Данное изобретение в первую очередь относится к трубе, изготовленной из полимерной микропены, полученной из вспененной полимерной композиции, экструдируемой с применением вспенивающего агента из невспененной полимерной композиции, включающей в себя термопластичный полимерный материал, наполнитель и необязательно увеличивающую ударную прочность модифицирующую добавку или модификатор вязкости. Труба, как отмечено выше, включает, по меньшей мере, термопластичный полимерный материал, наполнитель и необязательно увеличивающую ударную прочность модифицирующую добавку или модификатор вязкости. Тем не менее могут присутствовать и другие компоненты, такие как пигменты или красители, пластификаторы, вещества-вспениватели, в случае когда используют химический вспенивающий агент, и другие материалы, которые являются обычными в данной области техники.
Вообще экструдируемые изделия из полимерной микропены, включая трубы, известны и их получают, экструдируя полимерную композицию, включающую в себя термопластичный полимерный материал, наполнитель и необязательно увеличивающую ударную прочность модифицирующую добавку или модификатор вязкости, через экструзионную головку, где вспенивающий газ закачивают в поток текущего в экструдер расплавленного полимера для вспенивания изделия при выходе из головки экструдера. Ударная прочность таких изделий, самих по себе, является относительно низкой, как проиллюстрировано, например, в книге «Термопластичные пены» автора James L. Throne, Sherwood Technologies Incorporated, 1996, Sherwood Publishers Hinckley, Ohio, USA. В частности, в главе 9 на стр. 466 на рис. 9.57 показан график, на котором отложенная по горизонтальной оси приведенная плотность представлена в виде функции отложенной по вертикальной оси приведенной ударной прочности. Обе оси изменяются от более низких значений до 1,0, то есть максимальными величинами приведенной плотности и приведенной ударной прочности обладает невспененная полимерная композиция. Из этого графика очевидно, что введение газа в полимер для получения вспененного изделия приводит к значительному уменьшению ударной прочности. Например, уменьшение плотности до 0,8 (то есть плотность вспененного материала составляет 0,8 от плотности невспененного материала) приводит к понижению ударной прочности приблизительно до 0,4. Соответственно, ударная прочность вспененного изделия заметно ниже ударной прочности такого же, но невспененного изделия.
Для изготовления вспененных труб с улучшенной ударной прочностью обычно такие вспененные трубы снабжали цельными поверхностными слоями из невспененной полимерной композиции. Объединенная толщина таких невспененных поверхностных слоев снаружи и внутри, например, трубы составляла обычно более 20% от общей толщины стенок рассматриваемой трубы.
В научном исследовании, приводящем к заключениям настоящего изобретения, авторы неожиданно обнаружили, что решение проблемы этого недостатка, связанного с сильным снижением ударной прочности в экструдируемой трубе из полимерной микропены, возможно в том виде, как сформулировано в п.1 формулы изобретения.
Вкратце, авторы получили эктрудируемое микропористое изделие, в частности трубу, имеющую ударную прочность Н50, которая значительно выше, чем ударная прочность, описанная в вышеупомянутой книге автора James L. Throne. По существу, для вспененной полимерной композиции с плотностью менее 80% от плотности невспененной полимерной композиции, ударная прочность Н50 трубы из микропены оказалась более 100% и до 400% от ударной прочности, требуемой стандартами европейских норм для труб тех же размеров, изготовленных из такой же, но невспененной полимерной композиции. Применяемые стандарты определяют требуемую величину Н50, а также способ ее определения. Действующие на сегодня (то есть на момент подачи заявки) стандарты упомянуты в данном документе ниже.
Свойства трубы из вспененной полимерной композиции, изготовленной согласно изобретению, сравнивают со свойствами трубы из невспененной полимерной композиции с такими же размерами, причем существенно, что обе трубы получены в одних и тех же условиях. Одни и те же условия означают здесь одинаковую температуру расплава, одинаковое давление расплава и одинаковую скорость экструзии; причем единственным отличием является то, что при изготовлении невспененного изделия введение вспенивающего газа не осуществляют (или отсутствует образование вспенивающего газа из химического пенообразователя). Однако небольшие изменения в условиях экструзии являются допустимыми при условии, что состав композиции (за исключением содержания пенообразователя) и размеры труб, которые следует сравнивать, сохраняют постоянными.
В контексте настоящего подробного описания выражение «невспененная полимерная композиция» используют для обозначения полимерной композиции в невспененном состоянии, иными словами, полимерной композиции, не содержащей пенообразователь. «Вспененная полимерная композиция» обозначает полимерную композицию во вспененном состоянии, иными словами, полимерную композицию, содержащую также пенообразователь, приводящий к образованию ячеек пены.
Трубу по изобретению можно изготовить с помощью экструзии, используя 0,01-0,1 весовой части, предпочтительно 0,01-0,04 весовой части, пенообразователя на 100 весовых частей термопластичного полимерного материала.
Более предпочтительно, чтобы ударная прочность Н50 экструдируемой трубы из полимерной микропены по данному изобретению составляла от 100 до 300% от величины ударной прочности, требуемой стандартами европейских норм для трубы из невспененной полимерной композиции с теми же размерами.
В последующих разделах данного описания будет объяснено, какие измерения были предприняты для достижения описанного выше результата.
Результата, которым является изготовление трубы из микропены с улучшенной ударной прочностью, не достигали специально с помощью использования в исходной полимерной композиции увеличивающей ударную прочность модифицирующей добавки или модификатора вязкости. Увеличивающая ударную прочность модифицирующая добавка или модификатор вязкости может присутствовать, но даже если их не используют, то достигается эффект улучшения ударной прочности по сравнению с невспененной трубой.
Увеличивающая ударную прочность модифицирующая добавка или модификатор вязкости может присутствовать в композиции, из которой производят трубы по изобретению. Если они присутствуют, то их количество обычно составляет 2 весовые части или менее, предпочтительно менее 1 весовой части, но наиболее предпочтительно, когда 0 весовых частей увеличивающей ударную прочность модифицирующей добавки или модификатора вязкости присутствуют на 100 весовых частей полимера. Конечно, более высокие количества увеличивающей ударную прочность модифицирующей добавки или модификатора вязкости могут присутствовать для дополнительного улучшения ударной прочности труб. Однако одним из преимуществ настоящего изобретения является возможность обходиться без них и, таким образом, уменьшать стоимость труб, получая, тем не менее, трубы с отличными ударопрочностными свойствами.
Диапазон 0-2 весовые части для увеличивающей ударную прочность модифицирующей добавки или модификатора вязкости не является критическим. Использование в рамках данного изобретения количеств выше 2 весовых частей, таких как 4 или 6 весовые части, может приводить к получению труб, попадающих в рамки п.12 формулы изобретения; поэтому диапазон 0-2 весовые части для увеличивающей ударную прочность модифицирующей добавки или модификатора вязкости следует рассматривать в качестве ограничивающего с практической, но не с теоретической точки зрения диапазона.
Увеличивающую ударную прочность модифицирующую добавку/модификатор вязкости, если таковые присутствуют, можно выбрать из числа полимерных модификаторов, таких как LDPE (полиэтилен низкой плотности), ABS (акрилонитрил бутадиен стирол), MBS (метакрилонитрил бутадиен стирол), EVA (этилен винилацетат), хлорированный полиэтилен, низкокристаллические сополимеры полипропилена (EG Adflex® 100 QF) и им подобные или их смеси.
Частицы наполнителя, действующие как центры зародышеобразования при пенообразовании, как правило, используют в количествах от 5 до 40 весовых частей на 100 частей полимера, предпочтительно от 5 до 20 весовых частей, а более предпочтительно от 15 до 20 весовых частей, на 100 частей полимера. Пригодные к использованию наполнители включают слюду, каолин, тальк, графит, тригидрат алюминия, мел (карбонат кальция) и им подобные.
В настоящем изобретении используют предпочтительно мел в указанных выше количествах в сочетании с поливинилхлоридом; тальк представляет собой предпочтительный наполнитель для полипропилена.
Конкретными примерами наполнителей являются, например, мел, такой как Omyalite 50®; размер частиц примерно 3 мкм, тальк, такой как Luzenac 1445 или 10 MOOS®; размером частиц d50 10 мкм и 3,7 мкм соответственно.
Размеры используемых частиц наполнителей не являются критическими. Оптимальным размером частиц наполнителей, с учетом размера ячейки, толщины стенок ячейки и ударной прочности, является размер примерно 5 микрометров. Принимая во внимание пластинчатую структуру наполнителя, наполнитель, такой как тальк, является наименее предпочтительным.
Как обнаружено при усовершенствовании изобретения, содержание наполнителя от 5 до 40 весовых частей находится в рабочем диапазоне. Это не означает, что трубы с другим содержанием наполнителя не будут проявлять заявляемые свойства. Обозначенный диапазон, таким образом, следует рассматривать больше как рабочий, а не как теоретический диапазон и не следует исключать величины за пределами заявляемого диапазона. По существу, содержание наполнителя до 50 или более весовых частей на сто весовых частей полимера или менее 5 весовых частей могут приводить к заявляемым результатам. Содержание наполнителя, по-видимому, не является критическим в контексте изобретения.
Трубу согласно изобретению можно получить при использовании 0,01-0,1 весовой части, предпочтительно 0,01-0,04 весовой части, газообразного вспенивающего агента. Это довольно небольшое количество газа, и в предыдущих заявках заявителя было обнаружено, что количество газа, которое следует использовать для получения микропены, должно быть достаточным только для достижения структуры, в которой пузырьки газа расположены так, что образуют плотно упакованную структуру. Для подробной информации приведена ссылка, например, на патент заявителя US 2002096797.
Вспенивающий агент может представлять собой агент, вспенивающий физическим способом, такой как диоксид углерода, азот, воздух, кислород, инертные газы, вода и изоалканы, такие как изопентан, предпочтительным вспенивающим агентом в данном случае является азот.
Конечно, вспенивание можно осуществлять также путем разложения химического агента, при котором образуется газ; примером такого химического агента является азодикарбонамид, при нагревании которого выделяется азот.
В настоящем изобретении экструдируемую трубу из полимерной микропены можно изготовить, используя агент, вспенивающий физическим способом, такой как азот; также можно использовать химический вспенивающий агент, такой как азодикарбонамид; в последнем случае количество химического вспенивающего агента должно быть достаточным для получения от 0,01 до 0,04 весовой части вспенивающего газа по отношению к 100 весовым частям термопластичного полимерного материала.
В экструдируемой трубе из полимерной микропены согласно данному изобретению средний диаметр ячейки пены во вспененной полимерной композиции составляет менее 50 мкм. Эта величина является важной, поскольку в соответствии с опытом ударная прочность полимера возрастает при уменьшении среднего размера ячеек микропены. Предпочтительно, когда средний размер ячейки составляет менее 20 мкм, более предпочтительно менее 10 мкм.
Полимер, который используют для изготовления экструдируемого изделия из полимерной микропены, может быть любым термопластиком, выбираемым, например, из группы, состоящей из полиэтилена, полипропилена, полистирола, ABS и поливинилхлорида; предпочтительный полимер представляет собой поливинилхлорид.
Можно получить поливинилхлорид с различными свойствами; в настоящем изобретении предпочтительно используют поливинилхлорид со значением величины К от 65 до 70, предпочтительно со значением величины К, равным 67. Величина К представляет собой обычное обозначение средней молекулярной массы поливинилхлорида.
Экструдируемая труба из полимерной микропены имеет предпочтительно внешний диаметр от 32 до 200 мм и толщину стенок от 3 до 6 мм, хотя могут быть и другие диаметр и толщина стенок. Более предпочтительно, когда внешний диаметр составляет более 110 мм, более предпочтительно более 160 мм.
Как отмечалось ранее, для удовлетворения определенным требованиям, таким как эстетические, труба может включать невспененные внутренний и внешний слои, как объяснялось ранее. Для этой цели труба содержит внутренний и/или внешний слои, причем каждый имеет толщину стенок менее 10% от общей толщины стенок трубы. Преимущественно такая труба имеет, в частности, внутреннюю стенку с толщиной менее 5% от общей толщины стенок.
Плотность вспененной полимерной композиции может представлять собой любую величину ниже 80% от плотности невспененной полимерной композиции, для однослойных труб предпочтительно, когда плотность составляет примерно 70% от плотности невспененной полимерной композиции. Для труб с невспененными внутренними и/или внешними слоями относительная плотность пены может быть ниже и составлять 60% или даже 50%.
Невспененная полимерная композиция может также включать в себя стабилизаторы на основе органических веществ, предпочтительно в количестве 2,0-4,0 весовых частей, более предпочтительно 2,5-3,5 весовых частей, на 100 весовых частей термопластичного полимерного материала. Такие стабилизаторы в особенности полезны при изготовлении труб большого диаметра, таких как трубы, имеющие диаметр 110 мм и более.
Невспененная полимерная композиция может также содержать абсорбирующие агенты, которые обладают абсорбирующей способностью по отношению к используемому вспенивающему агенту, в частности к генерирующему газ химическому веществу, такому как азодикарбонамид, и благодаря которому получают полимерную микропену с мелкими ячейками. Не желая привязываться к какой-либо теории, полагают, что активность таких абсорбирующих агентов связана с балансом между адсорбцией и десорбцией вспенивающего агента. Агенты, вспенивающие физическим способом, такие как азот и диоксид углерода, по-видимому, вводят в экструдер слишком далеко по нисходящему потоку и, таким образом, их адсорбция меньше, чем адсорбция химических вспенивающих агентов, которые вводят на ранних стадиях, так что они уже включены в исходную полимерную композицию. Применение этих абсорбирующих агентов приводит к лучшему распределению вспенивающего агента в расплавленной композиции в экструдере, более регулярному по времени вспениванию после восстановления давления расплава и, таким образом, к образованию более мелких ячеек в конечном продукте. Подходящие примеры таких абсорбирующих агентов включают в себя цеолиты, пористые силикаты, диаматовую землю, перлит и гидроталькит. Вспученный перлит, например дикалит, обладая очень открытой, чешуйчатой структурой, является благодаря своим свойствам, включая низкую плотность, предпочтительным примером. Хотя это не является особенно критичным, предпочтительно, чтобы размер частиц таких абсорбирующих агентов составлял величину порядка нескольких микрометров, например 5 микрометров. Этот размер обычно не превышает толщину стенок между соседними ячейками пены, в противном случае это отрицательно скажется на ударной прочности. Согласно изобретению абсорбирующие агенты обычно не могут заменить весь карбонат кальция, в особенности при производстве труб из микропены поливинилхлорида, поскольку в этом случае существует риск того, что поверхность трубы перегреется и в отсутствие карбоната кальция испортится из-за того, что абсорбирующий агент поглотит также внешнее смазочное вещество, такое как полиэтиленовый воск, что приведет к высокому трению и впоследствии возгоранию.
Данное изобретение также относится к способам производства трубы из полимерной микропены, как обсуждалось выше, путем экструзии через головку. В варианте осуществления, заявленном в п.1 формулы изобретения, трубу из полимерной микропены экструдируют из невспененной полимерной композиции, содержащей термопластичный полимерный материал, наполнитель и необязательно увеличивающую ударную прочность модифицирующую добавку или модификатор вязкости, с использованием вспенивающего агента через экструзионную головку, при котором в тот момент давление в головке падает ниже десорбционного давления вспенивающего агента, невспененную композицию подвергают воздействию силы сдвига, так что плотность вспененной полимерной композиции составляет менее 80% от плотности невспененной полимерной композиции, вспененная полимерная композиция имеет средний диаметр ячеек пены менее 50 мкм, и ударная прочность Н50 трубы из полимерной микропены, измеренная при 0°С, превышает 100% и составляет до 400% от ударной прочности для трубы из невспененной полимерной композиции, имеющей такие же размеры, как требуют стандарты европейских норм. Было обнаружено, что, когда экструзионное давление в экструзионной головке падает ниже десорбционного давления вспенивающего газа в расплаве, необходимо приложить некоторую силу сдвига. В результате этого около частиц наполнителя образуется достаточное количество пустот, что, в свою очередь, в результате приводит к образованию достаточного количества пузырьков с соответствующим малым размером. При понижении давления по мере приложения недостаточной силы сдвига возникают слишком большие пузырьки. Соответственно, приложение силы сдвига не позволяет уменьшить далее размер пузырьков. Величина силы сдвига зависит от типа наполнителя, действующего как агент зародышеобразования для пузырьков, которые должны образоваться из вспенивающего газа. Требуемой силы сдвига можно достичь путем (высокой) скорости растяжения.
Композиция в вышеуказанных способах соответствует, как представлено выше в данном документе, композиции для труб, включающей другие предпочтительные компоненты, обсуждаемые ранее.
В другом варианте осуществления способа согласно изобретению, как заявлено в п.2 формулы изобретения, до прохождения полимерной композиции через щель в экструзионной головке вышеуказанную композицию подвергают относительному растяжению в единицу времени примерно до 220/с, предпочтительно до 80-120/с, более предпочтительно примерно до 100/с. Не желая привязываться к какой-либо теории, полагают, что частицы наполнителя, присутствующие в канале перед щелью в головке, прямо перед выходом контактируют друг с другом; сразу после выхода из щели в головке экструдера происходит расширение полимерной композиции, что позволяет убрать контакты между частицами наполнителя. Пустоты между частицами наполнителя могут быть заполнены газом при условии, что давление в расплаве ниже давления растворенного газа. Требуемая скорость растяжения зависит, между прочим, от типа наполнителя и/или абсорбирующего агента, действующего в качестве зародышеобразователя для пузырьков, которые должны образоваться из-за действия вспенивающего агента и из-за вязкости расплава. Например, в случае дикалита (вспученный перлит) требуемая скорость растяжения составляет 20-40/с, при использовании мела, такого как Petrovicy Extra-2®, достаточной является скорость растяжения менее 100/с, тогда как в случае Omyalite 50H® скорость растяжения должна находиться в диапазоне 100-200/с. В случае талька для образования подходящих пузырьков необходима скорость лишь 10-20/с, однако ударная прочность, тем не менее, оставляет желать лучшего. Чем выше вязкость расплава, тем ниже может быть скорость растяжения.
Как общее правило, при используемых температурах экструзии содержание азота, составляющее 1 весовой %, соответствует давлению газа в расплаве, равному 100 бар. При использовании предпочтительного максимального содержания азота 0,04 весовых % максимальное давление газа в расплаве, то есть в цилиндре экструдера, составит 4 бар. Давление расплава в цилиндре в этом случае должно всегда превышать 4 бар. Давление расплава нисходящего потока экструзионной головки падает ниже 4 бар, приводя к образованию вспененной структуры.
Оказалось, что упомянутое выше использование некоторого относительного растяжения в единицу времени примерно до 200/с является чрезвычайно важным для ударопрочностных характеристик конечного продукта. Конструкционные свойства головки экструдера, которые позволяют достигать значений относительного растяжения в единицу времени примерно до 200/с, будут описаны позже в связи с обсуждением конструкции головки экструдера. Скорость растяжения рассчитывают по формуле:
dε/dt=V/A2 dA/dx,
где V представляет собой объем потока (м3/с),
A представляет собой площадь поперечного сечения канала головки экструдера (м2),
х представляет собой положение канала головки экструдера в продольном направлении.
Как было упомянуто выше, предпочтительно используют от 0,01 до 0,04% (вес.) азота; конечно, азот может также образовываться из химического соединения, которое выделяет азот при нагревании. Количество агента, вспенивающего химическим способом, подобным азодикарбонамиду, определяют так, чтобы оно соответствовало количеству азота, находящемуся в диапазоне от 0,01 до 0,04 весового %. В ходе экструзии целесообразно, когда шнек(и) экструдера снабжен(ы) смешивающим элементом в конце нисходящего потока, предпочтительно распространяясь на длину, равную, по меньшей мере, четырехкратному внутреннему диаметру цилиндра экструдера.
Для достижения наилучших результатов температуру массы вспененного полимера после выхода из экструзионной головки сохраняют настолько низкой, насколько это возможно, для увеличения вязкости расплава в целях предотвращения коалесценции пузырьков газа. Это будет проиллюстрировано позже при обсуждении головки экструдера, используемой согласно данному изобретению.
В еще одном другом способе производства труб из полимерной микропены посредством экструзии согласно изобретению, как заявлено в п.3 формулы изобретения, в частности из поливинилхлорида, невспененную полимерную композицию стабилизируют стабилизаторами на основе органических соединений вместо любого из традиционных типов стабилизаторов на основе тяжелых металлов, таких как стабилизаторов на основе свинца.
Предпочтительно, когда содержание стабилизатора находится в диапазоне 2,0-4,0 весовых частей, более предпочтительно 2,5-3,5 весовых частей, на 100 весовых частей термопластичного полимерного материала.
Было обнаружено, что в случае трубы из поливинилхлорида диаметра 110 мм с общей толщиной стенок примерно 3,5 мм и с внутренним и внешним невспененными слоями толщины примерно 0,3 мм использование рецептуры с 3,3 частями на сто частей стабилизатора на основе органических соединений типа Naftosave GRX 1630 (поставляемого фирмой Chemson), 20 частей наполнителя (Omyalite H50) и 0,04 части азота для центрального слоя и стандартной невспененной рецептуры на основе свинца для внутреннего и внешнего слоя приводило к образованию ячеек пены со средним размером 25-50 мкм, а величина ударной прочности Н50 составляла 100 Н·м, тогда как в случае стабилизированного свинцом центрального слоя средний размер ячеек пены составлял 100-200 мкм, а величина ударной прочности составляла лишь 10 Н·м, причем все остальное сохранялось одинаковым для обеих труб. Преимущество способа, в котором используют стабилизаторы на основе органических соединений, над способом, который описан выше, заключается в более легком изготовлении труб большего размера с диаметром более 110 мм, предпочтительно более 160 мм, таких как трубы диаметром более 200 мм, поскольку очень трудно добиться требуемой скорости растяжения в головке экструдера для труб с большим диаметром.
Данное изобретение также относится к головке для экструдера с формирующей щелью, через которую можно продавить вязкую полимерную композицию, включающую в себя расплавленный термопластичный полимерный материал, наполнитель, необязательно улучшающую ударную прочность модифицирующую добавку и растворенный вспенивающий газ, для получения после охлаждения расплава экструдированной трубы из полимерной микропены определенной формы, которую характеризуют аспектами, приведенными в части, относящейся к характеристикам, в п.23 формулы изобретения.
В упомянутом выше описании способа получения экструдированной трубы из полимерной микропены согласно данному изобретению задавали высокое значение растяжения полимерной композиции перед ее выходом из экструзионной головки до величины относительного растяжения в единицу времени примерно до 220/с.
В случае головки экструдера, используемой согласно данному изобретению, этого можно достичь с помощью канала, находящегося перед щелью в экструзионной головке, через которую выходит полимерная композиция, ширина которого больше ширины щели самой по себе и который дальше сужается в направлении щели по углу, составляющему от 10 до 180°, предпочтительно от 10 до 90°. В то же время длина щели, измеряемая по направлению потока вязкой полимерной композиции, которая выходит из щели при экструзии, является настолько малой, насколько это возможно, в случае экструзии труб малого диаметра предпочтительно нулевой, по существу.
Авторы обнаружили, что, конструируя головку экструдера таким способом, что ведущий к щели канал является достаточно широким, при помощи чего получают скачкообразный переход от находящегося перед щелью канала и щелью самой по себе, можно достичь очень однородного размера пузырьков газа при их малом размере (то есть, например, менее 50 мкм), тогда как в то же время ударная прочность трубы превышает 100% и составляет до 400% от ударной прочности трубы, имеющей такие же размеры и изготовленной из находящегося в невспененном состоянии основного материала, как требуют стандарты европейских норм.
В принципе, сужение можно осуществлять по любому углу, составляющему от 10 до 180°, предпочтительно от 10 до 90°. Используя такую особенность головки экструдера, связанную с сужающим эффектом, достигают высокого ускорения потока вязкого полимера, сопровождаемого значительными силами сжатия, приводящими при расширении после выхода из щели головки экструдера к образованию микропены с однородными, очень маленькими пузырьками газа и, как объяснено в данном документе выше, к получению продукта с желаемыми ударопрочностными свойствами. В результате этого сужающего эффекта головка экструдера обладает щелью, длина которой в направлении потока полимерной композиции является настолько малой, насколько это возможно, а предпочтительно нулевой, по существу. Как будет объяснено позже на чертеже, длина щели в направлении потока является, в принципе, предельной, то есть, по существу, нулевой.
В одном варианте осуществления головка экструдера согласно данному изобретению обладает щелью с очень острым краем в виде линии.
В головке экструдера согласно данному изобретению ширина щели, измеряемая перпендикулярно направлению потока вязкой термопластичной композиции, в от 1,5 до 3 раз меньше, предпочтительно примерно в 2 раза меньше, конечной толщины экструдированной трубы из микропены определенной формы.
Для иллюстрации соотношения между углом головки экструдера и температурой расплава было показано, что при экструзии трубы с внешним диаметром 119 мм и толщиной стенок 3,0-3,5 мм с температурой расплава 198°С для получения качеств пены согласно данному изобретению требовался угол головки экструдера 34°. При понижении температуры расплава до 190°С был достаточен угол головки экструдера 15°.
В довершение всего, данное изобретение относится к экструдеру, как заявлено в вводной части п.25 формулы изобретения, отличающемуся тем, что используемая головка экструдера представляет собой головку согласно данному изобретению, как описано в данном документе ранее. В частности, в экструдере головка обладает кругообразной щелью для получения трубы.
Данное изобретение в данной работе будет описано с использованием чертежа, на котором представлено поперечное сечение части головки экструдера, показывающей щель в головке, перед которой находится канал, сужающийся в направлении потока полимерной композиции.
На чертеже соответствующая часть головки экструдера указана позиционным обозначением 1; существует щель с позиционным обозначением 2, обладающая шириной d.
Канал, по которому течет полимер, обозначен цифрой 3, а направление потока полимера указано цифрой 4. Видно, что канал 3 сужается в направлении щели 2 согласно углу α, который, по существу, составляет от 10 до 180°, предпочтительно от 10 до 90°.
Ширина щели d в от 1,5 до 3 раз меньше, предпочтительно примерно в 2 раза меньше, конечной толщины экструдируемой трубы из полимерной микропены определенной формы.
Переход от канала 3 к щели 2 необязательно должен быть симметричным по форме, как показано на чертеже. Углы с любой стороны могут отличаться от величины α/2.
Изобретение в данном документе будет дополнительно объяснено некоторыми примерами, величины Н50 и TIR 10% подчиняются некоторым стандартам, как указано в данном документе ниже.
- EN1453-1:2000 относится к трубам из поливинилхлорида со структурированными стенками для применений, связанных с использованием труб внутри помещений. Этот стандарт также действует в случае вспененных труб с массивными внутренним и внешним слоями; на практике каждый из слоев составляет, по меньшей мере, 10% от общей толщины стенок для достижения достаточной ударной прочности.
- pr EN13476-1:2000 относится к тому же, но для применений, связанных с использованием труб вне помещений.
- EN1329-1:1999 относится к плотностенным трубам из поливинилхлорида для применений, связанных с использованием труб внутри помещений.
- EN1329-1:1999 относится к плотностенным трубам из поливинилхлорида для применений, связанных с использованием труб внутри помещений.
Описанные выше стандарты дают значения для нескольких типов труб из поливинилхлорида; в документах, относящихся к стандартам, существуют ссылки на другие документы, в которых предоставлены детальные описания по проведению измерений для определения величин Н50 и TIR 10%, описанных в данном документе. Способ, используемый для определения величин ударной прочности вспененных труб согласно данному изобретению, следует методике, установленной в упомянутых выше публикациях, относящихся к стандартам.
Пример 1
Трубы с диаметром 110 или 50 мм получали, используя следующие условия:
Поливинилхлорид: значение величины К равно 67.
Стабилизирующая система: стандартная на основе свинца для ненапорных труб.
Увеличивающая ударную прочность модифицирующая добавка: отсутствует.
Наполнитель: 18 весовых частей мела Omyalite 50H® на сто частей поливинилхлорида, средний размер 3 мкм.
Вспенивающий газ: азот, 0,04% (вес./вес.).
Температура расплава: 201°С (⌀ 110 мм) или 200°С (⌀ 50 мм).
Давление расплава: 158 или 90 бар прямо перед головкой эксрудера.
Ширина щели в головке экструдера: 1,4 или 1,05 мм.
Угол α в головке экструдера: 84° или 25°.
Толщина стенок: 3,0-3,5 или 3,0-3,3 мм.
Длина щели: по существу, нулевая (представляет собой линию).
Средний диаметр пузырьков: 30 или 44 мкм.
Относительная плотность: 0,7 или 0,7.
Получили следующие значения:
(кг·м)
Из этих экспериментов очевидно, что труба из микропены согласно данному изобретению обладает значением Н50, которое в от 2,75 до 3 раз выше значения Н50 согласно стандарту для плотностенной трубы из поливинилхлорида с такими же размерами, получаемой из такого же основного материала и при таких же условиях экструзии.
Труба из микропены, получаемая согласно данному изобретению, не обладает плотными внутренней и внешней стенками; трубу полностью изготавливают из микропены. Если бы внутренняя и внешняя стенки были бы изготовлены из плотного невспененного материала, значение Н50 дополнительно увеличивалось бы еще.
Из результатов, приведенных в этой таблице, очевидно, что получаемые не в соответствии с данным изобретением вспененные трубы обладают значениями ударной прочности Н50, намного меньшими минимальных значений, требуемых стандартами европейских норм для труб таких же размеров и изготовленных из такого же основного материала.
Пример 2
Трубу из микропены поливинилхлорида (диаметр 50 мм, толщина стенок 3,0 мм) изготовляли из композиции, включающей в себя поливинилхлорид, аналогичный таковому из примера 1, и 18% (вес.) мела типа Omyalite 50H®, используя газообразный азот в качестве вспенивающего агента. Скорость растяжения устанавливали равной 52/с. Полученная таким способом труба обладала ячейками диаметра 50-100 микрометров и ударной прочностью 8 Н·м.
Используя такую же композицию и аналогичные условия экструзии, за исключением скорости растяжения, составляющей 216/с, изготавливали дополнительную трубу из микропены поливинилхлорида. Диаметр ячеек составлял 10-30 микрометров, а ударная прочность была равна 64 Н·м.
Из этого примера очевидно, что скорость растяжения оказывает большое влияние на размер ячеек и ударную прочность.
Пример 3
Мультислойную трубу из микропены поливинилхлорида (диаметр 110 мм; толщина стенок 3,0 мм) изготовляли, используя состав на основе свинца и скорость растяжения 0/с. Труба обладала размером ячеек 150-300 микрометров. Ударная прочность составляла 10 Н·м.
Также изготовляли мультислойную трубу из микропены поливинилхлорида с такими же размерами, используя состав на основе поливинилхлорида, в котором вместо стабилизатора на основе свинца присутствовал стабилизатор на основе органического соединения (Chemson Naftosave GRX 1630®). Скорость растяжения составляла 0/с. Размер ячеек в полученной таким способом трубе составлял 20-50 микрометров. Ударная прочность составляла 96 Н·м.
Этот пример показывает, что можно изготовить мультислойную трубу из микропены с достаточной ударной прочностью, где стабилизатор на основе свинца замещен стабилизатором на основе органического соединения.
Описана труба из полимерного микропенного материала, с ударной прочностью, измеренной при 0°С, которая превышает 100% и составляет до 400% от ударной прочности, требуемой европейскими нормами для трубы таких же размеров и основного материала в невспененном состоянии. Описан способ изготовления трубы из полимерной микропены, полученной из вспененной полимерной композиции, в котором невспененную полимерную композицию, включающую в себя термопластичный полимерный материал, наполнитель и необязательно увеличивающую ударную прочность модифицирующую добавку или модификатор вязкости, экструдируют через экструзионную головку, используя 0,01-0,1 весовой части, предпочтительно 0,01-0,04 весовой части, вспенивающего газа на 100 весовых частей термопластичного полимерного материала. В тот момент давление в головку экструдера падает ниже десорбционного давления вспенивающего агента. При этом невспененную композицию подвергают воздействию силы сдвига так, чтобы плотность вспененной полимерной композиции составляла менее 80% от плотности невспененной полимерной композиции. Вспененная полимерная композиция обладала бы при этом ячейками пены со средним диаметром менее 50 мкм, а ударная прочность Н50 трубы из полимерной микропены, определенная при 0°С, превышала 100% и составляла бы до 400% от ударной прочности, которую требуют стандарты европейских норм для трубы из невспененной полимерной композиции с такими же размерами. Кроме того, описана головка (1) для экструдера, имеющая перед своей щелью (2) канал (3), который сужается к щели по углу альфа, составляющему от 10 до 180°, предпочтительно от 10 до 90°. Дополнительно описан также экструдер, включающий головку для экструдера согласно изобретению. Технический результат, который достигается при использовании способа и экструдера, заключается в улучшенной ударной прочности трубы. 6 н. и 19 з.п. ф-лы, 1 ил., 1 табл.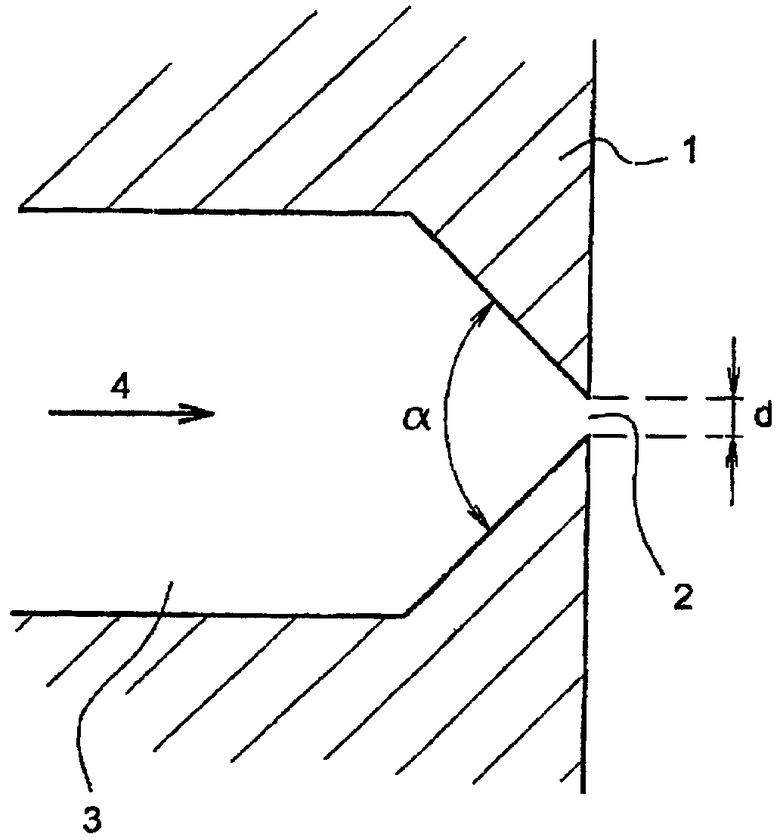
1. Способ изготовления трубы из полимерной микропены, полученной из вспененной полимерной композиции, в котором невспененную полимерную композицию, включающую в себя термопластичный полимерный материал, наполнитель и, необязательно, увеличивающую ударную прочность модифицирующую добавку или модификатор вязкости экструдируют через экструзионную головку, используя 0,01-0,1 вес.ч., предпочтительно 0,01-0,04 вес.ч., вспенивающего газа на 100 вес.ч. термопластичного полимерного материала, где в тот момент давление в головке экструдера падает ниже десорбционного давления вспенивающего агента, невспененную композицию подвергают воздействию силы сдвига так, чтобы плотность вспененной полимерной композиции составляла менее 80% от плотности невспененной полимерной композиции, вспененная полимерная композиция обладала ячейками пены со средним диаметром менее 50 мкм, а ударная прочность Н50 трубы из полимерной микропены, определенная при 0°С, превышала 100% и составляла до 400% от ударной прочности, которую требуют стандарты европейских норм для трубы из невспененной полимерной композиции с такими же размерами.
2. Способ изготовления трубы из полимерной микропены, полученной из вспененной полимерной композиции, в котором невспененную полимерную композицию, включающую в себя термопластичный полимерный материал, наполнитель и, необязательно, увеличивающую ударную прочность модифицирующую добавку или модификатор вязкости экструдируют через экструзионную головку, используя 0,01-0,1 вес.ч., предпочтительно 0,01-0,04 вес.ч., вспенивающего газа на 100 вес.ч. термопластичного полимерного материала, где полимерную композицию перед ее выходом из экструзионной головки подвергают относительному растяжению в единицу времени примерно до 220/с, предпочтительно 80-150/с, более предпочтительно 80-120/с, так, чтобы плотность вспененной полимерной композиции составляла менее 80% от плотности невспененной полимерной композиции, вспененная полимерная композиция обладала ячейками пены со средним диаметром менее 50 мкм, а ударная прочность Н50 трубы из полимерной микропены, определенная при 0°С, превышала 100% и составляла до 400% от ударной прочности, которую требуют стандарты европейских норм для трубы из невспененной полимерной композиции с такими же размерами.
3. Способ изготовления трубы из полимерной микропены, полученной из вспененной полимерной композиции, в котором невспененную полимерную композицию, включающую в себя термопластичный полимерный материал, наполнитель и, необязательно, увеличивающую ударную прочность модифицирующую добавку или модификатор вязкости экструдируют, используя 0,01-0,1 вес.ч., предпочтительно 0,01-0,04 вес.ч., вспенивающего газа на 100 вес.ч. термопластичного полимерного материала, так, чтобы плотность вспененной полимерной композиции составляла менее 80% от плотности невспененной полимерной композиции, вспененная полимерная композиция обладала ячейками пены со средним диаметром менее 50 мкм, а ударная прочность Н50 трубы из полимерной микропены, определенная при 0°С, превышала 100% и составляла до 400% от ударной прочности, которую требуют стандарты европейских норм для трубы из невспененной полимерной композиции с такими же размерами, где невспененную полимерную композицию стабилизируют стабилизаторами на основе органических соединений.
4. Способ по одному из пп.1-3, в котором вспенивающий газ включает в себя азот или химическое соединение, выделяющее при нагревании азот.
5. Способ по одному из пп.1-3, в котором экструзию осуществляют, применяя в конце нисходящего потока шнеков один или несколько смешивающих элементов.
6. Способ по пп.1-3, в котором экструзию осуществляют, применяя в конце нисходящего потока шнеков один или несколько смешивающих элементов, и в котором смешивающий(ие) элемент(ы) выдает(ют)ся на длину, по меньшей мере, четырехкратного диаметра цилиндра экструдера.
7. Способ по любому из пп.1-3, в котором термопластичный полимерный материал включает в себя полимер, выбираемый из группы, состоящей из полиэтилена, полипропилена, полистирола, акрилонитрил бутадиен стирола (ABS) и поливинилхлорида, предпочтительно поливинилхлорид.
8. Способ по любому из пп.1-3, в котором количество наполнителя составляет от 5 до 40 вес.ч., предпочтительно от 5 до 20 вес.ч., а более предпочтительно от 15 до 20 вес.ч., наполнителя на 100 вес.ч. термопластичного полимерного материала.
9. Способ по п.3, в котором количество стабилизатора на основе органического соединения находится в диапазоне 2,0-4,0 вес.ч., предпочтительно 2,5-3,5 вес.ч., на 100 вес.ч. термопластичного полимерного материала.
10. Способ по любому из предшествующих пп.1-3, в котором невспененная композиция включает в себя также абсорбирующий агент, предпочтительно выбираемый из группы, состоящей из цеолитов, пористых силикатов, диатомовой земли, перлита и гидроталькита.
11. Способ по любому из предшествующих пп.1-3, в котором способ осуществляют как соэкструзионный способ, в котором поток способной к вспениванию полимерной композиции и один или несколько потоков не способной к вспениванию полимерной композиции подают в головку экструдера для получения трубы с внутренним и/или внешним невспененным слоем, предпочтительно толщина внутреннего и/или внешнего невспененного слоя составляет менее 10% от общей толщины стенок трубы, более предпочтительно, когда невспененный внутренний слой обладает толщиной менее 5% от общей толщины стенок трубы.
12. Труба из полимерной микропены, полученной из вспененной полимерной композиции, экструдируемой с применением вспенивающего агента из невспененной полимерной композиции, включающей в себя термопластичный полимерный материал, наполнитель и, необязательно, увеличивающую ударную прочность модифицирующую добавку или модификатор вязкости, для которой плотность вспененной полимерной композиции составляет менее 80% от плотности невспененной полимерной композиции, средний диаметр ячеек пены во вспененной полимерной композиции составляет менее 50 мкм, и ударная прочность Н50 трубы из полимерной микропены, измеряемой при 0°С, превышает 100% и составляет до 400% от ударной прочности, требуемой стандартами европейских норм для трубы из невспененной полимерной композиции с такими же размерами, например, изготовленная в соответствии со способом как представлено в любом из пп.1-11.
13. Труба из полимерной микропены по п.12, где вышеуказанную трубу можно получать экструзией, применяя 0,01-0,1 вес.ч., предпочтительно 0,01-0,04 вес.ч., вспенивающего агента на 100 вес.ч. полимера.
14. Труба из полимерной микропены по п.12 или 13, где ударная прочность Н50 вышеуказанной трубы составляет от 100 до 300% от ударной прочности, требуемой европейскими нормами для трубы из невспененной полимерной композиции с такими же размерами.
15. Труба из полимерной микропены по п.12, где термопластичный полимерный материал включает в себя полимер, выбираемый из группы, включающей в себя полиэтилен, полипропилен, полистирол, ABS и поливинилхлорид, предпочтительно поливинилхлорид.
16. Труба из полимерной микропены по п.12, где труба имеет внешний диаметр от 32 до 200 мм и толщину стенок от 3 до 6 мм.
17. Труба из полимерной микропены по п.12, где труба имеет внешний диаметр более 110 мм.
18. Труба из полимерной микропены по п.12, где труба имеет внутренний и/или внешний невспенненный слой(и), каждый из которых обладает толщиной менее 10% от общей толщины стенок трубы, предпочтительно внутренний невспененный слой имеет толщину стенки менее 5% от общей толщины стенок трубы.
19. Труба из полимерной микропены по п.12, для которой количество наполнителя составляет от 5 до 40 вес.ч., предпочтительно от 5 до 20 вес.ч., а более предпочтительно от 15 до 20 вес.ч. наполнителя на 100 вес.ч. термопластичного полимерного материала.
20. Труба из полимерной микропены по п.12, для которой плотность вспененной полимерной композиции находится в диапазоне примерно 70% от плотности невспененной полимерной композиции.
21. Труба из полимерной микропены по п.12, для которой невспененная полимерная композиция включает в себя также стабилизатор на основе органического соединения, предпочтительно в количестве 2,0-4,0 вес.ч., более предпочтительно 2,5-3,5 вес.ч., на 100 вес.ч. термопластичного полимерного материала.
22. Труба из полимерной микропены по п.12, для которой невспененная полимерная композиция также включает в себя абсорбирующий агент, который выбирают из группы, состоящей из цеолитов, пористых силикатов, диатомовой земли, перлита и гидроталькита.
23. Головка (1) для экструдера, имеющая кругообразную формирующую щель (2), через которую можно продавить вязкую полимерную композицию, включающую в себя расплавленный термопластичный полимерный материал, наполнитель, необязательно, увеличивающую ударную прочность модифицирующую добавку и растворенный вспенивающий газ, для получения после охлаждения расплава экструдированной трубы определенной формы из полимерной микропены, канал (3) в головке экструдера (1), ведущий к формирующей щели (2), из которой выдавливают вязкую полимерную композицию в ходе экструзии, обладает большей шириной, чем щель (2), и сужается в направлении щели (2) согласно углу α, составляющему от 10 до 180°, предпочтительно от 10 до 90°, при этом длина щели (2), измеряемая в направлении потока (4) вязкой полимерной композиции, которая выходит из щели (2) при экструзии, является настолько малой, насколько это возможно, предпочтительно нулевой, по существу.
24. Головка экструдера (1) по п.23, в которой ширина (d) щели (2), измеряемая перпендикулярно к направлению потока (4) вязкой термопластичной композиции, которая выходит из щели (2) при экструзии, является в 1,5-3,0 раза меньше, предпочтительно в 2 раза меньше, конечной толщины экструдируемого изделия из микропены определенной формы.
25. Экструдер, включающий в себя полый цилиндр, нагревающий элемент, один или несколько шнеков, накопитель для подачи к шнекам полимерной композиции, которую необходимо экструдировать, одно или несколько отверстий для введения газа и головку экструдера (1), причем головка экструдера (1) представляет собой головку экструдера (1) по одному или нескольким из пп.23 и 24.
| Машина для уборки хлопка | 1932 |
|
SU31170A1 |
| WO 9808667 A2, 05.03.1998 | |||
| Воздухораспределитель | 1977 |
|
SU652413A2 |
| ЩВАРЦ О | |||
| и др | |||
| Переработка пластмасс | |||
| - С-Пб.: Профессия, 2005, с.50-67. | |||

