по той причине, что нельзя достичь магнитного насыщения вставки ни в одном ее сечении, за исключением наименьшего.
Увеличение напряженности магнитного поля после достижения магнитного насыщения наименьшего сечения вставки ведет к рассеиванию магнитного потока в окружающем магнитопровод пространстве.
Таким образом, нагрев деталей относительно большого диаметра при наличии пирамидальной вставки дотигается за счет увеличения ремени нагрева при той же величие магнитного потока, что и при нареве деталей относительно малого 15 ипоразмера. Не исключено, что нарев детали относительно большого ипоразмера до необходимой температуры в таких условиях вообще окажется невозможным.уО
Пирамидальная форма вставки обеспечивает возможносз-ь нагрева подшипни ков лишь в пределах определенного диапазона, ограниченного геометричес- 25 кими размерами вставки. Если учесть, тот факт, что интервал между величинами диаметров внутреннего кольца подшипников ближайших типоразмеров равен 5 мм, то на одной пирамидаль- JQ ной вставке -можно разместить всего 3-4 типоразмера, а это значит, что каждый нагреватель должен быть снабен комплектом пирамидальных вставок.
Цель изобретения - повышение КПД «, и надежности работы устройства.
Поставленная цель достигается тем, что поперечное сечение вставки выполнено в виде двух ступеней, меньшая из которых предназначена .для размещения деталей, а магнитопровод и вставка :с6стороны большей ее ступени сопряжены по наклонной плоскости
Форма вставки с наклонной поверхностью обеспечивает надежность ее установки без каких-либо крепеж- 45 ных элементов, а вся остальная часть магнитопровода может быть выполнена неразъемной, вследствие чего отпадает необходимость в наличии направл яющих и специального ме- ханизма пбдъема верхней части магнитопровода.
Выполнение же посадочного места вставки по форме посадочного отверстия детали (при наличии соответству- re ющего комплекта вставок) позволяет обеспечить работу аппарата с максимально высоким КПД.при нагреве деталей любого типоразмера, так как в се чении посадочного места любой вставки можно обеспечить режим магнитного tO насыщения, соответственно увеличив напряженность магнитного поля.
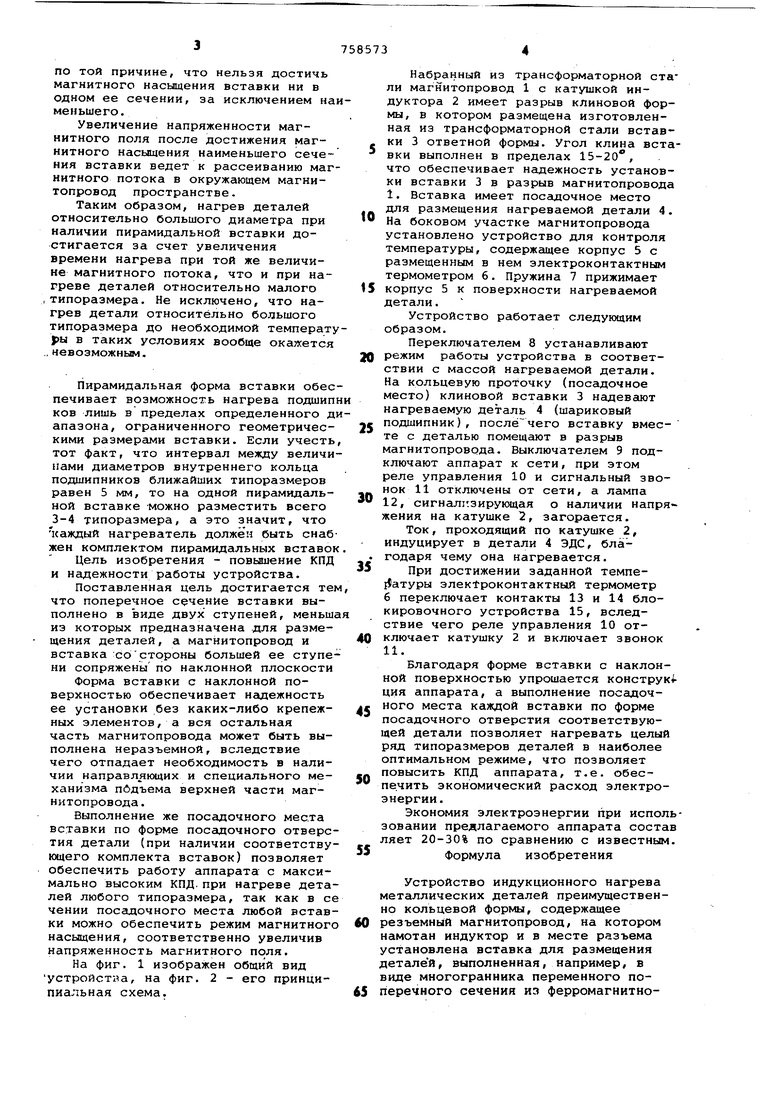
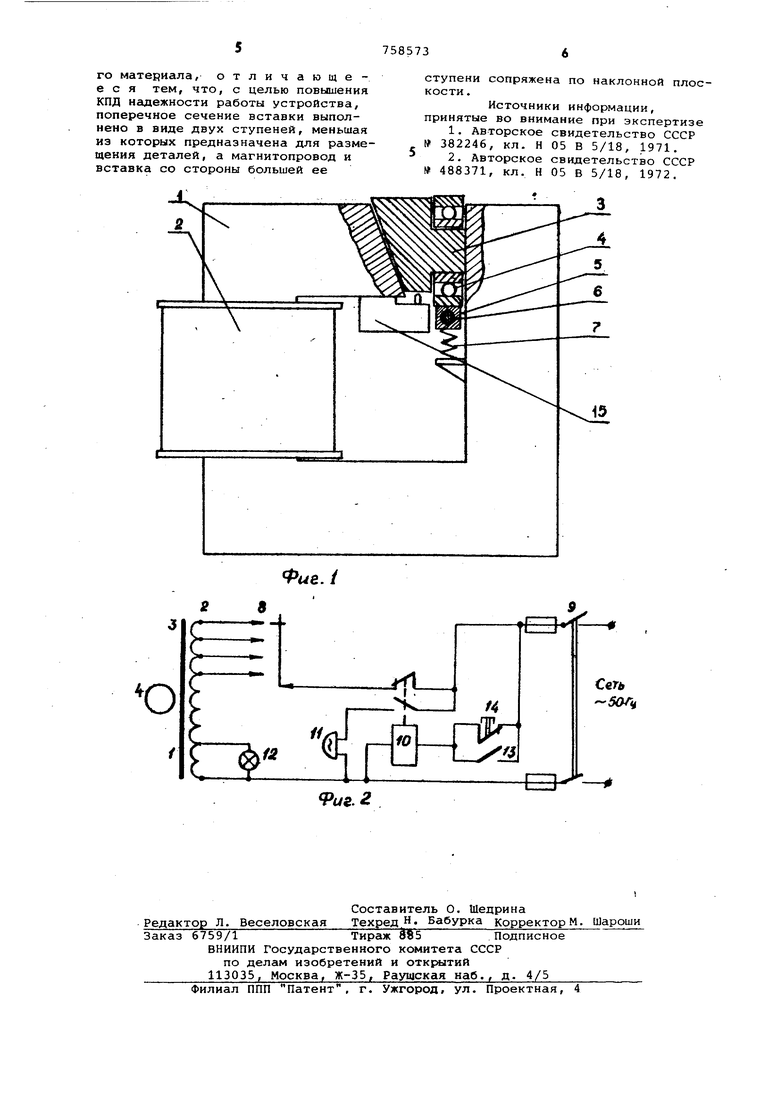
На фиг. 1 изображен общий вид устройстг а, на фиг, 2 - его принципиальная схема.65
Набранный из трансформаторной ста ли магнитопровод 1 с катушкой индуктора 2 имеет разрыв клиновой формы, в котором размещена изготовленная из трансформаторной стали вставки 3 ответной формы. Угол клина вставки выполнен в пределах 15-20, что обеспечивает надежность установки вставки 3 в разрыв магнитопровода 1, Вставка имеет посадочное место для размещения нагреваемой детали 4. На боковом участке магнитопровода установлено устройство для контроля температуры, содержащее корпус 5 с размещенным в нем злектроконтактным термометром 6, Пружина 7 прижимает корпус 5 к поверхности нагреваемой детали.
Устройство работает следующим образом.
Переключателем 8 устанавливают режим работы устройства в соответствии с массой нагреваемой детали. На кольцевую проТочку (посадочное место) клиновой вставки 3 надевают нагреваемую деталь 4 (шариковый подшипник), после чего вставку вместе с деталью помещают в разрыв магнитопровода. Выключателем 9 подключают аппарат к сети, при этом реле управления 10 и сигнальный звонок 11 отключены от сети, а лампа 12, сигнализирующая о наличии напряжения на катушке 2, загорается.
Ток, проходящий по катушке 2, индуцирует в детали 4 ЭДС, благодаря чему она нагревается.
При достижении заданной темпе1$атуры электроконтактный термометр б переключает контакты 13 и 14 блокировочного устройства 15, вследствие чего реле управления 10 отключает катушку 2 и включает звонок 11,
Благодаря форме вставки с наклонной поверхностью упрошается конструк ция аппарата, а выполнение посадочного места каждой вставки по форме посадочного отверстия соответствующей детали позволяет нагревать целый ряд типоразмеров деталей в наиболее оптимальном режиме, что позволяет повысить КПД аппарата, т.е, обеспечить экономический расход электроэнергии.
Экономия электроэнергии при исползовании предлагаемого аппарата соста ляет 20-30% по сравнению с известным Формула изобретения
Устройство индукционного нагрева металлических деталей преимущественно кольцевой формы, содержащее резъемный магнитопровод, на котором намотан индуктор и в месте разъема установлена вставка для размещения деталей, выполненная, например, в виде многогранника переменного поперечного сечения из ферромагнитного материала, отличающееся тем, что, с целью повьпления КПД надежности работы устройства, поперечное сечение вставки выполнено в виде двух ступеней, меньшая из которых предназначена для размещения деталей, а магнитопровод и вставка со стороны большей ее
ступени сопряжена по наклонной плоскости .
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР 382246, кл. Н 05 В 5/18, 1971.
2,Авторское свидетельство СССР 488371, кл. Н 05 В 5/18, 1972.
Фив./
о
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство индукционного нагрева металлических деталей кольцевой формы | 1982 |
|
SU1035837A1 |
| УСИЛИТЕЛЬ МАГНИТНОГО ПОТОКА И СИЛОВЫЕ ЭЛЕКТРОТЕХНИЧЕСКИЕ УСТРОЙСТВА НА ЕГО ОСНОВЕ | 2000 |
|
RU2201001C2 |
| Устройство для индукционного нагрева деталей | 1989 |
|
SU1712429A1 |
| Индукционный нагреватель токопроводящих деталей кольцевой формы | 1989 |
|
SU1737766A1 |
| Устройство для магнитопорошкового контроля | 1990 |
|
SU1741051A1 |
| ПРОПОРЦИОНАЛЬНЫЙ ЭЛЕКТРОМАГНИТ | 1997 |
|
RU2121726C1 |
| Устройство для индукционного нагрева кольцевых деталей | 1980 |
|
SU924920A1 |
| Устройство индукционного нагрева деталей | 1989 |
|
SU1684940A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ В ЭЛЕКТРОЛИТНОЙ ПЛАЗМЕ | 1991 |
|
RU2009212C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ С МАЛЫМ РАССТОЯНИЕМ МЕЖДУ НАГРЕВАЕМЫМИ СТОРОНАМИ | 1998 |
|
RU2130698C1 |
