и конечной фаз продувки будет повреждать фурму, поскольку в данный момент нет защиты от пенистого шлака. Предполагается, что присутствие вспененного шлака замедляет капли металла и защищает фурму и футеровку конвертера от удара капель металла. Ясно из вышеупомянутых аргументов, что наличие жесткой продувки через центральное отверстие является невыгодным в течение этих двух стадий продувки.
Если сверхзвуковое сопло работает при меньшем отношении давлений, чем проектное отношение давлений, или, другими словами, если продувка через сопло ослаблена путем понижения расхода во избежание разбрызгивания в течение начальной стадии, в расходящейся секции самого сопла могут иметь место удары или сильные разрывы непрерывности, скорости, температуры и плотности газа. Такие удары, образованные в расходящейся секции, могут воздействовать на производительность сверхзвукового сопла и значительно понизят долговечность сопла. Кроме того, в условиях производства стали, такой удар, образующийся внутри расходящейся секции сопла, может привести к всасыванию высокотемпературного пенистого шлака и капель металла в сопло, при этом может произойти эрозия и отказ фурмы. Ясно, что невозможно иметь высокую степень управления расходами, как требуется в различных фазах процесса LD производства стали посредством сверхзвукового сопла.
В связи с вышеупомянутыми соображениями, в настоящем изобретении было обнаружено, что, если имеется дозвуковое сопло, т.е. сопло только со сходящейся секцией, то посредством него легко управлять расходом, и широкий диапазон расходов может также быть достигнут посредством изменения давления подачи. Кроме того, проблемы образования удара здесь нет вследствие сопла, обеспечивающего дозвуковые скорости. Вышеприведенные объяснения также ясно дают понять, что невозможно управлять расходом через одно центральное отверстие, если все сопла имеют один и тот же трубопровод для подачи газа. Как объяснено ранее, выработка капель должна быть увеличенной только в течение средней продолжительности продувки, и большая выработка капель в течение начальной и конечной стадий продувки не является предпочтительной. Для такой работы фурмы требуется управление расходом через центральное отверстие и, как указано выше, это невозможно при одной и той же линии подачи газообразного кислорода для всех сопел. Поэтому в настоящем изобретении отдельная и управляемая подача газа была предусмотрена для центрального отверстия. Все другие шесть периферийных сверхзвуковых сопел могут иметь общую подачу газа под высоким давлением.
Таким образом, настоящее изобретение обеспечивает усовершенствованную фурму для LD процесса производства стали, содержащую множество периферийных сверхзвуковых сопел, снабженных одним входным трубопроводом для подачи газа высокого давления; и центральное сопло; причем указанное центральное сопло представляет собой дозвуковое сопло, снабженное отдельным трубопроводом для подачи газа низкого давления; причем расход через указанное центральное дозвуковое сопло управляется для изменения выработки капель жидкого металла в течение продувки в соответствии с требованием процесса.
Краткое описание чертежей
Изобретение будет теперь описано со ссылкой на чертежи, на которых:
Фиг.1 показывает схематическое устройство конструкции фурмы с 6 соплами,
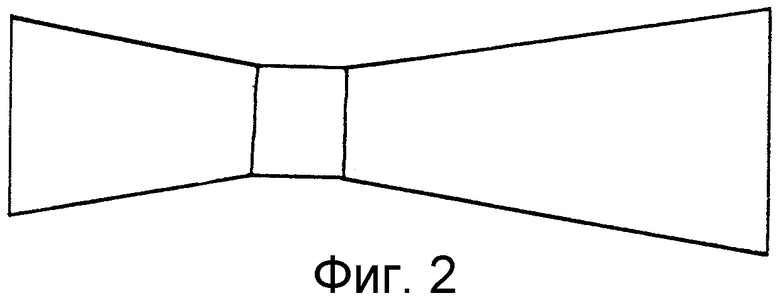
Фиг.2 показывает типичную геометрию сверхзвукового сопла,
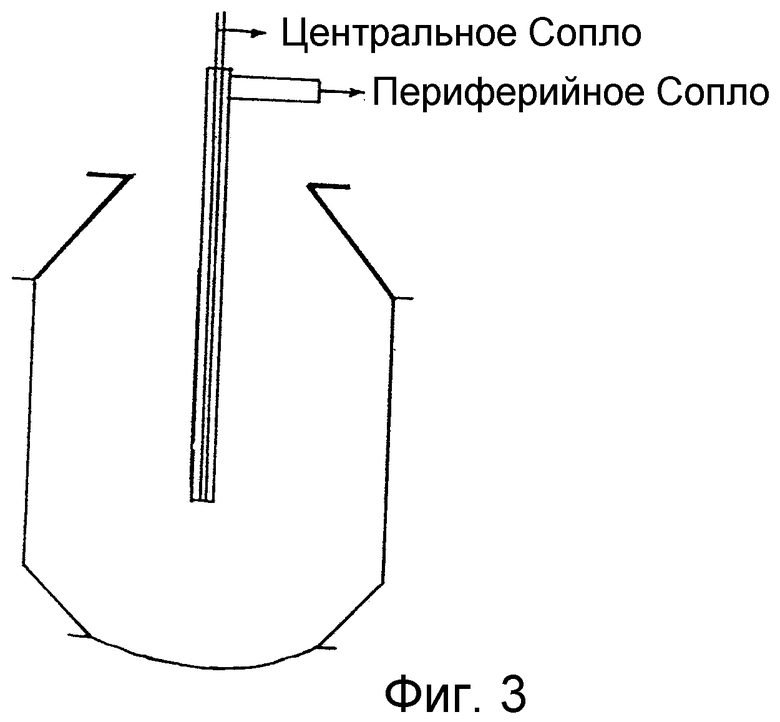
Фиг.3 показывает схематический эскиз LD конвертера,
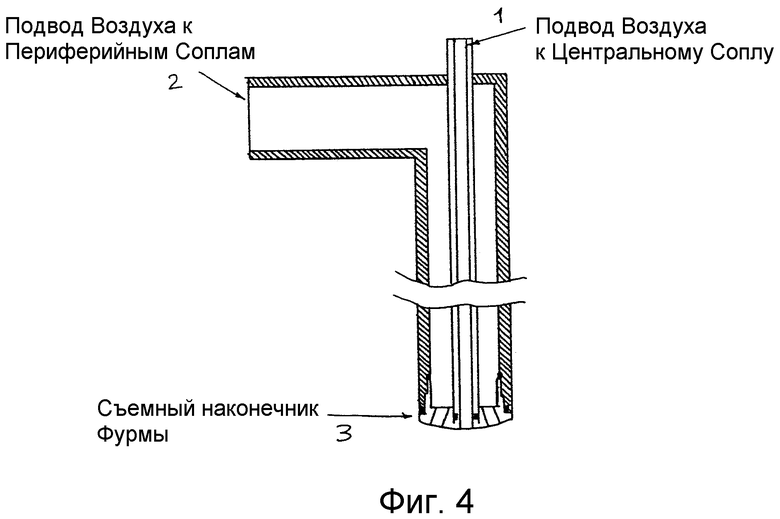
Фиг.4 показывает схематический эскиз фурмы с 7 соплами с отдельным трубопроводом для подачи воздуха, используемой в гидродинамических испытаниях на модели,
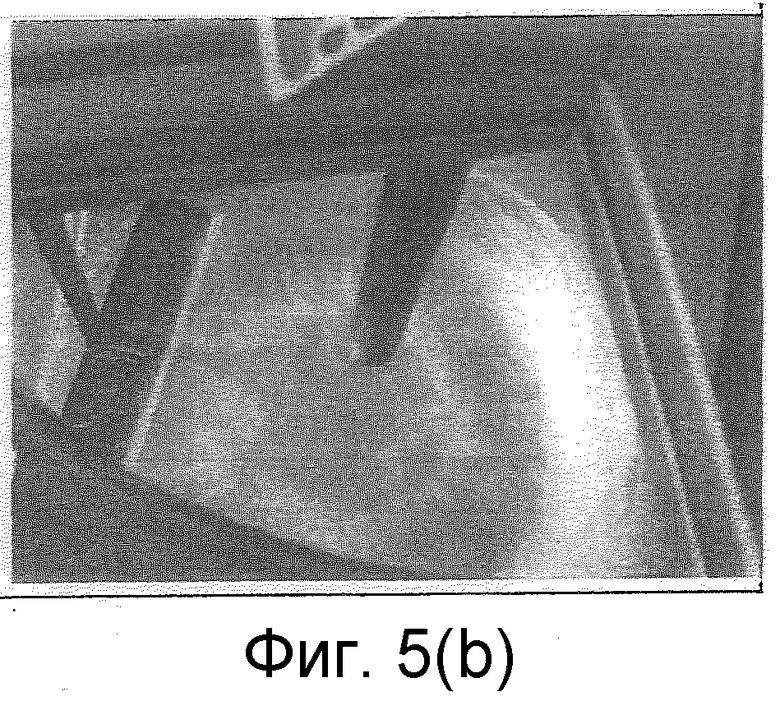
Фиг. 5(а) и (b) представляют собой фотографии, показывающие участок выработки капель в случае существующей фурмы с 6 соплами и фурмы с 7 соплами по настоящему изобретению,
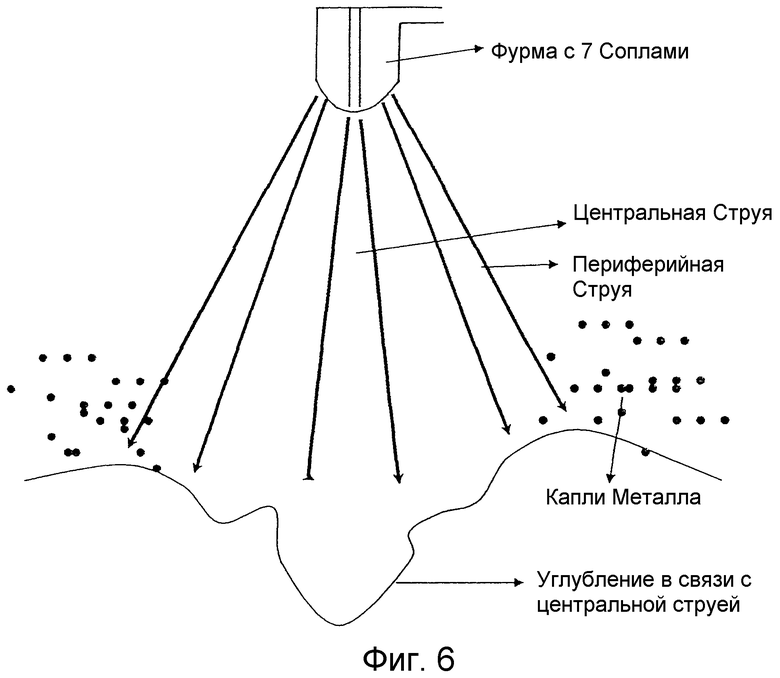
Фиг.6 показывает схематическое представление механизма выработки капель,
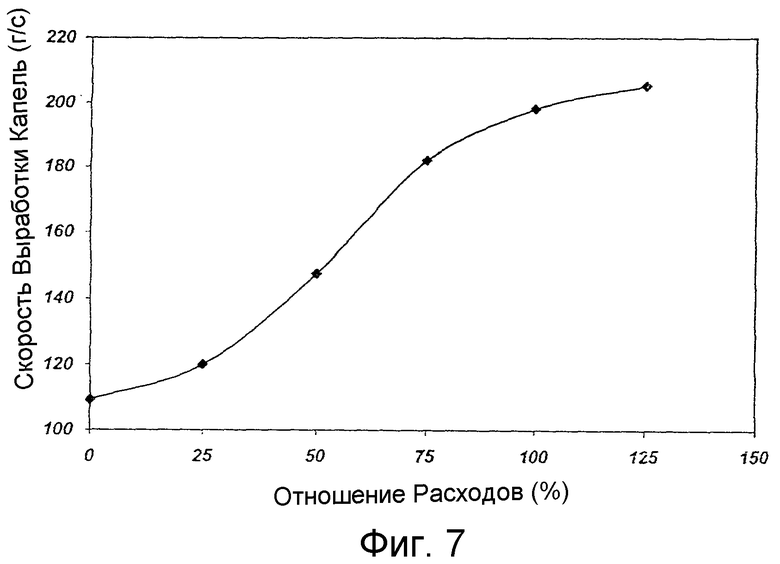
Фиг.7 показывает скорости выработки капель при фурме с 7 соплами при различных расходах,
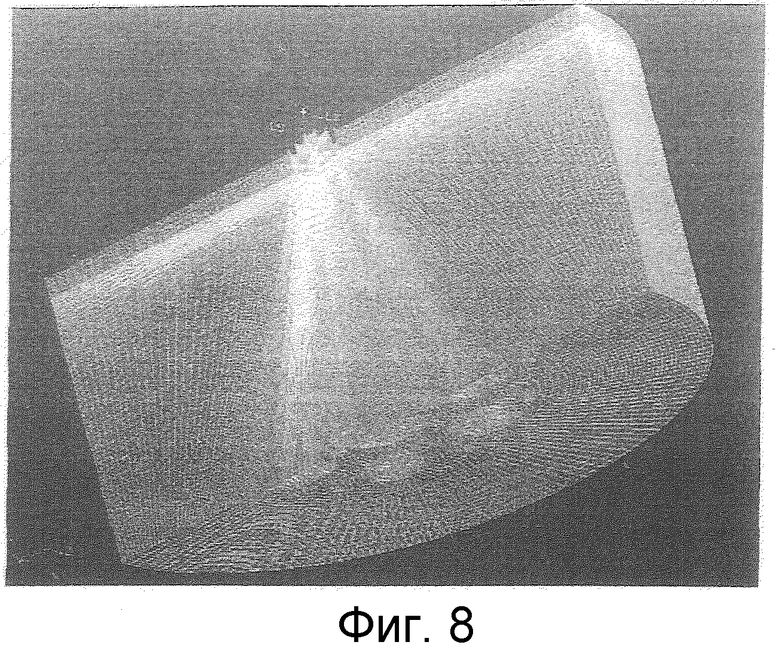
Фиг.8 показывает вычислительную модель и сетку, используемые для цифрового моделирования,
Фиг.9 показывает более близкий вид сопел,
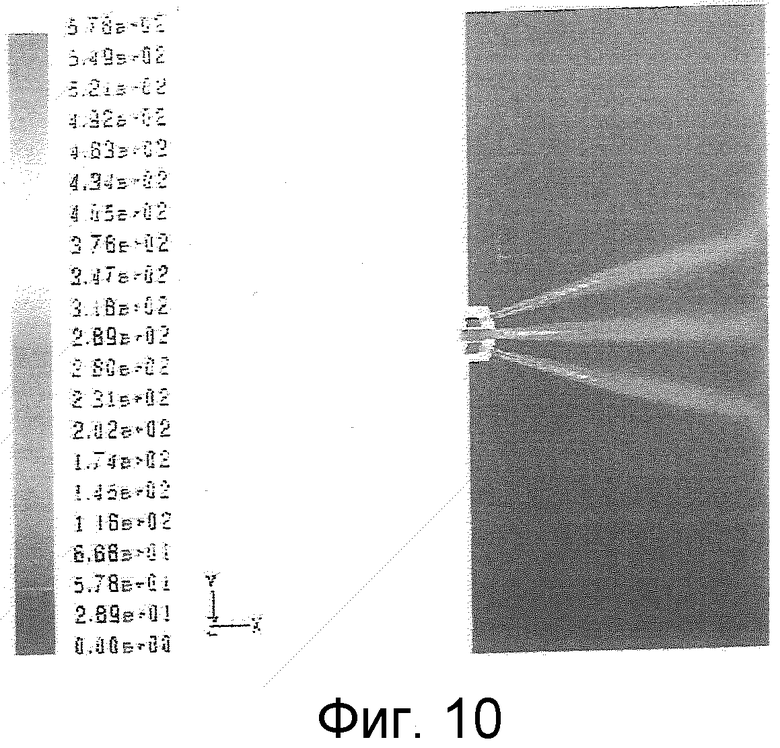
Фиг.10 показывает контуры скорости для фурмы с 7 соплами с углом наклона 17,5° в присутствии стенок конвертера и поверхности металла,
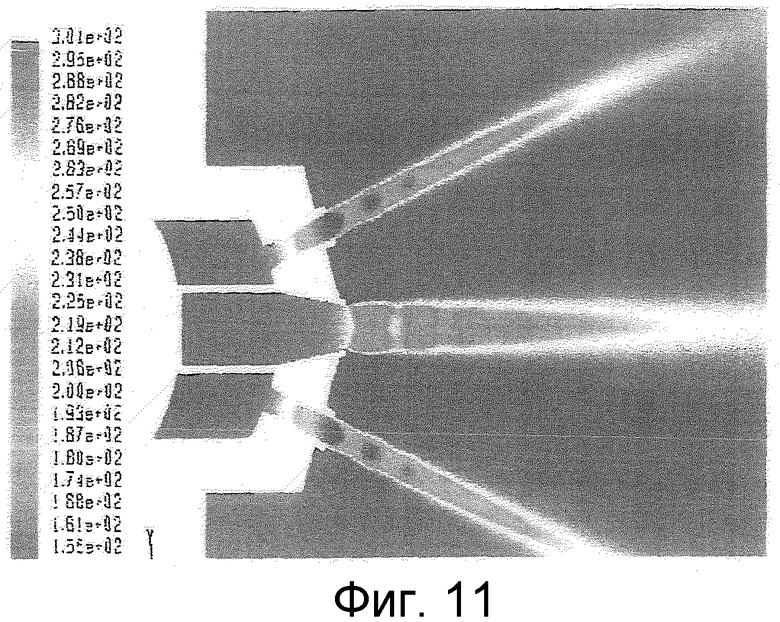
Фиг.11 показывает контуры температуры с ударом в соплах под углом 17,5°,
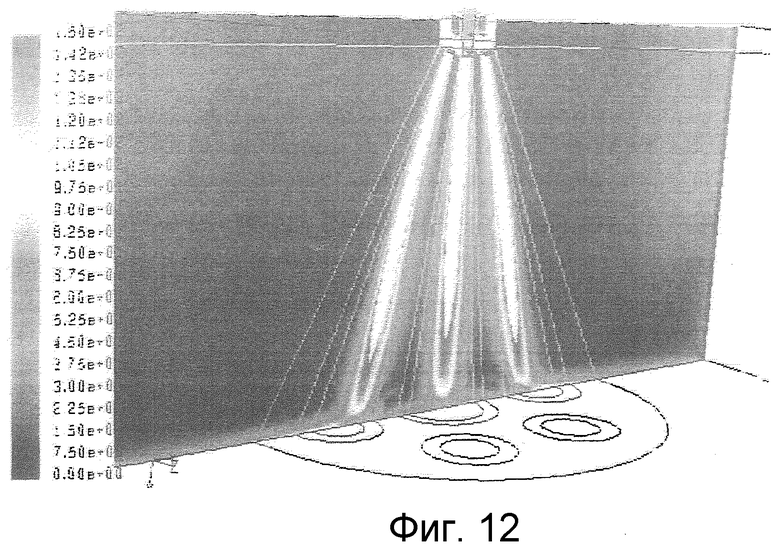
Фиг.12 показывает контуры скорости, показывающие положение удара о поверхность металла,
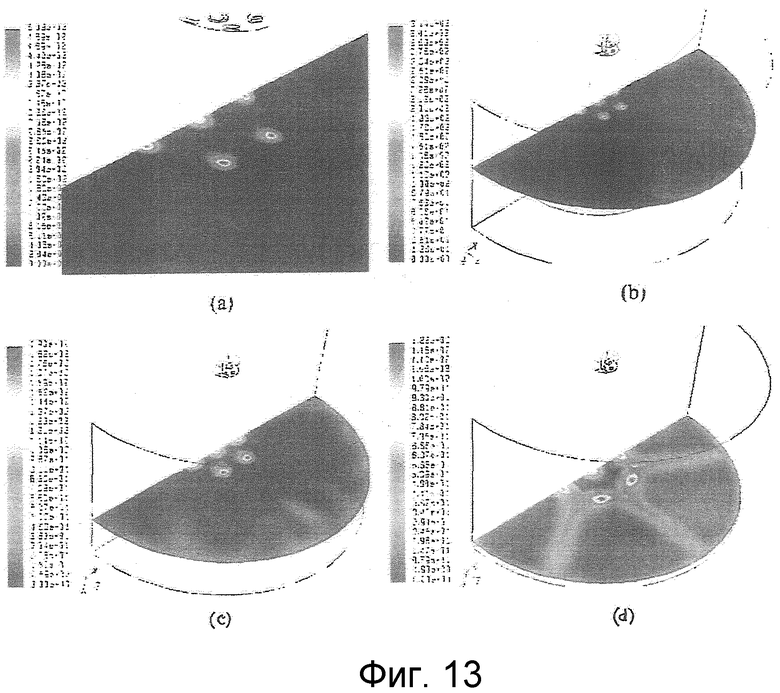
Фиг.13 показывает контуры скорости при различных осевых местоположениях (а) X = 0,5 м (b) X = 1,0 м (c) X = 1,5 м и (d) X = 2,0 м,
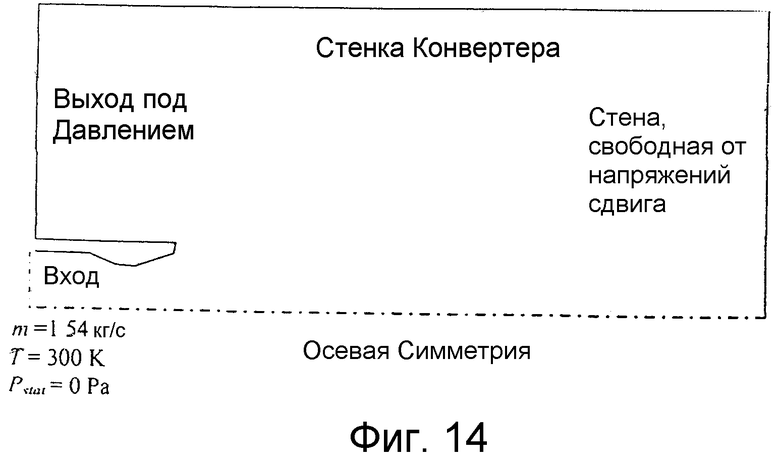
Фиг.14 показывает принципиальную схему области с граничными условиями, используемыми для моделирования окружающей среды с высокой плотностью,
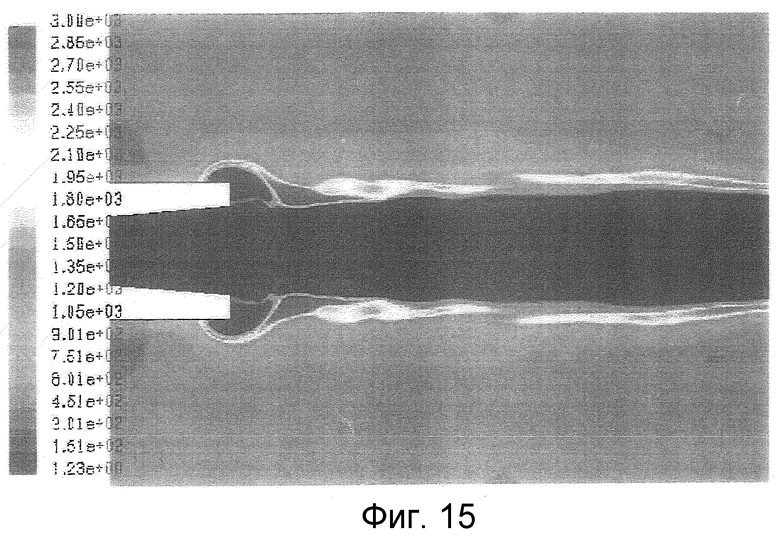
Фиг.15 показывает контуры плотности смеси вблизи выхода из сопла в момент времени,
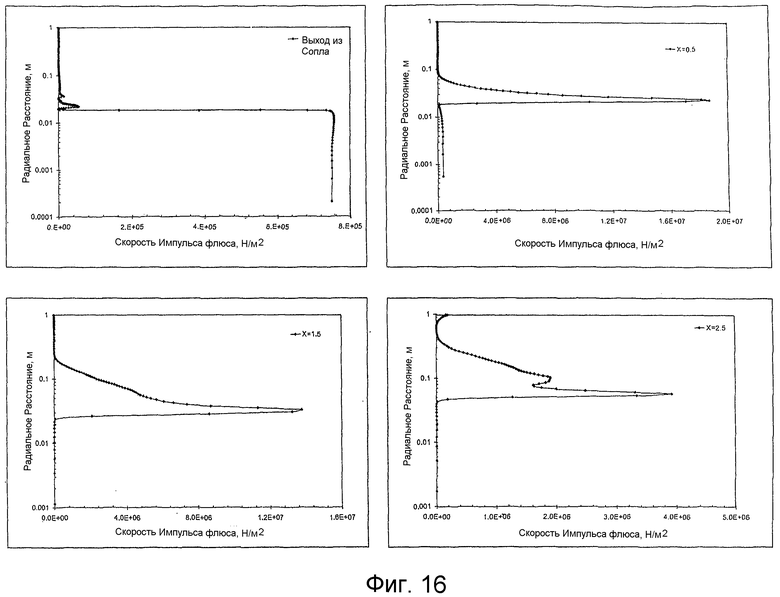
Фиг.16 показывает профили импульса скоростей флюса при различных осевых местоположениях (а) выхода из сопла; (b) 0,5 м; (c) 1,5 м и (d) 2,5 м,
Фиг.17 показывает схематическое представление конструкции фурмы с 7 соплами.
Поскольку было обнаружено, что центральное отверстие обеспечивает увеличение выработки капель, механизмы выработки капель изучались посредством гидродинамических испытаний на модели в уменьшенном масштабе модели 1:6 с центральным отверстием, как показано на схематическом эскизе на Фиг.3. Используется модель уменьшенного масштаба 1:6 LD конвертера, изготовленная из плексигласа. Модели уменьшенного масштаба существующей и предложенной конструкций фурмы были изготовлены для того, чтобы изучить преимущество центрального отверстия для увеличенной выработки капель.
Верхняя часть конвертера изготовлена из нержавеющей стали, где цилиндрическая и донная части конвертера изготовлены из плексигласа, чтобы иметь требуемую прозрачность для визуализации экспериментов. Фурма изготовлена из меди с оборудованием для установки наконечников фурмы различной конструкции для исследования.
Была разработана фурма в уменьшенном масштабе, имеющая шесть периферийных сопел с центральным соплом, как показано на Фиг.4. Имеются два отдельных трубопровода для воздуха, трубопровод 1 соединяется со всеми шестью внешними периферийными соплами, тогда как трубопровод 2 соединяется с центральным соплом. Расход через центральное отверстие управлялся отдельно посредством комплекта регулятора давления и расходомера потока воздуха, соединенных последовательно, тогда как расход через шесть периферийных сопел управлялся посредством другого комплекта регулятора давления и расходомера потока воздуха. Наклон периферийных сопел к центральной оси был исследован как при 17,5° (как существующего на практике), и также 22°, посредством использования двух различных наконечников 3 фурмы.
Механизмы выработки капель были исследованы, когда все 7 отверстий были в работе, и сравнения были сделаны только с шестью периферийными соплами в работе. На Фиг. 5(а) и 5(b) интенсивность выработки капель показана для случаев продувки только через периферийные сопла и продувки через все 7 сопел, соответственно. Может быть замечено визуально, что степень выработки капель намного выше при работе с центральным соплом в сочетании с периферийными соплами, чем только с периферийными соплами.
В течение экспериментов наблюдалось, что имеется критический расход, после которого наступает начало выработки капель. Механизм ускоренной выработки капель, в связи с присутствием центральной струи, объясняется схематично на Фиг.6. Центральная струя ударяется о жидкий металл вертикально и создает центральное углубление поверхности жидкости. Углубление, образованное таким образом, является волнообразным по природе и обеспечивает «выступы из центральной впадины воды», как показано схематически на Фиг.6. Выступы, таким образом образованные вокруг впадины, затем разрываются на части посредством боковых струй и приводят к улучшению выработки капель. Эти боковые струи также задумывались, чтобы предотвращать вход пенистого шлака в центральное пространство между периферийными струями в реальном конвертере и поэтому гарантируют, что центральная струя с ее высоким импульсом достигает поверхности ванны жидкого металла и позволяет производство капель, подобное показанному на схематическом эскизе на Фиг.6.
Квантификация выработки капель изучалась для того, чтобы понять оптимальный расход, который должен быть создан через центральное сопло, чтобы максимизировать скорость выработки капель. Скорость выработки капель измеряется посредством помещения сборного лотка, имеющего размер 400 × 100 × 50 мм3, и измерения были выполнены для существующей фурмы с 6 соплами и новой фурмы с 7 соплами, в том числе центральным соплом. Размер лотка был определен, чтобы измерить эффективную выработку капель в окружности одного сопла из 6 периферийных сопел. Скорость выработки капель выражается в терминах массового расхода собранных капель (г/с) на лотке.
Скорость выработки капель изучается для различных расходов через центральное сопло для выбора оптимального расхода через центральное сопло, чтобы максимизировать выработку капель. Отношение расхода, X, определено как отношение расхода через центральное отверстие к расходу через одно из периферийных сопел.

Скорость выработки капель, построенная на графике в зависимости от отношения расходов, показана на Фиг.7. Расход через центральное сопло изменялся при отношении расходов таком низком, как 25%, до такого высокого, как 125%.
Оптимальный расход через центральное сопло получается посредством поддержания равновесия между улучшенной выработкой капель и управлением выплескиванием и разбрызгиванием в связи с выплескиванием из ванны через горловину конвертера. Было весьма очевидно, что так как расход через центральное отверстие увеличивался постепенно, скорость выработки капель была повышена. Фиг.7 показывает, что для отношения расходов, X = 1 (100%), поданного через центральное сопло, выработка капель почти удваивается и достигает максимального значения. Вне этого расхода имелось энергичное выплескивание и разбрызгивание воды из горловины модели LD конвертера, что является вредным для работы конвертера. Таким образом, из гидродинамических испытаний на модели было определено оптимальное отношение расходов, X, через центральное отверстие, что максимизирует скорость выработки капель, но без разбрызгивания и выплескивания из конвертера.
Цифровые моделирования были выполнены с использованием промышленного вычислительного программного обеспечения гидродинамики, FLUENT, чтобы изучить характеристики струй, выходящих из фурмы с 7 соплами, то есть, как объяснено ранее, с 6 периферийными соплами и 1 центральным соплом. Угол наклона периферийных сопел был выбран так, чтобы он составлял 17,5°, как первоначальное значение, и он является тем же самым, как в существующих конструкциях фурмы с 6 отверстиями. Центральное дозвуковое сопло было добавлено, чтобы осуществить регулирование потока струи по причинам, обсужденным ранее.
Чтобы уменьшить время вычисления цифровых моделирований для новой конструкции фурмы, только половина области суммарного потока моделировалась посредством разделения всей области, используя вертикальную срединную плоскость конвертера. Поэтому две полные сверхзвуковые струи и две половинные сверхзвуковые струи подвергались цифровому моделированию. Центральная дозвуковая струя также моделировалась как половинная струя. Размеры сверхзвуковых сопел по Фиг.2 сохранялись, как старые размеры, то есть вход диаметром 32,7 мм, сужение диаметром 25,7 мм и выход диаметром 37,3 мм.
Поскольку оптимальное отношение потоков, полученное из гидродинамических испытаний на модели, составляло единицу, дозвуковое сопло было спроектировано с большим диаметром выхода (54 мм) по сравнению с диаметром периферийного сверхзвукового сопла (37,3 мм). Есть необходимость выталкивать тот же самый массовый расход через центральное дозвуковое сопло и одно из сверхзвуковых сопел.
Чтобы разместить большее центральное сопло, диаметр трубы фурмы должен быть повышен на 100 мм по сравнению с существующими размерами фурмы. Объемный расход через центральное дозвуковое сопло поддерживался почти тем же самым, что и расход одной периферийной сверхзвуковой струи. Это значит, что массовый расход через одно из сверхзвуковых сопел на периферии по сравнению с центральным дозвуковым соплом является отличным. Это связано с тем фактом, что по причине сверхзвукового потока в наружных соплах температура на выходе из сопла падает до 150 K. В связи с этим плотность газа на выходе из сверхзвуковых сопел становится намного выше, учитывая, что давление является почти равномерным по всему конвертеру. Для дозвукового центрального сопла такие низкие температуры на выходе из сопла не достигаются.
Поскольку имеется намерение изменять поток через центральное дозвуковое сопло в течение продувки, отношение расхода через дозвуковое сопло к расходу через одно сверхзвуковое сопло устанавливается как переменная величина. Чтобы удержать небольшой объем цифровых данных, было решено изучить поток, вызываемый этими струями, только для двух отношений расходов. Они были выбраны равными 1,0 и 0,5. Результаты моделирований приведены ниже для отношения объемных расходов 1,0.
На Фиг. 8 и 9 показаны вычислительная модель и сетка, используемые для цифрового моделирования конструкции фурмы с 7 отверстиями, предложенной выше. Более чем 1,3 миллиона узлов сетки были использованы при моделированиях потоков струй. Моделирования были выполнены со стандартной k-ε моделью. 12 процессоров из одного кластера терафлопс Linux были использованы для моделирования, и потребовалось приблизительно 72-80, чтобы завершить одно моделирование потока. Хорошо известно, что модель турбулентности k-ε предсказывает характеристики потока из множества струй с некоторыми отклонениями от реального потока, но отклонения являются небольшими. Однако легко быстро получить разумные решения с k-ε моделью при коротком времени вычисления. По этой причине эта модель была использована.
На Фиг.10 контуры скорости в плоскости симметрии для случая фурмы с 7 соплами показаны в присутствии стенок конвертера и поверхности металла для угла наклона периферийных сопел 17,5°. В численном моделировании предполагалось, что поверхность металла представляет собой свободный от напряжения горизонтальный слой. Из Фиг.10 видно, что струи следуют близко к их геометрическому пути, и взаимодействие между ними является небольшим. Из Фиг.10 может быть видно, что струи взаимодействуют только в средних подъемах.
Имеется только небольшое взаимодействие струй ближе к поверхности металла. Это происходит в связи с центральной зоной остановки у поверхности металла. Более высокое давление остановки в этой области выталкивает струи назад и понижает слияние струй.
На Фиг.11 удары, образованные на кончиках сопел конструкции фурмы с 7 соплами, показаны посредством контуров температуры. Можно увидеть, что здесь имеются также меньшие удары на выходе из дозвукового сопла. Это происходит в связи с различиями в температуре между окружающей средой и выходом из сопла и меньшими различиями в давлении. Это может быть уменьшено посредством увеличения угла сходящейся секции сопла. Для настоящих моделирований угол поддерживается при 10°.
На Фиг.12 контуры скорости построены на графике в плоскости симметрии, чтобы показать позиции ударов струй о поверхность металла. Геометрические проекции струй также показаны на поверхности жидкого металла темными кружками. Можно увидеть, что струи почти следуют геометрическому пути, и слияние является минимальным в связи с присутствием центральной струи и нижнего участка остановки. На Фиг.12 контуры скорости показаны только для величин скорости меньших, чем 150 м/с. Можно наблюдать, что сверхзвуковые струи и центральная дозвуковая струя достигают ванны расплавленного металла при почти тех же самых величинах скорости, хотя скорости на выходе из соответствующих сопел являются различными.
Поскольку диаметр выхода из дозвукового сопла является большим (54 мм), чем диаметр выхода из сверхзвукового сопла (37,3 мм), скорости, ближе к ванне расплавленного металла, являются согласованными.
На Фиг.13 контуры скорости построены на графике при различных осевых расстояниях от кончика сопла для фурмы с 7 соплами. Можно увидеть из Фиг.13, что вплоть до осевого расстояния 1 м взаимодействия между струями являются минимальными. При расстоянии 1,5 м имеется значительное взаимодействие между струями. Но нижний участок остановки выталкивает струи назад, и слияние уменьшается при 2 м. Полоски, показанные на Фиг.13(d), связаны с присутствием центральной струи.
Газ в центральной струе должен проходить через окружающие сверхзвуковые струи, поскольку он не может пройти через поверхность металла (при моделировании). Этот вид характеристики потока не может произойти в реальном конвертере, потому что при моделировании предполагается, что поверхность металла представляет собой свободную от напряжений плоскую стену. В LD конвертере удар центральной струи будет создавать углубление, что будет полностью изменять характеристики потока.
Для того, чтобы объяснять воздействие вспененного шлака на характеристики струи, представлены результаты для одной струи. Вероятный диапазон значений плотности окружающей среды (пена/эмульсия), который является возможным в LD конвертере, был рассчитан посредством предположения равномерной скорости обезуглероживания по всей продувке. Оказывается, что средняя объемная фракция шлака в пене внутри конвертера будет в диапазоне 12-15%. Это приведет, в результате, к диапазону средней плотности окружающей среды 360-450 кг/м3.
Используемые числовая область и граничные условия показаны на Фиг.14. Диаметр конвертера, требуемый для одного осесимметричного сопла, был рассчитан посредством использования 1/6 первоначальной площади поперечного сечения конвертера (потому что из 6 сопел моделируется только одно). Кроме того, предполагается, что поверхность жидкого металла представляет собой свободную от сдвига плоскую стену. Высота фурмы (расстояние между кончиком сопла и поверхностью жидкого металла) принимается равной 3,5 м для того, чтобы изучить режим струи на длинном осевом расстоянии. Фактическая высота фурмы в конвертере изменяется от 1,5-2,2 м.
Моделирования были проведены с использованием 2D осесимметричного unsready RANSE с объемом жидкости (VOF) многофазной модели, чтобы проследить поверхность раздела между фазами. Не было сделано никакого различия между газообразными кислородом и окисью углерода. Следовательно, только одна газовая фаза была рассмотрена. Реализованная k-ε модель турбулентности была использована, чтобы завершить систему уравнений. Алгоритмы PISO были использованы для связи давление - скорость. Схема дискретизации второго порядка против потока была использована для всех переменных потока, за исключением температуры, для которой была использована схема закона мощности. Средняя фракция объема шлака (15%), рассчитанная по скорости установившегося обезуглероживания, была использована для области конвертера, как первоначальное предположение.
В течение вычисления шлак свободно движется через область в зависимости от локальных условий потока в отличие от более раннего моделирования. Силы поверхностного натяжения также не были включены в это моделирование, когда входящая во все еще окружающую среду струя газа с высокой скоростью вызывает поток также в окружающей среде.
В связи с импульсом, передаваемым окружающей среде, окружающая жидкость, примыкающая к границе струи, начинает двигаться в преобладающем направлении потока струи жидкости. Таким образом, окружающая жидкость в соседних местоположениях движется по направлению к струе вследствие потока, вызываемого струей. Шлак вместе с окружающим газом устремляется по направлению к границе струи благодаря потоку, вызываемому струей. Здесь шлак накапливается и объемная фракция/локальная плотность возрастает. Импульс, передаваемый от струи, создает движение шлака, и шлак медленно покрывает центральную часть струи с высокой скоростью. Контуры плотности вспененного шлака вблизи кончика сопла построены на графике на Фиг.15 для того, чтобы показать накопление шлака на кончике сопла и его движение вдоль струи.
Полученная, в результате, скорость импульса течения (ρV) в различных осевых местоположениях показана на Фиг.16 для конкретного момента времени. Стоит отметить, что максимальная скорость импульса течения не имеет места вблизи оси струи, но вдали от нее в радиальном направлении, как показано на Фиг.16. Центральная часть струи с высокой скоростью непрерывно нагнетает импульс в слой, сдвигаемый струей, как конвективно, так и диффузионно. Скорость у оси все еще максимальна в любом осевом местоположении.
Таким образом, распространяющееся перемещение осевого импульса в радиальном направлении будет происходить по направлению к сдвигаемому слою от оси струи. Поскольку струя распространяется, радиальная скорость v будет направлена к сдвигаемому слою в пределах струи, так что чисто конвективное перемещение импульса в радиальном направлении (puv) также направлено к сдвигаемому слою.
Поскольку плотность жидкости сдвигаемого слоя (шлак + газ) очень высока по сравнению со струей газа, сдвигаемый слой может сохранять более высокие импульсы течения без чрезвычайного увеличения скорости, точно так же, как сохранение тепловой энергии в резервуаре с более высокой удельной теплоемкостью/термической емкостью без заметных разностей температур. Кроме того, сила тяжести помогает слою шлака получать импульс, то есть слой шлака движется в направлении ускорения силы тяжести.
Импульс, передаваемый от центральной части струи с высокой скоростью к сдвигаемому слою высокой плотности, будет дополнением к импульсу, передаваемому посредством ускорения силы тяжести. По сравнению со скоростями импульса течения, показанными на графике на Фиг.16, скорость импульса течения у сдвигаемого слоя высокой плотности по меньшей мере на 2 порядка величины выше, чем центральной части струи с высокой скоростью. Из вышеупомянутых обсуждений ясно, что пена шлак - газ высокой плотности, присутствующая в LD конвертере, вносит ряд интересных характеристик в поток сверхзвуковых струй газа. Понимание углублений, создаваемых в течение продувки, может быть полностью изменено.
Важно отметить, что множество сверхзвуковых струй внутри LD конвертера также подвергается таким влияниям, как показано выше, в связи с присутствием вспененного шлака высокой плотности. Из вышеупомянутых обсуждений ясно, что периферийные сверхзвуковые струи будут терять весь их импульс в слое шлака, примыкающем к ним. Слои шлака будут двигаться по направлению к ванне жидкого металла с очень высоким импульсом и создавать сложные профили углубления. Но благодаря присутствию центральной струи в новой конструкции с 7 соплами давление внутри пространства среди сверхзвуковых струй будет предотвращать внедрение на этом участке.
Поэтому центральная струя не будет встречать пенистый шлак или встречать его минимально, и, в отличие от сверхзвуковых струй, она не будет терять импульс полностью в пенистом шлаке. Поэтому центральная струя будет достигать поверхности жидкого металла с очень высокими скоростями по сравнению со сверхзвуковыми струями и предполагается, что она производит больше капель. Этот вид производства капель является невозможным при конструкции с 6 отверстиями, поскольку все 6 сверхзвуковых струй будут полностью терять свой импульс в слое шлака, который движется относительно медленно. Из вышеупомянутых обсуждений ясно, что конструкция с 7 соплами является более эффективной, чем традиционная конструкция с 6 соплами.
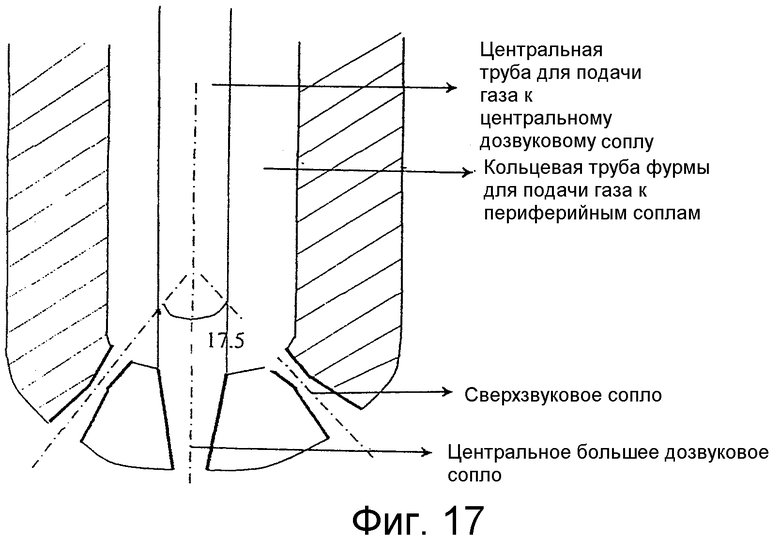
Один вариант осуществления настоящего изобретения с конструкцией с 7 соплами схематически показан на Фиг.17. На ней показано 6 периферийных сверхзвуковых струй с центральной струей. Центральная струя должна управляться отдельно посредством отдельного трубопровода для подачи газа, тогда как периферийные сверхзвуковые струи будут иметь один входной трубопровод для подачи газа. Трубопровод для подачи газа для 6 периферийных сверхзвуковых струй и трубопровод для подачи газа для центральной дозвуковой струи снабжаются двумя отдельными регулирующими клапанами с приводами. Центральная струя может быть введена в действие в течение различных стадий продувки, и расход может также изменяться в соответствии с требованиями процесса, поскольку сопло является дозвуковым.
Расход через центральное дозвуковое сопло устанавливается как переменная величина. В цифровом и экспериментальном моделированиях отношение объемного расхода через центральное дозвуковое сопло и расхода через одно из сверхзвуковых сопел устанавливается как переменная величина. Максимальная величина этого отношения удерживается как 1 в цифровом моделировании. Размеры центрального сопла рассчитываются с учетом этого. Выходной диаметр дозвукового сопла составляет 54 мм, и выходной диаметр сверхзвукового сопла составляет 37,3 мм (существующая величина).
Угол наклона периферийных струй удерживается при 17,5° (существующая величина). Для того, чтобы увидеть работу фурмы с 7 соплами с модифицированным углом для периферийных струй, было проведено исследование для расположения струй под углом 22° для наклона боковых струй.
Далее, угол наклона периферийных сверхзвуковых сопел может быть равным или поочередно изменяющимся. Поочередно изменяющийся угол наклона может иметь определенное преимущество. Как показано ранее, покрытие вспененным шлаком поверхности струи приводит в результате к более низкой скорости струи газа, и слой шлака, покрывающий струю, достигает поверхности жидкого металла с высоким импульсом. Этот удар слоя шлака о жидкий металл будет создавать множество капель шлака в жидком металле и создает площадь поверхности раздела для реакций шлак - металл. Посредством поддержания поочередно изменяющегося угла наклона площадь поверхности струи, которая покрывается слоем шлака, может быть повышена, и большее количество шлака может достигнуть жидкого металла с высоким импульсом. Предполагается, что это улучшает поверхностные реакции, как, например, дефосфорацию.
Посредством цифровых и экспериментальных моделирований, а также посредством рассмотрения различных динамических характеристик внутри LD конвертера для производства стали следующая конструкция фурмы с 7 соплами была достигнута как предпочтительный вариант осуществления. Эта конструкция является наиболее превосходящей существующие конструкции и может работать лучше в условиях производства стали.
6 периферийных сверхзвуковых сопел с одним трубопроводом для подачи газа.
Центральное большее дозвуковое сопло с отдельной подачей газа.
Центральное сопло может быть введено в действие в течение различных стадий продувки, как требуется, и расход может также легко изменяться без потери долговечности сопла.
Угол наклона периферийных струй поддерживается при 17,5°. Этот угол может быть увеличен в дальнейших модификациях.
Выгодные черты настоящего изобретения обеспечивают лучшее управление включением/выключением центрального сопла в течение продувки посредством отдельного трубопровода для подачи газа. Это создает строгий контроль разбрызгивания капель металла из конвертера.
Большее дозвуковое сопло в центре наконечника фурмы является полезным для управления расходом кислорода через центральное сопло. Это ведет к большей гибкости в управлении процессом.
Установка обеспечивает повышенную выработку капель металла. Поскольку центральная струя защищается от пенистого шлака посредством периферийных струй, она достигнет ванны расплавленного металла с высокими скоростями и стимулирует увеличенную выработку капель.
Установка обеспечивает улучшенную эффективность дефосфорации. Улучшенная выработка капель металла будет стимулировать пограничные реакции, в частности дефосфорацию.
Настоящее изобретение было описано со ссылкой на определенные варианты осуществления, которые являются только иллюстративными и не предназначаются, чтобы быть ограничивающими. Изменения в деталях и формах могут быть выполнены специалистом в этой области техники, не отклоняясь от объема и предназначения изобретения. Было показано, что цель улучшения дефосфорации в LD процессе производства стали достигается посредством повышения выработки капель жидкого металла. В других обрабатывающих отраслях промышленности, где могут быть другие цели, которые могут также достигаться посредством увеличения выработки капель жидкости, установка по настоящему изобретению может быть использована.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАКОНЕЧНИК ГАЗОКИСЛОРОДНОЙ ФУРМЫ ДЛЯ ПРОДУВКИ РАСПЛАВА ОКИСЛИТЕЛЬНЫМ ГАЗОМ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2016 |
|
RU2630730C9 |
| КИСЛОРОДНАЯ ФУРМА ДЛЯ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА | 1994 |
|
RU2063446C1 |
| Фурма сталеплавильного агрегата | 1988 |
|
SU1548215A1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2112048C1 |
| Способ передела чугуна в конвертере | 1981 |
|
SU1024509A1 |
| Фурма для донной продувки металла | 1982 |
|
SU1046292A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1380214A1 |
| СПОСОБ ИНЖЕКЦИИ КИСЛОРОДА | 2007 |
|
RU2449025C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА В ГОРЯЧЕМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111262C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1993 |
|
RU2066689C1 |
Изобретение относится к области металлургии, в частности к конструкции многосопловой фурмы. Фурма содержит множество периферийных сопел, снабженных одним входным трубопроводом для подачи газа высокого давления. Кроме того, она содержит центральное дозвуковое сопло, снабженное отдельным трубопроводом для подачи газа низкого давления, независимым от трубопровода для подачи газа высокого давления для периферийных сопел. Расход через центральное дозвуковое сопло управляется для изменения выработки капель жидкого металла в течение продувки в соответствии с требованиями процесса. Использование изобретения обеспечивает повышение площади поверхности раздела шлак-металл для улучшения дефосфорации в LD конвертере. 8 з.п. ф-лы, 17 ил.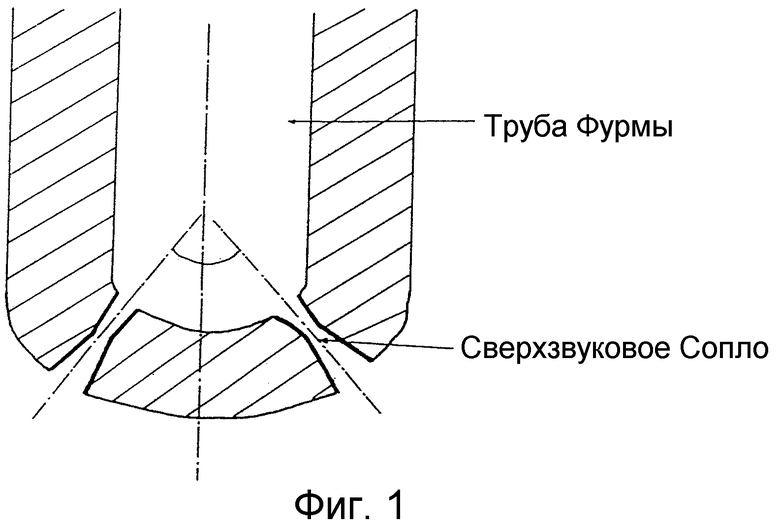
1. Фурма для производства стали в кислородном конвертере (LD), содержащая множество периферийных сверхзвуковых сопел, расположенных вокруг центральной оси фурмы, причем указанные периферийные сопла имеют один входной трубопровод для подачи газа высокого давления, и центральное дозвуковое сопло, выполненное с отдельным трубопроводом для подачи газа низкого давления, при этом расходом газа низкого давления через центральное дозвуковое сопло управляют для изменения скорости образования капель жидкого металла в течение продувки в соответствии с требованиями процесса выплавки стали.
2. Фурма по п.1, отличающаяся тем, что она содержит шесть периферийных сверхзвуковых сопел и одно центральное дозвуковое сопло.
3. Фурма по любому из пп.1 и 2, отличающаяся тем, что центральное дозвуковое сопло имеет сужающееся сечение для облегчения управления расходом газа через него.
4. Фурма по любому из пп.1 и 2, отличающаяся тем, что центральное дозвуковое сопло имеет больший диаметр на выходе, чем диаметр на выходе указанного периферийного сверхзвукового сопла.
5. Фурма по п.3, отличающаяся тем, что указанное центральное дозвуковое сопло имеет больший диаметр на выходе, чем диаметр на выходе указанного периферийного сверхзвукового сопла.
6. Фурма по п.1, отличающаяся тем, что трубопровод для подачи газа для указанного множества периферийных сверхзвуковых сопел и трубопровод для подачи газа для указанного центрального дозвукового сопла снабжены двумя отдельными регулирующими клапанами с приводами для управления расходом подачи газа.
7. Фурма по п.6, отличающаяся тем, что регулирующий клапан, предусмотренный для центрального дозвукового сопла, предназначен для изменения расхода подачи газа через него, для избежания разбрызгивания в течение начальной стадии продувки и для управления динамикой реакций в течение продувки, посредством изменения интенсивности скорости выработки капель металла.
8. Фурма по любому из пп.1, 2, 4, 5-8, отличающаяся тем, что периферийные сверхзвуковые сопла имеют равные или поочередно изменяющиеся углы наклона от вертикальной оси фурмы.
9. Фурма по п.3, отличающаяся тем, что периферийные сверхзвуковые сопла имеют равные или поочередно изменяющиеся углы наклона от вертикальной оси фурмы.
| Способ крашения тканей | 1922 |
|
SU62A1 |
| US 4432534 А, 21.02.1984 | |||
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2112048C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1380214A1 |
| ФУРМА ДЛЯ НЕСТАЦИОНАРНОЙ ПРОДУВКИ | 1992 |
|
RU2025498C1 |

