ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к экструзии вспененного пластифицированного ПВХ (ПВХ-П).
УРОВЕНЬ ТЕХНИКИ
Поливинилхлорид является одним из наиболее широко используемых в мире полимеров. Обычно для обозначения этого пластика применяется аббревиатура ПВХ, которая и будет использоваться далее по тексту. В зависимости от добавок, используемых при компаундировании, характеристики ПВХ могут в значительной степени изменяться. Помимо обычного ПВХ также используется вспененный ПВХ. Обычно ПВХ делят на непластифицированный (или жесткий ПВХ) и пластифицированный (или гибкий ПВХ), содержащий пластификатор. Для обозначения этих разновидностей ПВХ применяются аббревиатуры ПВХ-Н и ПВХ-П, соответственно, которые используются далее в тексте.
Областями применения гибкого ПВХ являются, например, прокладки для защиты от каменистой породы, кровельные и гидроизоляционные покрытия, водонепроницаемые уплотнения и гидрошпонки, трубы и шланги, герметики и кабельные оболочки. Прокладки для защиты от каменистой породы, изготовленные из нетканых материалов, состоящих из волокон гибкого ПВХ малого диаметра (приблизительно 1,25 мм), могут применяться для защиты трубопроводов. Подобные прокладки доступны на рынке, например, продаются фирмой Sika Greenstreak Group, Inc. под торговой маркой TUFF-N-NUFF®.
И хотя присутствующие на рынке решения демонстрируют удовлетворительные характеристики, снижение расхода материала и затрат на производство всегда актуально, особенно если идет речь о продукции массового производства. Уменьшение веса изделия позволило бы обеспечить более простую укладку и уменьшить выбросы CO2 на этапе транспортировки. Конечно, улучшение перечисленных выше показателей за счет изменения состава или структуры изделия не должно приводить к значительному ухудшению характеристик и внешнего вида изделия.
Существуют различные подходы к снижению затрат на материалы или уменьшению массы изделия, такие как уменьшение толщины изделия или использование альтернативного сырья. Но применение подобных подходов часто приводит к ухудшению прочностных характеристик или к изменению внешнего вида изделия.
Патент ЕР 2612881 А1 относится к композиции смолы, применяемой для изготовления вспененного жесткого полимера, содержащего по меньшей мере одну полимерную смолу, в качестве которой может применяться поливинилхлорид, применяемый для обработки поверхности карбонат кальция и газообразующее средство.
Патент US 2012/208963 А1 описывает вспениваемые галогенированные полимеры, такие как поливинилхлорид, содержащие определенную технологическую полимерную добавку, применяемую для многостадийного эмульгирования.
Патент ЕР 1065242 А1 касается вспениваемой композиции винилхлоридной смолы, содержащей 100 весовых частей винилхлоридной смолы, от 5 до 30 весовых частей полимера сложного эфира (мет)акриловой кислоты, применяемого в качестве технологической добавки, и от 2 до 25 весовых частей термически разлагаемого неорганического вспенивающего агента.
Патент WO 02/20660 А2 относится к композициям поливинилхлоридных смол, применяемых для увеличения степени белизны готовых вспененных поливинилхлоридных материалов, причем композиции смол содержат соединения серы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью изобретения является создание материала, предназначенного для замены изделий из невспененного гибкого ПВХ, в частности, прокладок для защиты от каменистой породы, позволяющего уменьшить расход материала и затраты, при по меньшей мере сохранении характеристик на уровне существующего изделия, особенно, прочностных характеристик и внешнего вида. Также нужно уменьшить вес изделия, чтобы облегчить укладку и снизить эмиссию CO2 на этапе транспортировки. Дополнительно, должна существовать возможность снижения количества пластификатора, содержащегося в изделиях из невспененного ПВХ, таких как прокладки для защиты от каменистой породы, чтобы достичь требуемой степени эластичности.
Чтобы создать подобный материал, нужно выполнить экструзию вспененного материала сухой смеси композиции ПВХ-П, содержащей затравку, предпочтительно, тальк, и химическое газообразующее средство, например бикарбонат натрия, в определенных соотношениях.
Соответственно, изобретение относится к композиции пластифицированного ПВХ, предназначенной для экструзии вспененного материала, содержащего поливинилхлорид, по меньшей мере один пластификатор, по меньшей мере одну затравку, предпочтительно, тальк, и химическое газообразующее средство, в частности, бикарбонат натрия. При этом композиция пластифицированного ПВХ представляет собой сухую смесь, содержащую 0,5-5% мас. по меньшей мере одной затравки, предпочтительно, талька, и 0,1-3% мас. химического газообразующего средства.
При сравнении изделия на основе обычного невспененного пластифицированного ПВХ, а именно, прокладки для защиты от каменистой породы, с соответствующим изделием на основе вспененного пластифицированного ПВХ, получаемого путем экструзии вспененного материала композиции пластифицированного ПВХ по изобретению, было обнаружено следующее:
A. Обеспечиваются такие же оптические характеристики изделия, т.е. внешний вид остается неизменным.
B. Благодаря вспениванию, происходит дополнительное умягчение. Благодаря этому количество пластификатора в композиции для вспенивания может быть снижено по сравнению с соответствующей невспененной композицией для достижения такой же эластичности.
C. У вспененного изделия остаются неизменными или даже немного улучшаются прочностные характеристики. Предполагается, что улучшенные прочностные характеристики вспененного изделия объясняются амортизирующим действием и/или улучшенным поглощением энергии вспененного материала.
Таким образом, возможно изготовление изделия на основе вспененного ПВХ-П по изобретению, имеющего примерно те же размеры, что и соответствующее изделие на основе невспененного ПВХ-П, которое, тем не менее, имеет такой же внешний вид и такие же или даже улучшенные механические свойства. Благодаря применению вспененной структуры снижается расход материала и веса изделия по сравнению с изделием, изготовленным из невспененного сплошного материала. При этом снижаются затраты и снижается экологическая нагрузка.
Данное изобретение также касается способа экструзии вспененного материала с использованием композиции пластифицированного ПВХ по изобретению, изделий из вспененного пластифицированного ПВХ, полученного указанным способом, и использования указанного изделия из вспененного пластифицированного ПВХ, как описано в дополнительных независимых пунктах формулы. Предпочтительные варианты реализации изобретения описаны в зависимых пунктах формулы.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
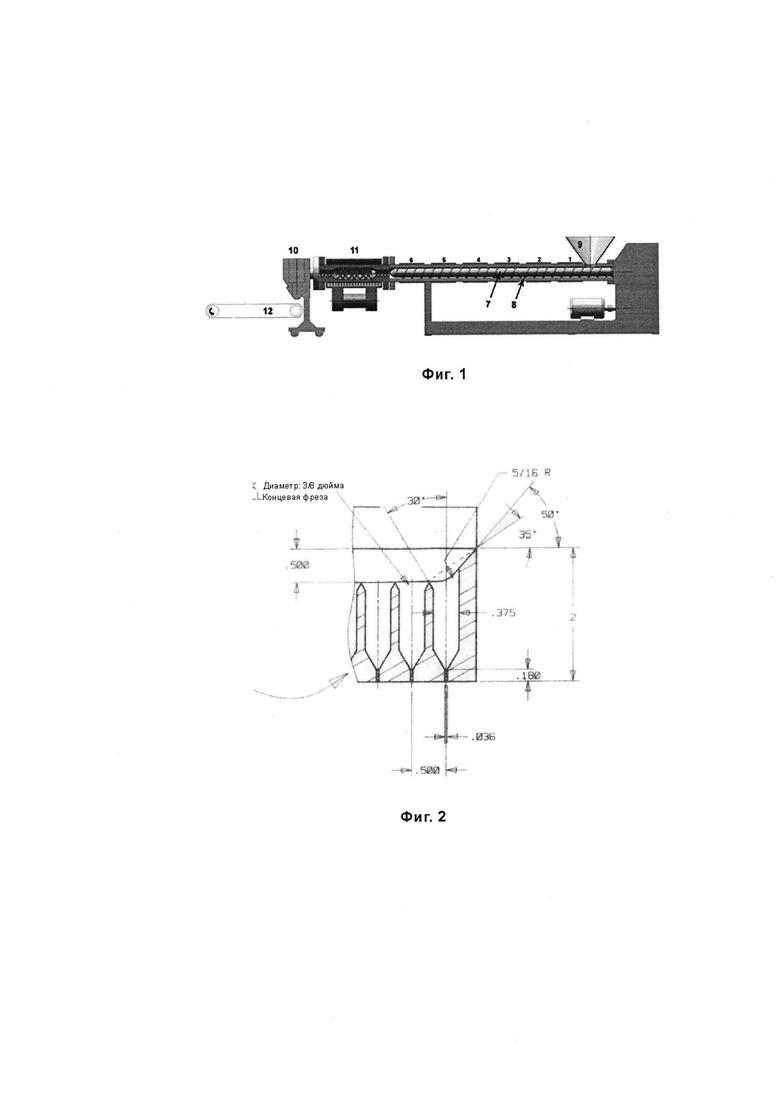
Фиг. 1 иллюстрирует экструзионную установку, пригодную для осуществления способа по изобретению.
Фиг. 2 иллюстрирует частичное поперечное сечение, проходящее через сопло отверстия мундштука, пригодного для способа по изобретению. Размеры указаны в дюймах.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В описании и формуле изобретения указания весовых процентов (% мас.) приводятся в пересчете на общий вес композиции пластифицированного ПВХ, если не указано иное.
Композиция пластифицированного ПВХ
Композиция пластифицированного ПВХ включает поливинилхлорид. Может быть использован любой коммерчески доступный поливинилхлорид. ПВХ также называют поливинилхлоридной смолой. ПВХ или ПВХ-смола обычно поставляется в форме порошка. Такой порошкообразный ПВХ является пригодным.
Значение К для ПВХ, предпочтительно, находится в диапазоне от 65 до 75, более предпочтительно, от 67 до 73 и в частности, от 69 до 71. Значение К для ПВХ является мерой молекулярного веса ПВХ и может быть определено в соответствии с DIN 53726.
Количество ПВХ в композиции пластифицированного ПВХ может изменяться в широком диапазоне, но предпочтительно составляет от 20 до 70% мас., более предпочтительно, от 30 до 60% мас., и еще более предпочтительно, от 40 до 51% мас.
Композиция пластифицированного ПВХ дополнительно содержит по меньшей мере один пластификатор. При производстве гибкого ПВХ применяются разные пластификаторы. Квалифицированным специалистам известны химические соединения, пригодные для использования в качестве пластификаторов ПВХ, которые также описаны в многочисленных справочных руководствах по производству пластиков. Также может применяться любой стандартный пластификатор. Возможно использование одного пластификатора или смеси, состоящей из двух или более пластификаторов. Смеси пластификаторов часто используются для получения желательных характеристик.
В качестве пластификаторов могут применяться сложные диэфиры терефталевой кислоты (также известные как "фталаты"), такие как диалкилфталаты, так как ди-С6-С13-алкилфталаты, и алкилбензилфталаты, диалкилтерефталаты, эпоксиды, сложные диэфиры алифатических карбоновых кислот, полимеры типа полиэфиров, полиэфиры адипиновой кислоты, сложные эфиры фосфорной кислоты, такие как триарил- и алкиларилфосфаты, сложные эфиры тримеллитовой кислоты, сложные эфиры бензойной и дибензойной кислот, сложные эфиры лимонной кислоты и алкилсульфоновые сложные эфиры фенола и их смеси.
В качестве пластификаторов могут применяться такие вещества, как дибутилфталат (DBP), диизобутилфталат (DIBP), диизононилфталат (DINP), диаллилфталат (DAP), ди-2-этилгексилфталат (DEHP или DOP), диизодецилфталат (DIDP), ди-(2-пропилгептил)фталат (DPHP), ди-2-этилгексиладипат (DOA), ди(тридецил)фталат (DTDP), бутилбензилфталат (ВВР), дигексилфталат, три-2-этилгексилтримеллитат (ТОТМ), продукты конденсации гликолей, таких как 1,3-бутиленгликоль, с двухосновными органическими кислотами, такими как адипиновая кислота, дипропиленгликольдибензоат, а также их смеси.
Количество пластификаторов в композиции пластифицированного ПВХ может изменяться в широком диапазоне, но предпочтительно составляет от 15 до 45% мас., более предпочтительно, от 20 до 40% мас., и еще более предпочтительно, от 26 до 31% мас.
Композиция пластифицированного ПВХ дополнительно содержит 0,5-5% мас. по меньшей мере одной затравки, предпочтительно, талька. Количество по меньшей мере одной завтравки, предпочтительно, талька, в композиции пластифицированного ПВХ, предпочтительно, составляет от 0,5 до 3% мас., более предпочтительно, от 0,7 до 2% мас., и еще более предпочтительно, от 1 до 2% мас.
Затравки представляют собой вещества, которые добавляют в полимеры для создания затравки в полимерном расплаве, тем самым поддерживая образование увеличенного числа кристаллов и ускорение процесса кристаллизации. Квалифицированный специалист в данной области техники знаком с использованием затравок. Композиция пластифицированного ПВХ может содержать одну или несколько затравок.
Примерами по меньшей мере одной завтравки являются слоистые силикаты, коллоидная двуокись кремния, углеродная сажа, графит, диоксид титана, лимонная кислота, порошок кварца, тальк или смесь по меньшей мере двух из указанных затравок. Предпочтительно в качестве завтравки использовать тальк.
Тальк обычно используют в виде порошка. Порошок талька доступен на рынке в виде разных сортов, пригодных для использования по изобретению. Структуру ячеек пеноматериала можно регулировать, изменяя размеры частиц талька. Тальк с меньшим размером частиц дает пеноматериал с меньшими ячейками и более высокой плотностью ячеек, что обычно является предпочтительным. Предпочтительный средний размер частиц талька составляет не более 20 микрон, более предпочтительно, не более 10 микрон.
В данной заявке средний размер частиц относится к средневзвешенному размеру частиц, определенному методом седиментационного анализа, по закону Стокса, в соответствии с ISO 13317-3.
Композиция пластифицированного ПВХ дополнительно содержит 0,1-3% мас. химического газообразующего средства, предпочтительно, бикарбоната натрия. Количество химического газообразующего средства, в частности, бикарбоната натрия, в композиции пластифицированного ПВХ, составляет, предпочтительно, от 0,3 до 1% мас., более предпочтительно, от 0,4 до 0,7% мас. Химическое газообразующее средство генерирует газ посредством химической реакции, например, разложения, которое индуцируется, например, повышением температуры.
Примерами пригодных химических газообразующих средств являются азодикарбонамин, азобисизобутиронитрил, бензолсульфонилгидразид, 4,4-оксибензолсульфонилсемикарбазид, 4,4-оксибис(бензолсульфонилгидразид), дифенилсульфон-3,3-дисульфонилгидразид, п-толуолсульфонилсемикарбазид, бикарбонат натрия, карбонат аммония, бикарбонат аммония, бикарбонат калия, диазоаминобензол, диазоаминотолуол, гидразодикарбонамин, диазоизобутиронитрил, азодикарбоксилат бария и 5-гидрокситетразол, причем бикарбонат натрия является предпочтительным.
Бикарбонат натрия, также известный как пищевая сода, является наиболее предпочтительным газообразующим средством. Он демонстрирует наилучшие результаты, экологически безопасен и нетоксичен. Бикарбонат натрия обычно используется в форме порошка. Пригодными являются все доступные на рынке марки этого вещества.
Предпочтительным является использование химического газообразующего средства, в частности, бикарбоната натрия, с узким распределением частиц по размерам для контроля температуры разложения. Таким образом можно избежать разложения во время сухого смешивания. Более широкое распределение частиц по размерам также обеспечивает удовлетворительные результаты, но структура пеноматериала при этом нарушается. Средний размер частиц химического газообразующего средства, в частности, бикарбоната натрия, может иметь значения, например, в диапазоне от 1 до 50 микрон, предпочтительно, от 2 до 30 микрон, и более предпочтительно, от 2 до 10 микрон.
Обычно меньшие размеры частиц газообразующего средства являются предпочтительными по показателям качества структуры пеноматериала и полноты разложения газообразующего средства, но слишком малый размер частиц может приводить к преждевременному разложению в процессе сухого смешения. Для использования газообразующих средства с меньшими размерами частиц можно использовать сухую смесь композиции без газообразующего средства и прибавлять газообразующее средство отдельно с помощью дополнительного дозатора для газообразующего средства в экструдере.
Наилучшие результаты получают при использовании от примерно 0,4 до 0,7% мас. бикарбоната натрия. Однако, большие количества бикарбоната натрия являются допустимыми, что обычно приводит к пониженной плотности пеноматериала.
Предпочтительным является использование исключительно бикарбоната натрия, без каких-либо дополнительных химических газообразующих средств в композиции ПВХ-П для зародышеобразования.
В предпочтительном варианте реализации, композиция пластифицированного ПВХ дополнительно содержит высокомолекулярный акриловый полимер в качестве вспомогательной добавки для вспенивания. Акриловый полимер представляет собой полимер или сополимер акриловых мономеров, таких как метил(мет)акрилат, этил(мет)акрилат и бутил(мет)акрилат, причем (мет)акрилат означает акрилат или метакрилат. Высокомолекулярный акриловый полимер, предпочтительно, представляет собой высокомолекулярный ПММА. ПММА является обычной аббревиатурой для полиметилметакрилата. Высокомолекулярный акриловый полимер, в частности, ПММА, предпочтительно, используется в форме порошка, который является коммерчески доступным. Предпочтительно, акриловый полимер имеет узкое молекулярно-весовое распределение.
Высокомолекулярный акриловый полимер, предпочтительно, ПММА, предпочтительно, имеет средневзвешенный молекулярный вес (Мв) по меньшей мере 500000, более предпочтительно, по меньшей мере 1500000, еще более предпочтительно, по меньшей мере 4000000, при определении методом гель-проникающей хроматографии (ГПХ), предпочтительно, с использованием полистирола в качестве стандарта.
Композиция пластифицированного ПВХ может не содержать высокомолекулярного акрилового полимера или может содержать его. Количество высокомолекулярного акрилового полимера, в частности, высокомолекулярного ПММА, в композиции пластифицированного ПВХ, предпочтительно, составляет не более 9% мас., более предпочтительно, не более 3% мас., еще более предпочтительно, не более 2% мас. В конкретном предпочтительном варианте реализации, композиция пластифицированного ПВХ содержит не более 1,2% мас. высокомолекулярного акрилового полимера, в частности, высокомолекулярного ПММА.
Если высокомолекулярный акриловый полимер, в частности, высокомолекулярный ПММА, входит в состав композиции пластифицированного ПВХ, то количество высокомолекулярного акрилового полимера, в частности, ПММА, предпочтительно, составляет по меньшей мере 0,1% мас., более предпочтительно, по меньшей мере 0,3% мас.
Высокомолекулярный акриловый полимер служит вспомогательной добавкой для вспенивания для обеспечения улучшенной прочности расплава. В отличие от экструзии вспененного материала стандартного ПВХ, значительно меньшее содержание высокомолекулярного акрилового полимера требуется для достижения желательной прочности расплава. Композиция пластифицированного ПВХ может также не содержать высокомолекулярного акрилового полимера.
Композиция пластифицированного ПВХ может дополнительно содержать по меньшей мере один наполнитель. Обычно является предпочтительным, чтобы по меньшей мере один наполнитель был включен в композицию пластифицированного ПВХ. Может применяться любой наполнитель, обычно используемый в области компаундирования ПВХ. Возможно использование одного наполнителя или смеси, состоящей из двух или более наполнителей. В данном изобретении, тальк не считается наполнителем, также в отношении пригодных количеств наполнителя, указанных ниже.
Наполнитель обычно представляет собой неорганический дисперсный твердый материал. Примерами пригодных наполнителей являются карбонат кальция, диатомовые земли, слюда и кальцинированные глины и их смеси, причем карбонат кальция является предпочтительным. Могут быть использованы любые марки карбоната кальция сухого помола, мокрого помола или осажденного. Могут применяться такие формы карбоната кальция, как известняк, мрамор, кальцит или мел. Мел является наиболее предпочтительным. Наполнитель может быть поверхностно обработанным, например, путем гидрофобизирующей обработки.
Количество наполнителя в композиции пластифицированного ПВХ может изменяться в широком диапазоне, но предпочтительно составляет от 5 до 45% мас., более предпочтительно, от 10 до 30% мас. и еще более предпочтительно, от 15 до 25% мас., в частности, от 18 до 22% мас.
Композиция пластифицированного ПВХ может дополнительно содержать по меньшей мере один стабилизатор. Стабилизаторы обычно добавляют в такие композиции. Можно использовать один стабилизатор или смесь двух или более стабилизаторов. Использование стабилизаторов является обычным в области компаундирования ПВХ. Основной целью стабилизаторов в гибких композициях ПВХ является предотвращения деградации во время переработки и формования в готовые изделия. Большинство стабилизаторов представляют собой соединения металлов, такие как соединения кальция, соединения олова, соединения цинка и смешанные соединения металлов. Ряд соединений свинца и соединений кадмия также являются пригодными, но их использование сокращается или прекращено из-за токсичности.
Примерами пригодных стабилизаторов являются металлические соли карбоновых кислот, особенно, жирных кислот, такие как стеараты, пальмитаты и лаураты ("металлические мыла"), например, стеарат кальция, оловоорганические соединения, и смешанные карбоксилаты металлов, такие как системы на основе карбоксилатов бария, цинка и кальция, в частности, карбоксилатов Ba-Zn и карбоксилатов Ca-Zn, например смесь стеарата бария и цинка или смесь стеарата кальция и стеарата цинка. Смешанные металлические стабилизаторы часто используются вместе со вспомогательными стабилизаторами.
Количество стабилизатора в композиции пластифицированного ПВХ может изменяться в широком диапазоне, но предпочтительно составляет 0,5-5% мас., более предпочтительно, от 1 до 3% мас. и еще более предпочтительно, от 1,5 до 2.5% мас.
Композиция пластифицированного ПВХ может необязательно содержать дополнительные добавки, которые являются обычными в области компаундирования ПВХ. Такие дополнительные добавки представляют собой, например, смазывающие вещества, красящие вещества, такие как пигменты, антипирены, вспомогательные стабилизаторы, антибактериальные средства, материалы для поглощения УФ, поглотители кислоты и антистатики.
В предпочтительном варианте реализации, композиция пластифицированного ПВХ содержит а) от 20 до 70% мас., предпочтительно, от 30 до 60% мас., поливинилхлорида, b) 0,5-5% мас., предпочтительно, от 1 до 3% мас., одного или нескольких стабилизаторов, c) от 0 до 9% мас., предпочтительно, от 0,1 до 9% мас., более предпочтительно, от 0,3 до 3 % мас., высокомолекулярного акрилового полимера, в частности, высокомолекулярного ПММА, d) от 15 до 45% мас., предпочтительно, от 20 до 40% мас., одного или нескольких пластификаторов, е) от 5 до 45% мас., предпочтительно, от 10 до 30% мас., одного или нескольких наполнителей, f) 0,5-5% мас., предпочтительно, от 0,5 до 3% мас., одного или нескольких затравок, в частности, талька, и g) 0,1-3% мас., предпочтительно, от 0,3 до 1% мас., химического газообразующего средства, в частности, бикарбоната натрия.
В еще более предпочтительном варианте реализации, композиция пластифицированного ПВХ содержит а) от 40 до 51% мас. поливинилхлорида, b) от 1,5 до 2.5% мас. одного или нескольких стабилизаторов, с) от 0,3 до 2% мас. высокомолекулярного акрилового полимера, в частности, ПММА, d) от 26 до 35% мас. одного или нескольких пластификаторов, е) от 15 до 25% мас. одного или нескольких наполнителей, f) от 0,5 до 2% мас. одной или нескольких затравок, в частности, талька, и g) от 0,3 до 1% мас., предпочтительно, от 0,4 до 0,7% мас., химического газообразующего средства, в частности, бикарбоната натрия.
Сухая смесь
Компоненты композиции пластифицированного ПВХ смешивают или сплавляют для получения сухой смеси. Сухая смесь обычно имеет форму порошка. Сухое смешивание обычно осуществляют в смесителе для сухих материалов. Сухие смеси широко применяются в области компаундирования ПВХ. В типичном способе сухого смешивания, частицы ПВХ-смолы перемешивают со всеми другими добавками для получения готового гомогенно смешанного материала. Смешивание или сплавление в сухих смесях осуществляется путем комбинированного использования давления и температуры.
Например, в типичном примере процесса сухого смешивания, порошок ПВХ, стабилизатор и вспомогательную добавку для вспенивания помещают в смеситель для сухих материалов и нагревают, например, до ок. 80-90°C, затем прибавляют пластификатор и дополнительно нагревают, например, до 100-110°C. Затем прибавляют вместе наполнитель, затравку, в частности, тальк, и газообразующее средство, такое как бикарбонат натрия, и перемешивают в течение небольшого периода времени, например,2-3 мин, при охлаждении композиции. Альтернативно, химическое газообразующее средство, такое как бикарбонат натрия, может быть добавлено в конце процесса в отдельном охлаждаемом смесителе или с помощью отдельного дозатора непосредственно в экструдер.
Способ экструзии
Сухая смесь может быть использована для приготовления изделия из вспененного пластифицированного ПВХ. Способ включает стадию экструзии сухой смеси композиции пластифицированного ПВХ с помощью экструзионной установки с экструдером и мундштуком. Собственно процесс экструзии хорошо известен квалифицированному специалисту.
Экструзионная установка может быть обычным устройством, используемым для экструзии ПВХ, например, включающим экструдер с цилиндром и шнеком, расположенным в цилиндре, или поршнем и мундштуком. Экструдер может быть обычным экструдером, например, поршневым экструдером и шнековым экструдером, таким как одношнековый экструдер или двухшнековый экструдер. Одношнековый экструдер является предпочтительным. Экструдер, предпочтительно, имеет высокое отношение L/D, где L обозначает длину шнека и D - диаметр шнека. Отношение L/D экструдера может составлять, например, по меньшей мере 25, предпочтительно, по меньшей мере 30, и более предпочтительно, по меньшей мере 35.
Цилиндр экструдера имеет загрузочное отверстие, через которое экструдируемый материал поступает в экструдер, и выпускное отверстие, через которое материал выходит из цилиндра. Выпускное отверстие соединено с мундштуком с помощью литника или переходника. Статический смеситель расплава может быть размещен между цилиндром и мундштуком.
Входной конец экструдера обеспечивает направление к загрузочному отверстию и выходной конец экструдера обеспечивает направление к выпускному отверстию. Загрузочное отверстие обычно соединено с бункером, в который подается материал для экструзии. Предпочтительно, сеточное уплотнение и распределительная пластина установлены на конце цилиндра во избежание забивания выпускных отверстий.
Цилиндр экструдера включает по меньшей мере зону пластикации и сжатия и зону гомогенизации на выходном конце зоны пластикации и сжатия. В зону пластикации и сжатия на конце загрузочного отверстия подается материал, и большая часть ПВХ плавится и сжимастся. В зоне гомогенизации расплав гомогенизируется и дозируется или выдавливается через выпускное отверстие.
Экструдер дополнительно обычно включает нагревательные элементы, охлаждающие элементы, датчики температуры и элементы регулировки температуры для создания зон контроля температуры по длине цилиндра, которые называются зонами цилиндра. Экструдер может включать, например, от 3 до 8 зон цилиндра, предпочтительно, по меньшей мере 5 зон цилиндра, с помощью которых может быть создан температурный профиль цилиндра.
На фиг. 1 проиллюстрирована экструзионная установка, пригодная для способа по изобретению, в которой экструдер включает шнек 7, расположенный в цилиндре 8, и бункер 9. Цилиндр имеет шесть зон цилиндра 1-6 для контроля температуры. Зона пластикации и сжатия цилиндра охватывает приблизительно зоны цилиндра 1 и 2 для пластикации и зоны цилиндра 3 и 4 для сжатия и разложения газообразующего средства. Гомогенизирующая или охлаждающая зона цилиндра приблизительно охватывает зоны цилиндра 5 и 6. Мундштук 10 соединен с экструдером через необязательный статический смеситель расплава 11. На Фиг. 1 мундштук повернут на 90° для подачи экструдируемого волокна на конвейерную ленту 12, на которой может производиться укладка волокон для получения нетканого материала. Конечно, поворот мундштука не является обязательным. Конструкция зависит от способа дальнейшей обработки.
Существует ряд температурных профилей, используемых при экструзии, таких как, например, профиль с возрастающей температурой, в котором температура возрастает к выходному концу цилиндра, профиль со снижающейся температурой, в котором температура уменьшается к выходному концу цилиндра, и профиль с температурным максимумом, в котором температура возрастает от загрузочного отверстия до определенной заданной точки, например, расположенной приблизительно посередине цилиндра, и затем снижается по направлению к выпускному отверстию. В способе по изобретению предпочтительно используется профиль с температурным максимумом.
Экструзия вспененного материала в способе по изобретению, предпочтительно, проводится с температурным профилем цилиндра, в котором максимальная температура приходится на секцию зон пластикации и сжатия. Температура на выходном конце указанной секции, в частности, температура в зоне гомогенизации, является более низкой. Указанная максимальная температура, предпочтительно, по меньшей мере на 5°C выше, более предпочтительно, по меньшей мере на 10°C выше, еще более предпочтительно, по меньшей мере на 15°C выше, чем минимальная температура в зоне гомогенизации.
Максимальная температура в указанной секции зоны пластикации и сжатия, предпочтительно, имеет значение в диапазоне от 185°C до 215°C, более предпочтительно, от 190 до 210°C.
Длина цилиндра относится к расстоянию от края выходного конца загрузочного отверстия (0% длины цилиндра) до выпускного отверстия цилиндра (100% длины цилиндра). Секция зоны пластикации и сжатия с максимальной температурой, предпочтительно, расположена на участке от 0 до 70%, более предпочтительно, от 0 до 60%, и еще более предпочтительно, от 0 до 50%, длины цилиндра. Обычно, температура по меньшей мере на участке от 0 до 10%, предпочтительно, от 0 до 20%, длины цилиндра, также ниже максимальной температуры и может иметь значение, например, в диапазоне от 145°C до 165°C, во избежание преждевременного разложения газообразующего средства и потерь газа через загрузочную воронку.
Для экструзии вспененного материала сухую смесь по изобретению подают в экструдер, обычно, из бункера в загрузочную горловину экструдера. Как описано выше, и в отличие от стандартной экструзии ПВХ, температурный профиль цилиндра экструдера отличается тем, что повышенная температура или максимальная температура задается в секции, где происходит пластикация и увеличение давления, и затем происходит активация и разложение пищевой соды. Приблизительно во второй половине экструдера, в частности, в зоне гомогенизации, устанавливают более низкую температуру для того, чтобы снова снизить температуры расплава. Это важно для того, чтобы получить достаточную прочность расплава, что способствует успешной экструзии вспененного материала.
Температура последней зоны цилиндра, т.е. зоны цилиндра возле выпускного отверстия, может иметь значение, например, в диапазоне от 160°C до 190°C, предпочтительно, от 165°C до 185°C. Температура также зависит от предпочтительных требований к максимальной температуре, рассматриваемых ранее.
Как было указано, статический смеситель расплава может быть вставлен между цилиндром экструдера и мундштуком. В этом необязательном варианте реализации, статический смеситель расплава между экструдером и мундштуком может быть использован для дополнительной гомогенизации температуры и состава расплава. Статический смеситель расплава может иметь длину, равную 4-8D, предпочтительно, 6D, наиболее предпочтительно, 8D, где D обозначает наружный диаметр смесителя расплава. Статический смеситель расплава, необязательно, снабжен встроенным охлаждением. Температура в статическом смесителе расплава может быть задана, например, такой же, как и температура в зоне цилиндра у выпускного отверстия или литнике или немного ниже.
Расплав, полученный в экструдере, затем транспортируется к мундштуку, необязательно, через статический смеситель расплава. Температура мундштука может быть например, близкой к или немного выше температуры в зоне цилиндра у выпускного отверстия или литнике. Температура мундштука может иметь значение, например, в диапазоне от 160°C до 205°C, предпочтительно, от 165°C до 200°C. Температура мундштука, близкая к верхнему пределу указанного диапазона, способствует достижению требуемой адгезии между волокнами, тогда как температура мундштука, близкая к нижнему пределу диапазона, улучшает структуру пеноматериала. Также мундштук может быть разделен на две или больше зон регулировки температуры, обозначенных как зоны мундштука.
Мундштук может иметь одно или несколько выпускных отверстий, имеющих вход выпускного отверстия и выход выпускного отверстия или губу фильеры, соответственно. Губа также называется оформляющей поверхностью экструзионной головки. В предпочтительной конструкции мундштука, строение мундштука схоже с выносной головкой с угловым подводящим каналом, известной для экструзии мембран или экструзии пленок, которая, однако, разделяется перед выходом из мундштука на множество отдельных каналов, каждый из которых ведет в выпускное отверстие, такое как сопловое отверстие.
Мундштук, предпочтительно, имеет перфорированную пластину со множеством сопловых отверстий. Перфорированная пластина может иметь более 100, предпочтительно, более 250, и еще более предпочтительно, более 500 сопловых отверстий.
Предпочтительным является высокий коэффициент сжатия на выходе выпускного отверстия, например, коэффициент сжатия, имеющий значение >5:1, предпочтительно, >10:1. Коэффициент сжатия означает отношение площади поперечного сечения входа выпускного отверстия к площади поперечного сечения выхода выпускного отверстия или губы фильеры (оформляющей поверхности экструзионной головки). Поперечное сечение относится к поперечному сечению в направлении, перпендикулярном к направлению потока в выпускном отверстии. Поперечные сечения входа выпускного отверстия и выхода выпускного отверстия или губы (оформляющей поверхности экструзионной головки) могут иметь любую обычную форму. Форма выхода выпускного отверстия или губы зависит от желательного профиля экструдируемого изделия. Поперечные сечения входа выпускного отверстия и/или выхода выпускного отверстия или губы фильеры, предпочтительно, имеют круглую форму.
Для увеличения коэффициента сжатия, обычно, предпочтительно, увеличивают диаметр входа выпускного отверстия, оставляя неизменным диаметр выхода выпускного отверстия или губы для сохранения внешнего вида экструдируемого волокна.
Высокий коэффициент сжатия и как можно более короткая длина губы фильеры способствуют вспениванию, т.е., высокому расширению, и образованию гомогенной и мелкоячеистой структуры. Однако, это также приводит к высокому набуханию волокна после выхода из выпускного отверстия. Этот эффект выражен сильнее при увеличении содержания акрилового полимера. Соответственно, при использовании в композиции высокой доли акриловых компонентов, коэффициент сжатия следует уменьшить и длина губы фильеры (длина оформляющей поверхности экструзионной головки) должна быть увеличена.
Полимерный расплав продавливается через мундштук и формуется в изделие заданной формы. Это может быть любая форма, например, волокно или множество волокон, профиль, пластина, пленка, трубка, или любая другая форма. Экструзия множества волокон ("прядь спагетти") является предпочтительной.
Экструдируемое изделие обычно охлаждают немедленно после выхода из мундштука. Водяной душ или водяная ванна сразу после мундштука помогают быстрее охладить экструдируемое изделие и, таким образом, стабилизировать вспененный материал.
Однако, чрезмерное охлаждение мешает надлежащему склеиванию волокон. Охлаждение водяным душем является предпочтительным.
Свойства изделия
Способ по изобретению позволяет производить изделия из вспененного пластифицированного ПВХ. Изделие может быть волокном или множеством волокон ("прядь спагетти"), профилем, пластиной, пленкой или трубкой. Возможна последующая обработка полученного полуобработанного материала. Например, множество экструдируемых волокон, состоящих из вспененного ПВХ-П, может быть превращено обычными средствами в нетканый материал, пригодный для использования в качестве прокладки для защиты от каменистой породы. Волокна могут непрерывно экструдироваться на конвейер и охлаждаться. Впоследствии, прокладка может быть разрезана по необходимости, и полученные изделия могут быть уложены в стопки или скатаны в рулон, в зависимости от размера.
Оптические свойства продукта или внешний вид изделия из вспененного пластифицированного ПВХ не отличаются от соответствующего изделия из невспененного пластифицированного ПВХ. Размягчение вследствие вспенивания позволяет уменьшить содержание пластификатора в композиции вспененного изделия по сравнению с невспененным изделием.
Вспененный пластифицированный ПВХ, предпочтительно, имеет плотность пеноматериала в диапазоне от 0,88 до 0,96 г/см3, более предпочтительно, от 0,88 до 0,92 г/см3. Вспененный пластифицированный ПВХ имеет ячеистую структуру из закрытых ячеек, с диаметром ячейки, предпочтительно, в диапазоне от 20 до 200 микрон, более предпочтительно, от 20-100 микрон, наиболее предпочтительно, от 50 до 80 микрон.
Ударная вязкость или стойкость к ударам изделия из вспененного пластифицированного ПВХ, представляющего собой прокладку для защиты от каменистой породы, применяемую для защиты трубопроводов, остаются неизменными или даже несколько улучшаются по сравнению с соответствующим изделием, изготовленным из невспененного ПВХ-П. Стойкость к ударам определяют в соответствии со способами, описанными в ASTM G13-89, Standard Test Method for Impact Resistance of Pipeline Coatings (Limestone Drop Test) с модификациями способа испытаний для обеспечения лучшего соответствия требованиям к прокладкам для защиты от каменистой породы. Не было обнаружено разрывов в защитном слое при воздействии камней размером до 4 дюймов (10 см), наблюдались незначительное количество или отсутствовали разрывы в защитном слое при воздействии камней размером до 6 дюймов (15 см).
Изделие из вспененного пластифицированного ПВХ пригодно для прокладок для защиты от каменистой породы, кровельных и водонепроницаемых мембран, водонепроницаемых уплотнений и гидрошпонок, труб и шлангов, герметиков и кабельных оболочек. Изделие из вспененного пластифицированного ПВХ особенно пригодно для прокладок для защиты от каменистой породы, представляющих собой нетканые материалы, состоящие из волокон вспененного пластифицированного ПВХ. Прокладка для скальных листов используется, в частности, для защиты трубопроводов.
Примеры
Была приготовлена композиция, компоненты и их соотношение в которой указаны в следующей таблице, где DPHP обозначает ди-(2-пропилгептил)фталат и DOA - ди-2-этилгексиладипат.
Компоненты смешивают методом сухого смешения, в котором компоненты 1-3 добавляют в смеситель для сухих материалов и нагревают до приблизительно 80-90°C. Затем добавляют компонент 4 и дополнительно нагревают до 100-110°C. После этого, прибавляют вместе компоненты 5-7 и перемешивают в течение 2-3 мин при охлаждении смеси. Необязательно, компонент 7 может быть добавлен в конце отдельно в отдельном охлаждаемом смесителе.
Полученную сухую смесь экструдировали со вспениванием в экструдере в соответствии с Фиг. 1, имеющем отношение L/D, равное 30. Использовали следующий температурный профиль экструдера, в котором указанные зоны цилиндра соответствуют зонам, проиллюстрированным на Фиг. 1.
Зона цилиндра 1 150°C
Зона цилиндра 2 195°C
Зона цилиндра 3 200°C
Зона цилиндра 4 190°C
Зона цилиндра 5 175°C
Зона цилиндра 6 175°C
Литник 160°C (альтернативно, 175°C)
Частичное поперечное сечение сопловых отверстий показано на Фиг. 2. Мундштук включает перфорированную пластину с 626 сопловыми отверстиями, имеющими диаметр выходных отверстий 0,9144 мм (0,036 дюйма) и диаметр входных отверстий 0,9525 мм (0,375 дюйма). Длина губы (длина оформляющей поверхности экструзионной головки) сопловых отверстий составляла 4,572 мм (0,180 дюйма). Коэффициент сжатия для входного и выходного отверстий составлял >10:1.
Выпускные отверстия расположены рядами в поперечном направлении по всей ширине прокладки, которая формуется на конвейерной ленте. Мундштук разделен на зоны мундштука, обозначенные справа налево, со следующим температурным профилем. Температурный профиль используется для компенсации различий в потоке, вызванных различиями в распределении массы.
Зона мундштука 1 (правая) 190°C
Зона мундштука 2 185°C
Зона мундштука 3 180°C
Зона мундштука 4 175°C
Зона мундштука 5 (центральная) 180°C
Зона мундштука 6 175°C
Зона мундштука 7 180°C
Зона мундштука 8 185°C
Зона мундштука 9 (левая) 190°C
Экструдируемый вспененный материал имеет закрытоячеистую структуру. Размер ячеек составляет ок. 50-80 микрон. Плотность пеноматериала составляет примерно 0,88-0,92 г/см3.
Экструдируемые вспененные волокна ПВХ-П использовали для формирования нетканого материала или прокладки. Нетканый материал сравнивали с нетканым материалом, сформованным из экструдируемых невспененных волокон ПВХ-П, полученных из аналогичной композиции ПВХ-П с более высоким содержанием пластификатора.
Оптические свойства продукта (внешний вид) для вспененных волокон и невспененных волокон были одинаковыми. Степень эластичности волокон также была приблизительно одинаковая, хотя композиция для экструзии вспененного материала имела меньшее содержание пластификатора.
Прочностные характеристики нетканого материала, состоящего из приготовленных экструдированных вспененных волокон ПВХ-П, определяли методом испытаний на ударную вязкость с падающим грузом в соответствии с модифицированной методикой ASTM G13 ((Standard Test Method for Impact Resistance of Pipeline Coatings (Limestone Drop Test))). He было обнаружено разрывов в защитном слое в случае воздействия камней размером до 4 дюйма (10 см), наблюдалось незначительное количество или отсутствие разрывов в защитном слое при воздействии камней размером до 6 дюймов (15 см). Наблюдается заметное улучшение ударных свойств (стойкость к ударам камней) вследствие вспенивания/амортизирующего эффекта по сравнению с нетканым материалом, состоящим из невспененных волокон.
Перечень обозначений
1-6. Зоны цилиндра.
7. Шнек.
8. Цилиндр.
9. Бункер.
10. Мундштук.
11. Статический смеситель расплава.
12. Конвейер.
Настоящее изобретение относится к композиции пластифицированного поливинилхлорида (ПВХ) для экструзии вспененного материала. Композиция представляет собой сухую смесь, содержащую 30-60 % мас. поливинилхлорида, 20-40 % мас. по меньшей мере одного пластификатора, 0,5-5 % мас. одной или нескольких затравок и 0,1-3 % мас. химического газообразующего средства. Способ изготовления изделия из вспененного пластифицированного ПВХ включает стадию экструзии со вспениванием сухой смеси композиции пластифицированного ПВХ с помощью экструзионной установки с экструдером и мундштуком. Обеспечивается получение вспененных материалов, которые являются легковесными и требуют меньшего расхода материалов, при свойствах, сопоставимых с соответствующими изделиями из невспененного материала. 5 н. и 12 з.п. ф-лы, 2 ил., 1 табл.
1. Композиция пластифицированного поливинилхлорида (ПВХ) для экструзии вспененного материала, содержащего поливинилхлорид, по меньшей мере один пластификатор, по меньшей мере одну затравку и химическое газообразующее средство, в которой композиция пластифицированного ПВХ представляет собой сухую смесь, содержащую:
от 30 до 60 % мас. поливинилхлорида;
от 20 до 40 % мас. по меньшей мере одного пластификатора;
от 0,5 до 5 % мас. одной или нескольких затравок; и
от 0,1 до 3 % мас. химического газообразующего средства.
2. Композиция пластифицированного ПВХ по п. 1, отличающаяся тем, что по меньшей мере одна затравка содержит или представляет собой тальк.
3. Композиция пластифицированного ПВХ по п. 1 или 2, отличающаяся тем, что химическое газообразующее средство представляет собой бикарбонат натрия.
4. Композиция пластифицированного ПВХ по любому из пп. 1-3, дополнительно содержащая высокомолекулярный акриловый полимер в качестве вспомогательной добавки для вспенивания, причем композиция пластифицированного ПВХ содержит не более 9 % мас., или не более 3 % мас., высокомолекулярного акрилового полимера, при этом акриловый полимер представляет собой высокомолекулярный полиметилметакрилат (ПММА).
5. Композиция пластифицированного ПВХ по любому из пп. 1-4, отличающаяся тем, что количество одной или нескольких затравок составляет от 0,5 до 3 % мас. или от 0,7 до 2 % мас., и/или количество химического газообразующего средства составляет от 0,3 до 1 % мас. или от 0,4 до 0,7 % мас.
6. Композиция пластифицированного ПВХ по любому из пп. 4, 5, отличающаяся тем, что количество высокомолекулярного акрилового полимера составляет по меньшей мере 0,1 % мас. или по меньшей мере 0,3 % мас.
7. Композиция пластифицированного ПВХ по любому из пп. 1-6, дополнительно содержащая наполнитель, предпочтительно, мел и/или стабилизатор.
8. Композиция пластифицированного ПВХ по любому из пп. 1-7, содержащая:
a) от 40 до 51 % мас. поливинилхлорида,
b) от 1,5 до 2,5 % мас. одного или нескольких стабилизаторов,
c) от 0 до 2 % мас. или от 0,3 до 2 % мас. ПММА,
d) от 26 до 31 % мас. одного или нескольких пластификаторов,
e) от 15 до 25 % мас. одного или нескольких наполнителей,
f) от 0,5 до 2 % мас. талька, и
g) от 0,3 до 1 % мас. или от 0,4 до 0,7 % мас. бикарбоната натрия.
9. Способ изготовления изделия из вспененного пластифицированного ПВХ, включающий стадию экструзии со вспениванием сухой смеси композиции пластифицированного ПВХ по любому из пп. 1-8 с помощью экструзионной установки с экструдером и мундштуком.
10. Способ по п. 9, отличающийся тем, что цилиндр экструдера содержит по меньшей мере зону пластикации и сжатия и зону гомогенизации на выходном конце зоны пластикации и сжатия, и экструзию проводят при температурном профиле цилиндра с максимальной температурой в секции зоны пластикации и сжатия и пониженной температурой за выходным концом указанной секции, причем максимальная температура, предпочтительно, по меньшей мере на 5 °C выше, предпочтительно по меньшей мере на 10 °C выше, минимальной температуры в зоне гомогенизации.
11. Способ по п. 10, отличающийся тем, что максимальная температура имеет значение в диапазоне от 185 °C до 215 °C, или от 190 до 210 °C.
12. Способ по любому из пп. 9-11, в котором статический смеситель расплава установлен между цилиндром экструдера и мундштуком и/или в котором мундштук содержит перфорированную пластину со множеством сопловых отверстий.
13. Способ по любому из пп. 9-12, отличающийся тем, что коэффициент сжатия на выходе выпускного отверстия мундштука имеет значение более 5:1 или более 10:1.
14. Изделие из вспененного пластифицированного ПВХ, получаемое способом по любому из пп. 9-13, отличающееся тем, что изделие из вспененного пластифицированного ПВХ, предпочтительно, имеет плотность пеноматериала в диапазоне от 0,88 до 0,96 г/см3 и закрытоячеистую структуру, причем диаметр ячейки, предпочтительно, имеет значение в диапазоне от 20 до 200 микрон.
15. Изделие из вспененного пластифицированного ПВХ по п. 14, отличающееся тем, что изделие представляет собой нетканый материал, сформированный из множества волокон.
16. Изделие из вспененного пластифицированного ПВХ, получаемое путем экструзии со вспениванием сухой смеси композиции пластифицированного ПВХ по любому из пп. 1-8, при этом изделие представляет собой нетканый материал, сформированный из множества волокон.
17. Применение изделия из вспененного пластифицированного ПВХ по любому из пп. 14-16 в качестве прокладки для защиты от каменистой породы, кровельных и водонепроницаемых мембран, водонепроницаемых уплотнений и гидрошпонок, труб и шлангов, герметиков или кабельных оболочек.
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| УСОВЕРШЕНСТВОВАНИЯ, КАСАЮЩИЕСЯ ПЛАСТИФИКАТОРНЫХ КОМПОЗИЦИЙ | 2006 |
|
RU2401847C2 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1982 |
|
SU1065242A1 |

