Данное изобретение относится к вспененным продуктам. Более конкретно, данное изобретение относится к вспененным продуктам, содержащим множество слоев вспененных термопластичных композиций, имеющих низкую плотность.
Способы производства пенопластов, содержащих множество полимерных слоев, известны. В патенте США 4053341 предложен способ производства слоистого материала, содержащего множество поперечно сшитых слоев пенополиэтилена, имеющих анизотропную пористую структуру по меньшей мере в одном внутреннем слое. Этот внутренний слой содержит кросс-сшивающий агент и большое количество вспенивающего агента, тогда как внешние слои содержат кросс-сшивающий агент и малое количество вспенивающего агента. Эти слои сваривали при 160oС и нагревали при от 190oС до 250oС для вспенивания структуры. Недостаток этого способа состоит в том, что он требует проведения двух стадий: сначала сваривание и кросс-сшивание экструдированных полимерных слоев, затем вспенивание при более высокой температуре. Кроме того, этот способ лимитирован производством многослойных вспененных пластин с ограниченным поперечным сечением.
В патентах США 4107247 и 4206165 и в канадском патенте 1100726 описан способ производства пластичных сэндвичевых элементов, в которых первый экструдер производит поропласт при определенной температуре. Второй экструдер производит твердый пластик при температуре по меньшей мере на 14oС (25oF) выше, чем температура вспененной пористой сердцевины, чтобы промотировать вспенивание ядра. Полученный сэндвич экструдируют через экструзионную головку. Недостатком этого способа является то, что только один единственный центральный вспененный слой ограничен двумя твердыми пластиковыми пленками. Кроме того, полученный пенопласт имеет сравнительно малые изолирующие свойства и стабильность размеров.
В патенте США 4773448 предложен способ производства пластиковых труб с твердой наружной оболочкой и внутренней оболочкой из мягкого эластичного пенопласта с гладким осевым пропускным каналом, приспособленным для прохождения жидкости. Наружную ПВХ (поливинилхлоридную) оболочку экструдируют, и внутренний пенополиэтиленовый материал одновременно экструдируют внутрь ПВХ-трубки. Недостаток этого способа состоит в том, что максимальным поперечным сечением является размер трубки. Далее, благодаря ограниченному вспениванию, ожидают, что полученный пенопласт проявляет очень высокую плотность пены.
В патенте JP 50-107067 предложен способ производства термопластичного пенопласта, имеющего невспененный поверхностный слой, путем применения совместной экструзии. Получены пенополиэтилен, имеющий полипропиленовый поверхностный слой, и пенополистирол, имеющий полиэтиленовый поверхностный слой. Недостатком этого способа является то, что только один центральный вспененный слой заключен между двумя твердыми поверхностными слоями.
В японском патенте 48-5100 предложен способ производства многослойного полистирольного пенопласта, имеющего различные плотности пен, например, высокую плотность снаружи, низкую плотность внутри и усиливающий материал между ними. Этот материал применим в качестве опор в домах, отличаясь желаемыми гибкостными и прочностными свойствами. Недостатком этого способа является то, что могут быть изготовлены только пенопласты, имеющие сравнительно высокую плотность 200 кг/м3.
В японском патенте 50-50473 предложен ламинированный отформованный продукт, состоящий из вспененного слоя и нерасширенного термопластичного слоя. Оба слоя отформованы в желаемую форму. Послойное формование может производиться отдельно, с применением двух экструдеров и двух головок, или одновременно, с применением двух экструдеров и одной многослойной головки. Недостатком описанного способа производства является то, что получаются только продукты, имеющие малое поперечное сечение и высокую плотность.
В описании открытой выложенной заявки японского патента Н7-112480 предложен прямоугольный отформованный полимерный продукт, состоящий из полого многослойного полимера, наполненного полимерным пенопластом внутри полого полимолекулярного слоя. Материалом полого полимолекулярного слоя является полипропилен. Пенопласт является полипропиленом или полиуретаном. Недостатком данного способа производства является то, что отформованный полимерный продукт может иметь только один единственный вспененный слой. Более того, могут быть получены только продукты, характеризующиеся ограниченным прямоугольным поперечным сечением и высокой плотностью пены.
В патенте США 3694292 описана экструзионная головка для производства многослойной рукавной пленки, полученной экструзией с раздувом.
В общем, следует отметить, что возникают значительные проблемы в отношении сморщивания отдельных слоев при производстве многослойных пенопластов. В частности, при производстве многослойных пенопластов, которые содержат три или более вспененных слоя, вспенивание центрального слоя или слоев происходит в отличающейся среде по сравнению с внешними слоями.
Таким образом, существует большая необходимость в обеспечении многослойными пенопластами, имеющими отличные изолирующие свойства и стабильность размеров при низкой плотности. Желательно также обеспечить способ производства многослойного пенопласта, который является простым, недорогим и приемлемым для окружающей среды и дает продукты, имеющие хорошие физические свойства.
В одном аспекте данное изобретение, таким образом, относится к способу производства полимерного или сополимерного многослойного пенопласта, предусматривающему стадии: (а) приготовление по меньшей мере одной вспениваемой композиции, содержащей по меньшей мере один полимер или сополимер и вспенивающий агент, (b) экструдирование этой композиции через головку, имеющую множество отверстий, (с) вспенивание экструдированной композиции при температуре вспенивания, которая выше температуры стеклования или температуры плавления полимерной композиции, (d) выдерживание вспененного продукта при повышенной температуре в течение периода времени, достаточного для наступления адгезии между отдельными слоями пены, и (е) предоставление возможности вспененному продукту охладиться, и характеризующемуся тем, что полученный вспененный продукт содержит множество слипшихся вспененных слоев, где по меньшей мере один из этих вспененных слоев распространяется на всю ширину вспененного продукта.
В другом аспекте данное изобретение относится к полимерному или сополимерному многослойному пенопласту, который может быть получен по способу, описанному выше. Этот продукт имеет отличные свойства в отношении теплоизоляции, стабильности размеров, устойчивости к диффузии воды и устойчивости к проницанию водяных паров. Более того, пенопласт данного изобретения имеет гладкую однородную поверхность, эквивалентную современным монолитным пенопластам. Такой предпочтительный внешний вид получают с обеих сторон конечного вспененного продукта без дополнительных модифицирующих поверхность операций.
Способные к вспениванию композиции содержат по меньшей мере один полимер или сополимер. Эта композиция может содержать только один полимер, только один сополимер, смеси полимеров, смеси сополимеров или смеси полимеров и сополимеров.
В соответствии с данным изобретением многослойный пенопласт состоит из множества полимерных или сополимерных вспененных слоев. Эти вспененные слои могут содержать одинаковые или различные способные к вспениванию композиции. Эти многослойные пенопласты содержат по меньшей мере два и предпочтительно три вспененных слоя. По меньшей мере один из этих вспененных слоев является гомогенным вспененным слоем, т.е. монолитная часть пены распространяется по всей ширине пенопласта. Этот гомогенный или монолитный вспененный слой получен путем экструзии способной к полимеризации композиции через отверстие, простирающееся на всю ширину головки, например, щель, или через непрерывное отверстие, например, круг.
Данное изобретение относится к таким многослойным пенопластам, которые составлены из множества таких монолитных слоев, но также и к таким пенопластам, которые содержат по меньшей мере один слой, простирающийся через всю ширину пенопласта и по меньшей мере один слой, содержащий множество отдельных слипшихся вспененных жил.
При помощи способа производства многослойных пенопластов, соответствующего данному изобретению, становится возможным получать пенопласты, имеющие большую общую толщину или получать их более простым образом. Более того, образующиеся многослойные пенопласты имеют ориентированную структуру и обеспечивают улучшенные теплоизоляционные характеристики при тех же плотности и толщине по сравнению с монолитными пенопластами. Более того, они проявляют отличную стабильность размеров и прочность с подобными или, более предпочтительно, по существу эквивалентными свойствами устойчивости к водопроницанию и поглощению воды по сравнению с монолитными пенопластами.
Было обнаружено, что полимерные или сополимерные многослойные пенопласты, например, многослойные пенопласты, состоящие из множества монолитных слоев, или многослойные пенопласты, имеющие один или более слоев, состоящих из множества отдельных слипшихся пучков, могут быть получены в оперативном режиме работы (on-line) без использования адгезивных добавок или любых дополнительных механических устройств для повышения адгезии между жилами или слоями.
Многослойный пенопласт может быть получен из любых полимеров или сополимеров, например, алкиленароматических полимеров, таких как полистирол или сополимеры на основе стирола, олефиновых полимеров или сополимеров, таких как полиэтилен, полипропилен или сополимеров полиэтилена или полипропилена с другими олефиновыми мономерами, полиуретанов, акриловых полимеров или любых других пластмасс, которые могут быть вспенены.
В предпочтительном воплощении полимерная или сополимерная композиция содержит, исключительно или как часть смеси, алкиленароматический полимер или сополимер. Алкиленароматический полимер, соответствующий данному изобретению, предпочтительно содержит моновинилиденовые ароматические мономеры. Предпочтительными примерами их являются стирол, алкилстиролы, например, стиролы, содержащие по меньшей мере один С1-С4-алкильный заместитель, расположенный в ароматическом кольце и/или у винилиденового радикала, и галогенированные стиролы. Специфическими примерами являются стирол, α-метилстирол, стирол, содержащий по меньшей мере один алкильный и/или галогенный заместитель в ароматическом кольце, такой как орто-метилстирол, мета-метилстирол, пара-метилстирол, или соответствующие этилстиролы или хлорстиролы, винилксилол или их смеси. Алкиленароматический сополимер содержит алкиленароматические мономеры и другие способные полимеризоваться мономеры, где алкиленароматические мономеры предпочтительно присутствуют в количестве по меньшей мере 50% по массе, более предпочтительно по меньшей мере 70% по массе и наиболее предпочтительно по меньшей мере 85% по массе в расчете на общую массу мономеров. Другие способные полимеризоваться мономеры предпочтительно выбраны из акриловых мономеров, например, акрилонитрила, акриловой кислоты и акриловых эфиров, таких как бутилакрилат, или из моно- или полиненасыщенных олефиновых мономеров, например, этилена, пропилена, бутадиена и изопрена или их смесей.
В соответствии с дальнейшим предпочтительным воплощением данного изобретения композиция полимеров или сополимеров содержит, отдельно или в виде смеси, олефиновый полимер, например, полимер, содержащий олефиновые или полиолефиновые мономеры. Предпочтительными примерами являются гомополимеры этилена или пропилена, сополимеры этилена или пропилена с одним или более С4-С8-α-олефинами и интер- или сополимерами этилена или пропилена и по меньшей мере одного неолефинового сомономера, где олефиновые мономеры предпочтительно присутствуют в количестве по меньшей мере 50% по массе, более предпочтительно в количестве по меньшей мере 70% по массе, наиболее предпочтительно в количестве по меньшей мере 85% по массе в расчете на массу всех мономеров. Неолефиновые способные к полимеризации мономеры предпочтительно выбраны из акриловых мономеров, моновинилиденовых ароматических мономеров или их смесей.
Вспенивающий агент в способе данного изобретения может быть выбран из любых известных вспенивающих агентов, подходящих для соответствующего полимера, например, из алифатических или циклоалифатических соединений, включая углеводороды, простые эфиры, низшие спирты, галогенированные углеводороды, особенно частично галогенированные углеводороды, и "неорганических" вспенивающих агентов, таких как вода, диоксид углерода, оксиды азота, такие как NO, NO2 и N2O, азот, аммиак, благородные газы, такие как аргон, и воздух или их смеси. Неорганические вспенивающие агенты могут также быть получены in situ путем прибавления химических соединений к композиции, которая разлагается и генерирует газ, так, как это известно из современного уровня техники, например, азосоединения для генерирования N2, аммониевые соединения для генерирования NH3 и смеси карбонатов и кислот для генерирования СО2.
Вспенивающий агент обычно используют в количестве от 0,5 до 25 мас.%, предпочтительно от 1 до 15 мас.%, в расчете на общую массу способной к вспениванию композиции.
Примерами подходящих алифатических или циклоалифатических соединений являются этан, этилен, пропан, пропилен, бутан, изобутан, бутилен, изобутен, пентан, неопентан, изопентан, циклопентан, гексан, гептан, циклогексан и их смеси. Подходящими примерами простых эфиров являются диметиловый эфир (ДМЭ), метилэтиловый эфир или диэтиловый эфир. Подходящими примерами низших спиртов являются метанол, этанол, пропанол, изопропанол, бутанол, пентанол, гексанол и их смеси, причем этанол является предпочтительным. Среди "неорганических" вспенивающих агентов, предпочтительны диоксид углерода или смеси диоксид углерода/вода. Примерами частично галогенированных углеводородов являются хлорэтан, хлордифторметан (R-22), 1-хлор-1,1-дифторэтан (R-142b), 1,1,1,2-тетрафторэтан (R-134a), 1,1,2,2-тетрафторэтан (R-134), 2-хлор-1,1,1,2-тетрафторэтан (R-124), пентафторэтан (R-125), 1,1-дифторэтан (R-152a), 1,1,1-трифторэтан (R-143a), 1-фторэтан (R-161), дифторметан (R-32), 1,1,1,3,3-пентафторпропан (HFC-245fa), 1,1,1,3,3-пентафторбутан (HFC-365 mic) и их смеси.
Во всех случаях предпочтительными являются композиции вспенивающих агентов, которые не обладают потенциалом истощения озона (ПИО), а именно фторированные алканы, неорганические вспенивающие агенты, спирты, углеводороды, простые эфиры или их комбинации. В частности, подходящими, например, для алкиленароматических полимеров и сополимеров или для олефиновых полимеров и сополимеров, являются композиции вспенивающих агентов, состоящие в основном из диоксида углерода и смесей диоксида углерода с водой или этанолом или изопропанолом или диметиловым эфиром или смесей двух или более таких компонентов. Композиции, основанные на (i) 1,1,1,2-тетрафторэтане, (ii) 1,1,2,2-тетрафторэтане, (iii) 1,1-дифторэтане, (iv) смесях двух или более из них или (v) смесях каждого соединения или смесей с этанолом или изопропанолом или диметиловым эфиром или водой или диоксидом углерода или смесями двух или более из них, также в частности применимы в практике данного изобретения. Дополнительно, композиции, основанные на диметиловом эфире и смесях диметилового эфира с водой или этанолом или изопропанолом или диоксидом углерода или смесями двух или более из них, также применимы в практике данного изобретения. Другими подходящими вспенивающими агентами являются углеводороды, такие как пропан, бутан, пентан или их смеси. Далее, смеси подходящих углеводородов с диметиловым эфиром, диоксидом углерода и частично галогенированными углеводородами также применимы в практике данного изобретения.
При получении многослойного пенопласта в соответствии с данным изобретением в некоторых случаях предпочтительно, чтобы контроль температуры пены, основанный на термодинамической природе состава вспенивающего агента, осуществлялся на стадиях (d) и (е), как описано выше. В некоторых случаях, когда применяемая композиция вспенивающих агентов содержит вспенивающий агент или смесь вспенивающих агентов, которые проявляют низкую охлаждающую способность при испарении в процессе вспенивания, ускоренное охлаждение на стадии (е) процесса предпочтительно для получения продукта отличного качества. Примерами подходящих вспенивающих агентов с низкой охлаждающей способностью при испарении являются диоксид углерода, азот, благородные газы, оксиды азота и воздух. Напротив, при применении композиции вспенивающих агентов, содержащей основное количество вспенивающего агента или смесь вспенивающих агентов, которые проявляют высокую охлаждающую способность при испарении в процессе вспенивания, обнаружено, что дополнительная подача тепла к композиции во время стадии (d) была полезна в некоторых случаях для получения удовлетворительных результатов.
Дополнительная подача тепла может быть осуществлена, например, также путем нагревания композиции до температуры выше температуры вспенивания при пропускании через экструзионную головку или путем нагревания среды, непосредственно прилегающей к лицевой стороне экструзионной головки, до такой степени, чтобы поддерживалась достаточно высокая температура поверхности пены в течение времени, в которое слипаются вспененные структуры. Такое нагревание может производиться различными путями, такими как известные на практике, так, чтобы (а) конструкция экструзионной головки или (b) поверхность отдельных вспененных жил были нагреты выше температуры вспенивания композиции.
Примерами вспенивающих агентов, имеющих высокую охлаждающую способность при испарении, являются углеводороды, частично галогенированные углеводороды, вода или смеси, содержащие в качестве основного компонента по меньшей мере один такой вспенивающий агент.
Следует отметить, что во многих случаях регулирование температуры, как описано выше, не является необходимой характеристикой для получения многослойных вспененных продуктов, имеющих отличное качество. Однако, в частности, если использована полимерная или сополимерная композиция, содержащая алкиленароматический полимер или сополимер, и если получают пенопласт, имеющий по меньшей мере один слой, содержащий множество отдельных жил, регулирование температуры может иметь большое значение. Подробное описание температурного контроля может быть найдено в справочном пособии под названием "Low Density Strand Foams".
Отдельно от вспенивающего агента композиция может также содержать другие добавки, такие как зародышеобразователи, вспомогательные средства для экструзии, антиоксиданты, антипирены, красители или пигменты. Примерами пигментов являются углеродная сажа или диоксид титана или графит или другие соединения, известные на практике, которые могут дополнительно повысить теплоизоляционные свойства вспененного продукта.
В соответствии с данным изобретением могут быть получены пенообразные структуры, содержащие множество слоев и имеющие большое поперечное сечение. Данное изобретение, в частности, подходит для производства вспененных продуктов, имеющих отличные теплоизоляционные характеристики с поперечным сечением по меньшей мере 150 см2 или более, более предпочтительно по меньшей мере 500 см2 или более. Следует, однако, отметить, что с тем же успехом могут также быть получены пенопласты, имеющие меньшее поперечное сечение. Площадь поперечного сечения отдельного слоя пены может варьироваться в широких пределах. Обычно поперечное сечение одного слоя пены находится в пределах от 1 см2 до 500 см2, предпочтительно от 2 см2 до 250 см2.
Путем описанного выше способа может быть получен ячеистый пенообразный продукт. В некоторых случаях ячейки по меньшей мере одного слоя пены могут иметь анизотропную форму, т.е. размеры ячейки различны, если они измерены в различных направлениях (горизонтальном, вертикальном и в направлении экструзии).
Неожиданно было обнаружено, что полимерные или сополимерные композиции могут быть по существу свободны от адгезивных добавок, например, сополимера этилена с виниловым спиртом (ЭВС), сополимера этилена с акриловой кислотой (ЭАК) или других адгезивных агентов, известных на практике. Предпочтительно адгезивные добавки присутствуют в количестве менее чем 5 мас.%, более предпочтительно в количестве менее чем 1 мас.% в расчете на весь полимер или полимерную композицию. Наиболее предпочтительно композиция свободна от адгезивных добавок.
Применение адгезивных добавок, не являясь необходимым для легкого производства пенопластов данного изобретения с конечными свойствами или отличными характеристиками, может, однако, быть использовано дополнительно, как известно на современном уровне техники. Способы подачи таких адгезивных добавок предусматривают примешивание к полимеру, прибавление на любой стадии процесса экструзии или внесение подходящих адгезивов во время или после прохождения через экструзионную головку, которые известны из уровня техники.
В соответствии с данным изобретением полимер и вспенивающий агент предпочтительно смешивают в смесителе или в экструдере, и после этого смешанную композицию охлаждают до экструдирования. Затем композицию, обычно находящуюся в форме геля, продавливают через множество отверстий головки, предпочтительно через пластину головки, имеющую множество отверстий, где по меньшей мере одно отверстие устроено так, что получается монолитный слой пены, простирающийся через всю ширину пенопласта. Отдельные слои пены могут быть плоскими или гофрированными, прерывистыми, например, имеющими концы, или непрерывными, например, имеющими форму кольца.
Если получен пенопласт, имеющий по меньшей мере один слой, содержащий множество отдельных жил, композицию предпочтительно продавливают через пластину головки, содержащую множество малых прорезей в подходящем желаемом пространственном расположении, например, в колеблющейся форме, такой как синусоидная волна, в виде сот, квадрата, остроконечного зуба или треугольного остроконечного зуба.
В соответствии с данным изобретением предпочтительно, чтобы первый контакт между отдельными слоями пены происходил после отделения от соответствующего отверстия. Далее, предпочтительно, чтобы процесс, соответствующий данному изобретению, не проводился в закрытой опоке, а скорее производилось свободное формование вспененного продукта, возможно, но не обязательно, в промежуточном пространстве между двумя пластинами. Далее, предпочтительно в способе, соответствующем данному изобретению, чтобы площадь отверстий в применяемой головке составляла ≤10%, более предпочтительно ≤5%, и наиболее предпочтительно ≤3% в расчете на отношение поперечной оси к направлению экструзии получаемого продукта.
Чтобы повысить самосклеивание между отдельными слоями или жилами, температуру вспенивания поддерживают выше температуры стеклования или температуры плавления полимера или сополимера. Разница температур предпочтительно составляет от 1oС до 50oС, более предпочтительно от 2oС до 40oС и наиболее предпочтительно от 5oС до 30oС. Далее предпочтительно, чтобы теоретический диаметр отдельной жилы (Т) или теоретическая толщина отдельного слоя (Т) по меньшей мере являлись такими же, как расстояние между отверстиями (D) или расстояние между щелями (D). Отношение T/D, обозначенное как отношение когезии (С) таким образом предпочтительно больше или равно 1, более предпочтительно отношение когезии больше или равно 1,2. Теоретический диаметр каждой жилы или толщина каждого слоя может быть вычислена на основе объемного расширения пены и определения линейной скорости. Объем пены может быть рассчитан из материального баланса и температуры вспенивания. Он может также быть выведен из измерения плотности пенопласта.
Далее, данное изобретение предусматривает применение обычной технологии совместной экструзии и совместную экструзию составной системы полимер/вспенивающий агент. Природа каждого полимера или каждого вспенивающего агента может быть различной. Однако важно, чтобы температура вспенивания была выше температуры стеклования или температуры плавления каждого полимера или сополимера, и предпочтительно отношение когезии равно или больше 1.
Если производство многослойного пенопласта предусматривает составные системы полимер/вспенивающий агент данное изобретение предусматривает совместную экструзию первого полимера или сополимера через по меньшей мере одну щель головки со множеством отверстий и второго способного к вспениванию полимера или сополимера через по меньшей мере одну вторую щель головки с множеством отверстий; причем полученная композиция пенопласта содержит по меньшей мере один слой первой полимерной или сополимерной пены и по меньшей мере один слой второй полимерной или сополимерной пены.
Например, внешние слои вспененной композиции могут быть изготовлены из олефинового полимера, такого как полипропилен, с углеводородным вспенивающим агентом например, бутаном, а внутренний слой или слои изготовлены из алкиленароматического полимера, такого как полистирол, и, например, СО2 или фторуглеводородами в качестве вспенивающего агента. Полученный композитный пенопласт обладает очень большой изолирующей способностью, благодаря экструдированному ядру из полистирольной пены и высокой рабочей температурой и хорошей химической устойчивостью, обеспеченной свойствами полипропиленовой внешней оболочки.
Полимерный или сополимерный многослойный пенопласт, например, пенопласт из алкиленароматического и/или олефинового полимера или сополимера, которые могут быть получены по способу данного изобретения, предпочтительно имеют плотность до 150 кг/м3. Более предпочтительно, плотность составляет от 16 до 80 кг/м3.
Расширение пены после оставления экструзионной головки может производиться в нормальных атмосферных условиях. Для расширения, однако, могут быть выбраны также суб-атмосферные условия, например, частичный вакуум, над-атмосферные условия, например, повышенное давление, и атмосферы, содержащие различные газообразные композиции, например, повышенное содержание CO2, как это известно из уровня техники.
Вспененные продукты могут быть транспортированы путем различных передающих устройств, известных в технике, например, ленточного транспортера или вальцов. Эти устройства могут дополнительно содержать средства, предназначенные для регулирования температуры.
Далее, вспененные продукты, полученные в соответствии с данным изобретением, применимы в процессах, включающих устройства для снижения плотности после первоначального расширения пены, например, инфракрасные печи, паровые сушилки, сушилки с горячим воздухом, или в комбинации таких устройств.
При желании вспененный продукт может быть подвергнут последующей переработке, такой как профилирование, переплавка и другие технологии, известные на практике, для модифицирования внешней поверхности вспененного продукта. Следует, однако, отметить, что в соответствии с данным изобретением получают продукт с гладкой однородной поверхностью, по существу эквивалентной современным монолитным пенопластам, которая во многих случаях не требует никаких модифицирующих поверхность операций.
Путем использования данного изобретения может быть получен пенопласт, имеющий большое поперечное сечение и низкую плотность. Это изобретение подходит для производства пенопластов со средним размером ячеек от 25 до 3000 микрометров (мкм), предпочтительно от 50 до 2000 мкм, и более предпочтительно от 100 до 1500 мкм. Эти пенопласты имеют превосходные теплоизоляционные характеристики и стабильность размеров по сравнению с пенопластами существующего уровня техники.
Многослойный пенопласт, соответствующий данному изобретению, предпочтительно имеет преимущество в теплопроводности по меньшей мере 1,5%, более предпочтительно по меньшей мере 3%, и наиболее предпочтительно по меньшей мере 5% по сравнению с монолитным пенопластом, имеющим ту же плотность и толщину и полученным из тех же полимеров/вспенивающих агентов. "Монолитный", как использовано здесь, означает единичный интегральный элемент.
Предпочтительный признак способа и получаемого пенопласта, соответствующий данному изобретению, состоит в том, что по меньшей мере один слой структуры пенопласта содержит множество закрытых ячеек; предпочтительно содержание закрытых ячеек, измеренное по Американскому стандартному методу испытаний (ASTM) D 2856-90, составляет по меньшей мере 90%, и более предпочтительно по меньшей мере 95%. Более предпочтительно все слои вспененного продукта состоят из пенопласта с по существу закрытыми ячейками.
Дополнительное преимущество пенопласта, полученного в соответствии с данным изобретением, перед ранее известными пенопластами состоит в том, что могут быть получены непрерывные слои в направлении экструзии. Далее, предпочтительно, что в соответствии с данным изобретением межфазная граница между отдельными жилами или слоями по существу не содержит зон или содержит только очень малое количество зон, имеющих повышенную плотность пены.
Дальнейшим предпочтительным признаком пенопласта, соответствующего данному изобретению, является то, что достигнут минимальный предел прочности при растяжении, например, измеренный согласно ASTM D-1623, по меньшей мере 20 кПа, более предпочтительно по меньшей мере 100 кПа и наиболее предпочтительно 250 кПа или выше. Далее, сдвиговое напряжение вспененного продукта, например, как измерено согласно ASTM С-273, предпочтительно равно по меньшей мере 10 кПа, более предпочтительно по меньшей мере 100 кПа и наиболее предпочтительно 250 кПа или выше.
Дополнительный предпочтительный признак пенопласта, соответствующего данному изобретению, состоит в том, что практически не возникает пустот при разрезании пенопласта перпендикулярно направлению экструзии. Предпочтительно, площадь пустот составляет меньше, чем 1%, и более предпочтительно меньше, чем 0,5% в расчете на общее поперечное сечение пенопласта. Наиболее предпочтительно, вообще не возникает пустот.
Практически не содержащие пустот многослойные пенопласты имеют по существу одинаковые проницаемость водяных паров и устойчивость к диффузии воды по сравнению с монолитными пенопластами.
Следующие примеры приведены только для иллюстративных целей и не ограничивают область изобретения. Если не указано иначе, все части и проценты даны по массе.
Пример 1
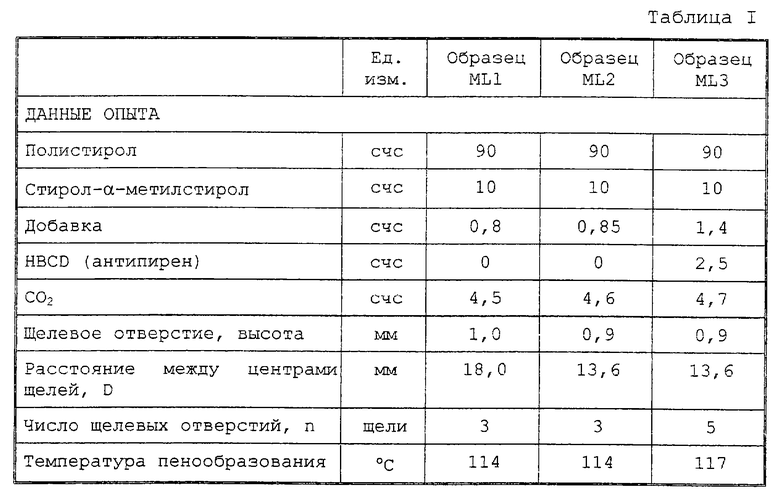
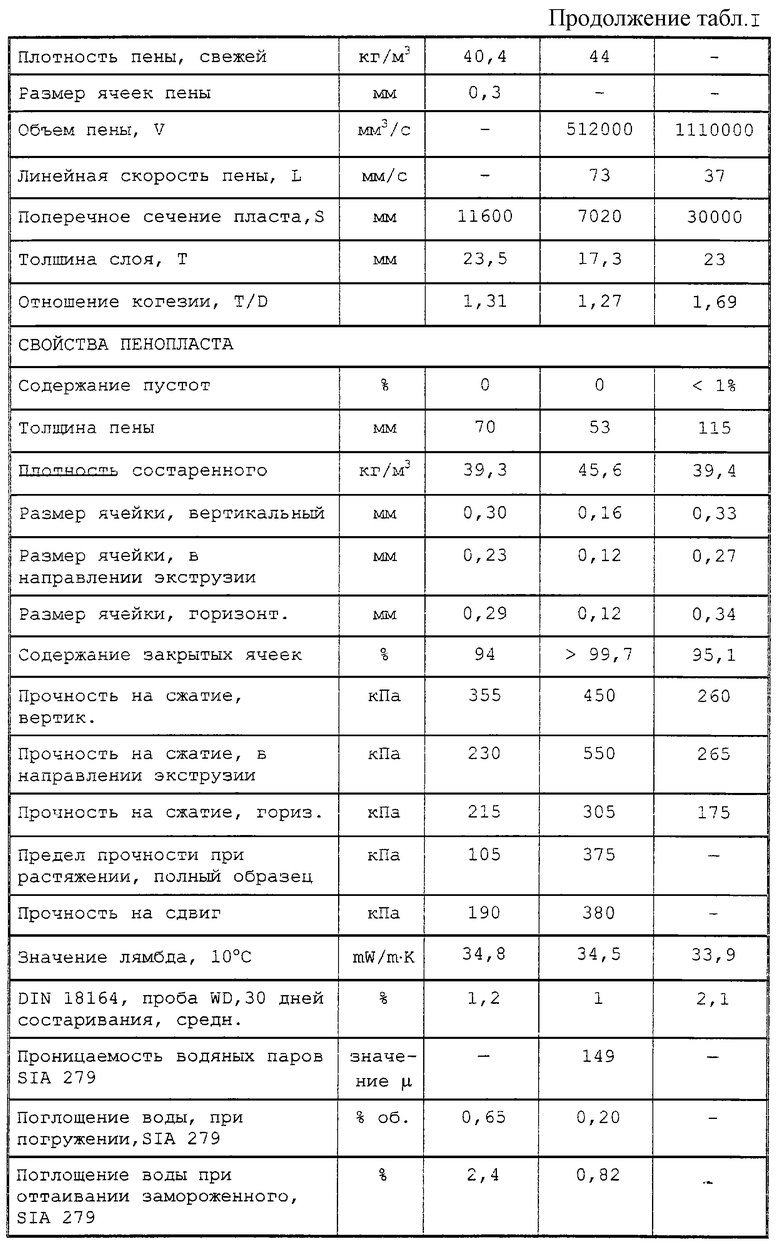
Многослойный пенопласт (образец МL1) был получен с применением 5,08 см (2 дюймового) экструдера, содержащего полимерно-сополимерную смесь с температурой стеклования 103oС, состоящую из 90 счс (частей на 100 частей смолы), 10 счс сополимера стирола и α-метилстирола, 0,8 счс добавок, включающих вспомогательные вещества для экструзии и красители, и 4,5 счс диоксида углерода. Температуру ценообразования поддерживают при 114oС. Гель экструдировали при атмосферном давлении через пластину с 3 щелями, имеющими высоту отверстия 1,0 мм. Расстояние между центрами щелей было 17,0 мм. Был получен многослойный пенопласт, состоящий из 3 вспененных слоев, без адгезивного материала. Пенопласт имел плотность 39,3 кг/м3, размер ячейки 0,30 мм (вертикальный), 0,23 мм (в направлении экструзии) и 0,29 мм (горизонтальный) и поперечное сечение 11600 мм2. Отношение когезии С (соотношение толщины отдельного слоя и расстояния между центрами щелей) было 1,38.
Другой многослойный пенопласт (oбразец ML2) был получен с применением способа, как описано выше, но используя 4,6 счс СO2, щелевое отверстие высотой 0,9 мм и расстояние между центрами щелей 12,7 мм. Плотность этого пенопласта была 45,6 кг/м3, размер ячейки 0,16 мм (вертикальный), 0,12 мм (в направлении экструзии) и 0,12 мм (горизонтальный). Поперечное сечение было 7020 мм2 и отношение когезии С было 1,36.
Другой многослойный пенопласт (образец ML3) был получен с применением состава, описанного выше, но используя 8,9 см (3,5 дюймовый) экструдер и пластину, имеющую пять открытых щелей. Плотность этого пенопласта была 38,6 кг/м3, размер ячейки 0,35 мм (вертикальный), 0,2 мм (в направлении экструзии) и 0,28 (горизонтальный). Поперечное сечение было 30000 мм2 и отношение когезии С было 1,81.
Данные приведены в таблице I. Образцы ML1, ML2 и ML3 ясно показывают, что по способу, описанному в данном изобретении, были достигнуты отличные характеристики в механической прочности, межслойной адгезии, теплоизоляционные характеристики, стабильность размеров и устойчивость к проницанию и диффузии воды.
Пример 2
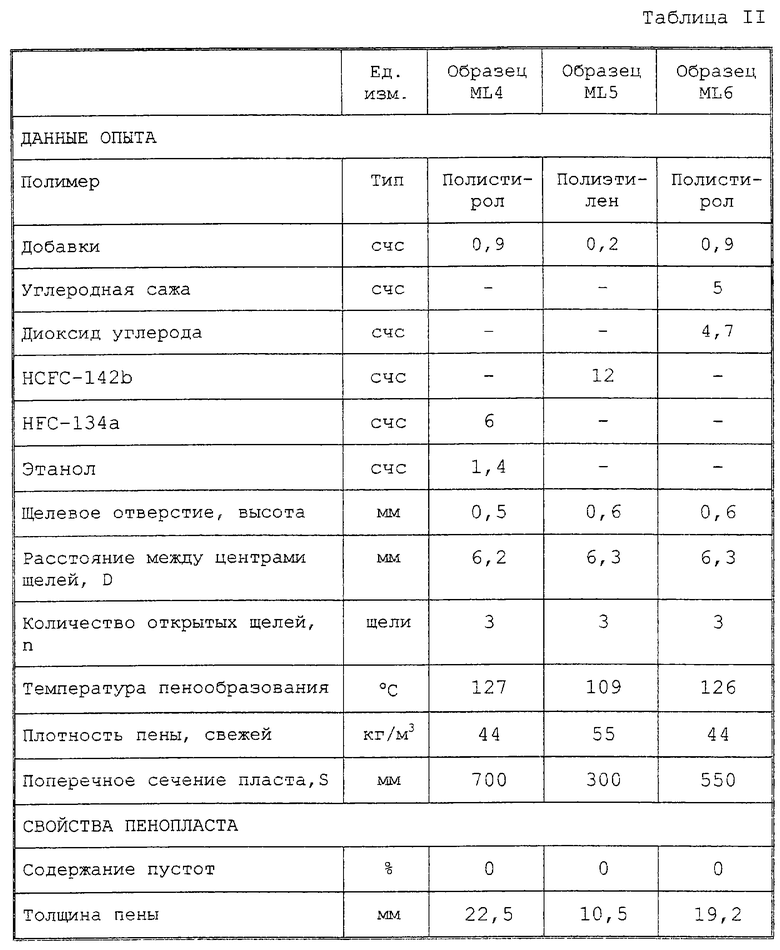
Многослойный пенопласт (образец ML4) был получен с применением 1,9 см (3/4 дюймового) экструдера и полистирола в качестве полимера и смеси HFC-134a и этанола в качестве вспенивающего агента. Полученный 3-слойный пенопласт имел низкую плотность и характеризовался отличной межслойной адгезией. Данные приведены в таблице II.
Пример 3
Полиэтиленовый многослойный пенопласт был получен с применением 1,9 см (3/4 дюймового) экструдера и HCFC-142a в качестве вспенивающего агента (образец ML5). Полученный 3-слойный пенопласт характеризовался отличной межслойной адгезией. Данные приведены в таблице II.
Пример 4
Полистирольный многослойный пенопласт был получен с применением 1,9 см (3/4 дюймового) экструдера, диоксида углерода в качестве вспенивающего агента и углеродной сажи в качестве добавки (образец ML6). Полученный 3-слойный пенопласт имел низкую плотность и характеризовался отличной межслойной адгезией. Данные приведены в таблице II.
Пример 5
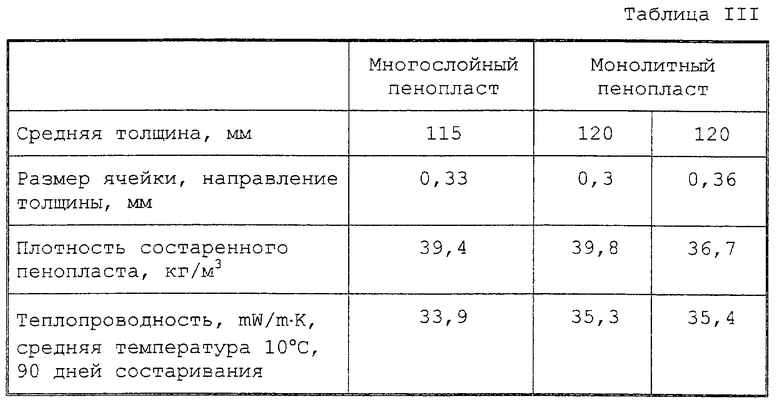
Была измерена теплопроводность многослойного полистирольного пенопласта по сравнению с монолитным полистирольным пенопластом. Во всех случаях была использована полистирольная композиция с диоксидом углерода в качестве вспенивающего агента. Условия пенообразования во всех случаях были одинаковыми.
Результаты приведены в таблице III. Многослойный пенопласт, проявляющий улучшение теплопроводности на 4-4,2%, четко иллюстрирует преимущества пенопластов данного изобретения по сравнению с пенопластами, полученными согласно способам существующего уровня техники.
Пример 6
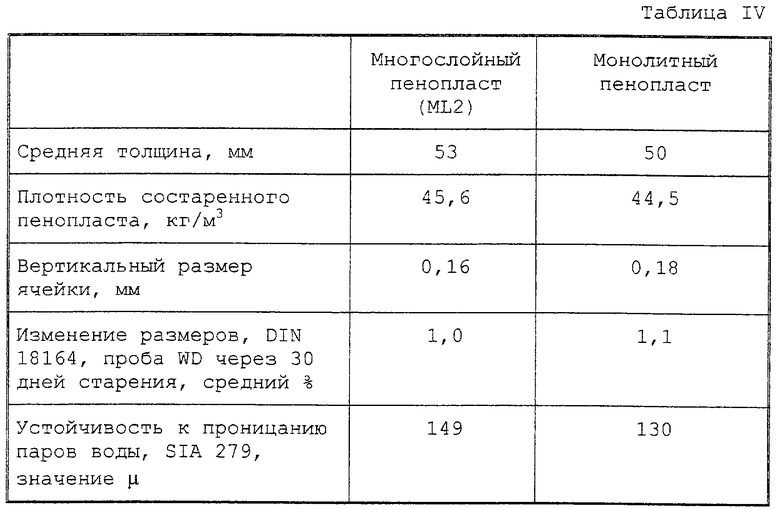
Была измерена стабильность размеров и устойчивость к проницанию воды многослойного пенопласта (образец ML2) по сравнению с монолитным полистирольным пенопластом. Во всех случаях была использована полистирольная композиция с диоксидом углерода в качестве вспенивающего агента. Условия пенообразования во всех случаях были одинаковыми.
Результаты приведены в таблице IV. Непосредственное сравнение многослойного пенопласта ML2 с монолитным пенопластом с подобными плотностью и вертикальным размером ячеек показало, что многослойный пенопласт имеет улучшенную устойчивость к проницанию воды ("значение μ") и лучшую стабильность размеров (как измерено по DIN 18164) по сравнению с подобным монолитным пенопластом.
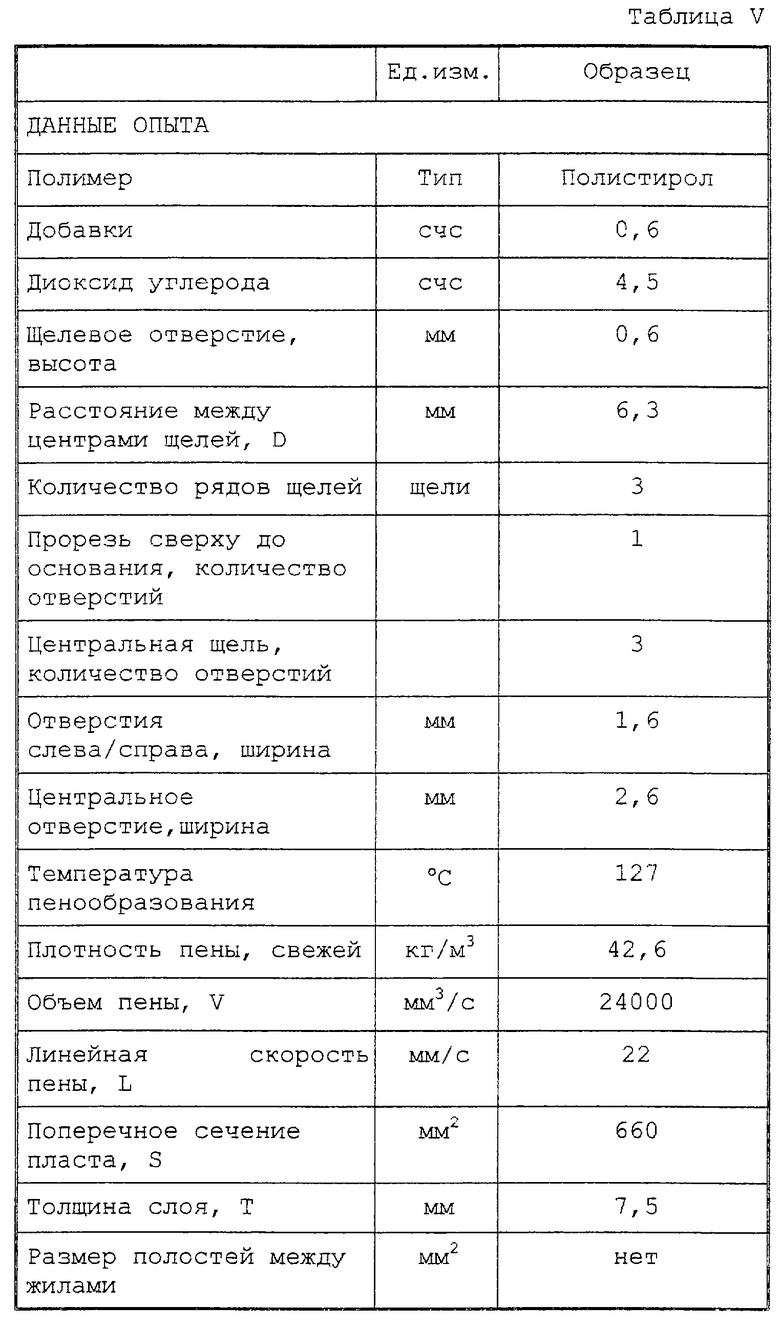
Пример 7
Многослойный пенопласт, имеющий центральный слой, содержащий множество отдельных жил, был получен с применением полистирола в качестве полимера и диоксида углерода в качестве вспенивающего агента. Данные приведены в таблице V. Этот многослойный пенопласт демонстрирует, что один или более слоев вспененной структуры могут состоять из множества жил, сохраняя способность к получению низкой плотности, нулевого содержания пустот с хорошей адгезией между слоями и между жилами.
Данное изобретение относится к вспененным продуктам, содержащим множество слоев вспененных термопластичных композиций, имеющих низкую плотность. Способ производства полимерного или сополимерного пенопласта предусматривает стадии путем (а) приготовления по меньшей мере одной способной к вспениванию композиции, содержащей по меньшей мере один полимер или сополимер и композицию вспенивающего агента, (b) экструзию композиции через головку, имеющую множество отверстий, (с) вспенивание экструдированной композиции при температуре ценообразования, которая выше температуры стеклования или температуры плавления полимерной композиции, (d) выдерживание вспененного продукта при повышенной температуре в течение периода времени, достаточного для получения адгезии между отдельными слоями пены, и (е) оставление вспененного продукта для охлаждения, отличающийся тем, что получают вспененный продукт, имеющий множество слипшихся слоев пены, где по меньшей мере один слой пены простирается через всю ширину вспененного продукта. Технический результат - получение многослойных пенопластов, имеющих отличные изометрические свойства при низкой плотности. 2 с. и 10 з.п. ф-лы, 5 табл.
| Способ измерения усредненного диаметра капилляров | 1975 |
|
SU553522A1 |
| US 4192839 А, 11.03.1980 | |||
| Установка для непрерывного изготовления многослойных рукавных пленок из термопластов | 1969 |
|
SU463255A3 |
| Способ изготовления слоистых изделий | 1978 |
|
SU724351A1 |

