т
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обуви литьевого метода крепления | 1987 |
|
SU1567163A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ШНУРОВОЙ ЗАТЯЖКИ ЗАГОТОВКИ ВЕРХА ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2003 |
|
RU2246886C2 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ ПОРИСТОГО НИЗА ОБУВИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2218850C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВНОЙ СТЕЛЬКИ ДЛЯ ОБУВИ | 2004 |
|
RU2254794C1 |
| КОНСТРУКЦИЯ ДЕТСКОЙ ПРОФИЛАКТИЧЕСКОЙ ОБУВИ | 2012 |
|
RU2542552C2 |
| Способ изготовления обуви литьевого метода крепления с профилированным следом, соответствующим анатомическому строению стопы | 1987 |
|
SU1574199A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2009 |
|
RU2415624C1 |
| Способ изготовления обуви для спортивных бальных танцев | 2018 |
|
RU2703562C1 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |

Изобретение относится к обувной промышленности и может быть использовано для улучшения качества.формования чулочной заготовки при изготовлении обуви стро- чечно-литьевого метода крепления. Целью изобретения является улучшение качества .обуви в геленочно-пучковой части обуви путем увеличения степени вытяжки материала. Втачная стелька содержит армирующее средство в пеленочной и/или пучковой частях, которое выполнено в виде стяжек, расположенных под углом друг к другу. Армирующее средство может быть выполнено в виде кордовой ленты, соединенной со стелькой посредством шва. Вкладная стелька может быть выполнена из двух слоев, а армирующее средство - в виде формованного элемента, расположенного между ее слоями. 3 з.п. ф-лы, 6 ил.
Изобретение относится к обувному производству, в частности к деталям низа обу- ви, и может быть использовано для улучшения качества формования чулочной заготовки при изготовлении обуви строчеч- но-литьевого метода крепления.
Известна втачная стелька для изготовления беззатяжной обуви, выполненная из текстильного или нетканого материала и содержащая средство, уменьшающее удлинение стельки вдоль следа при формовании. Указанное средство для текстильных материалов представляет собой кордовую ткань, сдублированную с материалом стельки. Для нетканых материалов средство выполнено в виде кордовой сетки, размещенной в толще нетканого полотна.
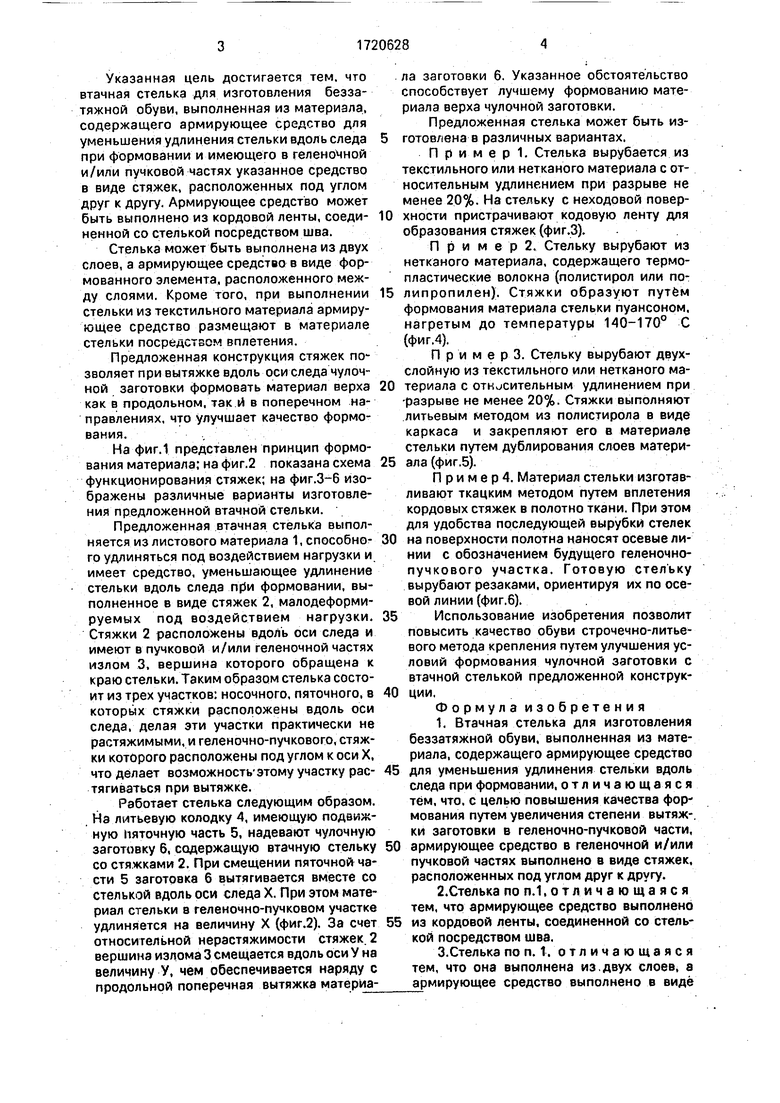
Указанная стелька используется при изготовлении чулочной заготовки для обуви строчечно-литьевого метода крепления. Формование этой заготовки осуществляют на литьевой колодке с подвижной пяточной частью (фиг.1) за счет вытяжки материала верха вдоль оси следа. При этом качество формования достигается лишь в носочной и пяточной частях. В геленочной же части из-за отсутствия вытяжки в поперечном направлении материал верха практически остается не отформованным, что снижает качество готовой обуви.
Целью изобретения является улучшение качества формования верха обуви путем увеличения степени вытяжки заготовки в геленочно-пучковой части.
v| ГО О
о ю
00
Указанная цель достигается тем. что втачная стелька для изготовления беззатяжной обуви, выполненная из материала, содержащего армирующее средство для уменьшения удлинения стельки вдоль следа при формовании и имеющего в геленочной и/или пучковой частях указанное средство в виде стяжек, расположенных под углом друг к другу. Армирующее средство может быть выполнено из кордовой ленты, соединенной со стелькой посредством шва.
Стелька может быть выполнена из двух слоев, а армирующее средство в виде формованного элемента, расположенного между слоями. Кроме того, при выполнении стельки из текстильного материала армирующее средство размещают в материале стельки посредством вплетения.
Предложенная конструкция стяжек позволяет при вытяжке вдоль оси ел еда чулочной заготовки формовать материал верха как в продольном, так и в поперечном направлениях, что улучшает качество формования.
На фиг.1 представлен принцип формования материала; на фиг.2 показана схема функционирования стяжек; на фиг.3-6 изображены различные варианты изготовления предложенной втачной стельки.
Предложенная втачная стелька выполняется из листового материала 1,способного удлиняться под воздействием нагрузки и имеет средство, уменьшающее удлинение стельки вдоль следа при формовании, выполненное в виде стяжек 2, малодеформируемых под воздействием нагрузки. Стяжки 2 расположены вдоль оси следа и имеют в пучковой и/или геленочной частях излом 3, вершина которого обращена к краю стельки. Таким образом стелька состоит из трех участков: носочного, пяточного, в которых стяжки расположены вдоль оси следа, делая эти участки практически не растяжимыми, и геленочно-пучкового, стяжки которого расположены под углом к оси X, что делает возможность-этому участку растягиваться при вытяжке.
Работает стелька следующим образом. На литьевую колодку 4, имеющую подвижную пяточную часть 5, надевают чулочную заготовку 6, содержащую втачную стельку со стяжками 2. При смещении пяточной части 5 заготовка б вытягивается вместе со стелькой вдоль оси следа X. При этом материал стельки в геленочно-пучковом участке удлиняется на величину X (фиг.2). За счет относительной нерастяжимости стяжек. 2 вершина излома 3 смещается вдоль оси Уна величину У, чем обеспечивается наряду с продольной поперечная вытяжка материала заготовки 6. Указанное обстоятельство способствует лучшему формованию материала верха чулочной заготовки.
Предложенная стелька может быть изготовлена в различных вариантах.
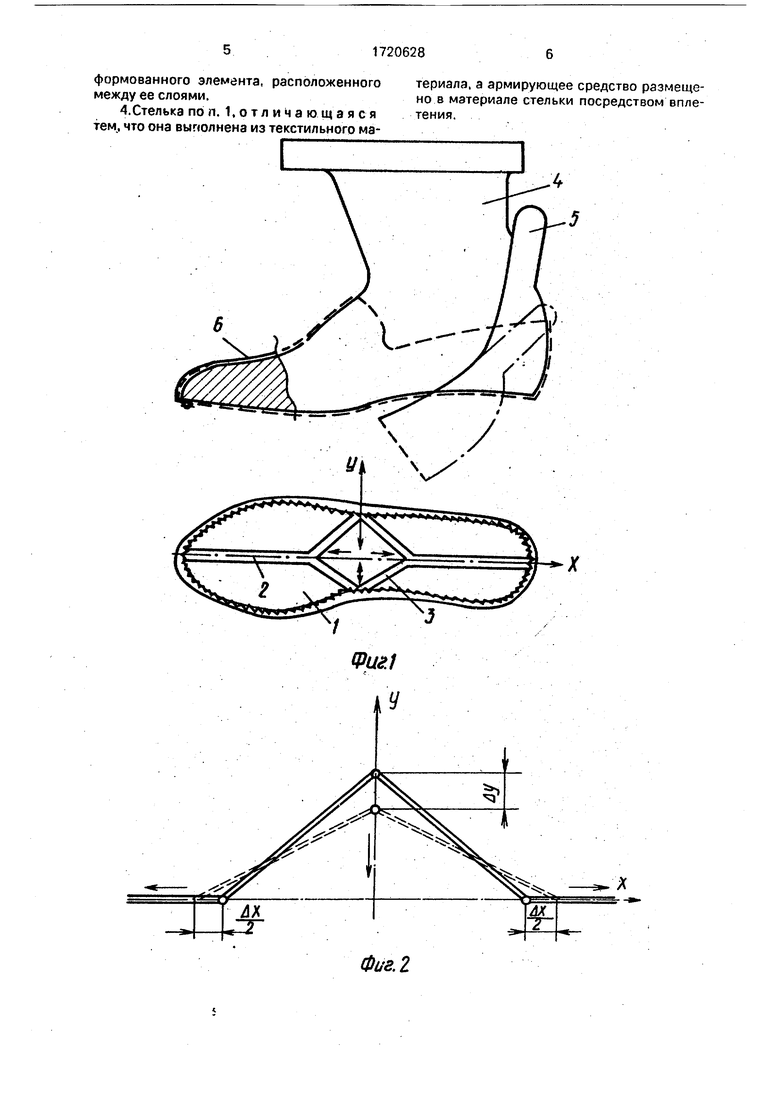
П р и м е р 1. Стелька вырубается из текстильного или нетканого материала с относительным удлинением при разрыве не менее 2.0%. На стельку с неходовой повер0 хности пристрачивают кодовую ленту для образования стяжек (фиг.З).
Пример 2. Стельку вырубают из нетканого материала, содержащего термопластические волокна (полистирол или по5 липропилен). Стяжки образуют путём формования материала стельки пуансоном, нагретым до температуры 140-170° С (фиг.4).
ПримерЗ. Стельку вырубают двухслойную из текстильного или нетканого ма0 териала с относительным удлинением при разрыве не менее 20%. Стяжки выполняют литьевым методом из полистирола в виде каркаса и закрепляют его в материале стельки путем дублирования слоев матери5 ала (фиг.5).
П р и м е р 4. Материал стельки изготавливают ткацким методом путем вплетения кордовых стяжек в полотно ткани. При этом для удобства последующей вырубки стелек
0 на поверхности полотна наносят осевые линии с обозначением будущего геленочно- пучкового участка. Готовую стельку вырубают резаками, ориентируя их по осевой линии (фиг.6)..
5 Использование изобретения позволит повысить качество обуви строчечно-литье- вого метода крепления путем улучшения условий формования чулочной заготовки с втачной стелькой предложенной конструк0 ции.
Формула изобретения 1. Втачная стелька для изготовления беззатяжной обуви, выполненная из материала, содержащего армирующее средство
5 для уменьшения удлинения стельки вдоль следа при формовании, отличающаяся тем, что, с целью повышения качества фор мования путем увеличения степени вытяжки заготовки в геленочно-пучковой части,
0 армирующее средство в геленочной и/или пучковой частях выполнено в виде стяжек, расположенных под углом друг к другу.
5 из кордовой ленты, соединенной со стелькой посредством шва.
формованного элемента, расположенного между ее слоями.
Фиг. 1
у L..- -
2
ФигЬ
Фиг.З
Фиг. 5
Фиг. 6.
| Каталог фирмы Toy - Poyalr Insole, ФРГ, 1987, с | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
