Область техники
Настоящее изобретение касается способа измерения дефекта формы панели летательного аппарата. Оно касается также портативной системы для применения этого способа. Эти система и способ относятся к дефектам, возникающим при изготовлении панели, во время сборки нескольких панелей или при ударе о панель во время эксплуатации летательного аппарата.
Изобретение предназначено для применения в области измерения дефектов формы, в частности, на панелях конструкций большого размера, таких как конструкция летательного аппарата.
Уровень техники
В авиационной промышленности летательные аппараты обычно выполняют из множества панелей, соединяемых друг с другом. В частности, используют панели крыльев, панели фюзеляжа, панели хвостового оперения и т.д. В момент сборки нескольких панелей иногда бывает, что геометрия панели точно не соответствует геометрии панели или панелей, с которыми ее соединяют. Например, толщина панели может не соответствовать точно пространству, предусмотренному между другими панелями, поэтому ее установка между ними затруднена. В таких случаях техники, осуществляющие монтаж, могут использовать две возможности:
- либо вернуть бракованную панель на завод-изготовитель для ее переделки, что может потребовать относительно большого времени и, следовательно, задержать процесс сборки;
- либо соединять панели с применением усилий, что может привести к деформации одной из панелей.
В результате при сборке панелей появляются дефекты формы или неравномерности формы.
Иногда бывает, что одна сторона панели не является строго плоской в момент изготовления или подверглась удару в момент транспортировки от предприятия-изготовителя до сборочного предприятия.
Дефекты формы могут также появляться во время эксплуатации самолета, например, в результате столкновения с птицей.
Независимо от своего происхождения дефект формы может иметь последствия, сказывающиеся на безопасности летательного аппарата и/или на его внешнем виде, в зависимости от его местонахождения и размеров.
Техники, осуществляющие обслуживание или сборку, обычно обнаруживают наличие дефекта формы визуально. После обнаружения дефекта необходимо произвести измерение его размеров, чтобы определить его возможные последствия и принять решение о путях его устранения.
В настоящее время нет никаких автоматических средств для определения размеров такого дефекта, то есть для измерения геометрии такого дефекта. В настоящее время оценку дефекта техник производит вручную. Одним из ручных способов оценки дефекта формы является выливание горячего воска в деформированную часть панели, затем воск застывает до состояния затвердевания, после чего его снимают, чтобы получить слепок дефекта. Размеры дефекта затем определяют на основании этого слепка. Такой способ является относительно неточным, так как размеры получают на основании слепка дефекта, а не самого дефекта. Кроме того, этот способ является сложным и трудоемким, в частности, когда дефект находится в труднодоступном месте, например, на верхней панели фюзеляжа или на вертикальной панели, где расплавленный воск стремится к перетеканию вдоль панели еще до затвердевания.
Известны и иные способы, используемые для измерения деформаций. Один из таких способов, основанный на стереоскопической корреляции изображений, описан в статье «3D deformation measurement using stereocorrelation applied to experimental mechanics», D. Garcia and J.J. Orteu, The 10th FIG International Symposium on deformation Measurements, Март 2001, Орендж, Калифорния, США. Такой способ состоит в выполнении специального рисунка или мишени на детали, деформацию которой необходимо измерить. После выполнения рисунка деталь подвергают деформации, например, путем вытягивания или скручивания детали. Нанесенный рисунок деформируется одновременно с деталью. Система измерения деформации позволяет измерить деформацию рисунка и, следовательно, детали. Эта система содержит две камеры типа CCD, каждая из которых снимает последовательность изображений деформации. В частности, каждая камера CCD снимает последовательность изображений рисунка в течение всего периода деформации детали. Полученная таким образом последовательность изображений обрабатывается устройством обработки изображений, которое реконструирует изображение деформированной детали в трех измерениях, используя принцип триангуляции. Для этого устройство обработки изображений идентифицирует все точки изображения каждой последовательности, затем находит эти точки во всех изображениях двух последовательностей изображений и, наконец, находит смещение этих точек для определения деформации детали.
Однако такая система измерения деформаций требует нанесения рисунка на измеряемую деталь, что невозможно осуществить на панели летательного аппарата, в частности, когда летательный аппарат уже находится в эксплуатации, так как для этого впоследствии потребуется смыть этот рисунок, чтобы он не оставался на летательном аппарате. Действительно, каждая авиакомпания, как правило, имеет свой логотип и свои рисунки, которые являются характерными для данной компании и должны быть идентичными на всех принадлежащих ей летательных аппаратах. Присутствие рисунка или мишени на некоторых панелях самолетов нарушит эту подобность логотипов и рисунков одной компании. Поэтому трудно представить себе нанесение рисунка на все панели самолета, имеющие дефект формы.
Сущность изобретения
Задачей настоящего изобретения является устранение недостатков изложенных выше технологий. В этой связи в соответствии с изобретением предлагается способ автоматического измерения дефекта формы на панели конструкции летательного аппарата, не требующий нанесения рисунка на эту панель. Этот способ предлагает измерять форму панели с исследованием точек рисунка, проецируемого на поверхность панели. Согласно этому способу, рисунок-мишень проецируют на исследуемую панель, делают два мгновенных снимка изображений этого проецируемого рисунка под разными углами съемки по отношению к панели, затем эти изображения обрабатывают при помощи стереоскопической корреляции изображений.
В частности, объектом настоящего изобретения является способ измерения дефекта формы панели конструкции летательного аппарата, отличающийся тем, что содержит следующие операции:
- проекция рисунка-мишени в место нахождения дефекта на панели,
- получение, по меньшей мере, двух изображений этого проецируемого рисунка-мишени,
- обработка этих двух изображений при помощи стереоскопической корреляции для получения значений измерений геометрии дефекта.
Этот способ может также содержать один или несколько следующих отличительных признаков:
- изображения получают мгновенно,
- изображения передаются по линии связи или записываются на цифровой носитель записи для их обработки на расстоянии.
Объектом настоящего изобретения является также система, позволяющая осуществлять этот способ. Эта система содержит:
- проекционное устройство, выполненное с возможностью проекции рисунка в место нахождения дефекта на панели,
- по меньшей мере, два съемочных устройства, каждое из которых выполнено с возможностью получения изображения рисунка-мишени, и
- средство обработки изображений рисунка-мишени, проецируемого на панель.
Эта система может также содержать один или несколько следующих отличительных признаков:
- съемочные устройства обеспечивают мгновенное получение изображений;
- система содержит средство синхронизации проекционного устройства и съемочных устройств;
- съемочные устройства и проекционное устройство синхронизированы по скорости, меньшей или равной 1/60 секунды;
- съемочные устройства располагают таким образом, чтобы вместе с проецируемым рисунком образовать треугольник;
- система содержит дальномер;
- съемочные устройства и проекционное устройство устанавливают на одном держателе;
- дальномер установлен на держателе;
- система является портативной и автономной;
- средство обработки изображений устанавливают на держателе и соединяют со съемочными устройствами;
- средство обработки изображений располагают на расстоянии, и оно выполнено с возможностью приема изображений проецируемого рисунка-мишени через линию связи или с цифрового носителя записи;
- съемочные устройства являются цифровыми фотоаппаратами;
- съемочные устройства являются матричными камерами.
Краткое описание чертежей
Фиг.1 - пример выполнения системы измерения дефекта формы на панели самолета в соответствии с настоящим изобретением.
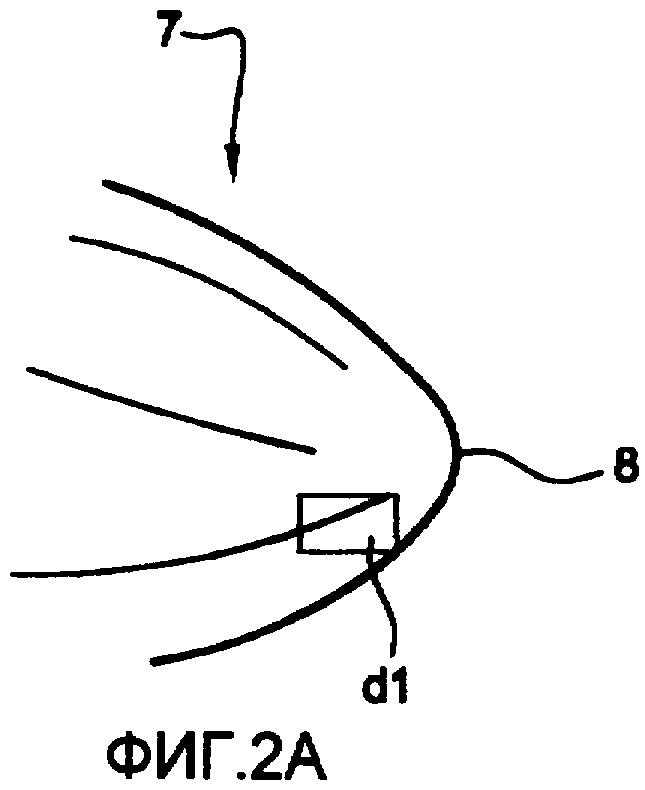
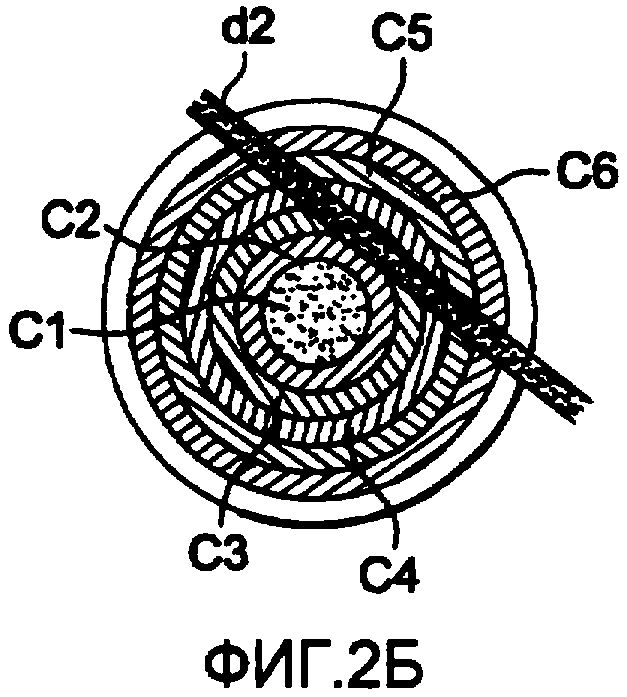
Фиг.2А-2Б - пример обтекателя антенны РЛС летательного аппарата, содержащего дефект формы, и изображение этого дефекта, полученное при помощи способа в соответствии с настоящим изобретением.
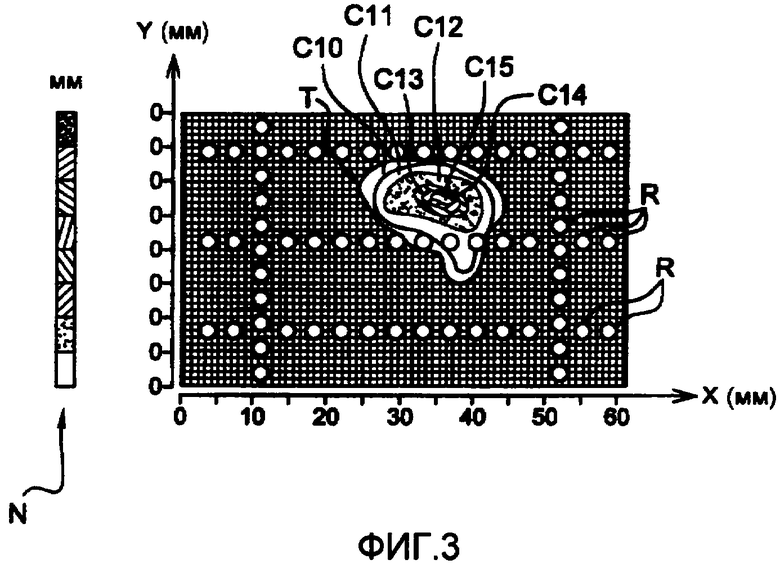
Фиг.3 - пример результата измерения дефекта, полученного при помощи способа в соответствии с настоящим изобретением.
Подробное описание вариантов выполнения изобретения
В соответствии с изобретением предложен способ, предназначенный для измерения дефекта формы на панели летательного аппарата, в котором рисунок-мишень проецируют на обрабатываемую панель, то есть на панель самолета, содержащую дефект, который требуется измерить. Изображения рисунка-мишени получают под разными углами съемки. После этого изображения обрабатывают при помощи технологии стереоскопической корреляции. Как более подробно показано ниже, технология стереоскопической корреляции при помощи триангуляционных измерений позволяет реконструировать изображение в трех измерениях деформированного объекта на основании двухмерных изображений.
В соответствии с изобретением предложена также система измерения дефекта формы, позволяющая осуществлять этот способ. Эта система содержит два съемочных устройства, позволяющих снимать изображения одного и того же объекта под двумя разными углами съемки. В соответствии с изобретением рассматриваемый объект является панелью летательного аппарата, содержащей подлежащий измерению дефект формы. Съемочные устройства устанавливают таким образом, чтобы они образовали треугольник с рисунком-мишенью, проецируемым на измеряемый дефект.
Система измерения в соответствии с настоящим изобретением дополнительно содержит устройство проекции рисунка-мишени на обрабатываемую панель. Рисунок-мишень является пестрым рисунком, образованным совокупностью черных и белых пятен разного размера, произвольно нанесенных рядом друг с другом. В соответствии с изобретением этот рисунок-мишень проецируют на обрабатываемую панель в месте нахождения дефекта. Иначе говоря, его проецируют на зону панели, содержащую дефект формы.
Каждое из съемочных устройств снимает изображение этого рисунка-мишени, проецируемого на дефект панели. В варианте выполнения изобретения рисунок-мишень проецируют в течение заранее определенного не точечного интервала времени, то есть непрерывного интервала в несколько секунд и даже несколько минут. Во время этого интервала времени получают изображения рисунка-мишени, проецируемого на дефект. В предпочтительном варианте выполнения изобретения устройство проекции рисунка-мишени синхронизируют со съемочными устройствами, что позволяет получать изображения непосредственно в момент проекции рисунка-мишени на обрабатываемую панель. Эту синхронизацию осуществляют с такой скоростью, чтобы записываемые изображения были четкими, то есть не расплывались, не устанавливая при этом систему на какую-либо опору типа штатива. Эту синхронизацию осуществляют, например, с временем синхронизации, меньшим или равным 1/60 секунды.
Для осуществления этого предпочтительного варианта выполнения съемочные устройства предпочтительно устанавливают на одном держателе. Пример такой системы показан на Фиг.1. В этом примере держатель 1 является рамой, например, из алюминия, на которой закрепляют проекционное устройство 3 и по обе стороны от упомянутого проекционного устройства 3 - съемочные устройства 2а и 2b. Проекционное устройство 3 располагают в плоскости Р рамы в центре рамы таким образом, чтобы проецировать рисунок-мишень на дефект 6 формы панели 5 в направлении проекции Х, перпендикулярном к плоскости Р рамы. Съемочные устройства 2а и 2b не находятся в плоскости Р рамы, поэтому направление съемки не является параллельным направлению проекции Х. В частности, направления съемки съемочных устройств 2а и 2b образуют с плоскостью Р рамы треугольник, в вершине которого находится измеряемый дефект 6.
Место нахождения съемочных устройств в раме 1 и, в частности, угол наклона съемочных устройств относительно плоскости Р рамы могут меняться в зависимости от площади дефекта и от расстояния, на котором находится держатель относительно панели, содержащей дефект. В примере, показанном на Фиг.1, система позволяет производить измерение дефекта на расстоянии порядка от 1 м до 1,5 м в объеме порядка 600 × 400 × 200 мм3.
Съемочные устройства 2а и 2b могут быть цифровыми фотоаппаратами или матричными камерами, выполненными с возможностью получать мгновенные изображения рисунка-мишени, проецируемого на обрабатываемую панель. Под мгновенными изображениями следует понимать два изображения, каждое из которых получено отдельным съемочным устройством в один и тот же данный момент, например в момент проекции рисунка-мишени. Эти съемочные устройства могут обеспечивать получение изображения, например, 1000 × 1000 пикселей. Получение изображений, необходимых для измерения, называемое измерительной съемкой, происходит мгновенно.
В предпочтительном варианте выполнения изобретения система содержит дальномер 4 или любое другое устройство, позволяющее легко оценить расстояние между системой и измеряемой панелью. Этот дальномер 4 может быть соединен со съемочными устройствами 2а и 2b и с проекционным устройством 3 и синхронизирован с этими устройствами, обеспечивая, таким образом, автоматизацию наведения этих устройств для получения четких изображений проецируемого рисунка-мишени. Этот дальномер 4 может быть установлен тоже на раму 1 держателя в плоскости Р рамы, например в центре упомянутой рамы.
Система измерения в соответствии с настоящим изобретением дополнительно содержит средство обработки этих изображений при помощи стереоскопической корреляции. Это средство обработки, не показанное на Фиг.1, может быть установлено на расстоянии от опоры 1. В этом случае изображения можно записывать на носитель записи изображений для дальнейшей обработки на расстоянии. Этот носитель записи может быть, например, картой памяти наподобие используемых в современных цифровых фотоаппаратах или шиной USB. Таким образом, изображения можно передавать на средство обработки изображений при помощи беспроводной связи Bluetooth или при помощи связи Wi-fi. Таким образом, оператор может перемещаться по аэропорту с держателем, оборудованным проекционным устройством и съемочными устройствами для осуществления съемки одного или нескольких дефектов на эксплуатируемых самолетах, затем осуществлять обработку этих изображений в помещениях, удаленных от аэропорта.
В другом варианте средство обработки выполнено достаточно миниатюрным для установки на держателе. Съемки и обработку можно в этом случае производить комплексно на месте вблизи рассматриваемого самолета за минимальное время порядка нескольких минут. Этот вариант позволяет оператору возобновлять операцию в случае проблемы съемок, например, если полученное изображение является недостаточно четким или если точки-ориентиры не являются достаточно показательными, и т.д.
Независимо от места установки средство обработки изображений обеспечивает обработку путем стереоскопической корреляции двух единых изображений рисунка-мишени, снятых в один и тот же момент с двух разных углов съемки. Эта обработка состоит в изучении распределения различных точек рисунка-мишени в пространстве. Поскольку точки рисунка-мишени находятся на поверхности измеряемой панели, то измеряют, таким образом, геометрию этой панели в трех пространственных измерениях. Отсюда можно определить дефекты формы этой панели. Это изображение геометрии панели можно получить в виде классического трехмерного изображения по осям x, y и z. Его можно также получить в виде двухмерного изображения по осям x и y с направлением z, показанным в цвете. В этом случае размер z, который соответствует глубине дефекта, показан соответствующими разными цветами в шаблоне оттенков со шкалой глубин. Выбор цветов шаблона может быть определен оператором, исходя из средства обработки изображений.
На Фиг.2А показан пример дефекта формы на обтекателе 7 антенны РЛС самолета. На Фиг.2Б показан пример изображения этого дефекта формы, полученного при помощи способа в соответствии с настоящим изобретением. В частности, на Фиг.2А схематично показан обтекатель 7 антенны в носовой части самолета, при этом обтекатель содержит выступ d1 удлиненной формы, показанный в прямоугольнике. Этот выступ d1 представляет собой дефект формы. На Фиг.2Б показано полученное при помощи способа в соответствии с настоящим изобретением изображение этого обтекателя с этим выступом d1. Это изображение представляет собой общую форму обтекателя с разными уровнями глубины, каждый из которых показан в разном цвете. Центральная круглая зона с1 соответствует заостренному концу 8 обтекателя 7 с наименьшим уровнем глубины. Круглые зоны с2, с3 и т.д. соответствуют разным интервалам глубин обтекателя. На этой Фиг.2Б показан разрыв d2 в круглых зонах этого изображения. Этот разрыв d2 образует зону удлиненного буртика, проходящего со смещением от центра через круглые зоны изображения. Этот разрыв d2 соответствует выступу d1 на обтекателе 7, показанному на Фиг.2А.
На Фиг.3 показан схематичный пример трехмерного изображения, которое может быть получено при помощи способа в соответствии с настоящим изобретением. Это изображение содержит сетку в двух измерениях со значениями измерений, указанными в мм на осях x и y. Оно одержит также изображение дефекта, а именно пятно Т с разными цветовыми уровнями, соответствующими разным уровням глубины дефекта. Оно содержит также шаблон цветов N, дающий соответствие между разными цветами и уровнями глубины. В этом примере изображения два наружных цветовых уровня с10 и с11 пятна соответствуют глубине дефекта от 0 до 0,5 мм, цветовой уровень с13 является глубиной от 1,5 до 2 мм, цветовой уровень с14 - глубиной от 2,5 до 3 мм и цветовой уровень с15 соответствует глубине от 3,5 до 4 мм. Таким образом, это пятно Т показывает форму дефекта, а также глубину дефекта. Отсюда можно вывести размеры дефекта как по длине, так и по ширине, и по глубине. Погрешность определения глубины при помощи этого способа составляет порядка 50 микрометров для поверхности в несколько квадратных дециметров.
В примере изображения на Фиг.3 точки ориентиров R позволяют определить точное место нахождения дефекта на панели. В этом примере ориентиры R соответствуют месту нахождения заклепок на панели.
Для получения этих точек ориентиров производят мгновенную съемку изображений рисунка-мишени с достаточно широким углом в зоне панели, содержащей дефект, таким образом, чтобы эти изображения показывали окружающую среду дефекта.
Как было указано выше, устройство проекции рисунка-мишени и устройства съемки упомянутого рисунка-мишени на обрабатываемой панели можно устанавливать на раму держателя. Эту раму предпочтительно выполняют из легкого материала, что позволяет получить портативную автоматическую систему, которую оператор может легко переносить по аэродрому. Эта система может иметь достаточно легкий вес, например менее 4 кг, что не требует использования другого опорного средства типа штатива. Синхронизация проекционного устройства со съемочными устройствами облегчает также управление системой. Оператор может производить съемки непосредственно, держа систему в руке, что позволяет легко обрабатывать труднодоступные места, такие как верхняя часть фюзеляжа или вертикальные панели летательного аппарата.
Изобретение относится к области измерения дефектов формы. Заявленный способ измерения дефекта формы на панели конструкции летательного аппарата содержит операции: проекции на место нахождения дефекта на панели рисунка-мишени, представляющего собой совокупность черных и белых пятен разного размера, расположенных произвольно рядом друг с другом; получения, по меньшей мере, двух изображений этого проецируемого рисунка-мишени; обработки этих двух изображений при помощи стереоскопической корреляции для получения значений измерений геометрии дефекта. Заявленная система, позволяющая осуществлять этот способ, содержит: проекционное устройство, выполненное с возможностью проекции на место нахождения дефекта на панели рисунка-мишени, представляющего собой совокупность черных и белых пятен разного размера, расположенных произвольно рядом друг с другом; по меньшей мере, два съемочных устройства, каждое из которых выполнено с возможностью получения изображения рисунка-мишени. Также система содержит средство обработки этих изображений рисунка-мишени. Технический результат - исключение нанесения рисунка на панель конструкции летательного аппарата. 2 н. и 14 з.п. ф-лы, 4 ил.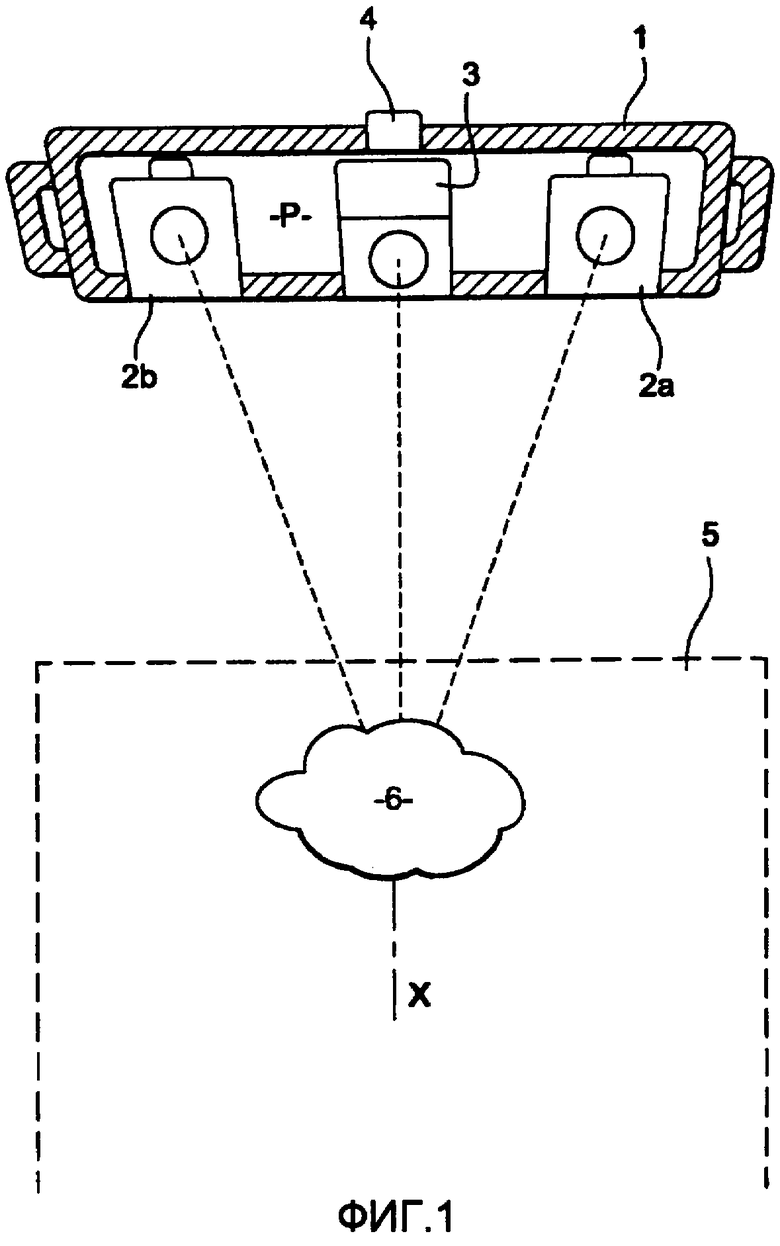
1. Способ измерения дефекта (6) формы на панели (5) конструкции летательного аппарата, отличающийся тем, что содержит следующие операции:
проекция на место нахождения дефекта (6) на панели (5) рисунка-мишени, представляющего собой совокупность черных и белых пятен разного размера, расположенных произвольно рядом друг с другом,
получение, по меньшей мере, двух изображений этого проецируемого рисунка-мишени,
обработка этих двух изображений при помощи стереоскопической корреляции для получения значений измерений геометрии дефекта.
2. Способ по п.1, отличающийся тем, что изображения получают мгновенно.
3. Способ по п.1 или 2, отличающийся тем, что изображения передают по линии связи или записывают на цифровой носитель записи для их обработки на расстоянии.
4. Система измерения дефекта (6) формы на панели (5) конструкции летательного аппарата, отличающаяся тем, что содержит
проекционное устройство (3), выполненное с возможностью проекции на место нахождения дефекта на панели рисунка-мишени, представляющего собой совокупность черных и белых пятен разного размера, расположенных произвольно рядом друг с другом,
по меньшей мере, два съемочных устройства (2а, 2b), каждое из которых выполнено с возможностью получения изображения рисунка-мишени, и
средство обработки этих изображений рисунка-мишени.
5. Система по п.4, отличающаяся тем, что съемочные устройства (2а, 2b) обеспечивают мгновенное получение изображений.
6. Система по п.4 или 5, отличающаяся тем, что содержит средство синхронизации проекционного устройства (3) и съемочных устройств (2а, 2b).
7. Система по п.6, отличающаяся тем, что съемочные устройства и проекционное устройство синхронизированы по скорости, меньшей или равной 1/60 с.
8. Система по любому из пп.4-7, отличающаяся тем, что съемочные устройства располагают таким образом, чтобы вместе с проецируемым рисунком они образовали треугольник.
9. Система по любому из пп.4-8, отличающаяся тем, что содержит дальномер (4).
10. Система по любому из пп.4-9, отличающаяся тем, что съемочные устройства и проекционное устройство устанавливают на одном держателе.
11. Система по п.10, отличающаяся тем, что дальномер (4) установлен на держателе.
12. Система по пп.1-11, отличающаяся тем, что является портативной и автономной.
13. Система по любому из пп.10-12, отличающаяся тем, что средство обработки изображений устанавливают на держателе (1) и соединяют со съемочными устройствами.
14. Система по любому из пп.4-11, отличающаяся тем, что средство обработки изображений располагают на расстоянии, и оно выполнено с возможностью приема изображений проецируемого рисунка-мишени через линию связи или с цифрового носителя записи.
15. Система по любому из пп.4-14, отличающаяся тем, что съемочные устройства являются цифровыми фотоаппаратами.
16. Система по любому из пп.4-14, отличающаяся тем, что съемочные устройства являются матричными камерами.
| DE 19925462 C1, 15.02.2001 | |||
| DE 19502459 A1, 01.08.1996 | |||
| US 2002136444 A1, 26.09.2002 | |||
| DE 19515949 A1, 14.11.1996 | |||
| WO 2004081488 A2, 23.09.2004. |

