Изобретение относится к индукционному нагреву и может быть использовано для автоматического нагрева деталей под пайку, например, водопроводного смесителя.
Известна установка для пайки водопроводного смесителя фирмы (Швейцария) модели АМ216 с поворотным транспортным столом и двухпозиционным индуктором. Индуктор данной установки осуществляет зонный нагрев деталей, причем при смене деталей индуктор совершает холостое перемещение, что усложняет конструкцию установки и снижает ее производительность (см. Промышленный каталог N 35-21, Швейцария, УДК 621.791.3).
Известны индукционные нагревательные устройства, в которых нагрев деталей, установленных на вращающемся столе, производится в щелевых индукторах. Данное нагревательное устройство не может быть использовано для нагрева длинномерных заготовок, например, таких как смеситель водопроводного крана.
Наиболее близким является устройство для автоматической пайки с непрерывной подачей деталей в проходной индуктор. Устройство представляет собой щелевой индуктор, через который с помощью конвейерной ленты или вращающегося диска подаются детали.
Данный индуктор пригоден лишь для нагрева мелких деталей и не пригоден для обработки длинномерных, у которых место нагрева расположено вблизи приспособления для установки деталей, из-за того, что увеличение высоты П-образной перемычки индуктора приводит к резкому снижению КПД индуктора.
Целью изобретения является расширение технологических возможностей устройства с сохранением высокого КПД индуктора.
Поставленная цель достигается тем, что в устройстве для индукционного нагрева, содержащем щелевой индуктор с П-образными перемычками на концах и транспортирующий элемент с приспособлениями для установки деталей, направленными в сторону щели индуктора, транспортирующий элемент помещен внутри щелевого индуктора в пределах высоты П-образной перемычки.
Транспортирующий элемент может быть выполнен в виде движущейся возвратно-поступательно рейки, вращающегося кольца и конвейерной ленты.
При просмотре научно-технической и патентной литературы не были обнаружены технические решения, содержащие заявленные существенные признаки.
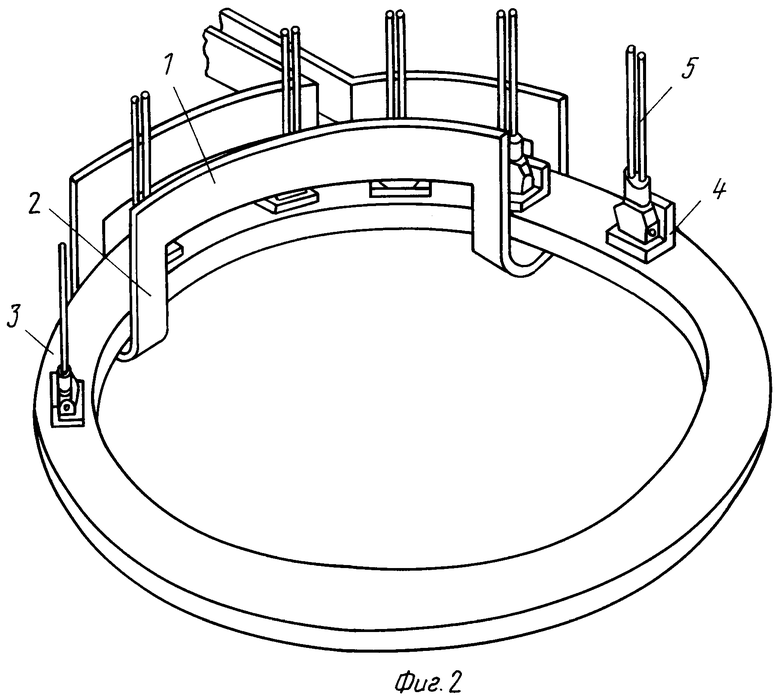
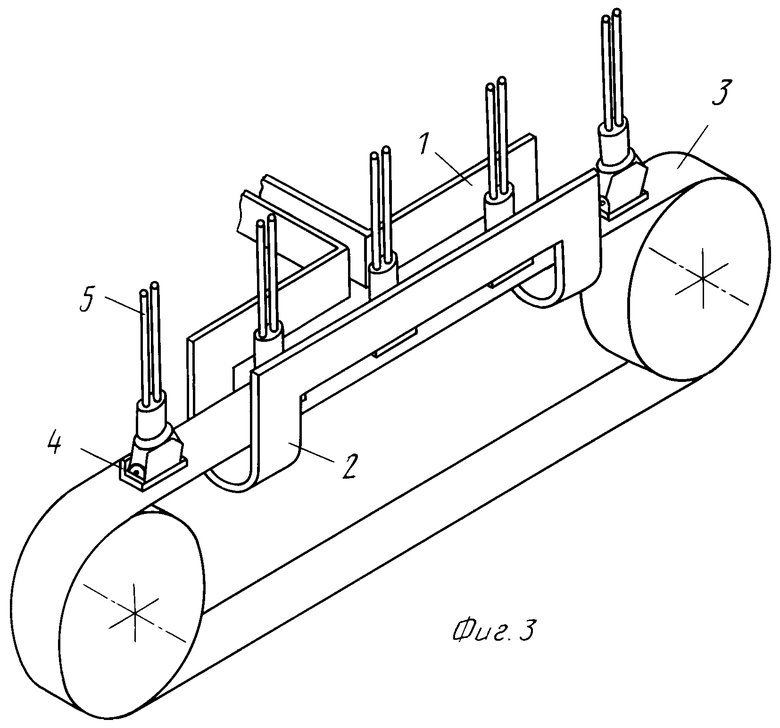
На фиг. 1 изображено устройство с транспортирующим элементом в виде возвратно-поступающей рейки; на фиг. 2 - устройство с транспортирующим элементом в виде вращающегося кольца; на фиг. 3 - устройство с транспортирующим элементом в виде конвейерной ленты.
Устройство содержит щелевой индуктор 1, на концах которого выполнены П-образные перемычки 2. Внутри щелевого индуктора 1 в пределах высоты П-образных перемычек 2 помещен транспортирующий элемент 3 с приспособлениями 4 для установки деталей 5. Приспособления 4 закреплены на транспортирующем элементе 3 со стороны щели индуктора 1. Транспортирующий элемент 3 может быть выполнен, например, в виде рейки, совершающей возвратно-поступательное движение, в виде замкнутого вращающегося кольца, в виде конвейерной ленты.
Устройство работает следующим образом.
При транспортирующем элементе 3 в виде рейки она перемещается в одной из крайних положений и на участке, находящемся вне индуктора 1, на приспособления 4 устанавливаются (одна или две) нагреваемые детали, например водопроводный смеситель. Затем рейка 3 перемещается в другое крайнее положение. Установленные детали попадают в индуктор 1 и нагреваются. Пока происходит нагрев деталей 5 на свободный конец рейки 3, находящийся вне индуктора 1, устанавливаются детали. По достижении заданной температуры рейка 3 с деталями перемещается в первоначальное положение, при этом нагретые детали выходят из индуктора 1, а вновь установленные в приспособления 4 входят в индуктор 1 и нагреваются. В это время вне индуктора 1 производится замена деталей на новые. По окончании нагрева деталей, находящихся в индукторе 1, вновь происходит перемещение рейки 3. Холодные детали входят в индуктор 1, холодные выходят из индуктора и происходит их замена. Так, происходит периодический нагрев деталей. Если время нагрева больше времени замены деталей, то индуктор не выключается.
При транспортирующем элементе 3 в виде замкнутого вращающегося кольца или конвейерной ленты детали 5 устанавливаются в приспособления 4 на участке перед индуктором 1. При непрерывном перемещении через индуктор 1 детали 5 нагреваются и после выхода из индуктора 1 снимаются с приспособления 4 транспортирующего элемента 3.
Если предлагаемое устройство использовать для нагрева деталей под пайку, например, водопроводного смесителя, то деталь снимается с приспособления 4 только после затвердевания припоя. Если в качестве транспортирующего элемента 3 используется рейка, то индуктор после нагрева деталей отключается, а рейка перемещается только тогда, когда произошло застывание припоя. При выполнении транспортирующего элемента 3 в виде непрерывно вращающегося кольца или конвейерной ленты детали также снимаются с приспособления после застывания припоя, при этом индуктор не отключается.
Таким образом, устройство может быть использовано для нагрева как мелких, так и длинномерных деталей и может быть легко встраиваться в автоматические линии, в частности роторные.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ В НАРУЖНЫЕ КАНАВКИ БАЗОВОЙ ДЕТАЛИ | 1991 |
|
RU2043898C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН" | 1992 |
|
RU2025190C1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1990 |
|
RU1725505C |
| ТРАНСПОРТНЫЙ КОНВЕЙЕР РОТОРНО-КОНВЕЙЕРНОЙ ЛИНИИ | 1992 |
|
RU2011613C1 |
| СПОСОБ ИСПЫТАНИЯ ПЛУНЖЕРНЫХ ПАР ТОПЛИВОРАСПРЕДЕЛИТЕЛЬНОЙ АППАРАТУРЫ НА ГИДРОПЛОТНОСТЬ | 1991 |
|
RU2008510C1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| "Устройство для установки детали типа "шатун" в приспособлении - спутнике" | 1991 |
|
SU1817745A3 |
| РАБОЧИЙ РОТОР | 1992 |
|
RU2015922C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ИЗ ЛЕГКИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2165814C2 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
Использование: индукционный нагрев преимущественно деталей под пайку. Сущность изобретения: устройство содержит щелевой индуктор /И/ 1, на концах которого выполнены П - образные перемычки 2. В пределах высоты перемычек 2 внутрь И 1 помещен транспортирующий элемент 3 с приспособлениями 4 для установки деталей 5. Приспособления 4 направлены в сторону щели И 1. Изобретение позволяет осуществлять нагрев как коротких, так и длинномерных деталей, зона нагрева которых находится вблизи приспособления для установки детали. 3 ил.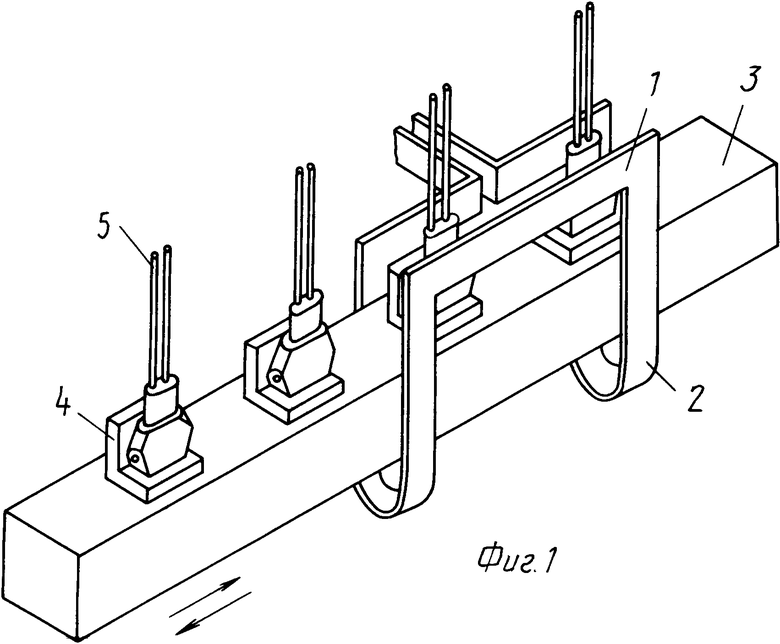
УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА, преимущественно деталей под пайку, содержащее щелевой индуктор с П-образными перемычками на концах и транспортирующий элемент, на котором закреплены приспособления для установки деталей, направленные в сторону щели индуктора, отличающееся тем, что, с целью расширения технологических возможностей, транспортирующий элемент помещен внутри щелевого индуктора в пределах высоты перемычек.
| Вологдин В.В., Пайка при индукционном нагреве, Машгиз, 1957, с.55. |
