Изобретение относится к машиностроению и может быть использовано для нагрева деталей с отверстием (типа «кольцо») токами промышленной частоты до температур, позволяющих восстанавливать металлокерамический слой дисков фрикционов спеканием.
Известны индукционные нагревательные устройства, в которых нагрев деталей производится в индукторах (см. RU 2017834 C1, 15.08.1994; RU 2232364 C2, 07.10.2004). Данные нагревательные устройства используют токи высокой частоты, что усложняет конструкцию установки и снижает ее производительность.
Наиболее близким по технической сущности, взятым в качестве прототипа, является индукционный нагреватель фирмы «Атом-Прибор» (Украина) модели HI1630 (см. сайт http://atompribor.com.ua/nagrev.html), который представляет собой специальный трансформатор с первичной обмоткой с большим числом витков и вторичной короткозамкнутой обмоткой, роль которой выполняет нагреваемая металлическая деталь с отверстием, через которое проходит магнитопровод трансформатора. Отношение токов в обмотках обратно пропорционально отношению числа витков. Таким образом, переменный ток большой силы, протекающий во вторичной обмотке (в детали), вызывает ее равномерный нагрев до требуемой температуры. Первичная обмотка и магнитопровод трансформатора при этом не нагреваются.
Нагрев деталей в данном устройстве имеет недостатки. При использовании подобного мощного устройства с односекционным магнитопроводом возникает существенный перекос фаз в трехфазной энергосети, что противоречит требованиям энергосбыта (ГОСТ 13109-97), а также усложняется процесс регулирования потребления тока после выхода на заданный температурный режим спекания. Кроме того, нагрев деталей таким устройством до необходимых по технологии температур спекания (800…1000°C) сопряжен с большими потерями энергии вследствие отсутствия теплозащиты.
Задачей изобретения является совершенствование конструкции устройства с целью экономии потребляемой энергии, исключения перекоса фаз энергосети и адаптации параметров устройства к технологическому режиму нагрева деталей при спекании.
Решение поставленной задачи достигается тем, что в устройстве для индукционного нагрева деталей, состоящем из специального трансформатора с первичной обмоткой, роль вторичной короткозамкнутой обмотки в котором выполняет нагреваемая деталь с отверстием, через которое проходит магнитопровод трансформатора, в отличие от прототипа магнитопровод трансформатора и первичная обмотка выполнены секционированными с количеством секций не менее трех, каждая из которых подключена к отдельной фазе трехфазной сети переменного тока промышленной частоты. Это позволяет распределить потребляемую энергию равномерно по фазам сети, а после выхода на заданный температурный режим отключать необходимое количество секций и поддерживать температурный режим с помощью автоматического регулятора во включенной секции. Для снижения потерь энергии в окружающую среду нагреваемая деталь установлена в короб из неэлектропроводного материала с теплозащитой и зафиксирована прижимным приспособлением.
В результате патентного поиска не выявлено технических решений, идентичных заявляемому, что соответствует критерию «новизна».
Предлагаемое устройство может применяться в машиностроении для нагрева при изготовлении и восстановлении деталей, что соответствует критерию «промышленная применимость».
Новая совокупность признаков, а именно: магнитопровод трансформатора и первичная обмотка выполнены секционированными, нагреваемая деталь установлена в короб с теплозащитой, позволяет получить новый экономический эффект: отсутствие перекоса фаз, снижение уровня потребляемой энергии, достижение температуры спекания, что подтверждает причинно-следственную связь новой совокупности признаков и достигнутого результата, которая не была известна из уровня техники до создания данного технического решения, что позволяет сделать вывод о соответствии технического решения критерию «изобретательский уровень».
Изобретение поясняется чертежом, где изображена принципиальная схема устройства для индукционного нагрева деталей при нанесении металлокерамического слоя спеканием.
Предлагаемое устройство содержит станину 1, на которой установлены переключающее устройство 2, соединенное проводами 3 через вольтметр 4 для контроля напряжения в сети, амперметр 6 для контроля силы тока в фазах и автоматический регулятор 5 для поддержания температурного режима с первичными обмотками 7 трех секций трансформатора, каждая из которых подключена к отдельной фазе трехфазной сети, а нагреваемая деталь 8 через три разъемных магнитопровода 9 фиксируется в коробе с теплозащитой 10 посредством прижимного приспособления 11.
Устройство работает следующим образом. При снятых съемных элементах магнитопроводов 9 нагреваемая деталь (детали) 8 помещается в короб с теплозащитой 10 и фиксируется прижимным приспособлением 11. После установки съемных элементов магнитопроводов 9 с помощью переключающего устройства 2 для нагрева детали до выхода на заданный температурный режим включаются все секции устройства. По достижению необходимой температуры нагрева отключаются одна или две секции и поддержание температурного режима осуществляется автоматическим регулятором 5.
Применение данного устройства удовлетворяет требованиям энергосбыта, связанным с перекосом фаз сети, за счет использования секционированного магнитопровода, позволяет экономить потребление энергии после выхода на заданный режим за счет использования одной секции магнитопровода, снабженной автоматическим регулятором, и снижает потери энергии в окружающую среду за счет использования короба из неэлектропроводного материала с теплозащитой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННОЙ НАГРЕВАТЕЛЬ ЖИДКОСТИ | 1995 |
|
RU2074529C1 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ ТРАНСФОРМАТОРНОГО ТИПА | 1998 |
|
RU2153779C2 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ ТРАНСФОРМАТОРНОГО ТИПА | 2002 |
|
RU2235445C2 |
| ПРОТОЧНЫЙ ПОДОГРЕВАТЕЛЬ ЖИДКОСТИ ИНДУКЦИОННОГО ТИПА (ВАРИАНТЫ) | 2002 |
|
RU2240658C2 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ ТРАНСФОРМАТОРНОГО ТИПА | 2001 |
|
RU2226045C2 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬ ТРАНСФОРМАТОРНОГО ТИПА | 2001 |
|
RU2226046C2 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА, ОБЕСПЕЧИВАЮЩЕЕ ЗАДАННЫЙ ТЕМПЕРАТУРНЫЙ ПРОФИЛЬ | 2001 |
|
RU2214072C2 |
| УСТРОЙСТВО ПИТАНИЯ ДЛЯ ОДНОФАЗНЫХ ИНДУКЦИОННО-РЕЗИСТИВНЫХ НАГРУЗОК, ОБЕСПЕЧИВАЮЩЕЕ СИММЕТРИЮ ПЕРВИЧНОЙ ТРЕХФАЗНОЙ СЕТИ | 2005 |
|
RU2290739C1 |
| ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ ТЕКУЧИХ СРЕД | 2017 |
|
RU2667515C1 |
| ЭЛЕКТРОВОДОНАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ТРАНСФОРМАТОРНОГО ТИПА | 1994 |
|
RU2101882C1 |
Изобретение относится к машиностроению и может быть использовано для нагрева деталей с отверстием (типа «кольцо») токами промышленной частоты до температур, позволяющих восстанавливать металлокерамический слой дисков фрикционов спеканием. Устройство для индукционного нагрева деталей при нанесении металлокерамического слоя спеканием, состоящее из специального трансформатора с первичной обмоткой, роль вторичной короткозамкнутой обмотки в котором выполняет нагреваемая металлическая деталь с отверстием, через которое проходит магнитопровод трансформатора, причем магнитопровод трансформатора и первичная обмотка выполнены секционированными с количеством секций не менее трех. Каждая секция подключается к отдельной фазе трехфазной электрической сети переменного тока промышленной частоты, в одной из секций установлен автоматический регулятор поддержания температурного режима, а нагреваемая деталь установлена в короб с теплозащитой и зафиксирована прижимным приспособлением. Использование данного устройства позволяет экономить потребление энергии, исключить перекос фаз энергосети и адаптировать параметры устройства к технологическому режиму нагрева деталей при спекании. 1 з.п. ф-лы, 1 ил.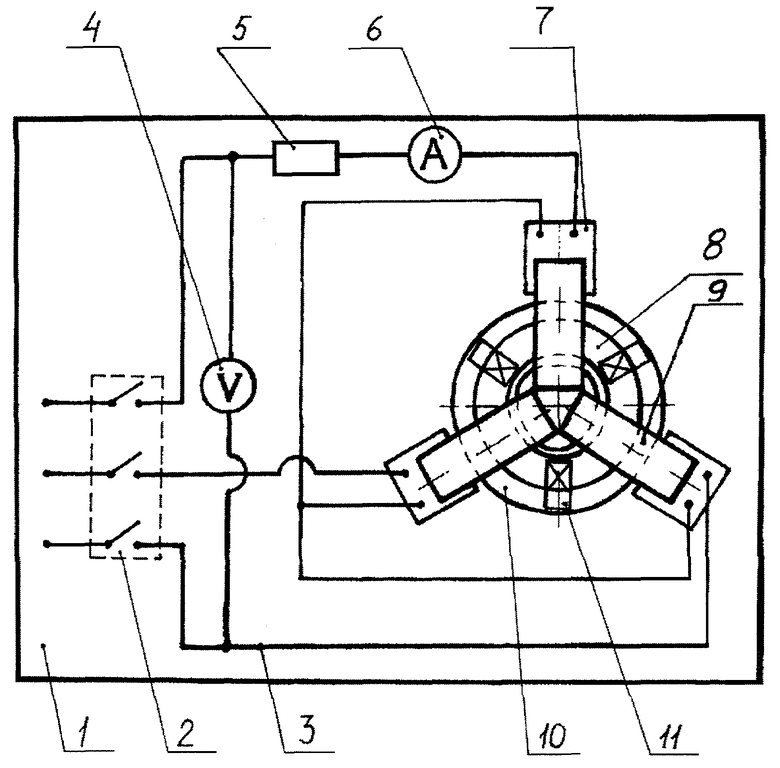
1. Устройство для индукционного нагрева деталей при нанесении металлокерамического слоя спеканием, состоящее из специального трансформатора с первичной обмоткой, роль вторичной короткозамкнутой обмотки в котором выполняет нагреваемая металлическая деталь с отверстием, через которое проходит магнитопровод трансформатора, отличающееся тем, что магнитопровод трансформатора и первичная обмотка выполнены секционированными с количеством секций не менее трех, причем каждая секция подключается к отдельной фазе трехфазной электрической сети переменного тока промышленной частоты, а нагреваемая деталь установлена в короб с теплозащитой и зафиксирована прижимным приспособлением.
2. Устройство по п.1, отличающееся тем, что содержит автоматический регулятор поддержания температурного режима.
| Устройство индукционного нагрева металлических деталей | 1975 |
|
SU758573A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 1990 |
|
RU2017834C1 |
| ИНДУКЦИОННАЯ ПЕЧЬ И СПОСОБ ВОССТАНОВЛЕНИЯ И ВЫПЛАВКИ МЕТАЛЛА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 1999 |
|
RU2232364C2 |
| WO 9740197 A1, 30.10.1997 | |||
| US 2009166353 A1, 02.07.2009. | |||

